Спосіб подовжньої прокатки труб
Текст
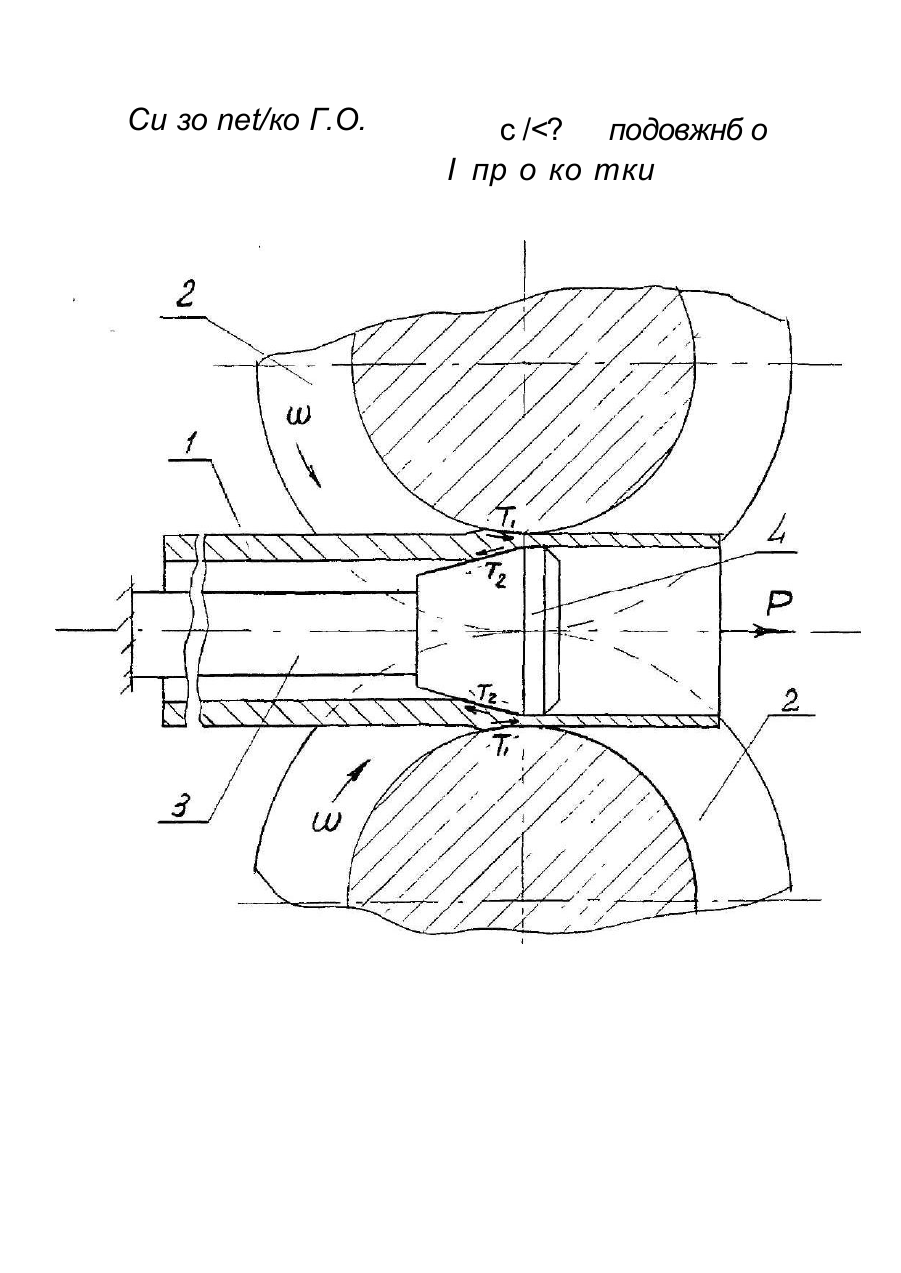
МПК6 B2IB 17/02 СПОСІБ ПОДОВЖНЬОЇ ПРОКАТКИ ТІУБ Винахід в ідноситься до трубного виробництва І може бути використаний при виготовленні холоднодеформованих труб. І Відомий спосіб подовжньої прокатки труб, що включає примсове переміщення труби в осьовому напрямі І деформацію її в осередку, утвореному привідними рівчаковими валками. При цьому рівчакові валки зроблені з випусками (авт. сид* 480479 В2І 41/04, 1975 р.)* В указаному способі труба пГдаеться редукуванню по діаметру без обтиску по товщині стінки, що обмежує його технологічні можливості. Відомий спосіб подовжньої прокатки труб, що включає примусове переміщення труби в осьовому напрямі І деформацію її в осередку, утвореному привідними рівчакавими валками І tferpytowoto конусною оправкою. При цьому трубу примусове переміщують за передній кінець Із швидкістю, яка дорівнює окружній швидкості по гребеню рівчака на протязі всього процесу І кут накипу твірної оправки біль ший кута "V між металом І оправкою (авт. свид. СССР І80І635, В2ІВ 17/02, 1993 p.). Осьовий опір переміщенню труби у вищенаведеному способі долається дією двох активних сил: осьовою силою,прикладеною безпосередньо в осередку деформації рівчаковими привідними валками, величина якої обмежена силою тертя по контактній поверхні І осьовою силою, прикладеною до передньої кінця труби» Тому максимальна разова деформація обмежена характеристикою МІЦНОСТІ переднього кінця труби. В основі даного винаходу лежить задача