Спосіб міднення металевих виробів
Номер патенту: 36534
Опубліковано: 16.04.2001
Автори: Гузенко Юрій Михайлович, Джемелінський Віталій Васильович, Богомол Іван Васильович
Текст
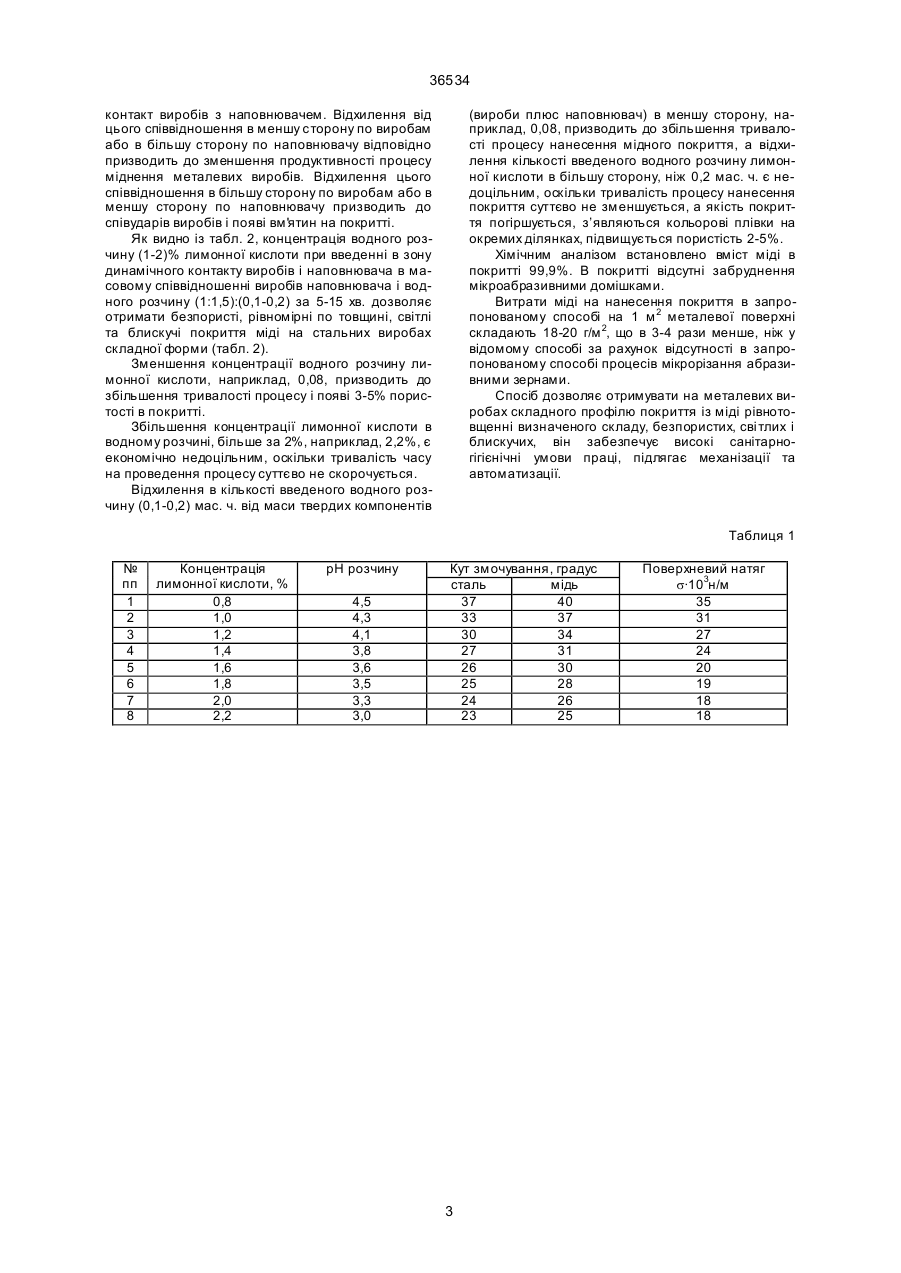
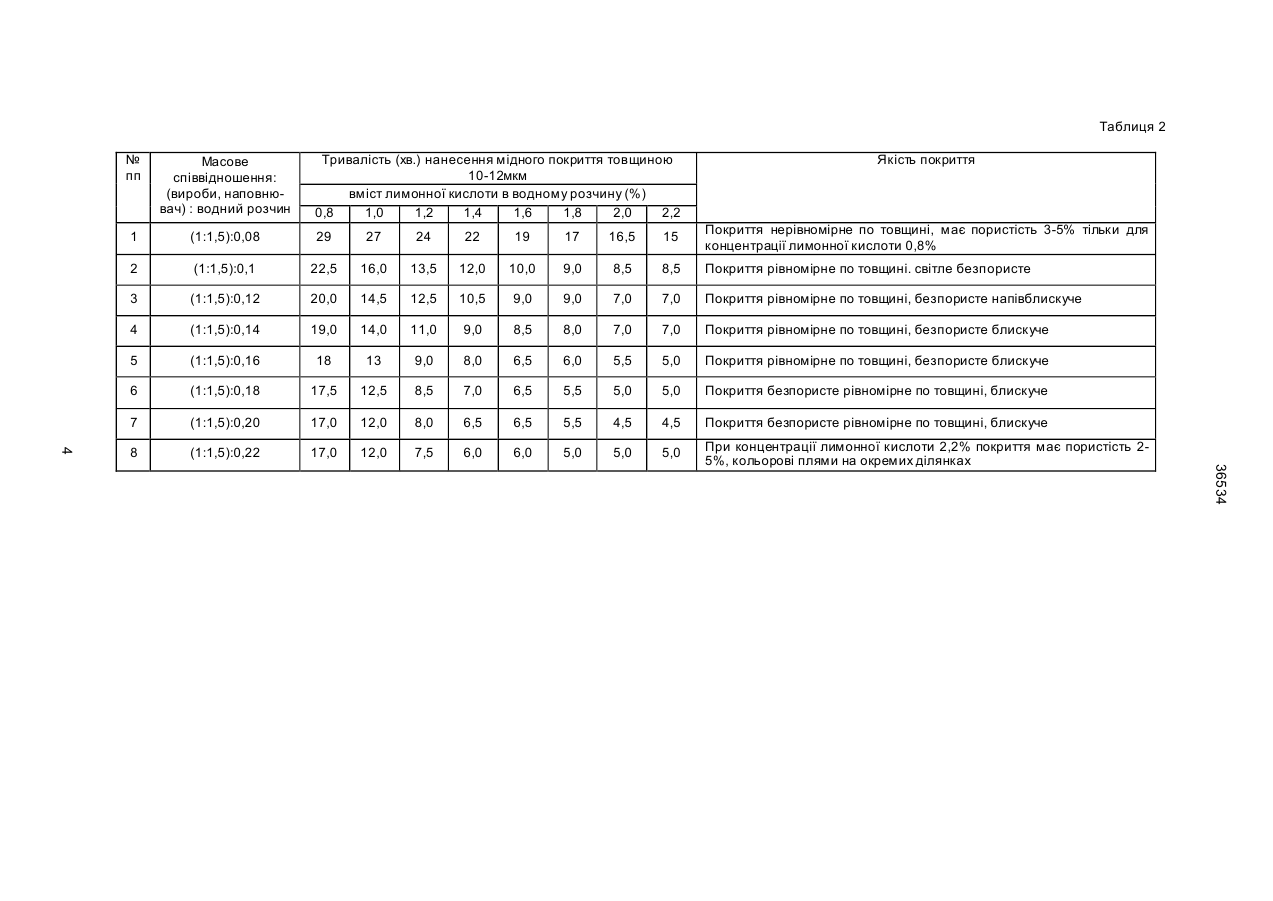
Спосіб міднення металевих виробів, що включає динамічне переміщення металевих виробів з мідним наповнювачем, який відрізняється тим, що в зону динамічного контакту виробів і мідного наповнювача вводять (1-2)%-ний водний розчин органічної кислоти у масовому співвідношенні виробів, мідного наповнювача та водного розчину (1:1,5):(0,1-0,2). (19) (21) 99127201 (22) 28.12.1999 (24) 16.04.2001 (33) UA (46) 16.04.2001, Бюл. № 3, 2001 р. (72) Джемелінський Віталій Васильович, Богомол Іван Васильович, Гузенко Юрій Ми хайлович (73) Національний технічний університет України "Київський політехнічний інститут" 36534 покриття, Джемелінський В.В. та ін. Опубл. в БИ № 6, 1997). У відомому способі-прототипі нанесення покриття виконується в два етапи. На першому етапі здійснюють віброабразивну обробку твердих компонентів (виробів і мідного наповнювача) з метою досягнення шорсткості поверхні виробів RA£12мкм. Для цього стальні деталі, мідний наповнювач і в’язкопластична абразивна суміш завантажуються в віброконтейнер, якому надають вібрації частотою 46,6 Гц. Після досягнення покращеної шорсткості поверхні RA£12мкм промивкою видаляється в’язкопластична абразивна суміш. На другому етапі протягом 60 хв. наносять покриття за рахунок інерційного вибірного переносу. Недоліком відомого способу є: значна тривалість процесу міднення на другому етапі (60 хв.); підвищене абразивне зношування металевого наповнювача (міді) за рахунок мікрорізання та мікродеформування в поверхневих прошарках при введені абразивної суміші в зону фрикційного контакту деталей з наповнювачем на першому етапі сумісної віброабразивної обробки; неконтрольоване забруднення покриття абразивними зернами, які неповністю видаляються із технологічного середовища після віброабразивної обробки. В основу винаходу поставлено задачу удосконалити спосіб міднення металевих виробів шляхом введення в зону динамічного контакту виробів і мідного наповнювача водного розчину органічної кислоти, що дозволило б покращити змочування, очистку від оксидних плівок металевих поверхонь, доставку іонів міді до всіх ділянок профільованої поверхні та