Прокатний профіль
Номер патенту: 32827
Опубліковано: 15.02.2001
Автори: Мамушев Андрій Іванович, Горєлов Віктор Павлович, Дорожко Іван Кирилович, Павленко Володимир Анатолійович, Чічкан Артур Олексійович, Андросюк Олександр Олександрович, Луцький Михайло Борисович, Леонов Леонід Володимирович, Пархоменко Олексій Дмитрович, Лаврик Олександр Михайлович, Соловьйов Володимир Андрійович, Чудновець Олександр Миколайович, Луценко Віктор Олександрович, Сазонов Сергій Іванович
Текст
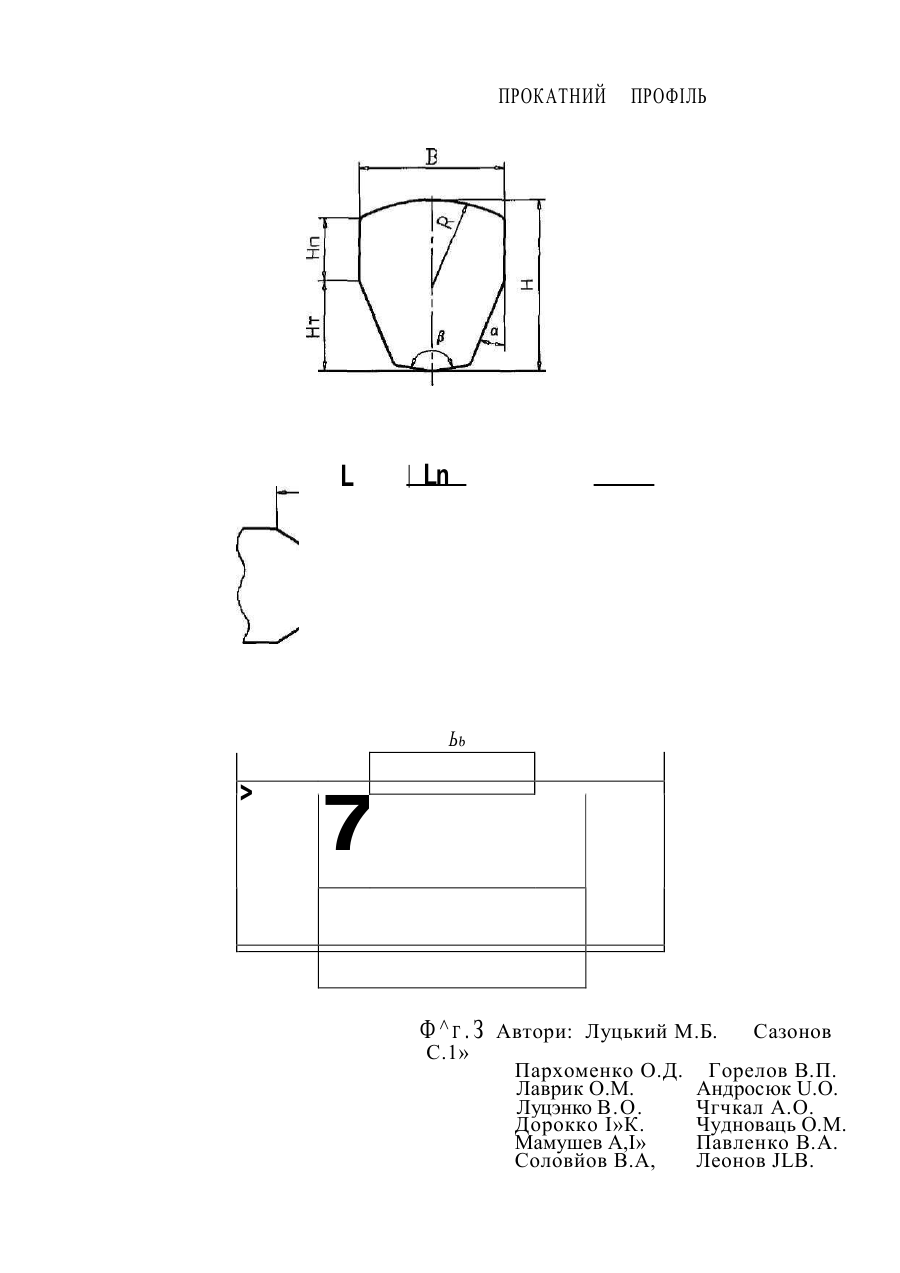
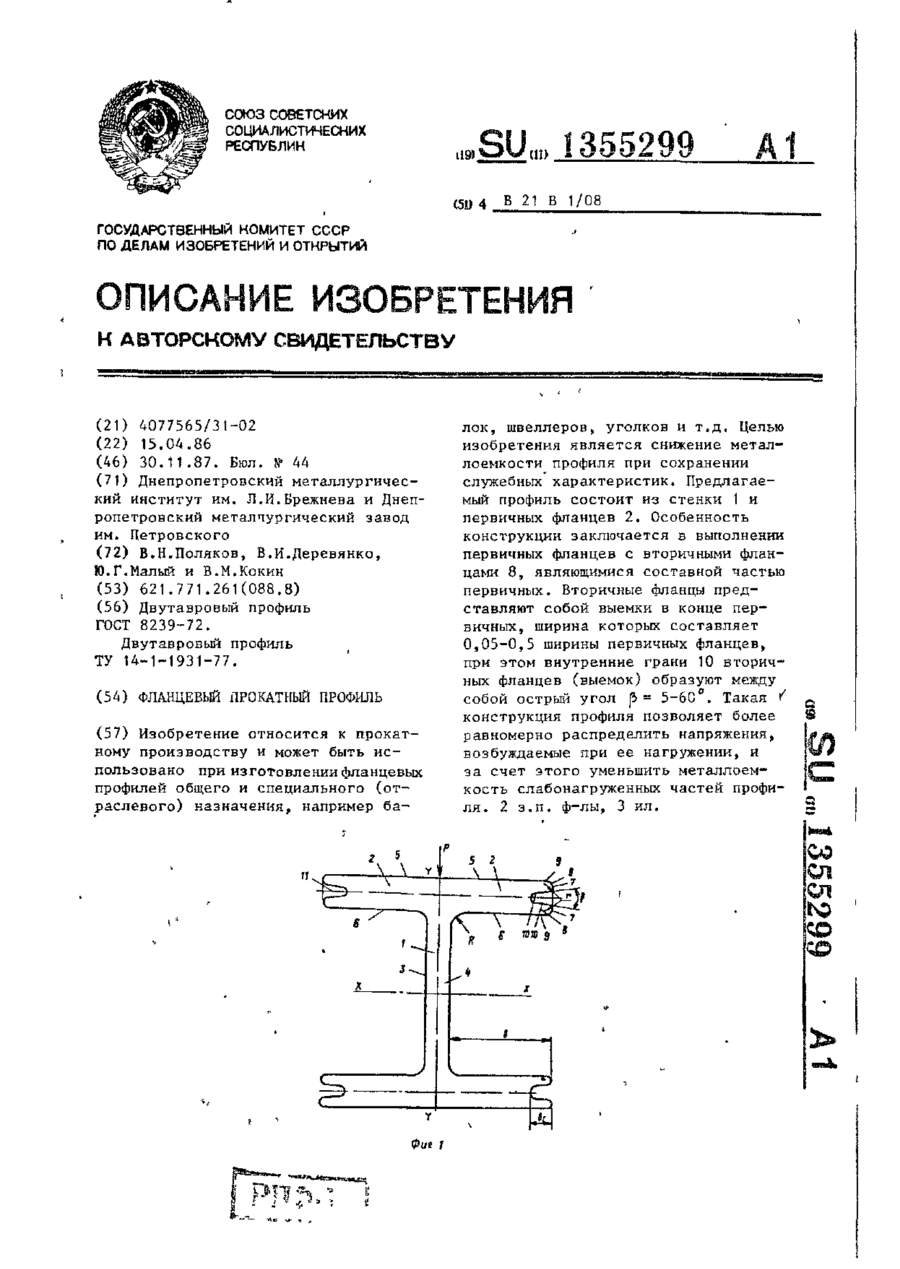
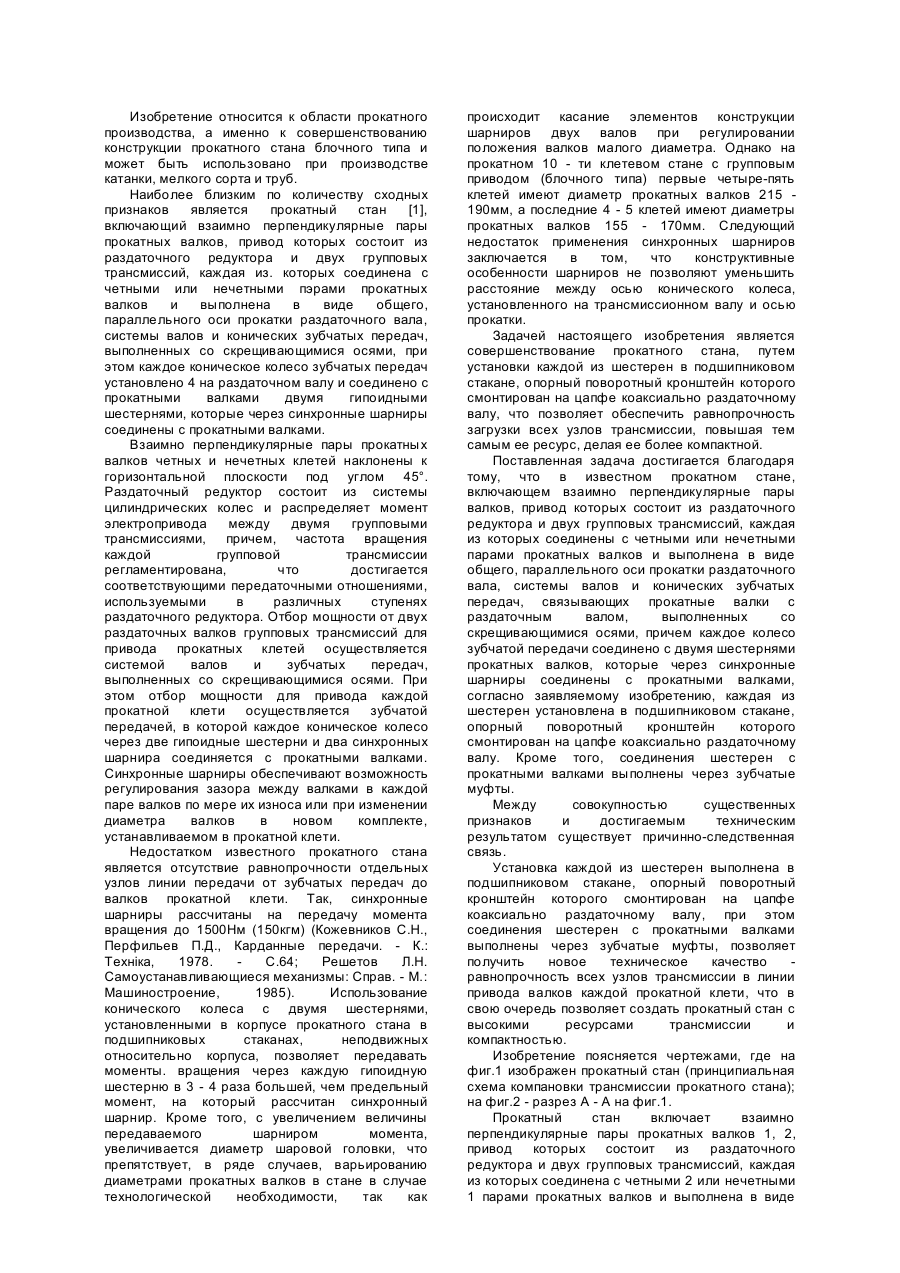
МІЖ 6 Б 21 Б 1/08 ПРОКАТНИЙ ПРОФІЛЬ Винахід належить до виробництва прокату, а саме до виробництва прокатних профілів у вигляді многогранника. С відомим прокатний профіль, виконаний у вигляді прямокутника з різним відношенням сторін /Фастовокии Б.Г. Справочник прокатчика,М . , 1972,- С.20/, Надоліками профілю є те, що він не може бути широко використаним в механічнім обладнанні, в зв'язку з необхідністю додаткової обробки для одержання заданої форми і розмірів, які забезпечують необхідні експлуатаційні характеристики в конкретних умовах. При цьому збільшуються матеріальні і енергетичні витрати. Найбільш близьким по технічній суті і результату, що досягається, є прокатний профіль у вигляді шестигранника / Фастовокий Б.