Спосіб токарної обробки асферичних поверхонь та пристрій для його здійснення
Номер патенту: 3476
Опубліковано: 27.12.1994
Автори: Люненко Микола Кузьмич, Крячек Борис Степанович, Добровольський Геннадій Георгійович
Формула / Реферат
1. Способ токарной обработки асферических поверхностей, при котором шпинделю с закрепленной на нем обрабатываемой деталью сообщают вращение, инструментальному шпинделю сообщают круговую подачу и согласованное с ней поступательное перемещение режущему инструменту, отличающийся тем, что, с целью повышения точности обработки, поступательное перемещение режущему инструменту сообщают вдоль образующей конической поверхности, вершина которой находится в точке пересечения осей шпинделя с закрепленной на нем обрабатываемой деталью и инструментального шпинделя, а основанием является траектория круговой подачи инструмента.
2. Устройство для токарной обработки асферических поверхностей, содержащее станину с шпинделем для закрепления детали и инструментальным шпинделем с резцедержателем, установленным под углом к оси шпинделя для закрепления детали, отличающееся тем, что, с целью повышения точности обработки, инструментальный шпиндель снабжен исполнительным механизмом, один конец которого соединен с резцедержателем, а другой закреплен на инструментальном шпинделе с возможностью поворота для ориентации резцедержателя вдоль оси шпинделя для закрепления детали.
Текст
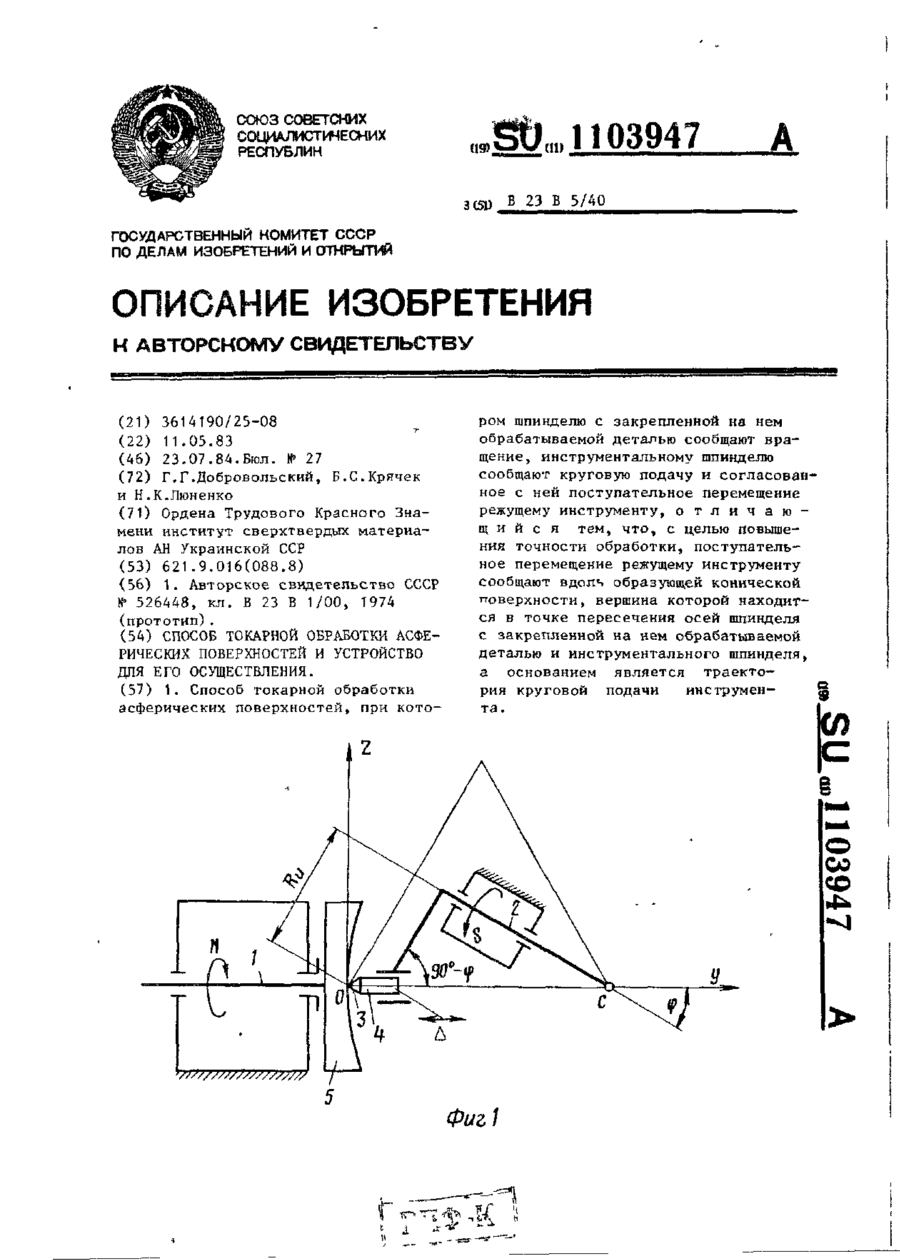
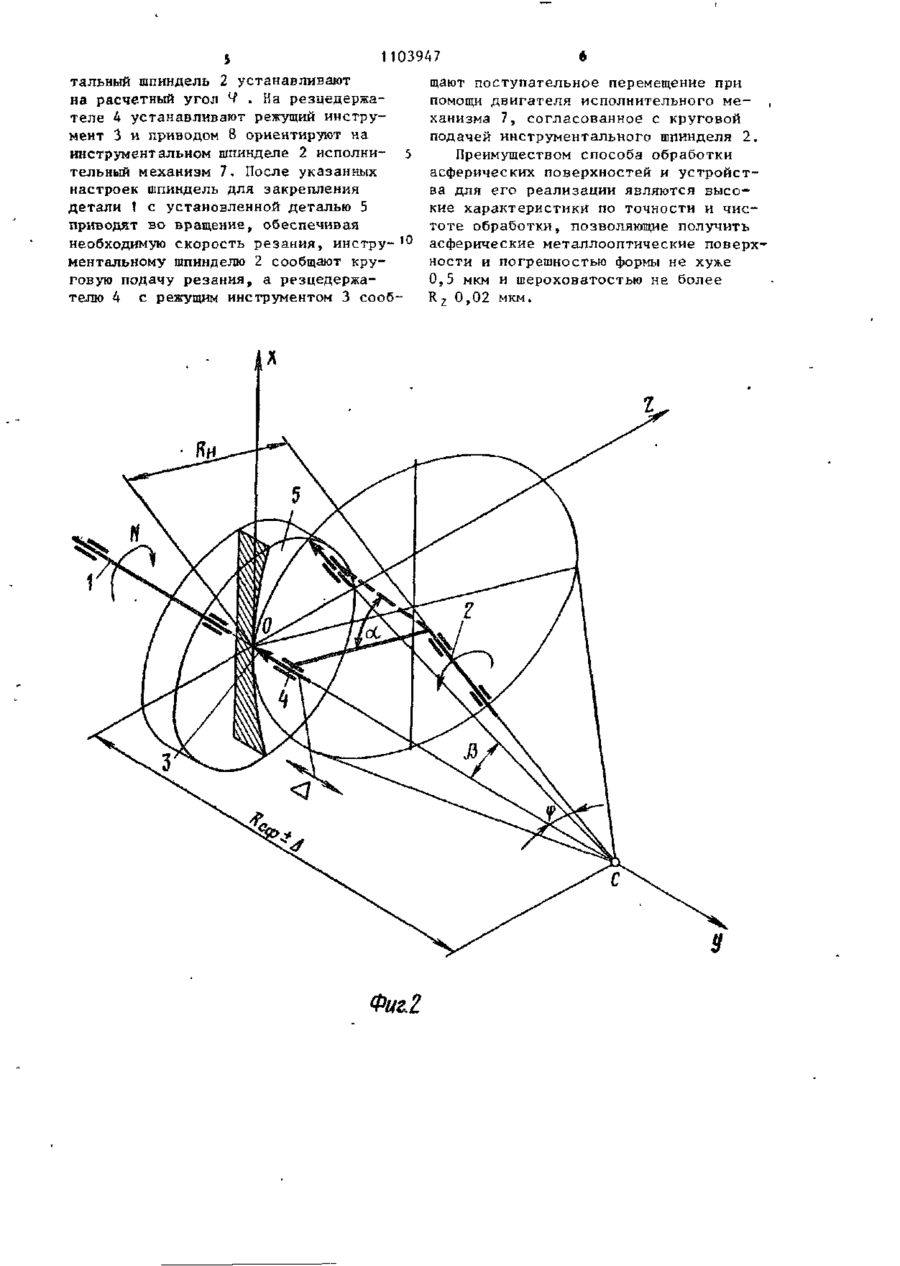
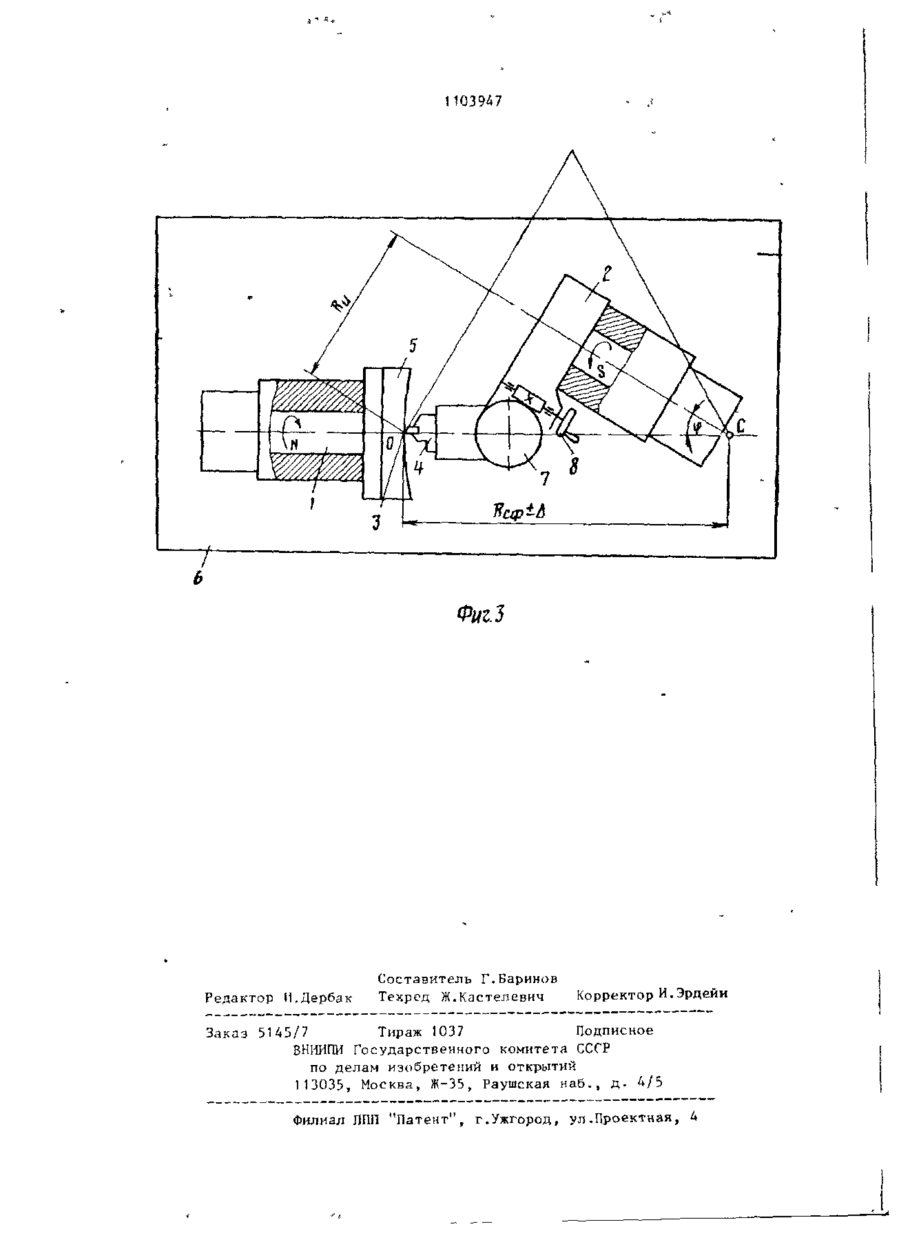
1. Способ токарной обработки асферических поверхностей, при кото ром шпинделю с закрепленной на нем обрабатываемой деталью сообщают вращение, инструментальному шпинделю сообщают круговую подачу и согласованное с ней поступательное перемещение режущему инструменту, о т л и ч а ю щ и й с я тем, что, с целью повышения точности обработки, поступательное перемещение режущему инструменту сообщают вдоль образующей конической поверхности, вершина которой находится в точке пересечения осей шпинделя с закрепленной на нем обрабатываемой деталью и инструментального шпинделя, а основанием является траектория круговой подачи инструмента. § со Фиг) 1103947 2. Устройство для токарной обработки асферических поверхностей, содержащее станину с шпинделем для з а крепления детали и инструментальным шпинделем с резцедержателем, установленным под углом к оси шпинделя для закрепления детали, о т л и ч а ю щ е е с я тем, что, с целью повыше 1 Изобретение относится к станкостроению и может быть использовано при получении оптических