удосконалення способу подовжньої прокатки тдеб, в якому за рахунок зміни параметрів осередку деформації забеспечуеться деформація металу при оптимальному співвідношенні активних сил, прикладених до труби, що дозволяє підвищити разову деформацію І знизити енергозатрати при виготовленні труб. Поставлена задача досягається тим, що в способі подовжньої прокатки труб» який включає примусове переміщення труби в осьовому напрямі І деформацію її в осередку, утвореному привідними рівчаковими валками І нерухомою конусною оправкою, згідно з винаходом, осередок деформації створюють Із співвідношенням У' де: J } - коефіціснт тертя по контактній поверхні труси з рівчаковими валками; J коефіциєнт тертя по контактній поверхні тр уби з конусною оправкою. Відміна пропонованого способу від прототипу полягає в тому, що осередок деформації створюють Із співвідношення^ наведеним БИШЄ. Технічним результатом від використання пропонованого способу є те, що він забеспечуе деформацію металу при оптимальному співвідношенні активних сил, прикладених до труби, що дозволить підвищить разову деформацію І знизити енерговитрати при виготовленні труб» Це стає можливим в ре зультаті того, що при співвідношені j —У— У І. привідні рівчакові валки будуть передавати більшу осьову силу, прикладену безпосередньо в осередок деформації, ніж коли -~у~ — / і І, отже, до труби необхідно буде прикладати осьову силу меншої величини,, При ЗНИЇЯЗННІ осьової сили радіальні напруження стиснення в осередку деформації будуть зростати, що дозволить пІдвищит?