Г, Справочник прокатчика.- М - : 1972. - С.31 - прототип/. Недоліком цього профілю є також неможливість широкого використання в механічнім обладнанні в зв'язку з необхідністю додаткової об робки для одержання заданої форми і розмірів, які забезпечують необхідні експлуатаційні характеристики в конкретних умовах. При цьому збільшуються матеріальні і енергетичні витрати. J 3 OCHO эр винаходу поставлена задача створення прокатного профі лю, у якому оптимальні співвідношення розмірів та форма дозволяать забезпечити задані експлуатаційні характеристики в конкретних умовах наприклад|як КОЛОСНИК у колосниковій решітці зпікального візка агло мераційних ізатин. При цьому знижуються матеріальні та внергетичні витрати на виготовлення виробу. Поставлена мета досягається тим, що прокатний профіль виконаний у вигляді многогранника виконується з однієї сторони у вигляді прямокутника, що плавне переходить до трапеції у середній частині під кутом 15-30 , при цьому верхня сторона прямокуиньої частики виконана по радіусу, що дортвнгаєРіїиршм прямокутника, а менша основа трапеції виконана ламаною по осі омметрії під кутом 150-175 , шд ношення висот трапеції і прямокутника дорівнює 0,8 -профілю також може бути виконаною з періодичними потовщеннями» при цьому довжина потовщення дорівнює 1,5-2,5 ширини профілю, період між потовщеннями 