Спосіб вимірювання та контролю внутрішнього діаметра трубок для газорозрядних приладів
Номер патенту: 30363
Опубліковано: 15.11.2000
Автори: Лисенко Віктор Григорович, Галай Микола Васильович, Лисенко Григорій Матвійович, Лубенець Сергій Васильович


Формула / Реферат
Спосіб вимірювання та контролю внутрішнього діаметра трубок для газорозрядних приладів, що включає подачу світла від джерела монохроматичного випромінювання на трубку, що вимірюється, через волоконний світловод та лінзи на вхідний отвір, який відрізняється тим, що вимірюють розсіяне випромінювання на вихідному отворі безпосередньо фоторезисторним датчиком, підсилені сигнали фотодатчика, що подають на осцилограф, а потім знімають з екрана останнього як результат вимірювань, використовують для визначення діаметра трубки по залежності
![]()
де:
- ![]() та
та ![]() - і+1 та n-і координати Y;
- і+1 та n-і координати Y;
- Хі+1 - права і+1 координата Х;
- X'n-1 - ліва n-і координата X,
причому обробляють тільки значення, для яких виконується умоваYk=0,307×Dроб£Yi£0,693×Dроб=Yp,де:
- Dроб - робочий діаметр, мм;
- Yk та Yp - граничні початкова та кінцева координати Y, мм,
що, таким чином, включає в вимірювання 0,25 частини всієї трубки, а потім виконується три рази поворот трубки навколо своєї осі на кут 45° з наступним повторенням кожний раз вимірювань та розрахунків по попередній схемі, з наступним усередненням значення D по всьому периметру трубки.
Текст
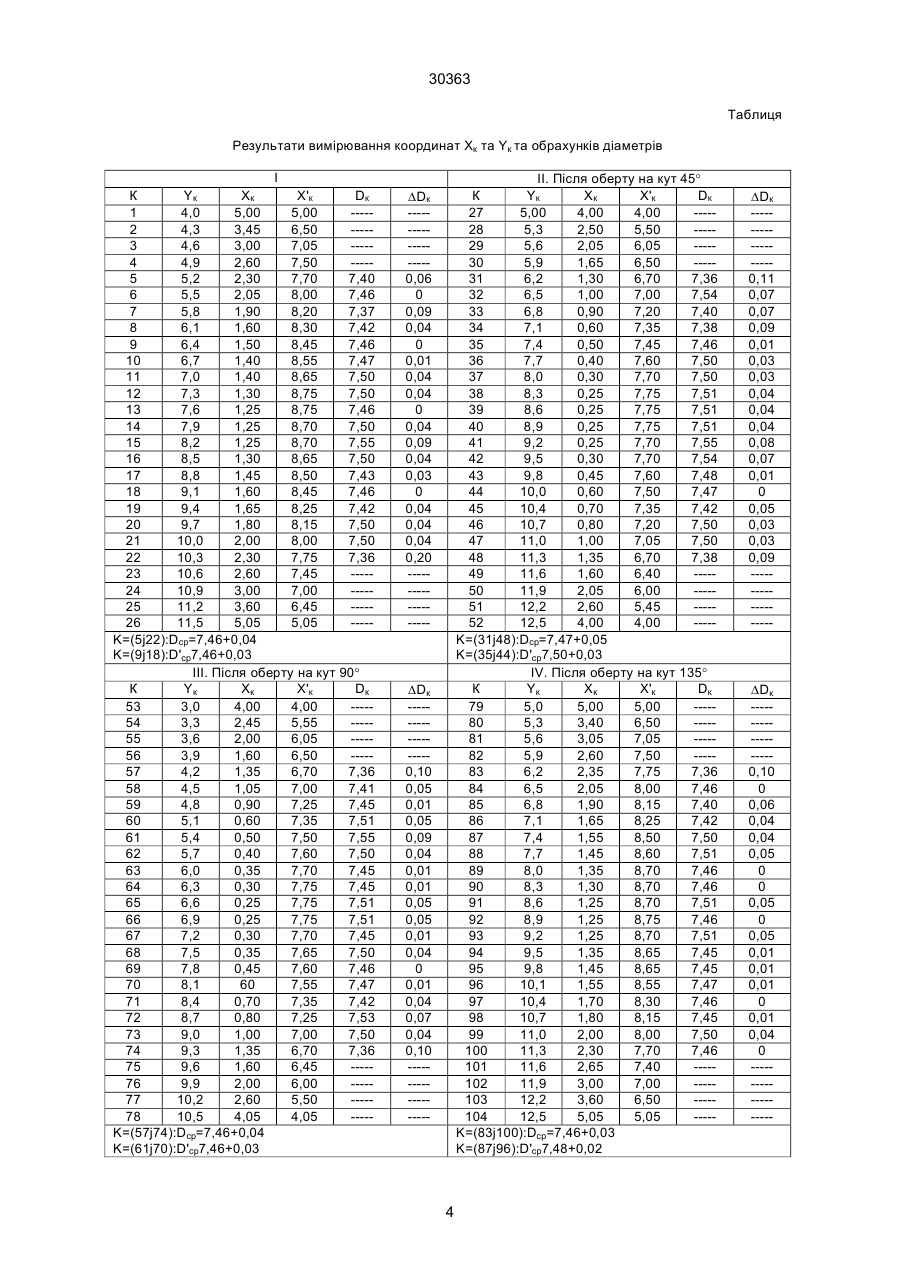
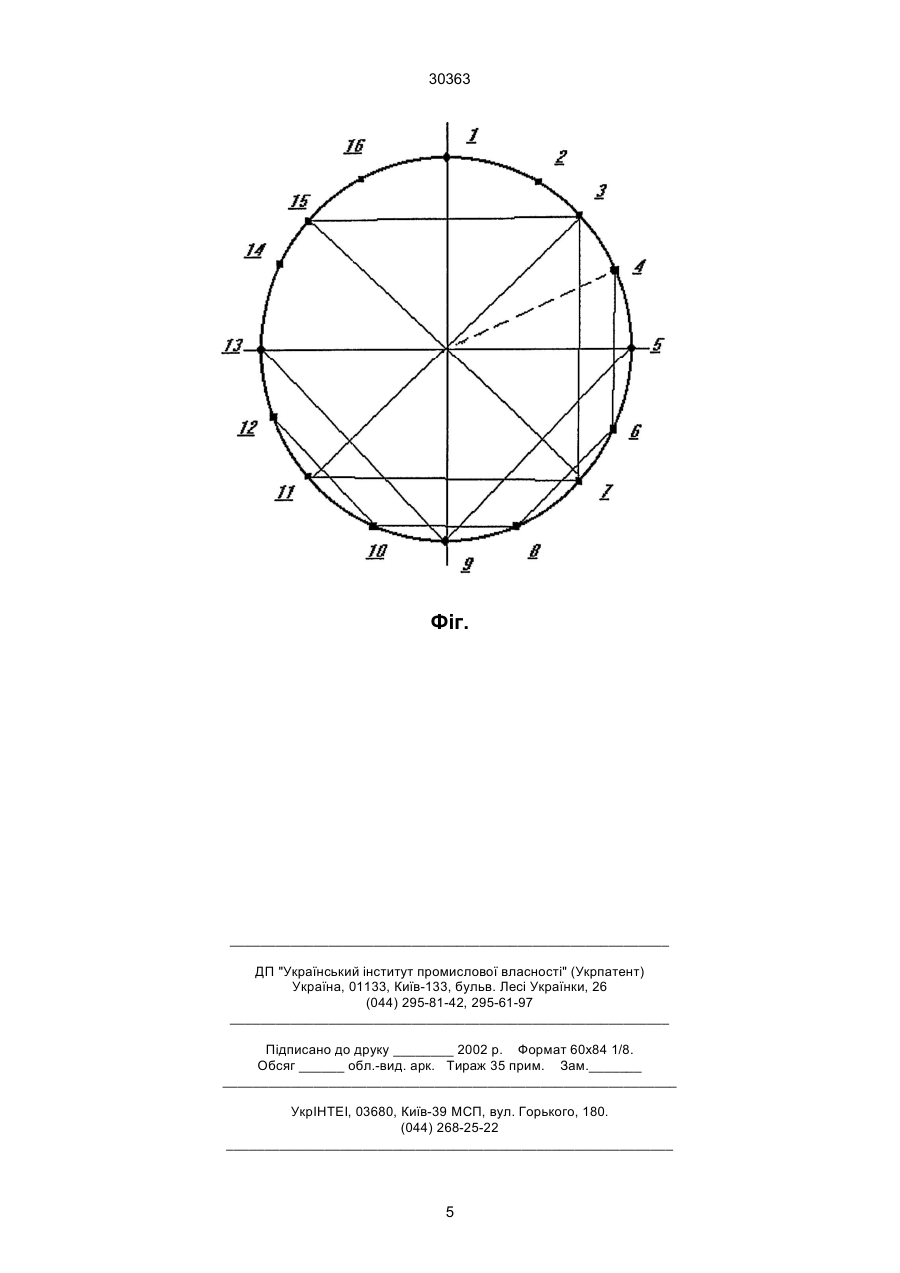
Спосіб вимірювання та контролю внутрішнього діаметра трубок для газорозрядних приладів, що включає подачу світла від джерела монохроматичного випромінювання на трубку, що вимірюється, через волоконний світловод та лінзи на вхідний отвір, який відрізняється тим, що вимірюють розсіяне випромінювання на вихідному отворі безпосередньо фоторезисторним датчиком, підсилені сигнали фотодатчика, що подають на осцилограф, а потім знімають з екрана останнього як результат вимірювань, використовують для визначення діаметра трубки по залежності 30363 роботі, то вимірювання може проводитися або як реальне не збільшене зображення біля самої трубки, або на різних відстанях від неї - зображення одержимо збільшеним за розмірами, однак з меншою освітленістю і меншою чіткістю границь самого зображення. Одинична стандартна напівпрозора