Спосіб поздовжньої прокатки труб
Формула / Реферат
Способ продольной прокатки труб, при котором трубчатую заготовку деформируют с неравномерным по ее периметру обжатием стенки на оправке ручьевыми валками с овальным калибром и с круглым без выпусков калибром, отличающийся тем, что неравномерное обжатие стенки трубчатой заготовки производят на величину, определяемую соотношением
где Δt - величина разностенности по периметру трубчатой заготовки на участках, расположенных между ребордой и гребнем ручья калибра;
Δtp, Δhв - величина обжатия стенки трубчатой заготовки в круглом без выпусков калибре соответственно изнутри оправкой по разъему калибра νι по наружному диаметру валками по гребню ручья калибра;
Dк - диаметр круглого без выпусков калибра;
tтр - толщина стенки трубы;
tэр - толщина стенки заготовки по разъему калибра,
и участки с минимальной толщиной стенки ориентируют к гребню ручья круглого без выпусков калибра, причем деформацию в круглом без выпусков калибре осуществляют на удерживаемой оправке с цилиндрической калибрующей частью и обжимным увеличивающегося к ней сечением участком и с одновременным началом обжатия стенки по всему периметру трубчатой заготовки.
Текст
Изобретение относится к трубному производству и может быть использовано при изготовлении труб способом холодной или горячей деформации. Известен способ продольной прокатки труб, по которому трубчатую заготовку деформируют с неравномерным по ее периметру обжатием стенки на закрепленной конической оправке ручьевыми валками, образующими овальный или круглый с выпусками калибр, за два прохода с максимальным обжатием стенки в каждом проходе по гребню ручья [Шевакин Ю.Ф., Глейберг А.З. Производство труб. М., Металлургия, 1968, с. 98-103]. Наиболее близким к предлагаемому является способ продольной прокатки труб, по которому трубчатую заготовку деформируют с неравномерным по ее периметру обжатием стенки ручьевыми валками, образующими последовательно расположенные овальный незамкнутый калибр и круглый без выпусков калибр, на удерживаемой ступенчатой с возрастающим диаметром по ходу прокатки оправке, причем максимальное обжатие стенки осуществляют по гребню ручья калибров [Авт.св. СССР №505451, кл. В 21 В 17/04, 1976]. Общим недостатком указанных способов является то, что из-за неравномерного обжатия стенки по периметру трубчатой заготовки в очаге деформаций создается неоднородное напряженно-деформированное состояние, при котором затруднено течение металла в осевом направлении, пластическая деформация наступает при более высоком удельном давлении по контактной поверхности инструмента и сопровождается течением металла в поперечном направлении. В основу изобретения поставлена задача создания способа продольной прокатки труб, в котором режимными условиями деформации обеспечивается создание более однородного напряженнодеформированного состояния в очаге деформации круглого без выпусков калибра, протекание пластической деформации при более низком удельном давлении по контактной поверхности и за счет этого повысить разовую деформацию, снизить знергозатраты на изготовление труб, повысить геометрическую точность труб и расширить технологические возможности процесса продольной прокатки труб в части изготовления холоднодеформированных труб. Указанная задача достигается тем, что в известном способе продольной прокатки труб, по которому трубчатую заготовку деформируют с неравномерным по ее периметру обжатием стенки на оправке ручьевыми валками с овальным калибром и с круглым без выпусков калибром, неравномерное обжатие стенки трубчатой заготовки производят на величину, определяемую соотношением где Δt - величина разностенности по периметру трубчатой заготовки на участках, расположенных между ребордой и гребнем ручья калибра; Δtp, Δhв - величина обжатия стенки трубчатой заготовки в круглом без выпусков калибре соответственно изнутри оправкой по разъему калибра νι по наружному диаметру валками по гребню ручья калибра; Dк - диаметр круглого без выпусков калибра; tтр - толщина стенки трубы; tэр- толщина стенки трубчатой заготовки по разъему круглого без выпусков калибра; и участки с минимальной толщиной стенки ориентируют к гребню ручья круглого без выпусков калибра, причем деформацию в круглом без выпусков калибре осуществляют на удерживаемой оправке с цилиндрической калибрующей частью и обжимным увеличивающегося к ней сечением участком и с одновременным началом обжатия стенки по всему периметру трубчатой заготовки. Предлагаемый способ осуществляется следующим образом. Деформацию трубчатой заготовки осуществляют в два прохода. В первом проходе трубчатую заготовку задают в ручьевые валки с овальным калибром и. прокатку ее осуществляют на цилиндрической (подвижной или удерживаемой) оправке или на удерживаемой конической оправке. При этом режим деформации задают таким, чтобы после прокатки в овальном калибре трубчатая заготовка имела поперечную разностенность, плавно изменяющуюся от разъема калибра до