4,5-7,5 ширини профілю, а ширина перерізу у потов-( щеннї І,1-І,3 ширини профілю, також протяжність потовщеної ділянки у верхній частині дорівнює і - 1,35 від ширини профілю, а у нижній частині L , h - 2/3 від ширини профілю. Розміри і форма профілю обумовлені витратами металу на виготовленні виробу, міцністю та зносом обладнання при експлуатації. Перехід від прямокутньої частини до траленії під кутом менш за 15° підвищуй витрати металу на виготовленні виробу. Перехід від прямокутньої частини до трапеції під кутом більш за ЗО приводить до зниження моменту опору перерізу профілю. Виконання верхньої частини прямокутньої частини по радіусу меншим за 0,8 ширини прямокутника, викликає збільшення зносу обладнання. Виконання верхньої частини прямокутньої частини по радіусу більшим за 1,2 ширини прямокутника, також викликав збільшення зносу обладнання і витрат металу на виготовлення виробу. Виконання меншої основи трапеції ламаною по осі симетрії під кутом, меншим за 150 приводить до зниження моменту опору перерізу профілю і міцності при експлуатації. Виконання меншої основи трапеції ламаною по осі симетрії під кутом більшим за 175° підвищує витрати металу на. виготовлення виро Виконання профілю з відношенням висот трапеції і прямокутнике більше за 5 приводить до зниження моменту опору перерізу профілю і м іцн ос ті п ри