активувати фізико-хімічні процеси (хімічні реакції, дифузію, адсорбцію, адгезію та ін.) на очищених металевих поверхнях і в підсумку інтенсифікувати процес і скоротити час на нанесення покриття, підвищити якість покриття (рівномірність по товщині, визначений склад без сторонніх забруднень, безпористість, блискучість). Крім того, спосіб забезпечує високі санітарногігієнічні умови праці, підлягає механізації та автоматизації. Поставлена задача вирішується тим, що в способі міднення металевих виробів, що включає динамічне переміщування виробів з мідним наповнювачем, згідно з винаходом, новим є те, що в зону їх динамічного контакту вводять (1-2)%-ний водний розчин органічної кислоти за такого масового співвідношення виробів, мідного наповнювача і водного розчину (1:1,5):(0,1-0,2). Експериментальною перевіркою встановлено, що введення в зону динамічного контакту деталей і мідного наповнювача (1-2)% водного розчину органічної кислоти, наприклад, лимонної, забезпечує хороше змочування всіх ділянок металевих поверхонь виробів і наповнювача (табл. 1). Дозволяє, наприклад, скоротити в 3-10 разів тривалість міднення стальних профільованих деталей порівняно з прототипом за рахунок інтенсифікації фізико-хімічних процесів на очищених від оксидних плівок і активованих стальних і мідних поверхнях, отримати покриття рівномірне по товщині, визначеного складу, без сторонніх забруднень, світле та блискуче (табл. 2). На фігурі показана вібраційна установка, яка містить вібраційну камеру 1, в якій виконують ди намічне контактне перемішування стальних деталей, мідного наповнювача та введеного водного розчину однієї із органічних кислот, в режимі роботи установки: частота 25,5 Гц, амплітуда коливань 1,5 мм. В табл. 1 наведені поверхнево-активні властивості розчинів лимонної кислоти. В табл. 2 наведені дані, які характеризують продуктивність процесу нанесення мідного покриття та його якість на стальні деталі складної форми (петля меблева, сталь 10) залежно від концентрації та кількості введеного водного розчину лимонної кислоти в зону динамічного контакту деталей та наповнювача. Реалізація способу виконується таким чином: знежирені вироби, які мають шорсткість поверхні Ra£12 мкм та мідні гранули розміром 2-10 мм в масовому співвідношенні 1:1,5 завантажуються насипом в торову камеру 1, якій надають вібрації частотою 25,5 Гц (режим роботи