гребня ручья. Величину разностенности задают исходя из режимных условий деформации трубчатой заготовки в последующем (втором) проходе и определяют из соотношения где Δt - величина разностенности по периметру трубчатой заготовки на участках, расположенных между ребордой и гребнем ручья калибра; Δtp, Δhв - величина обжатия стенки трубчатой заготовки в круглом без выпусков калибре соответственно изнутри оправкой по разъему калибра νι по наружному диаметру валками по гребню ручья калибра; Dк - диаметр круглого без выпусков калибра; tтр - толщина стенки трубы; tэр -толщина стенки заготовки по разъему калибра. Во втором проходе трубчатую заготовку задают в ручьевые валки с круглым без выпусков калибром таким образом, чтобы участки ее с минимальной толщиной стенки располагались по гребню ручья, а участки с максимальной толщиной стенки - по разьему калибра. Прокатку трубчатой заготовки осуществляют на удерживаемой оправке с цилиндрической калибрующей частью и обжимным увеличивающегося к ней сечением участком, обеспечивающим одновременное начало обжатия стенки по всему периметру трубчатой заготовки. При прокатке обжатие стенки трубчатой заготовки наступает одновременно по всему ее периметру. При этом по гребню ручья стенка обжимается валками по наружному диаметру и оправкой изнутри трубчатой заготовки на меньшую величину, чем обжатие стенки по разъему ручья оправкой изнутри трубчатой заготовки. Но поскольку обжатие стенки со стороны наружного диаметра вызывает приращение длины на большую величину, чем обжатие стенки на ту же величину оправкой изнутри трубчатой заготовки, то обжатие стенки при заданной разностенности трубчатой заготовки и ее ориентации относительно гребня ручья вызывает в любом продольном сечении очага деформации по его периметру приращение длины на одну и ту же величину. Прикатанная труба имеет одинаковую толщину стенки по всему периметру. Очаг деформации в круглом без выпусков калибре имеет более однородное равномерно-распределенное по поперечному сечению напряженно-деформированное состояние. Это стало возможным благодаря тому, что режимные параметры обеспечивают за счет обжатия стенки равномерное приращение длины по периметру трубчатой заготовки и исключают в очаге деформации поперечное течение метая па. Например, трубу 40x2мм из стали 10 изготовили за 2 прохода. В первом проходе трубчатую заготовку прокатали с неравномерным обжатием стенки на удерживаемой конической оправке двумя ручьевыми валками, образующими овальный калибр. При этом ручьевые валки устанавливали таким образом, чтобы после прокатки трубчатая заготовка имела переменную толщину стенки с двумя минимумами и двумя максимумами равномерно распределенными по ее периметру и изменялась от 3,7мм до 4,0 мм. Величину разностенности 0,3мм предварительно определяли из соотношения Во втором проходе трубчатую заготовку с переменной толщиной стенки задавали в круглый без выпусков калибр, образованный двумя ручьевыми валками, таким образом, чтобы участки с минимальной толщиной стенки (3,7 мм) располагались по гребню калибра, а участки с максимальной толщиной стенки (4 мм) по его разъему и прокатали на удерживаемой оправке с цилиндрической калибрующей частью и обжимным увеличивающегося к ней участком, форма которого обеспечивала одновременное начало обжатия стенки по всему периметру трубчатой заготовки. Прокатанная труба имела одинаковую толщину стенки по всему периметру.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of longitudinal rolling pipes
Автори англійськоюSyzonenko Hryhorii Oleksandrovych
Назва патенту російськоюСпособ продольной прокатки труб
Автори російськоюСизоненко Григорий Александрович
МПК / Мітки
МПК: B21B 17/00
Мітки: труб, прокатки, поздовжньої, спосіб
Код посилання
<a href="https://ua.patents.su/2-19508-sposib-pozdovzhno-prokatki-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб поздовжньої прокатки труб</a>
Спосіб холодної періодичної прокатки тонкостінних та особливо тонкостінних труб
Номер патенту: 6917
Опубліковано: 31.03.1995
Автори: Кравченко Юрій Олексійович, Самойленко Генадій Дмитрович, Науменко Сергій Григорович, Злинько Валерій Дмитрович, Загребельний Віктор Терентійович, Король Микола Миколайович, Куценко Олександр Іванович, Король Радимір Миколайович, Кекух Станіслав Миколайович, Лісовський Олександр Олександрович, Хохлов Анатолій Іванович, Кірсанов Микола Васильович, Смолін Олексій Миколайович
МПК: B21B 21/00
Мітки: періодичної, спосіб, тонкостінних, холодної, особливої, труб, прокатки
Формула / Реферат:
Способ холодной периодической прокатки тонкостенных и особо тонкостенных труб, включающий порционную подачу и поворот заготовки, ее обжатие по диаметру, обжатие по толщине стенки переменной величины и калибрование по диаметру и толщине стенки в калибре, образованном круглыми ручьями роликов постоянного радиуса, на цилиндрической оправке, отличающийся тем, что перед обжатием по толщине стенки переменной величины осуществляют обжатие по толщине...