екс пл уата ц ії. Виконання профілю з відношенням висот трапеції і прямокутника менш за 0,8 приводять до збільшення витрат металу на виготовлення виробу * Виконання профілю з відношенням ШИРИНИ профілю до висоти менш за 0 , 6 приводить до зниження моменту опору порертзу профілю і міцності при експлуатації. виконання профілю з відношенням ширини профілю до висоти більше за ІД приводит- до збільшення витрат металу до виготовлення виробу» Виконання профілю з довжиною потовщення менш за 1,5 ширини профілю викликає підвищений знос обладнання при експлуатації. Виконання профілю з довжиною потовщення більше за 2 , 5 ширини профілю приводить до підвищення витрат металу при вигояювленні виробу. Виконання профілю з періодом між потовщеннями менше за ^ , 5 ширини профілю приводить до підвищення витрат металу при виготовленні виробу . Виконання профілю з періодом між потовщеннями еїльш за 7 , 5 ширини профілю приводить також до підвищення витрат металу при виготовленні профі лю. Виконання профілю з еіириною перерізу у потовщенні менш за 1,1 ширини профілю приводить до збільщення витрат металу при виготовленні виробу♦ Виконання профілю з шириною перерізу у потовщенні більше за 1,3 ширини профілю приводить також до збільшення витрат металу при виготовленні виробу. Виконання профілю з протяжністю потовщеної ділянки у верхній