трубка заданої довжини подається та фіксується в центрованому циліндрі - патроні. З одного боку його знаходиться джерело світла – лазер ЛГ або світлодіод, а датчик для вимірювань кріпиться з другого боку на рамці, яка приводиться в перпендикулярному до неї напрямку в прямолінійний рівномірний рух двигуном постійного струму. Довжина датчика, що використовується для вимірювань, не менше діаметра досліджуваної трубки. Початкова точка відрахунку має одиничне значення координат Х1 та Y2, а в подальшому відбувається вимірювання довжини хорд (з заданим кроком DY=5×10-5 м), вони характеризуються числами Хк та Y'к, а (ліва та права координати) та Yк. Система обрахунку виключається в кінцевій точці n (значення Хn - знову одиничне), а відповідне їй значення Yn в різниці з Y1 дає робочий діаметр D(1)роб. Оскільки число хорд порівняно велике (залежить від кроку DY та вимірюваного діаметру D), різниця між антисиметричними точками дає можливість обчислити значення D: рного променя інтенсивного розсіювання випромінювання не спостерігається. Крім того, недоліком цього способу є необхідність строгого проходження лазерного променя, що використовується, по діаметру трубки. що не завжди легко досягається, особливо у випадках різної величини останнього за різними напрямками (внаслідок косого зрізу трубки, наявності еліптичності, дефектів перерізу та ін. причин). В основу винаходу поставлено завдання вдосконалення способу вимірювання та контролю внутрішнього діаметра полікорових трубок для газорозрядних приладів, в якому сумісництвом операцій та їх послідовністю забезпечується підвищення достовірності і точності безконтактного вимірювання внутрішнього діаметра трубок. Поставлене завдання розв'язується тим, що в способі вимірювання та контролю внутрішнього діаметра трубок для газорозрядних приладів, що включає подачу світла від джерела монохроматичного випромінювання на трубку, що вимірюється, через волоконний світловод та лінзу на вхідний отвір і вимірювання розсіяного випромінювання на вихідному отворі за допомогою фоторезисторного датчика, згідно з винаходом, підсилені сигнали фотодатчика подають на осцилограф, і результати вимірювань, що знімаються з екрана останнього, використовують для визначення діаметра трубки за залежністю: Di = Di = (Yn-i - Yi+1 )2 + (X'n-i - Xi+1 )2 , (Yn-i - Yi+1 )2 + (X'n-i - Xi+1 )2 . (3) При