поверхност е й на материалах, поддающихся сверхточной обработке резанием. Известен способ токарной обработки асферических поверхностей, при котором рабочему шпинделю с закрепленной на нем обрабатываемой деталью сообщают вращение резания, а установленному под углом к оси рабочего шпинделя инструментальному шпинделю, несущему режущий инструмент - круговую подачу и дополнительное поступательное движение вдоль оси рабочего шпинделя, являющееся функцией его круговой подачи [1 ]. Недостатком способа является значительная трудность реализации дополнительного поступательного перемещения с требуемой точностью и быстродействием ввиду большой массы перемещаемого узла, что не позволяет обеспечить получение металлических поверхностей с указанной точностью. Кроме того, поступательное перемещение вдоль оси рабочего шпинделя изменяет геометрическую точку контакта радиусного монокристального алмазного режущего инструмента с поверхностью детали, изменяя тем самым положение зоны резания относительно его кромки, вводя дополнительную погрешность формы поверхности. Цель изобретения - повышение точности обработки. Поставленная цель достигается тем, что согласно способу токарной обработки асферических поверхностей, при котором шпинделю с закрепленной на нем обрабатываемой деталью сообщают вращение, инструментальному шпинделю ния точности обработки, инструментальный шпиндель снабжен исполнительным механизмом, один конец которого соединен с резцедержателем, а другой закреплен на инструментальном шпинделе с возможностью поворота для ориентации резцедержателя вдоль оси шпинделя для закрепления детали. сообщают круговую подачу и согласованное с ней поступательное переме- * щение режущему инструменту, поступательное перемещение режущему инстру5 менту сообщают вдоль образующей конической поверхности, вершина которой находится в точке пересечения осей шпинделя с закрепленной на нем обрабатываемой деталью и инструменЮ тального шпинделя, а основанием является траектория круговой подачи инструмента. В устройстве для токарной обработки асферических поверхностей, содер)5 жащем станину с шпинделем для закрепления детали и инструментальным шпинделем с резцедержателем, установленным под углом к оси шпинделя для закрепления детали, инструментальный 20 шпиндель снабжен исполнительным механизмом, один конец которого соединен с резцедержателем, а другой закреплен на инструментальном шпинделе с возможностью поворота для ориентации 2!