/ разову деформацію металу, чутливих до напружень розтягування. Підвищення разової деформації для пластичних металів досягається шляхом підвищення переднього натягування до значень допустимих величин. При зростанні деформації разової знижуються енерговитрати І трудомісткість виготов лення труб. На кресленні представлено подовжній розріз осередку деформації пропонованого способу, де ї - т руба ; 2 - рівчакові валки ; З- стержень; Ч - конусна оправка. Пропонований спосіб здійснюється таким чином. Трубу 1, з попередньо нанесеною технологічною змазкою, шприклад.тільки „а внутрі шню її поверхню, задють'привідні рів-чакові валки 2, які ут ворю ють кр углий без вип ускі в калібр, в порожнині якого встановлена на стержні З конусна оправка 4 f І при-примусово переміщують її в осьовому напрямі аІд дією двох активних сил: сили Тт - прикладненої до труби рівчаковими валками 2 безпосердньо 4'осе редок деформації І сили Р - прикладненої до переднього кінця труби. При переміщенні труба і піддасться деформації в осе редс у, у якого к оефіцієнт тертя по контактній поверхні тр/би ї з рівчаковими валками 2 більший коефіцієнте тертя по контактній поверхні з конусною оправкою 4, тобто, Із дотриманням співвідношення JLj- ~у4- • ^г При дотриff&HHL співвідношення J/ -З-?- У і сила Т т, яка передасться трубі ї рівчаковими валками 2, буде більшої виличини, ніж у випадку, коли ^П ^ ^' * Дефор^^Ія труби 1 Си зо net/ко Г.О. с /
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for longitudinal rolling pipes