цього загальна кількість діаметрів, що вимірюються, дорівнює р-к, тому як обробляються тільки значення, для яких: (де: Yi+1 та Yn-1 - і+1 та n-і координати Y, Хі+1 права і+1, a X'n-1 - ліва n-і координати X), причому обробляються тільки значення, для яких виконується умова: Yk=0,307× D (1) £Yi£0,693× D(1) =Yp. роб роб Yk=0,307×Dроб£Yi£0,693×Dроб=Yp. (4) Після цього досліджувана трубка повертається відносно своєї осі на кут 45° зі годинниковою стрілкою та повторюються вимірювання: одержуємо значення Хn+1 та Yn+1, після яких величина Хі при заданому значенні Yi буде мати два значення, тобто при зміні Yi від Yn+2 до Y2n-1 відповідні значення Хі (від Хn+2 до Х2n-1) будуть мати по дві величини: кінцева точка - max одиничні координати Х2n та Y2n. Різниця Y2n-Yn+1= D (2 ) , і за попередньою умороб Оскільки при цьому в вимірювання включається тільки 0,25 частини всієї довжини кола трубки, то потім проводиться послідовно три рази повертання на кут 45° та повторюються вимірювання кожний раз з наступним обрахунком діаметрів за попередньою схемою. На закінчення виконується усереднення обчислених значень діаметрів по всьому периметру трубки. Суть винаходу полягає в такому. Від джерела монохроматичного випромінювання (лазер типу ЛГ або потужний світлодіод) світло через лінзу, яка розсіює (для одержання рівномірного освітлення всього вхідного отвору світловоду, що використовується), волоконний світловод та систему збиральних лінз і лінз, що розсіюють, подається на внутрішній вхід непрозорого або напівпрозорого пустотілого циліндричного виробу. Останній, в свою чергу, служить світловодом, а одержане кінцеве зображення характеризує саме вихідний отвір трубки. Нерівності та перегини трубки на її довжині, наявність дефектів всередині трубки не проявляються на зображенні вихідного отвору на екрані або датчику для вимірювань. Відмітимо, що оскільки кінцевий світловий потік на виході вимірюваної трубки розходиться, кут цього розсіювання залежить від параметрів збиральних лінз та лінз, які розсіюють, що використовуються в вою (4) за формулою (3) обраховується значення Di від D2(k) до D2(р) (кількість їх також дорівнює Р-К). Два наступних повороти на кут 45° (тобто на кут 90° та 135° відносно початкового положення) дає можливість повністю охопити весь периметр досліджуваної трубки. За одержаними в чотирьох положеннях значеннями