> резцедержателя вдоль оси шпинделя для закрепления детали. Снабжение устройства исполнительным механизмом, предназначенным изменять расстояние от режущей кромки 30 резца до точки пересечения осей рабочего и инструментального Шпинделей позволяет наиболее просто реализовать предлагаемый способ, крепление его с резцедержателем и инструментальным 35 шпинделем сводит к минимуму длину кинематической цепи, обеспечивающей заданное перемещение рабочего инструмента, чем значительно повышает жесткость, точность и быстродействие ра40 боты исполнительного механизма, что в конечном итоге повышает точность обработки поверхностей. 1103947 з Наиболее целесообразным вариантом резания со скоростью N. Инструменреализации исполнительного устройсттальному шпинделю 2 сообщают кругова ввиду небольших (в пределах десятвую подачу S, а режущему инструменков микрон) линейных перемещений явту 3 согласованное с круговой подаляется исполнение в виде прецизионно-5 чей S поступательное перемещение V. го двигателя малых перемещений, наприСкорость N вращения резания рамер, пьезоэлектрического или электробочего шпинделя 1, величину круговой гидравлического , что обеспечит его подачи S режущего инструмента 3 опревысокую жесткость, точность и быстроделяют исходя из расчетных режимов действие. J0 резания, в поступательное перемещеНа фиг. 1 изображена схема обрание режущего инструмент А у находя ботки асферических поверхностей в из параметров асферической поверхносплоскости, проходящей через оси инти. струментального и рабочего шпинделей; Например, для обработки параболона фиг. 2 - то же» в пространственной^ ида вращения кривой х =2РУ перемещесистеме координат; на фиг. 3 - устние Д как функция от круговой подаройство для обработки асферических чи S,равное отклонению между поверхповерхностей. ностью ближайшей сферической поверхДля токарной обработки асферичесности от асферической, из схемы (фиг.2) ких поверхностей вращения,симметркч- ^0 легко определяется по геометрическим ных относительно оси Y , образованформулам и равно ных соответственными кривыми второго порядка, необходимо, чтобы оси шпинделя для закрепления детали 1 и инструментального шпинделя 2 располага- 25 лись в одной плоскости ZOY и устанавливались по отношению друг к другу где cos/b=1 -sin4^1 -cosoO ; на расчетный угол Ч* » который устаР - пар аме тр пар аболы; навливается в зависимости от требуеcL - текущая величина угла кругомого радиуса ближайшей к асферичес- 3 Q вой подачи S. кой поверхности. Под ближайшей к асАналогично расчитывается А и для ферической сферической поверхностью других видов кривых, образующих асфепонимается поверхность, имеющая обрические поверхности (гипербол, элщую линию контакта