установки ТВУ-5), таким чином забезпечується об'ємне циркуляційне динамічне перемішування технологічних компонентів. В зону динамічного контакту при перемішуванні вводять (1-2)% водний розчин органічної кислоти, наприклад, лимонної, в масовому співвідношенні виробів мідного наповнювача та розчину (1:1,5):(0,1-0,2). Після нанесення покриття вироби промиваються в воді при температурі 20-25°С. Контрольованими параметрами були: витрати часу на нанесення мідного покриття, товщина покриття, пористість, блискучість (визначаються за стандартними методиками). Результатами експериментальних перевірок поверхнево-активних властивостей водних розчинів лимонної кислоти (табл. 1) встановлено, що водні розчини (1-2)%-ної концентрації добре змочують металеві поверхні сталі і міді (кут змочування відповідно 33-24 і 37-26), знижують в 3-4 рази поверхневий натяг води (70,92·103 н/м), шляхом видалення оксидних плівок хімічно активують металеві поверхні виробів і наповнювача, розчинюють і переводять в іонний стан атоми міді. При введенні (1-2)%-ного розчину лимонної кислоти в зону динамічного контакту виробів і наповнювача мідного в масовому співвідношенні виробів наповнювача і водного розчину (1:1,5):(0,1-0,2) при перемішуванні в об'ємі технологічного середовища створюються умови покращеного змочування і доставки іонів міді до важкодоступних місць профільованих виробів, інтенсифікації фізико-хімічних процесів (відновлення іонів міді на поверхні виробів, дифузії адсорбції, адгезії та ін.) утворення покриття. Це підтверджується скороченням в 3-10 разів тривалості нанесення якісного мідного покриття товщиною 10-12 мкм на стальні вироби складної конфігурації (петля меблева, сталь 10) порівняно з тривалістю (60 хв.) нанесення мідного покриття на аналогічні вироби за прототипом (табл. 2). В якості мідного наповнювача використовуються мідні гранули розміром 2-10 мм. Використання гранул менше 2 мм недоцільно з точки зору ускладнення сепарації профільованих виробів. Використання гранул більше 10 мм призводить до появи вм'ятин на покритті. Масове співвідношення виробів і мідного наповнювача 1:1,5 забезпечує рівномірний об’ємний 2 36534 контакт виробів з наповнювачем. Відхилення від цього співвідношення в меншу сторону по виробам або в більшу сторону по наповнювачу відповідно призводить до зменшення продуктивності процесу міднення металевих виробів. Відхилення