Di (загальна кількість яких дорівнює 4(Р-К) по всьому периметру трубки) обраховуємо середнє значення D (1) та DD(1) , а також ряд знаср ср чень DD(1) > 7 × 10 -3 м , що характеризують різкі i відступи від кола по внутрішньому периметру досліджуваної трубки. Циліндр - патрон з фіксованою в ньому полікоровою трубкою повертається у протилежну сторону і виконуються такі ж самі вимірювання, як і у попередньому випадку, за визначеними результата 2 30363 приймались значення Yк від 6,3×10-3 м до 9,2×10-3 м. На фігурі це відповідає відстані між точками 4 та 6 (по дузі 4-5-6 і різниця між іх довжинами складає 2%), а в таблиці це виділені значення від К=9 (Y9=6,4×10-3 м) до К=18 (Y18=9,1×10-3 м). Середнє значення D за цими 10 вимірами складає (7,48+0,03)×10-3 м. Умові (2) на фіг. Відповідає відстань від точки (3) до точки (7) – відповідно, дуга (3-4-5-6-7), різниця якої від хорди складає 11%. В таблиці це значення від К=5 (Y5=5,2×10-3 м) до К=22 (Y22= =0,3×10-3) і за обрахованими за формулою (1) 22 величинами діаметра D одержуємо середнє значення (7,48±0,04)×10-3 м. Після повороту досліджуваної трубки на кут 45° на (фіг. Вихідна точка відліку (3) – початкове значення Y27=5×10-3 м і кінцева точка (11) – Y52= =12,5×10-3) результати вимірювань та обрахунків наведені в таблиці для положення II, а результати вимірювань та обрахунків після обороту на кути 90° та 135° наведені в таблиці для положень III та IV, тобто при кожному положенні кількість вимірювань 26, а в розрахунок за першою формулою бралося 18, а за другою – 10 результатів (загальне число 72 та 40). Однак при цьому для обрахунку по першій формулі області (3-4) та (12-13) переходять за половину кола, а області (5-6-7-8-9-10-11) використовуються в обробці, фактично, два рази. Приведена по першому рядку в таблиці кількість вимірювань і обрахунків дорівнює 72 і одержано значення Dcp=(7,46±0,04)×10-3 м, а на другій строчці кількість вимірювань і обрахунків дорівнюється 40 і одержано значення Dcp=(7,48+0,03)´ ´10-3 м. Відмітимо, що при вимірюванні в початковому вихідному положенні та після повороту на кут 90° (хорда (3-7) та (7-11) на фігурі) число вимірювань та обрахунків дорівнює 36 і величина Dcp=(7,47±0,05)×10-3 м. Звідси видно, що точність вимірювань значно не зростає, однак зменшується розмиття вимірювань – зверху менш точно вимірюються координати