Автори англійськоюSyzonenko Hryhorii Oleksandrovych
Назва патенту російськоюСпособ продольной прокатки труб
Автори російськоюСизоненко Григорий Александрович
МПК / Мітки
МПК: B21B 17/00
Мітки: подовжньої, спосіб, прокатки, труб
Код посилання
<a href="https://ua.patents.su/5-32931-sposib-podovzhno-prokatki-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб подовжньої прокатки труб</a>
Спосіб пільгерної прокатки труб

Номер патенту: 31587
Опубліковано: 15.12.2000
Автори: Вольфович Георгій Вольфович, Артюхов Олександр Олександрович, Палієнко Григорій Васильович, Попов Марат Васильович, Лук'яненко Володимир Матвійович
МПК: B21B 21/00
Мітки: пільгерної, прокатки, труб, спосіб
Текст:
...перед почат ком зносу рівчаків, оператор стана встановлює зазори мім валками дотримуючись співвідношення О-г ~ ( 1,1*2,5)* йр. Це забезпечує р; нозначність діаметра заготовки розрахованому діаметру рівчака в J Оому його поперечному перерізу, тобто забезпечує розрахований ре; деформації заготовки уздовж рівчака. Більший зазор в першій па відповідає більшому зносу рівчаків цієї пари І забезпечує достат резерв зближення валків....
Спосіб прокатки труб
Номер патенту: 31554
Опубліковано: 15.12.2000
Автори: Перчаник Віктор Вольфович, Друян Володимир Михайлович, Гулькін Євгєній Вікторовіч, Попов Марат Васильович
МПК: B21B 17/00
Текст:
...крізь осі валків, тобто при розподілі процесу формозміни на редукування діаметру без обтиску стінки до площини, що проходить крізь осі валків, та на обтиск стінки із одночасним підняттям діаметру за цією площиною при вказаних параметрах процесу прокатки. Технічним результатом застосування пропонуемого способу є забезпечення можливості впливу на схему напружено-деформованого стану металу у зоні деформації, що сприяє підвищенню точності...