с внешним диаметлипсов) . ром асферической поверхности и каУстройство, осуществляющее способ сающаяся ее вершины точки 0, и рас- 35 (фиг. 3 ) , состоит из размещенных на читывается по формуле станине 6 шпинделя для закрепления детали 1, инструментального шпинделя Я, 2 с возможностью установки на расчетR5 сФ1 ч> 40 ный угол Ч> по отношению к оси шпинделя. Для закрепления детали на ингде R 5 • - радиус ближайшей сферы; струментальном шпинделе 2 смонтироR , - расстояние от режущей кромван исполнительный механизм 7, внутки инструмента до оси инри корпуса которого установлен двигаструментального шпинделя. Режущий инструмент 3 с резцедержа-45 тель малых перемещений (не показан), например пьезоэлектрический, который телем А установлен на инструментальсоединен с размещенными в направляюном шпинделе 2 таким образом, что щей исполнительного механизма 7 резнаправление его поступательного перецедержателем 4 для закрепления режумещения совпадает с образующей конической поверхности, вершина которой 50 щего инструмента 3, а исполнительный механизм 7 имеет возможность ориентанаходится в точке С пересечения осей ции оси резцедержателя вдоль образуюинструментального и рабочего шпиндещей конической поверхности за счет лей, а траектория перемещения режуповорота его от привода 8. щей кромки, являющаяся его основанием, пересекает ось вращения рабочего 55 Устройство работает следующим обшпинделя в точке О. Шпинделю для заразом. крепления детали 1, несущему обрабаНа шпинделе для закрепления детатываемую деталь 5, сообщают вращение ли 1 закрепляют деталь 5j инструмент 1103947 тальный шпиндель 2 устанавливают на расчетный угол Ч . На резцедержателе 4 устанавливают режущий инструмент 3 и приводом 8 ориентируют на инструментальном шпинделе 2 исполнительный механизм 7. После указанных настроек шпиндель для закрепления детали t с установленной деталью 5 приводят во вращение, обеспечивая необходимую скорость резания, инстру- 1 0 ментальному шпинделю 2 сообщают круговую подачу резания f а резцедержателю 4 с режущим инструментом 3 сооб Фиг! щают поступательное перемещение при помощи двигателя исполнительного механизма 7, согласованное с круговой подачей инструментального шпинделя 2. Преимуществом способа обработки асферических поверхностей и устройства для его реализации являются высокие характеристики по точности и чистоте обработки, позволяющие получить асферические металлооптические поверхности и погрешностью формы не хуже 0,5 мкм и шероховатостью не более R 2 0,02 мкм. 1103947 Фиг.З Редактор И.Дербак Составитель Г.Баринов Техред Ж.Кастелевич Корректор И. Эрдейи Заказ 5145/7 Тираж 1037 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Филиал ППП "Патент", г.Ужгород, ул.Проектная, Д