X, впливає перекіс дуг вимірювань, нерівномірність кроку по дузі (при DY=const), а також косий хід надломів. ми вираховують значення D ( 2) та D D ( 2) , а також ср ср ряд значень DD( 2 ) > 7 × 10 -3 м , що характеризуi ють різкі відступи від кола по внутрішньому периметру досліджуваної трубки. Виходячи із одержаних результатів, обчислювальна система видає кінцеві дані, на основі яких приймається рішення про придатність даної трубки для виготовлення лампи, і при позитивному рішенні система видає розв'язок про клас даної трубки, після чого вона подається в розподільний блок, а в циліндр - патрон поступає наступна трубка для вимірювань. Запропонований спосіб був реалізований для вимірювання та контролю внутрішнього діаметра полікорових трубок, що використовуються для виготовлення газорозрядних приладів. Згідно з технічними вимогами трубки, що використовується в роботі діляться на класи: при діаметрах D= =(7,5...6,5)×10-3 м трубки довжиною L=9×10-2 м мають діаметри D1=D2 або D1 тa D2=D1±0,1×10-3 м. Більш тонкі трубки (діаметром D£4×10-3 м) діляться на класи за однаковою величиною діаметра з обох боків. Товщина стінок трубок складає біля 10-3 м, і вони є напівпрозорими для видимого випромінювання. Як джерело світла при вимірюваннях використовувався світлодіод, випромінювання від якого через збиральну лінзу та волоконний світловод подавалося на вхід полікорової трубки, вихідний отвір якої вимірювався за допомогою мікрометричного гвинта з кроком 3×10-4 м, причому величина зміщення в усіх випадках постійна. Результати вимірювань та обрахунків наведені у таблиці. При початковому положенні І при заданому значенні Yк (з початковим значенням Y1=4×10-3 м задано одиничне значення X: Х1=Х'1=5×10-3 м - точка 1 на фігурі) одержимо ліву Х1 та праву Х'1 координати. Вимірювання Хк та Х'к проводилось за допомогою датчика, сигнали з якого після підсилення подавалися на осцилограф, на екрані якого і проводились підрахунки. Результати вимірювань наведені в таблиці при К від 1 до 26. Розрахунок значень діаметрів проводився за формулою (3), виходячи з умови (4), тобто при зміні Yк від 4×10-3 м до 11,5×10-3 м (точки 1 та 9 на фігурі) в розрахунок 1. 3 Джерела інформації: Авторське свідоцтво СРСР № 1735710, кл G01В11/03, 1992. 