Спосіб поздовжньої прокатки труб
Номер патенту: 19508
Опубліковано: 25.12.1997
Автор: Сизоненко Григорій Олександрович
МПК: B21B 17/00
Мітки: труб, поздовжньої, прокатки, спосіб
Формула / Реферат:
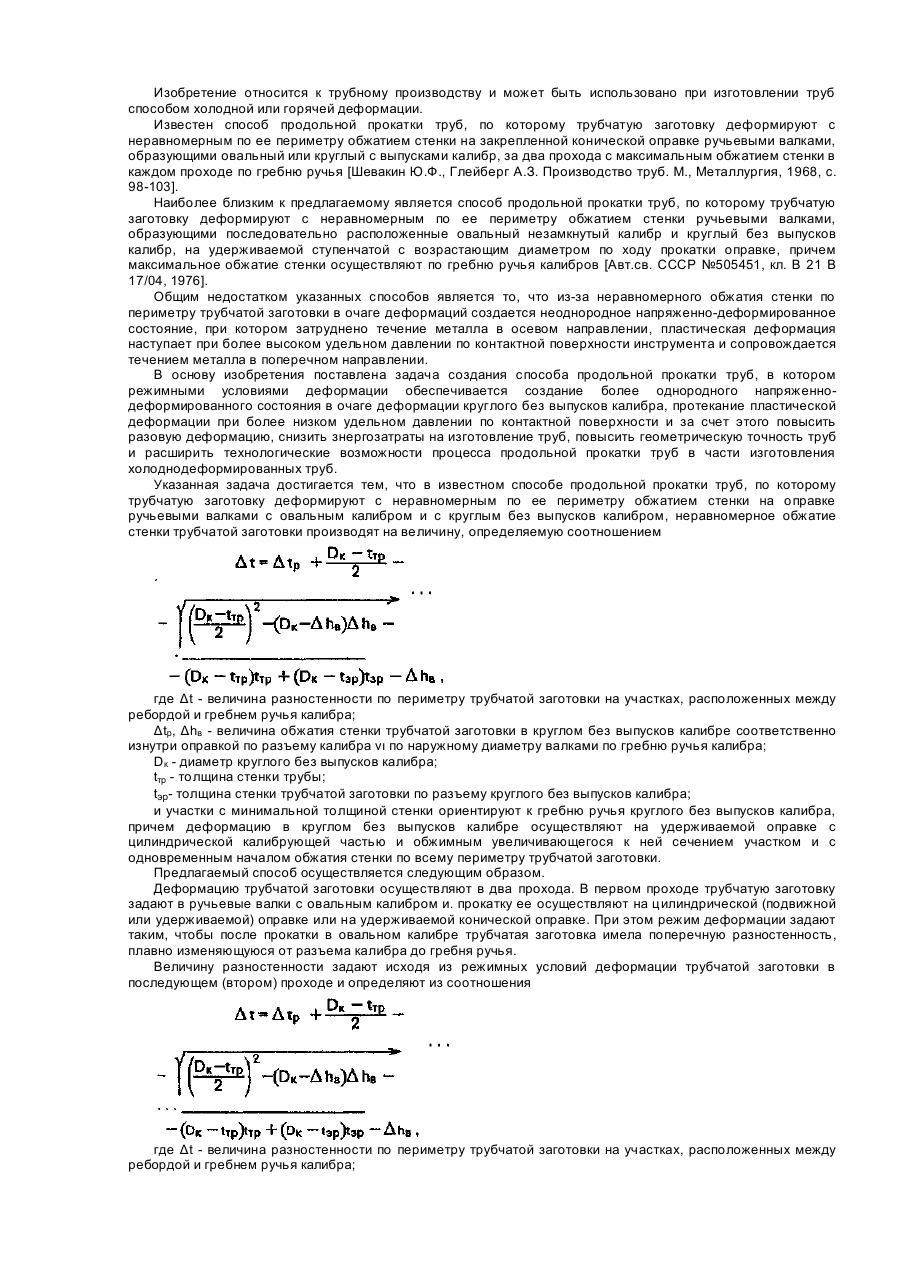
Способ продольной прокатки труб, при котором трубчатую заготовку деформируют с неравномерным по ее периметру обжатием стенки на оправке ручьевыми валками с овальным калибром и с круглым без выпусков калибром, отличающийся тем, что неравномерное обжатие стенки трубчатой заготовки производят на величину, определяемую соотношениемгде Δt - величина разностенности по периметру трубчатой заготовки на участках,...
Спосіб поздовжньої прокатки труб
Номер патенту: 19510
Опубліковано: 25.12.1997
Автор: Сизоненко Григорій Олександрович
МПК: B21B 17/00
Мітки: прокатки, труб, поздовжньої, спосіб
Формула / Реферат:
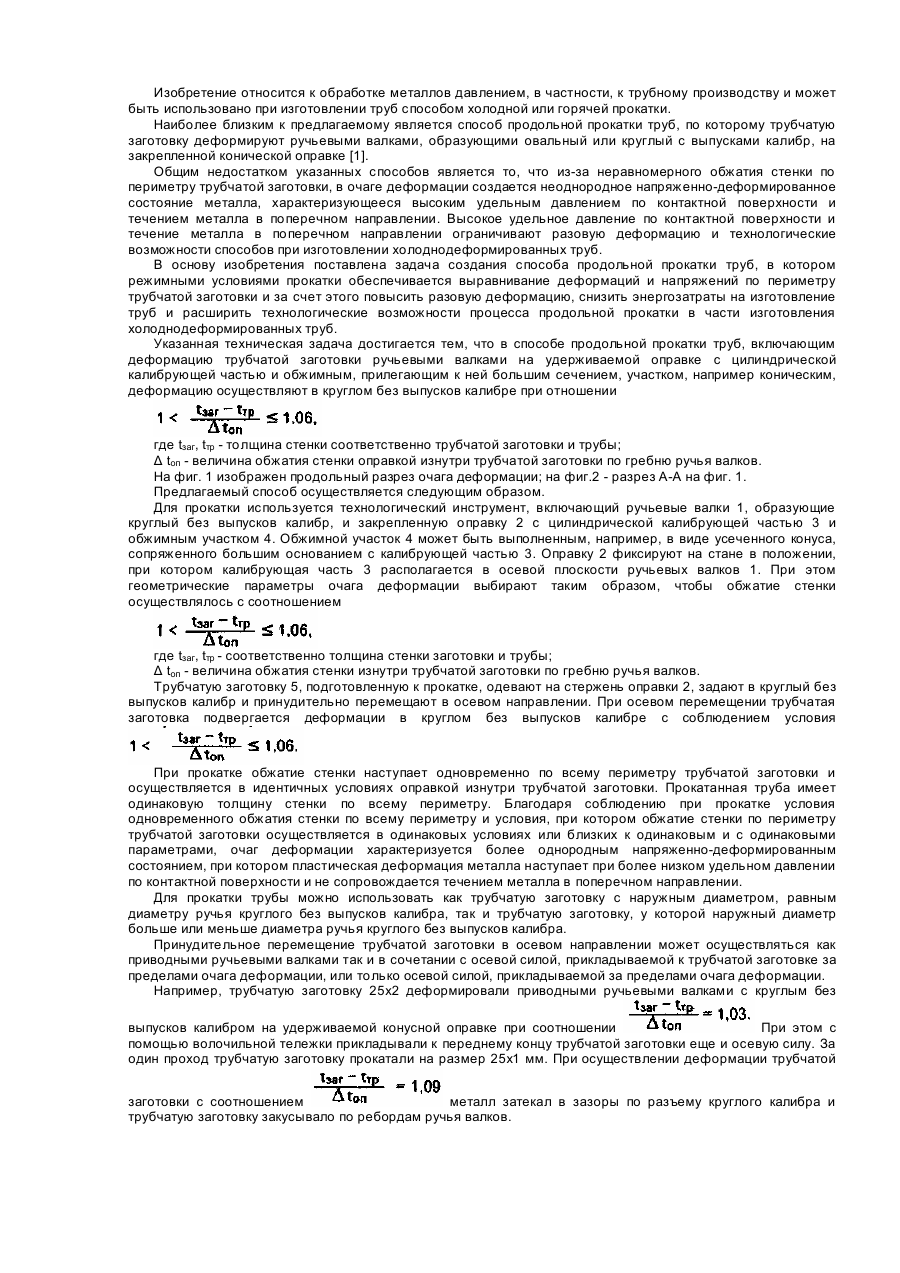
Способ продольной прокатки труб, включающий деформацию трубчатой заготовки ручьевыми валками на удерживаемой оправке с цилиндрической калибрующей частью и с обжимным, прилегающим к ней большим сечением, участком, например, коническим, отличающийся тем, что деформацию осуществляют в круглом без выпусков калибре при соотношениигде tзаг, tтр - толщина стенки соответственно трубчатой заготовки и трубы;Δ tоп - величина...