частині менш за ширину профілю га більше за 1,35 ширини профілю, а також з протяжністю пототзщиної ділянки у нижній частині менш за L ,4 від ширини профілю та більше за 2,3 від ширини профілю приводить до підвищення витрат металу при виготовленні виробу за рахунок додаткової обробки. На фіг. 1 наведений переріз профілю, де Н - висота профілю В - ширина профілю Н - висота прямокутньої частини Н - висота трапеції R - радіус верхньої частини прямокутника / - кут переходу від прямокутника до трапеції fi - кут перелому меншої основи трапеції. На фіг, 2 наведений періодичний профіль, де: \ Ь ~ період між потовщеннями ил „ довжина потовщення * В - ширина профі лю В -ширина перерізу потовщення На фіг. З наведений періодичний профіль з перемінною шириною потовщення, де; й $ ~ ширина у верхній частині би ширина у нижній частині Використання запропонованого профілю забезпечує задані експлу-і атаційні характеристики у конкретних умовах, наприклад як колосник у колосниковій решітці апікального візка агломераційної машини, при цьому знижуються матеріальні та енергетичні витрати на виготовлення виробу. ПРОКАТНИЙ L ПРОФІЛЬ Ln Ьь > 7 Ф^г.З С.1» Автори: Луцький М.Б. Пархоменко О.Д. Лаврик О.М. Луцэнко В.О. Дорокко І»К. Мамушев А,І» Соловйов В.А, Сазонов Горелов В.П. Андросюк U.O. Чгчкал А.О. Чудноваць О.М. Павленко В.А. Леонов JLB.