30363 Таблиця Результати вимірювання координат Хк та Yк та обрахунків діаметрів І К Yк Хк Х'к Dк 1 4,0 5,00 5,00 ----2 4,3 3,45 6,50 ----3 4,6 3,00 7,05 ----4 4,9 2,60 7,50 ----5 5,2 2,30 7,70 7,40 6 5,5 2,05 8,00 7,46 7 5,8 1,90 8,20 7,37 8 6,1 1,60 8,30 7,42 9 6,4 1,50 8,45 7,46 10 6,7 1,40 8,55 7,47 11 7,0 1,40 8,65 7,50 12 7,3 1,30 8,75 7,50 13 7,6 1,25 8,75 7,46 14 7,9 1,25 8,70 7,50 15 8,2 1,25 8,70 7,55 16 8,5 1,30 8,65 7,50 17 8,8 1,45 8,50 7,43 18 9,1 1,60 8,45 7,46 19 9,4 1,65 8,25 7,42 20 9,7 1,80 8,15 7,50 21 10,0 2,00 8,00 7,50 22 10,3 2,30 7,75 7,36 23 10,6 2,60 7,45 ----24 10,9 3,00 7,00 ----25 11,2 3,60 6,45 ----26 11,5 5,05 5,05 ----K=(5j22):Dcp=7,46+0,04 K=(9j18):D'cp7,46+0,03 ІІІ. Після оберту на кут 90° К Yк Хк Х'к Dк 53 3,0 4,00 4,00 ----54 3,3 2,45 5,55 ----55 3,6 2,00 6,05 ----56 3,9 1,60 6,50 ----57 4,2 1,35 6,70 7,36 58 4,5 1,05 7,00 7,41 59 4,8 0,90 7,25 7,45 60 5,1 0,60 7,35 7,51 61 5,4 0,50 7,50 7,55 62 5,7 0,40 7,60 7,50 63 6,0 0,35 7,70 7,45 64 6,3 0,30 7,75 7,45 65 6,6 0,25 7,75 7,51 66 6,9 0,25 7,75 7,51 67 7,2 0,30 7,70 7,45 68 7,5 0,35 7,65 7,50 69 7,8 0,45 7,60 7,46 70 8,1 60 7,55 7,47 71 8,4 0,70 7,35 7,42 72 8,7 0,80 7,25 7,53 73 9,0 1,00 7,00 7,50 74 9,3 1,35 6,70 7,36 75 9,6 1,60 6,45 ----76 9,9 2,00 6,00 ----77 10,2 2,60 5,50 ----78 10,5 4,05 4,05 ----K=(57j74):Dcp=7,46+0,04 K=(61j70):D'cp7,46+0,03 ІІ. Після оберту на кут 45° К Yк Хк Х'к Dк 27 5,00 4,00 4,00 ----28 5,3 2,50 5,50 ----29 5,6 2,05 6,05 ----30 5,9 1,65 6,50 ----31 6,2 1,30 6,70 7,36 32 6,5 1,00 7,00 7,54 33 6,8 0,90 7,20 7,40 34 7,1 0,60 7,35 7,38 35 7,4 0,50 7,45 7,46 36 7,7 0,40 7,60 7,50 37 8,0 0,30 7,70 7,50 38 8,3 0,25 7,75 7,51 39 8,6 0,25 7,75 7,51 40 8,9 0,25 7,75 7,51 41 9,2 0,25 7,70 7,55 42 9,5 0,30 7,70 7,54 43 9,8 0,45 7,60 7,48 44 10,0 0,60 7,50 7,47 45 10,4 0,70 7,35 7,42 46 10,7 0,80 7,20 7,50 47 11,0 1,00 7,05 7,50 48 11,3 1,35 6,70 7,38 49 11,6 1,60 6,40 ----50 11,9 2,05 6,00 ----51 12,2 2,60 5,45 ----52 12,5 4,00 4,00 ----K=(31j48):Dcp=7,47+0,05 K=(35j44):D'cp7,50+0,03 IV. Після оберту на кут 135° К Yк Хк Х'к Dк 79 5,0 5,00 5,00 ----80 5,3 3,40 6,50 ----81 5,6 3,05 7,05 ----82 5,9 2,60 7,50 ----83 6,2 2,35 7,75 7,36 84 6,5 2,05 8,00 7,46 85 6,8 1,90 8,15 7,40 86 7,1 1,65 8,25 7,42 87 7,4 1,55 8,50 7,50 88 7,7 1,45 8,60 7,51 89 8,0 1,35 8,70 7,46 90 8,3 1,30 8,70 7,46 91 8,6 1,25 8,70 7,51 92 8,9 1,25 8,75 7,46 93 9,2 1,25 8,70 7,51 94 9,5 1,35 8,65 7,45 95 9,8 1,45 8,65 7,45 96 10,1 