цього співвідношення в більшу сторону по виробам або в меншу сторону по наповнювачу призводить до співударів виробів і появі вм'ятин на покритті. Як видно із табл. 2, концентрація водного розчину (1-2)% лимонної кислоти при введенні в зону динамічного контакту виробів і наповнювача в масовому співвідношенні виробів наповнювача і водного розчину (1:1,5):(0,1-0,2) за 5-15 хв. дозволяє отримати безпористі, рівномірні по товщині, світлі та блискучі покриття міді на стальних виробах складної форми (табл. 2). Зменшення концентрації водного розчину лимонної кислоти, наприклад, 0,08, призводить до збільшення тривалості процесу і появі 3-5% пористості в покритті. Збільшення концентрації лимонної кислоти в водному розчині, більше за 2%, наприклад, 2,2%, є економічно недоцільним, оскільки тривалість часу на проведення процесу суттєво не скорочується. Відхилення в кількості введеного водного розчину (0,1-0,2) мас. ч. від маси твердих компонентів (вироби плюс наповнювач) в меншу сторону, наприклад, 0,08, призводить до збільшення тривалості процесу нанесення мідного покриття, а відхилення кількості введеного водного розчину лимонної кислоти в більшу сторону, ніж 0,2 мас. ч. є недоцільним, оскільки тривалість процесу нанесення покриття суттєво не зменшується, а якість покриття погіршується, з’являються кольорові плівки на окремих ділянках, підвищується пористість 2-5%. Хімічним аналізом встановлено вміст міді в покритті 99,9%. В покритті відсутні забруднення мікроабразивними домішками. Витрати міді на нанесення покриття в запропонованому способі на 1 м 2 металевої поверхні складають 18-20 г/м 2, що в 3-4 рази менше, ніж у відомому способі за рахунок відсутності в запропонованому способі процесів мікрорізання абразивними зернами. Спосіб дозволяє отримувати на металевих виробах складного профілю покриття із міді рівнотовщенні визначеного складу, безпористих, сві тлих і блискучих, він забезпечує високі санітарногігієнічні умови праці, підлягає механізації та автоматизації. Таблиця 1 № пп 1 2 3 4 5 6 7 8 Концентрація лимонної кислоти, % 0,8 1,0 1,2 1,4 1,6 1,8 2,0 2,2 рН розчину 4,5 4,3 4,1 3,8 3,6 3,5 3,3 3,0 Кут змочування, градус сталь мідь 37 40 33 37 30 34 27 31 26 30 25 28 24 26 23 25 3 Поверхневий натяг s·103н/м 35 31 27 24 20 19 18 18 Таблиця 2 Тривалість (хв.) нанесення мідного покриття товщиною 10-12мкм вміст лимонної