Спосіб поздовжньої прокатки труб
Номер патенту: 25713
Опубліковано: 30.10.1998
Автори: Сизоненко Григорій Олександрович, Соловйов Юрій Григорович, Хаустов Георгій Йосипович, Ігнатов Володимир Олексієвич, Сергєєв Віктор Володимирович, Правдін Юрій Михайлович, Савченко Олег Миколайович, Туренков Микола Мусійович
МПК: B21B 17/00
Мітки: спосіб, труб, прокатки, поздовжньої
Формула / Реферат:
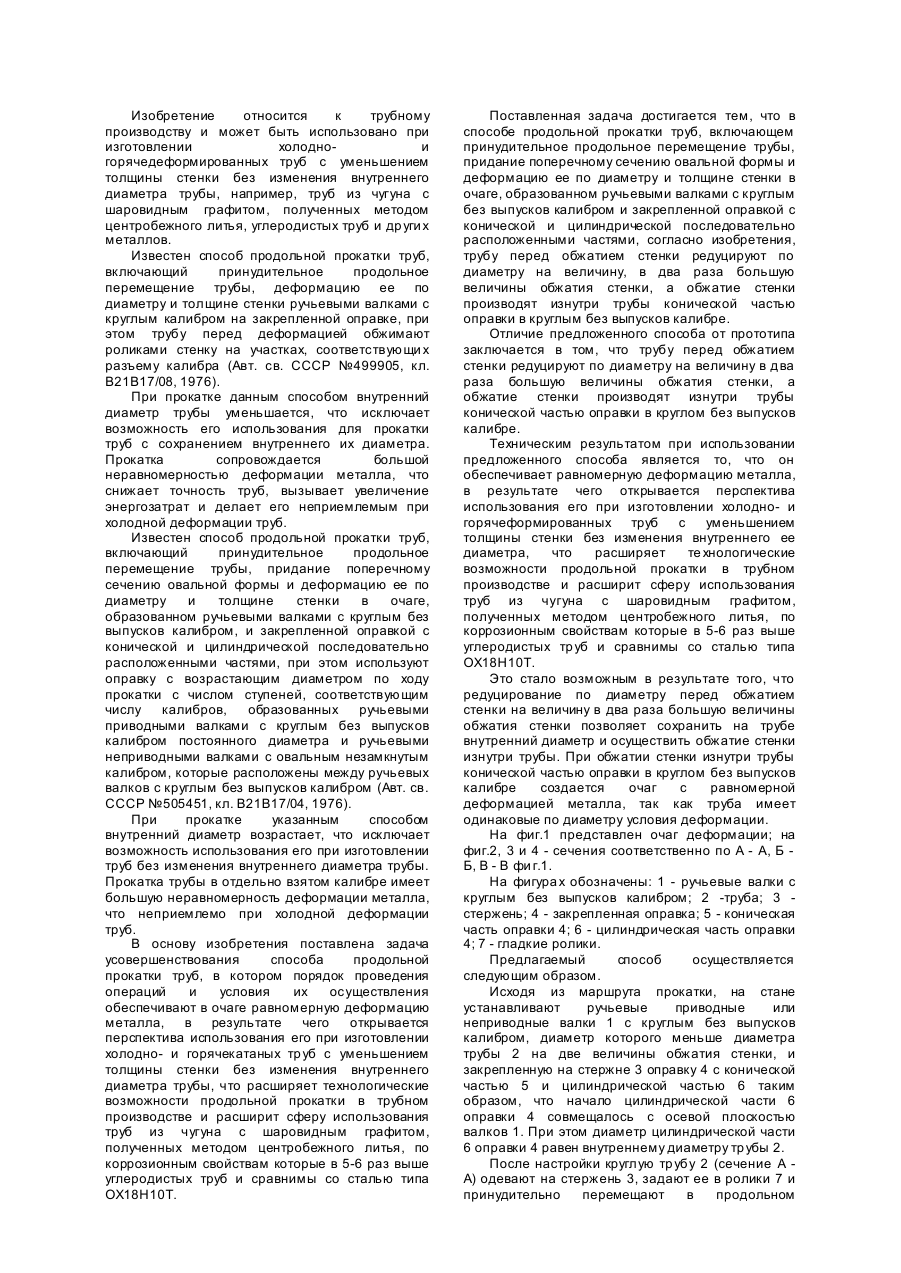
Способ продольной прокатки труб, включающий принудительное продольное перемещение трубы, придание поперечному сечению овальной формы и деформацию ее по диаметру и толщине стенки в очаге, образованном ручьевыми валками с круглым без выпусков калибром, и закрепленной оправкой с конической и цилиндрической последовательно расположенными частями, отличающийся тем, что трубу перед обжатием стенки редуцируют по диаметру на величину, в два раза...
Попередній патент: Пристрій для визначення резонансної частоти елементів конструкції
Наступний патент: Оптико-електронний канал напряму
Випадковий патент: Спосіб підвищення врожайності зерна озимої пшениці на чорноземах типових слабогумусованих