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device of turning machining of aspherical surfaces
Автори англійськоюDobrovolskyi Hennadii Heorhiiovych, Kriachek Borys Stepanovych, Liunenko Mykola Kuzmych
Назва патенту російськоюСпособ токарной обработки асферических поверхностей и устройство для его осуществления
Автори російськоюДобровольский Геннадий Георгиевич, Крячек Борис Степанович, Люненко Николай Кузьмич
МПК / Мітки
МПК: B23B 5/00
Мітки: здійснення, обробки, поверхонь, асферичних, пристрій, токарної, спосіб
Код посилання
<a href="https://ua.patents.su/6-3476-sposib-tokarno-obrobki-asferichnikh-poverkhon-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб токарної обробки асферичних поверхонь та пристрій для його здійснення</a>
Спосіб налагодження верстату для обробки поверхонь обертання та пристрій для його здійснення

Номер патенту: 2427
Опубліковано: 26.12.1994
Автори: Муравський Аркадій Миколайович, Єфремов Володимир Борисович, Добровольський Геннадій Георгійович, Баришников Олександр Олександрович, Мельниченко Володимир Васильйович
МПК: B23B 25/00
Мітки: поверхонь, обробки, обертання, пристрій, здійснення, налагодження, спосіб, верстату
Формула / Реферат:
1. Способ наладки станка для обработки поверхностей вращения, заключающийся в измерении одновысотности и параллельности осей шпинделя и суппорта, регистрации и анализе результатов измерения с последующим устранением рассогласований, отличающийся тем, что, с целью повышения точности формообразования, измеряют величины перемещения оси суппорта от контрольной поверхности в середине и на максимальных удалениях контролируемого участка для...
Полірувальний інструмент для обробки сферичних поверхонь
Номер патенту: 1378
Опубліковано: 25.03.1994
Автори: Дракін Ігор Володимирович, Філатов Юрій Данилович, Рубльов Микола Дмитрович, Рогов Валентин Васильович
МПК: B24D 17/00
Мітки: сферичних, обробки, інструмент, полірувальний, поверхонь
Формула / Реферат:
Полировальный инструмент для обработки сферических поверхностей, содержащий корпус сферической формы с закрепленным на нем рабочим элементом, в центре которого выполнено отверстие, отличающийся тем, что, с целью повышения точности обработки, отверстие выполнено коническим с углом конуса 18—45°, причем конусность выполнена в направлении центра сферы, а отношение диаметра d отверстия на поверхности рабочего элемента к радиусу R сферической...