кислоти в водному розчину (%) 0,8 1,0 1,2 1,4 1,6 1,8 2,0 2,2 Якість покриття (1:1,5):0,08 29 27 24 22 19 17 16,5 15 Покриття нерівномірне по товщині, має пористість 3-5% тільки для концентрації лимонної кислоти 0,8% 2 (1:1,5):0,1 22,5 16,0 13,5 12,0 10,0 9,0 8,5 8,5 Покриття рівномірне по товщині. світле безпористе 3 (1:1,5):0,12 20,0 14,5 12,5 10,5 9,0 9,0 7,0 7,0 Покриття рівномірне по товщині, безпористе напівблискуче 4 (1:1,5):0,14 19,0 14,0 11,0 9,0 8,5 8,0 7,0 7,0 Покриття рівномірне по товщині, безпористе блискуче 5 (1:1,5):0,16 18 13 9,0 8,0 6,5 6,0 5,5 5,0 Покриття рівномірне по товщині, безпористе блискуче 6 (1:1,5):0,18 17,5 12,5 8,5 7,0 6,5 5,5 5,0 5,0 Покриття безпористе рівномірне по товщині, блискуче 7 (1:1,5):0,20 17,0 12,0 8,0 6,5 6,5 5,5 4,5 4,5 Покриття безпористе рівномірне по товщині, блискуче 8 (1:1,5):0,22 17,0 12,0 7,5 6,0 6,0 5,0 5,0 5,0 При концентрації лимонної кислоти 2,2% покриття має пористість 25%, кольорові плями на окремих ділянках 36534 Масове співвідношення: (вироби, наповнювач) : водний розчин 1 4 № пп 36534 Фіг. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for coppering process of metal articles
Автори англійськоюDzhemelinskyi Vitalii Vasyliovych, Bohomol Ivan Vasyliovych, Huzenko Yurii Mykhailovych
Назва патенту російськоюСпособ омеднения металлических изделий
Автори російськоюДжемелинский Виталий Васильевич, Богомол Иван Васильевич, Гузенко Юрий Михайлович
МПК / Мітки
МПК: C23C 20/00
Мітки: металевих, міднення, спосіб, виробів
Код посилання
<a href="https://ua.patents.su/5-36534-sposib-midnennya-metalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб міднення металевих виробів</a>
Спосіб поверхневого зміцнення металевих виробів
Номер патенту: 31275
Опубліковано: 15.12.2000
Автори: Черватюк Володимир Арсенович, Бережницька Марія Пилипівна, Ткачов Володимир Іванович
МПК: C21D 1/34
Мітки: виробів, металевих, зміцнення, поверхневого, спосіб
Текст:
...що поверхню деталі попередньо титанують контактним способом |2] в негерметичних контейнерах у порошковій суміші /75 % феротитану, 20 % окису алюмінію, 5 % активатору А/ Н^р HF / при температурі ІООО-ПОО °С на протязі 6 год. та електролітично наводнюють в однонормальному розчині сірча ної кислоти з добавкою 5 мг/л двоокису миш"яку при густині струму 2 20 А/м на електроульразвуко-протязі 2-х год., а потім піддають вій обробці...