1,55 8,55 7,47 97 10,4 1,70 8,30 7,46 98 10,7 1,80 8,15 7,45 99 11,0 2,00 8,00 7,50 100 11,3 2,30 7,70 7,46 101 11,6 2,65 7,40 ----102 11,9 3,00 7,00 ----103 12,2 3,60 6,50 ----104 12,5 5,05 5,05 ----K=(83j100):Dcp=7,46+0,03 K=(87j96):D'cp7,48+0,02 DDк ----------------0,06 0 0,09 0,04 0 0,01 0,04 0,04 0 0,04 0,09 0,04 0,03 0 0,04 0,04 0,04 0,20 ---------------- DDк ----------------0,10 0,05 0,01 0,05 0,09 0,04 0,01 0,01 0,05 0,05 0,01 0,04 0 0,01 0,04 0,07 0,04 0,10 ---------------- 4 DDк ----------------0,11 0,07 0,07 0,09 0,01 0,03 0,03 0,04 0,04 0,04 0,08 0,07 0,01 0 0,05 0,03 0,03 0,09 ---------------- DDк ----------------0,10 0 0,06 0,04 0,04 0,05 0 0 0,05 0 0,05 0,01 0,01 0,01 0 0,01 0,04 0 ---------------- 30363 Фіг. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 35 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for measurement and control of the tube bore diameter for gas discharge devices
Автори англійськоюLysenko Viktor Hryhorovych, Halai Mykola Vasyliovych, Lysenko Hryhorii Matviiovych, Lubenets Serhii Vasyliovych
Назва патенту російськоюСпособ измерения и контроля внутреннего диаметра трубок для газоразрядных приборов
Автори російськоюЛысенко Виктор Григорьевич, Галай Николай Васильевич, Лысенко Григорий Матвеевич, Лубенец Сергей Васильевич
МПК / Мітки
МПК: H01J 9/42
Мітки: приладів, внутрішнього, діаметра, спосіб, трубок, вимірювання, контролю, газорозрядних
Код посилання
<a href="https://ua.patents.su/5-30363-sposib-vimiryuvannya-ta-kontrolyu-vnutrishnogo-diametra-trubok-dlya-gazorozryadnikh-priladiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб вимірювання та контролю внутрішнього діаметра трубок для газорозрядних приладів</a>
Паста для виготовлення трубок газорозрядних джерел світла
Номер патенту: 2004
Опубліковано: 20.12.1994
Автори: Власов Володимир Миколайович, Васильєв Броніслав Дмитрович, Авербух Валерій Йосипович
МПК: H01J 61/30
Мітки: паста, газорозрядних, світла, джерел, виготовлення, трубок
Формула / Реферат:
Паста для изготовления трубок газоразрядных источников света, содержащая оксид алюминия, полиакриламид, смазывающее вещество, олеиновую кислоту, легирующие добавки и воду, отличающаяся тем, что в качестве смазывающего вещества выбрано минеральное масло при следующем соотношении компонентов в мас.%: Оксид алюминия 65-80 Полиакриламид 7,5-15 Минеральное ...