ДивитисяДодаткова інформація
Автори англійськоюLutskyi Mykhailo Borysovych, Parkhomenko Oleksii Dmytrovych, Lavryk Oleksandr Mykhajlovych, Lutsenko Viktor Oleksandrovych, Dorozhko Ivan Kyrylovych, Mamushev Andrii Ivanovych, Soloviov Volodymyr Andriovych, Sazonov Serhii Ivanovych, Chichkan Artur Oleksiiovych, Chudnovets Oleksandr Mykolaiovych, Pavlenko Volodymyr Anatoliiovych, Leonov Leonid Volodymyrovych
Автори російськоюЛуцкий Михаил Борисович, Пархоменко Алексей Дмитриевич, Лаврик Олександр Михайлович, Луценко Виктор Александрович, Дорожко Иван Кириллович, Мамушев Андрей Иванович, Соловьев Владимир Андреевич, Сазонов Сергей Иванович, Чичкан Артур Алексеевич, Чудновец Александр Николаевич, Павленко Владимир Анатольевич, Леонов Леонид Владимирович
МПК / Мітки
МПК: B21B 1/08
Код посилання
<a href="https://ua.patents.su/5-32827-prokatnijj-profil.html" target="_blank" rel="follow" title="База патентів України">Прокатний профіль</a>
Фланцевий прокатний профіль
Номер патенту: 982
Опубліковано: 15.12.1993
Автори: Кокін Володимир Михайлович, Малий Юрій Георгійович, Поляков Володимир Миколайович, Деревянко Василь Іванович
МПК: B21B 1/08
Мітки: фланцевий, профіль, прокатній
Формула / Реферат:
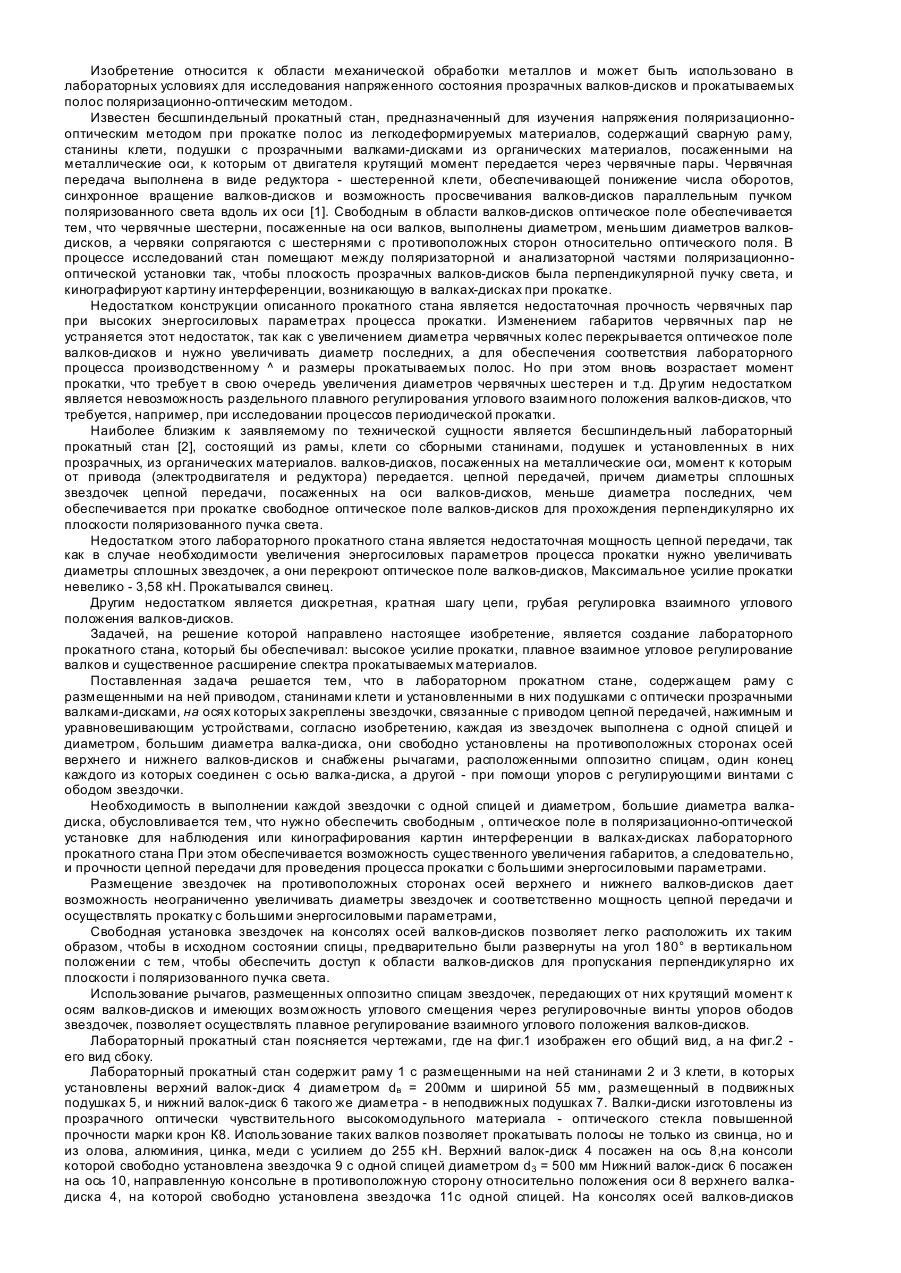
Формула изобретения1. Фланцевый прокатный профиль, содержащий стенку и фланцы, отличающийся тем, что, с целью снижения металлоемкости при сохранении служебных характеристик, по меньшей мере один фланец выполнен с вторичными фланцами, наружные боковые грани которых расположены в одной плоскости с внутренними и наружными боковыми гранями первичных фланцев, а внутренние грани вторичных фланцев образуют между собой острый угол.2....