Багатокамерна установка для дифузійного зміцнення поверхні металевих виробів
Номер патенту: 31606
Опубліковано: 15.12.2000
Автор: Пастух Ігор Маркович
МПК: C23C 10/14, C23C 10/10
Мітки: зміцнення, установка, багатокамерна, поверхні, виробів, дифузійного, металевих
Текст:
...який передбачаєтьс зміцнити, вакуумного насоса 7, вакуумного комутатора у складі клапанів 8,9,1 та вакуумних систем окремих камер 11,12,13, клапанів розгерметизації каме 14,15,16, системи для підготовки газового середовища 17, газового комутатор. у складі клапанів 18,19,20, блока живлення 21, комутатора високої напруги 2.' кількість позицій 23,24,25 якого відповідає числу камер, комутатора систем управління 26, жорстко з'єднаного з...
Спосіб спікання виробів з металевих порошків у прохідній печі та пристрій для його введення в дію
Номер патенту: 569
Опубліковано: 15.12.1993
Автори: Мухоїд Анатолій Якович, Подлубний Володимир Феодосійович, Волкогон Грігорій Міхайловіч, Альтшулєр Наум Борісовіч, Букаєв Анатолій Івановіч, Волошин Ігор Владиславович, Бондаренко Борис Іванович
МПК: B22F 3/10
Мітки: пристрій, спосіб, введення, печі, спікання, дію, порошків, виробів, металевих, прохідний
Формула / Реферат:
1. Способ спекания изделий из металлических порошков в проходной печи, включающий подачу изделий в зону загрузки печи, последовательное перемещение их через зоны предварительного нагрева, спекания, охлаждения и выгрузки при струйной подаче основного и дополнительного технологического газа в зону спекания и в зону предварительного нагрева, соответственно, и отводе отработавшего технологического газа. его охлаждении и возврате, отличающийся...
Спосіб очищення металевих виробів від окалини і пристрій для його здійснення
Номер патенту: 2686
Опубліковано: 26.12.1994
Автори: Лозовий Віктор Іванович, Касьяновський Вячеслав Аркадійович, Євдохін Олексій Іванович, Крихта Валерій Петрович, Виноградова Валентина Василівна, Дручок Генріетта Володимирівна, Гетьман Віктор Андрійович, Галак Микола Матвійович
МПК: B08B 7/04, B08B 3/08, C23G 3/00, B08B 3/10
Мітки: здійснення, виробів, металевих, окалини, пристрій, очищення, спосіб
Формула / Реферат:
1. Способ очистки металлических изделий от окалины, включающий нагрев щелочи переменным магнитным полем и размещение в расплаве щелочи металлических изделий, отличающийся тем, что нагрев осуществляется вначале чередующимися переменными магнитными полями с силовыми линиями, направленными противоположно в двух соседних полях, а затем нагрев магнитными полями осуществляют попеременно в верхних и нижних слоях расплава с частотой 50...
Спосіб отримання металевих виробів
Номер патенту: 7957
Опубліковано: 30.04.1998
Автор: Толпа Анатолій Андрійович
МПК: B21B 1/00
Мітки: спосіб, металевих, виробів, отримання
Формула / Реферат:
Способ получения металлических изделий, включающий пластическую деформацию металла при температуре не ниже температуры нижней критической точки фазовых превращений с частным обжатием не менее 0,10 и последующее охлаждение, отличающийся тем, что в течение деформации непрерывной или прерывистой, с промежуточными охлаждениями и последующими нагревами, независимо от числа предыдущих и последующих схем и режимов, деформацию металла...
Попередній патент: Спосіб діагностики оклюзії артерій аорто-клубового сегмента
Наступний патент: Гірка настойка “явір”
Випадковий патент: Керамічна маса