Пристрій контролю внутрішнього діаметра труби
Номер патенту: 635
Опубліковано: 16.10.2000
Автори: Копейко Олена Миколаївна, Чернов Юрій Костянтинович, Бражник Євген Георгійович, Скрипник Сергій Володимирович, Вакуленко Володимир Вікторович, Васильченко Віктор Олексійович
МПК: F41A 31/00, G01B 7/12
Мітки: контролю, трубі, внутрішнього, діаметра, пристрій
Формула / Реферат:
Автомобіль, виготовлений на базі мікроавтобуса, що має сигнальну оптико-акустичну установку, додаткове зовнішнє та внутрішнє освітлення, додатковий опалювальний прилад салону, вентиляційне пристосування, обладнане місце для встановлення додаткової акумуляторної батареї і в салоні якого встановлено одномісне сидіння, стіл-рундук з можливістю піднімання і опускання стільниці, блок розеток, робочий стіл, який відрізняється тим, що в салоні...
Пристрій для контролю внутрішнього діаметра труби
Номер патенту: 6564
Опубліковано: 29.12.1994
Автори: Бражник Євгеній Георгійович, Головко Володимир Сергійович, Ісаков Станіслав Васильович, Колісник Євгеній Сергійович, Шульга Віктор Федорович, Шеметов Анатолій Ілліч
МПК: G01B 5/08
Мітки: трубі, контролю, пристрій, внутрішнього, діаметра
Формула / Реферат:
(57) Устройство для контроля внутреннего диаметра трубы, содержащее основание, размещенные на нем стойки с опорными роликами, привод для вращения трубы, ползун, предназначенный для размещения в полости трубы с возможностью осевого перемещения и фиксации, механизм центрирования ползуна, механизм слежения за изменением внутреннего диаметра трубы в виде датчика касания и связанного с ним датчика перемещения и блок обработки сигналов, соединенный...
Спосіб вимірювання світлотехнічних параметрів електронно-променевих трубок високої розрізняльної здатності з люмінофорами короткого, до 10 с, післясвітіння
Номер патенту: 13736
Опубліковано: 25.04.1997
Автори: Пігрух Володимир Володимирович, Дужий Теодозій Михайлович, Резнік Модель Йосипович
МПК: H01J 9/42
Мітки: розрізняльної, високої, вимірювання, люмінофорами, параметрів, спосіб, короткого, здатності, електронно-променевих, післясвітіння, світлотехнічних, трубок
Формула / Реферат:
(57) Способ измерения светотехнических параметров электронно-лучевых трубок высокого разрешения с люминофорами короткого, до 10-4с, после свечения, включающий развертку электронного пятна на экране при разгрузке люминесцентного экрана от прожигания, отличающийся тем, что используют однострочную развертку электронного пятна с периодической фокусировкой его с помощью несинхронного с разверткой переменного синусоидального сигнала частотой от 50...
Інструмент для калібровки внутрішнього діаметра труб
Номер патенту: 14085
Опубліковано: 25.04.1997
Автори: Тир Світлана Гаврилівна, Тир Валентин Рудольфович
МПК: B21D 41/00
Мітки: калібровки, діаметра, труб, інструмент, внутрішнього
Формула / Реферат:
Инструмент для калибровки внутреннего диаметра труб, содержащий оправку со сквозными радиальными каналами и осевой полостью, связанной с источником давления, и напрессованные на нее кольца, наружная и внутренняя поверхности каждого из которых выполнены в виде крайних конических и среднего цилиндрического участков, а на торцах каждого кольца выполнены радиальные пазы, отличающийся тем, что, с целью повышения качества калибровки труб, он...
Попередній патент: Спосіб отримання залізних сплавів
Наступний патент: Очисник голівок коренеплодів
Випадковий патент: Подавальний пристрій моталки