Спосіб обробки зерна і круп та пристрій для його здійснення
Номер патенту: 3270
Опубліковано: 26.12.1994
Автори: Цигульов Олег Васильович, Звєрєв Сєргєй Васільєвіч, Тюрєв Євгєній Пєтровіч
МПК: A23K 1/14, F26B 3/30, A23L 1/00, A23K 1/00
Мітки: здійснення, обробки, спосіб, пристрій, круп, зерна
Формула / Реферат:
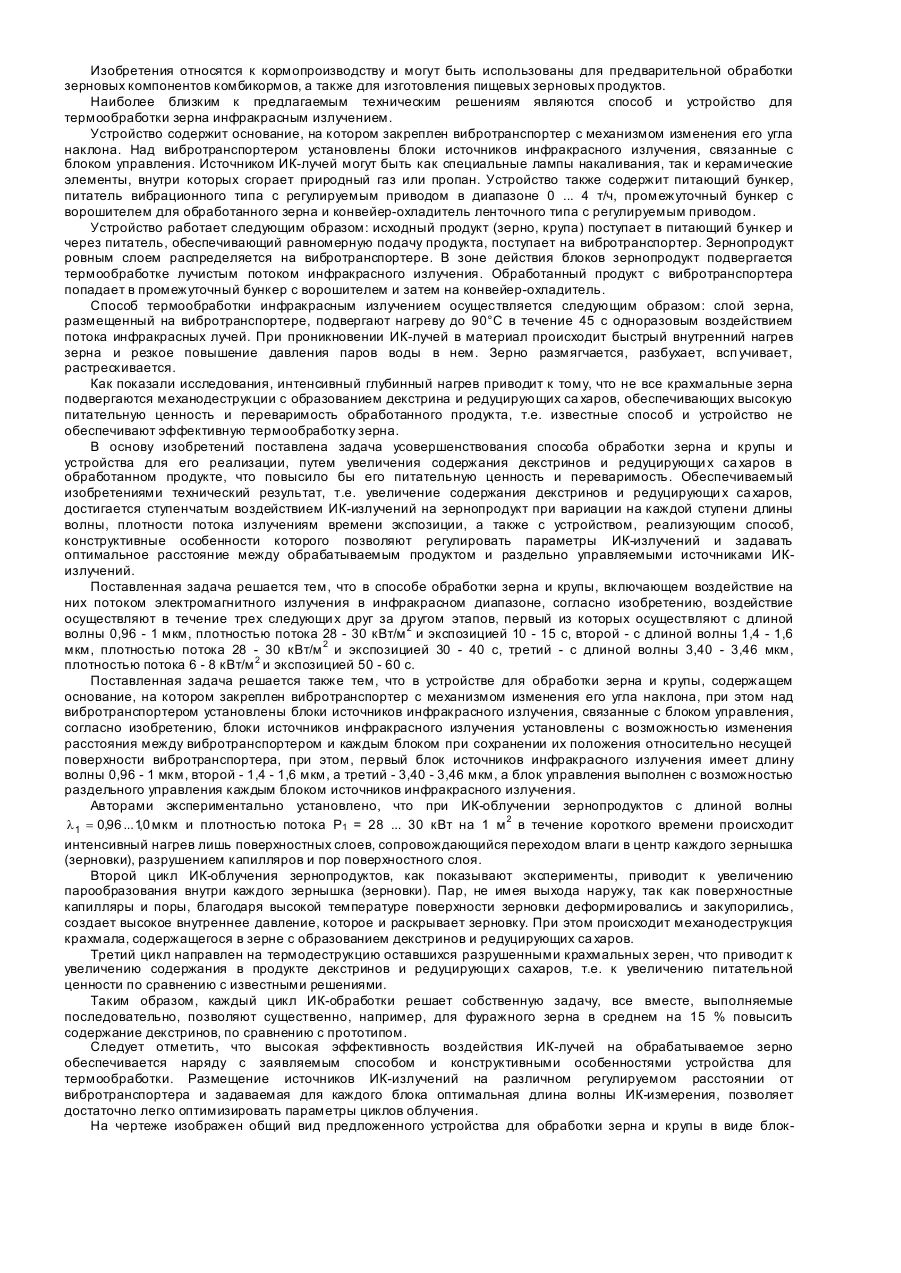
1. Способ обработки зерна и крупы, включающий воздействие на них потоком электромагнитного излучения в инфракрасном диапазоне, отличающийся тем, что воздействие осуществляют в течение трех следующих друг за другом этапов, первый из которых осуществляют с длиной волны 0,96 - 1 мкм, плотностью потока 28 - 30 кВт/м2 и экспозицией 10 - 15 сек. второй - с длиной волны 1,4 - 1,6 мкм, плотностью потока 28 - 30 кВт/м2 и экспозицией 30 - 40 сек,...