Спосіб холодної пільгерної прокатки труб
Номер патенту: 9919
Опубліковано: 30.09.1996
Автори: Курін Вадим Юлійович, Фролов Віктор Пилипович, Першин Володимир Олександрович, Сєніна Тетяна Володимирівна
МПК: B21B 21/00
Мітки: спосіб, холодної, пільгерної, прокатки, труб
Формула / Реферат:
(57) Способ холодной пильгерной прокатки труб, включающий деформацию заготовки в валках с ручьями переменного сечения, имеющими обжимную зону, развертка гребня которой имеет параболическую образующую, и калибрующую зону, на оправке, имеющей одинаковую с гребнем образующую на длине, соответствующей обжимной зоне ручьев, отличающийся тем, что образующие развертки гребня ручьев и оправки на длине обжимной зоне выполняют с показателями степени...
Спосіб поздовжньої прокатки штаб перемінного перерізу із профільованими поверхнями
Номер патенту: 18115
Опубліковано: 01.07.1997
Автор: Шломчак Георгій Григорович
МПК: B21H 8/00
Мітки: перерізу, спосіб, поверхнями, профільованими, поздовжньої, штаб, перемінного, прокатки
Формула / Реферат:
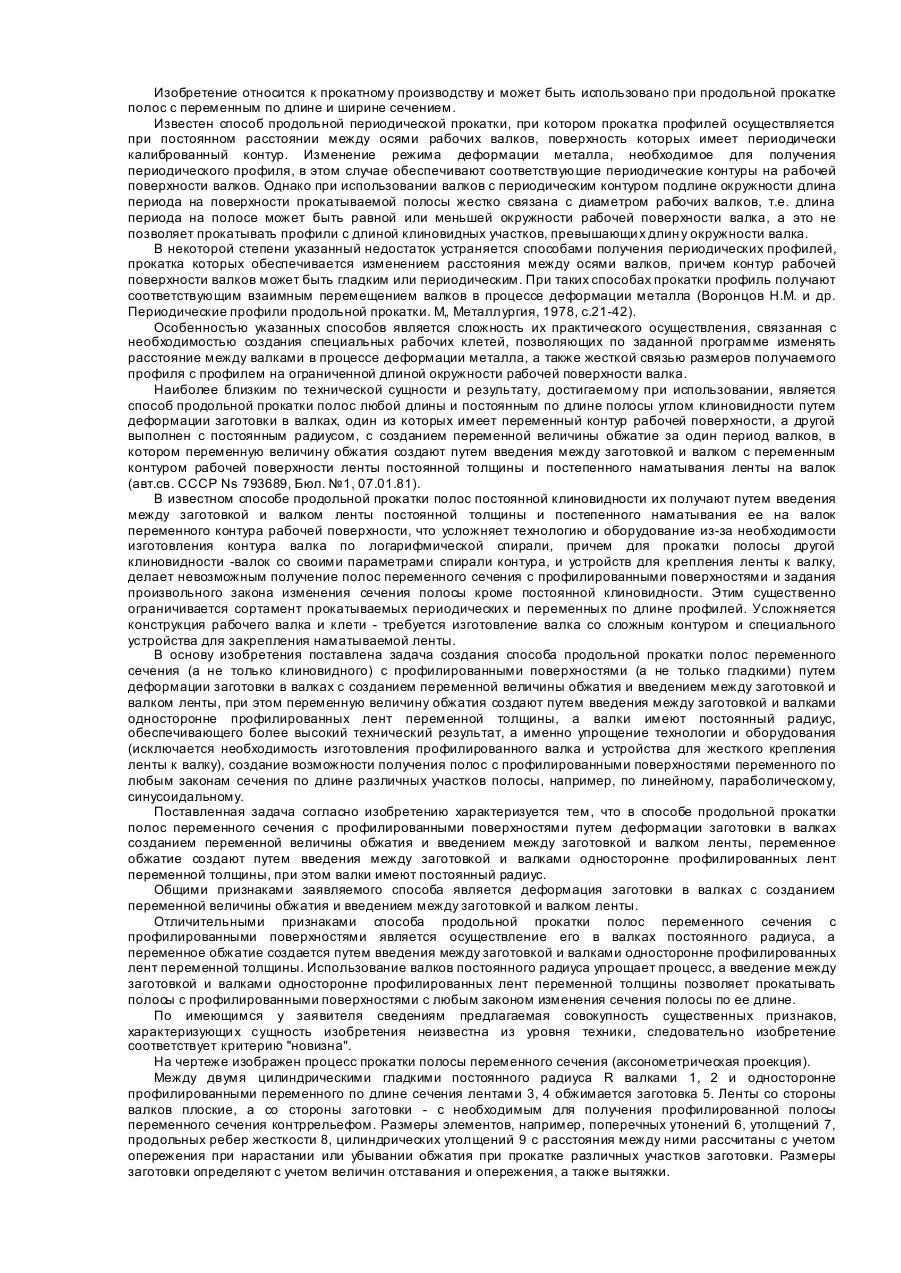
Способ продольной прокатки полос переменного сечения с профилированными поверхностями путем деформации заготовки в валках с созданием переменной величины обжатия и введением между заготовкой и валком ленты, отличающийся тем, что переменную величину обжатия создают путем введения между заготовкой и валками односторонне профилированных лент переменной толщины, при этом валки имеют постоянный радиус.
Спосіб поздовжньої прокатки
Номер патенту: 5060
Опубліковано: 28.12.1994
Автори: Мєльніков Алєксандр Васільєвіч, Овчіннікова Маріна Васільєвна, Ашіхмін Гєрман Вікторовіч, Кісєльов Андрєй Пєтровіч, Капнін Владімір Вікторовіч, Хлопонін Віктор Ніколаєвіч