Прокатний стан

Номер патенту: 15846
Опубліковано: 30.06.1997
Автори: Клетцен Петер, Куцов Юрій Георгійович, Вільфрид Класк, Тільга Степан Сергійович, Нечепоренко Володимир Андрійович, Хрустенко Юрій Михайлович, Дишковець Генадій Анатольович, Кауров Володимир Васильович
МПК: B21B 1/16
Формула / Реферат:
Прокатный стан, включающий взаимно перпендикулярные пары прокатных валков, привод которых состоит из раздаточного редуктора и двух групповых трансмиссий, каждая из которых соединена с четными или нечетными парами прокатных валков и выполнена в виде общего, параллельного оси прокатки трансмиссионного вала, системы валов и зубчатых передач, выполненных со скрещивающимися осями, при этом каждое ведущее коническое колесо зубчатых передач...
Прокатний стан
Номер патенту: 15847
Опубліковано: 30.06.1997
Автори: Нечепоренко Володимир Андрійович, Куцов Юрій Георгійович, Дишковець Генадій Анатольович, Кауров Володимир Васильович, Хрустенко Юрій Михайлович, Тільга Степан Сергійович, Вільфрид Класк, Клетцен Петер
МПК: B21B 1/16
Формула / Реферат:
1. Прокатный стан, включающий взаимно перпендикулярные пары прокатных валков, привод которых состоит из раздаточного редуктора и двух групповых трансмиссий, каждая из которых соединена с четными или нечетными парами прокатных валков и выполнена в виде общего, параллельного оси прокатки раздаточного вала, системы валов и конических зубчатых передач, связывающих прокатные валки с раздаточным валом, выполненных со скрещивающимися осями, причем...
Лабораторний прокатний стан
Номер патенту: 2655
Опубліковано: 26.12.1994
Автор: Шломчак Георгій Григорович
МПК: B21B 1/00
Мітки: стан, прокатній, лабораторний
Формула / Реферат:
Лабораторный прокатный стан, содержащий раму с размещенными на ней приводом, станинами клети и установленными в них подушками с оптически прозрачными валками-дисками, на осях которых закреплены звездочки, связанные с приводом цепной передачей, нажимным и уравновешивающим устройствами, отличающийся тем, что каждая из звездочек выполнена с одной спицей и диаметром, большим диаметра валка-диска, они свободно установлены на противоположных...
Складений прокатний валок
Номер патенту: 12964
Опубліковано: 28.02.1997
Автори: Андріанов Ніколай Філіпповіч, Волченков Іван Григорович, Лебідь Володимир Тимофійович, Пономарьов Віктор Іванович, Бобух Іван Олексійович
МПК: B21B 27/03
Мітки: прокатній, валок, складений
Формула / Реферат:
(57) Составной прокатный валок, содержащий ось с криволинейной формой посадочной поверхности по длине с наибольшим прогибом в центральной части и наименьшим к торцам бандажа, соединенны h наклонными участками, и насаживаемый на нее бандаж с натягом с цилиндрической посадочной поверхностью и коническими скосами на торцах, отличающийся тем, что величина натяга составляет (0,0006-0,0009)D, где D -диаметр посадочной поверхности...