Пристрій для обробки поршнів по копіру
Номер патенту: 1501
Опубліковано: 25.07.1994
Автори: Гавриленко Сергій Миколайович, Гольштейн Кім Ароновіч, Лазарь Іосіф Владіміровіч, Падука Віталій Максимович, Менакер Аркадій Борисович
МПК: B23B 3/00
Мітки: обробки, копіру, поршнів, пристрій
Формула / Реферат:
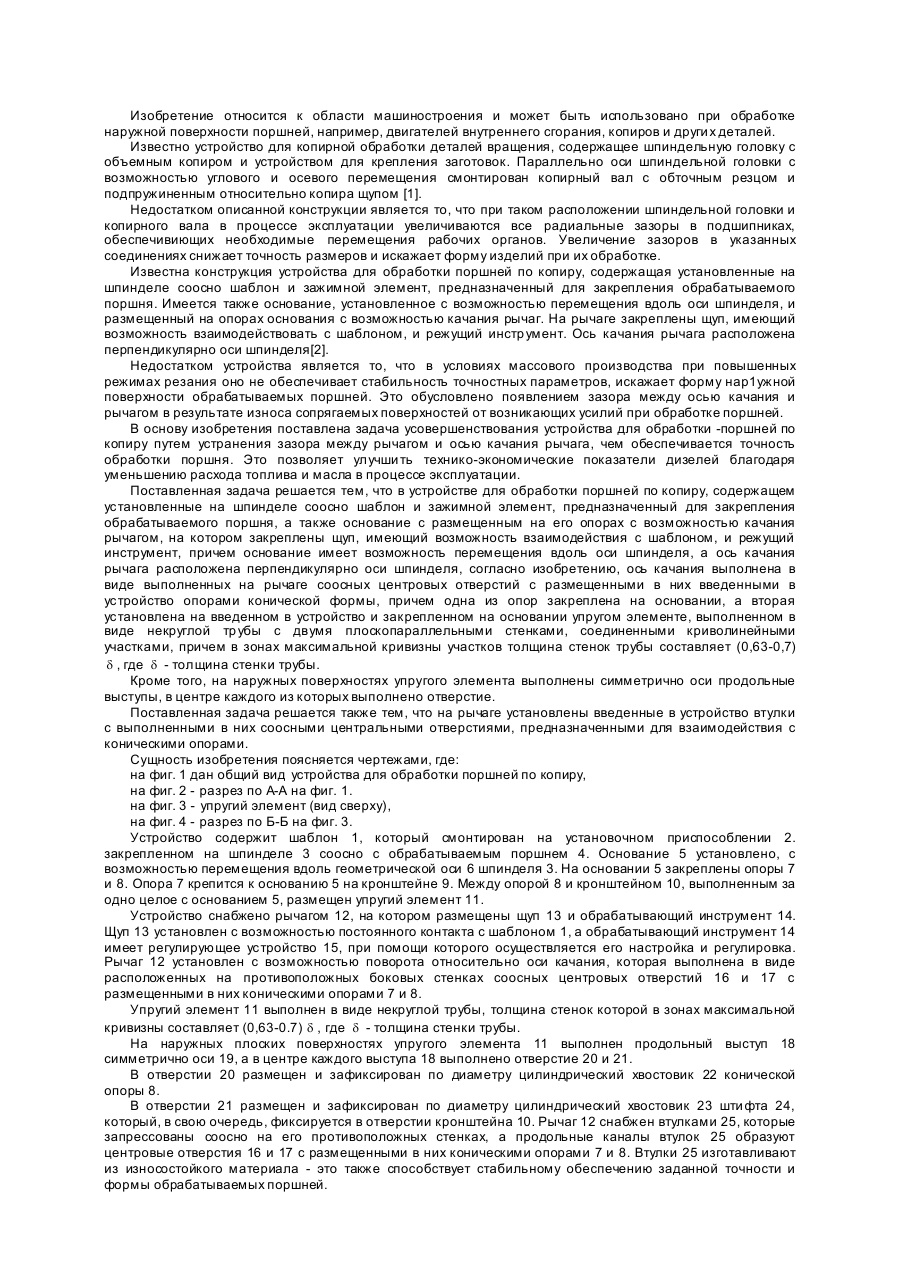
1 .Устройство для обработки поршней по копиру, содержащее установленные на шпинделе соосно шаблон и зажимной элемент, предназначенный для закрепления обрабатываемого поршня, а также основание с размещенным на его опорах с возможностью качания рычагом, на котором закреплены щуп, имеющий возможность взаимодействия с шаблоном, и режущий инструмент, причем основание имеет возможность перемещения вдоль оси шпинделя, а ось качания рычага...