МПК: B21B 1/26
Мітки: спосіб, прокатки, поздовжньої
Формула / Реферат:
1. Способ продольной прокатки, преимущественно литых заготовок, включающий из раздельную задачу и обжатие в перекрещивающихся рабочих валках с гладкими бочками, ориентированных симметрично относительно вертикальной плоскости, и осевое перемещение рабочих валков навстречу друг другу, отличающийся тем, что, с целью повышения качества проката и интенсификации процесса прокатки посредством дробления исходной литой структуры, выравнивания...
Кліть стану пілігримової прокатки труб

Номер патенту: 10684
Опубліковано: 25.12.1996
Автори: Чеха Віктор Миколайович, Попов Марат Васильович, Ісаков Євген Борисович, Борисенко Юрій Миколайович, Алпатов Євген Миколайович, Чубарь Алла Георгівна, Більдін Костянтин Михайлович, Хаустов Георгій Йосипович, Чуб Анатолій Васильович, Островський Ігор Петрович, Вольфович Георгій Вольфович, Верещагін Олександр Давидович
МПК: B21B 13/18, B21B 21/00
Мітки: прокатки, кліть, пілігримової, труб, стану
Формула / Реферат:
Клеть стана пилигримовой прокатки труб, содержащая возвратно-поступательно перемещаемый корпус, внутри которого закреплены прямолинейные опорные планки, контактирующие с шейками приводных снабженных цилиндрическими шестернями валков, имеющих ручьи переменного сечения, и прямолинейные зубчатые рейки, связанные с шестернями валков, отличающаяся тем, что цилиндрические шестерни смонтированы на наружных шейках каждого валка по обе стороны от...
Попередній патент: Спосіб виготовлення твердого планарного джерела для дифузії фосфору
Наступний патент: Інструмент стану поздовжньої прокатки труб
Випадковий патент: Спосіб одержання шлаку для електрошлакової переплавки