Спосіб переміщення довгомірних конструкцій /його варіанти/ і пристрій для його здійснення /його варіанти/
Номер патенту: 4312
Опубліковано: 27.12.1994
Автори: Бічуч Адольф Ілліч, Киянов Іван Дмитрович, Лещинський Олександр Аронович, Шмульський Ліон Маркусович
МПК: E04H 12/34
Мітки: довгомірних, переміщення, пристрій, здійснення, спосіб, конструкцій, його
Формула / Реферат:
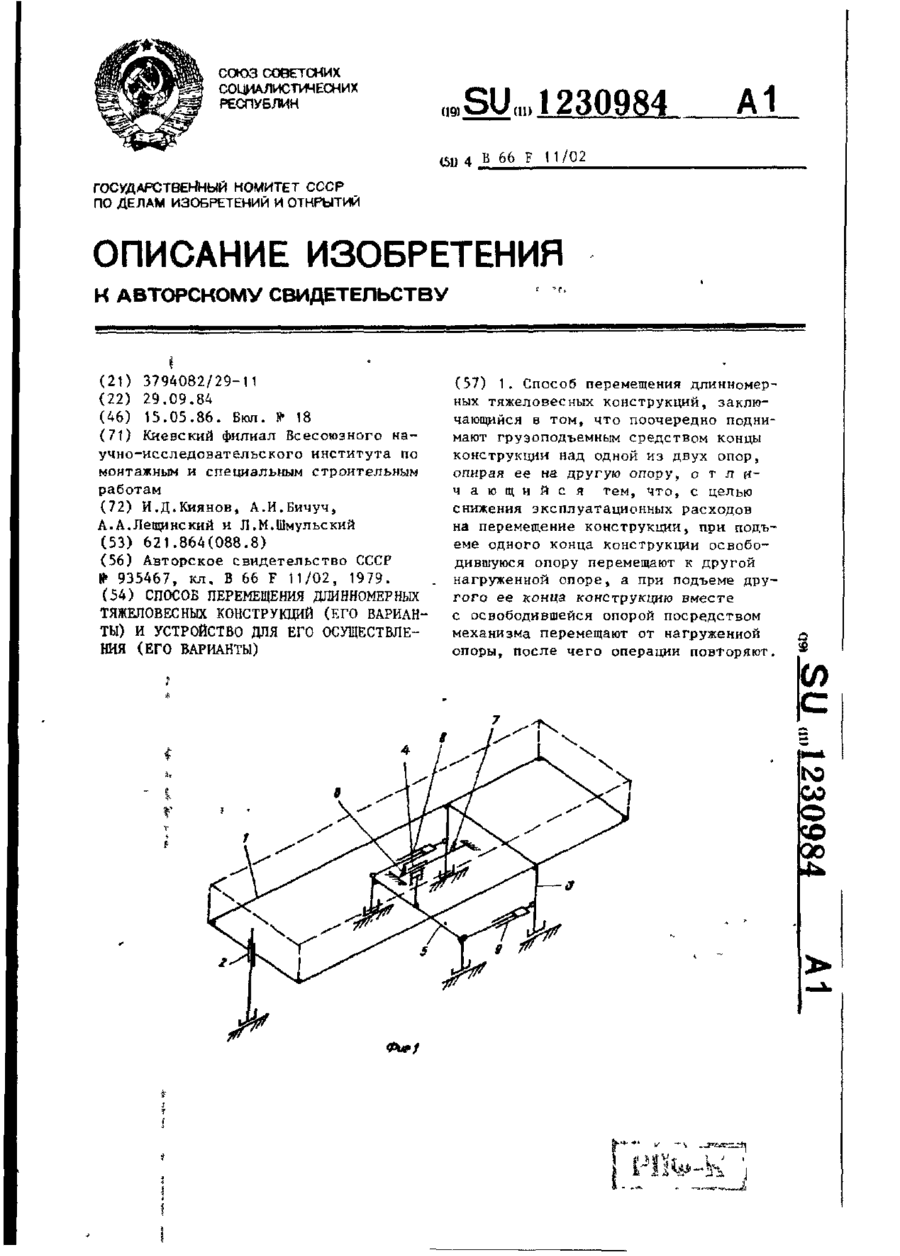
1. Способ перемещения длинномерных тяжеловесных конструкций, заключающийся в том, что поочередно поднимают грузоподъемным средством концы конструкции над одной из двух опор, опирая ее на другую опору, отличающийся тем, что, с целью снижения эксплуатационных расходов на перемещение конструкции, при подъеме одного конца конструкции освободившуюся опору перемещают к другой нагруженной опоре, а при подъеме другого ее конца конструкцию вместе...
Попередній патент: Спосіб одержання ізопропілового ефіру 4,4′-дибромбензилової кислоти
Наступний патент: Пневматична форсунка
Випадковий патент: Спосіб виділення ванадію із хлоридних відходів виробництва тетрахлориду титану