Спосіб отримання металевих виробів
Формула / Реферат
Способ получения металлических изделий, включающий пластическую деформацию металла при температуре не ниже температуры нижней критической точки фазовых превращений с частным обжатием не менее 0,10 и последующее охлаждение, отличающийся тем, что в течение деформации непрерывной или прерывистой, с промежуточными охлаждениями и последующими нагревами, независимо от числа предыдущих и последующих схем и режимов, деформацию металла осуществляют не менее двух раз в калибрах или бойках следующих систем или их комбинаций: овал-круг, овал-квадрат, овал-ромб, овал-ребровой овал, овал-ящичный калибр, ящичный овал-круг, ящичный овал-квадрат, ящичный овал-ромб, ящичный овал-ребровой овал, ящичный овал-ящичный калибр, гладкая бочка-круг, гладкая бочка-квадрат, гладкая бочка-ромб, гладкая бочка-ребровой овал, гладкая бочка-ящичный калибр, при этом в пластовых калибрах или бойках овальных калибров или на гладкой бочке получают прямоугольное или близкое к прямоугольному сечение со стрелой прогиба по описанному прямоугольнику, не превышающей 0,25 размера по меньшей оси и 0,15 размера по большей оси прямоугольника, а закругления прямоугольника по углам, не превышающие 0,4 его размера по меньшей оси, с частной или суммарной относительной деформацией до изменения ее направления не менее 0,25, а охлаждение осуществляют в любой из охлаждающих сред непрерывно, ступенчато или прерывисто со скоростью не менее 1,5 град/мин до температуры конца структурных превращений.
Текст
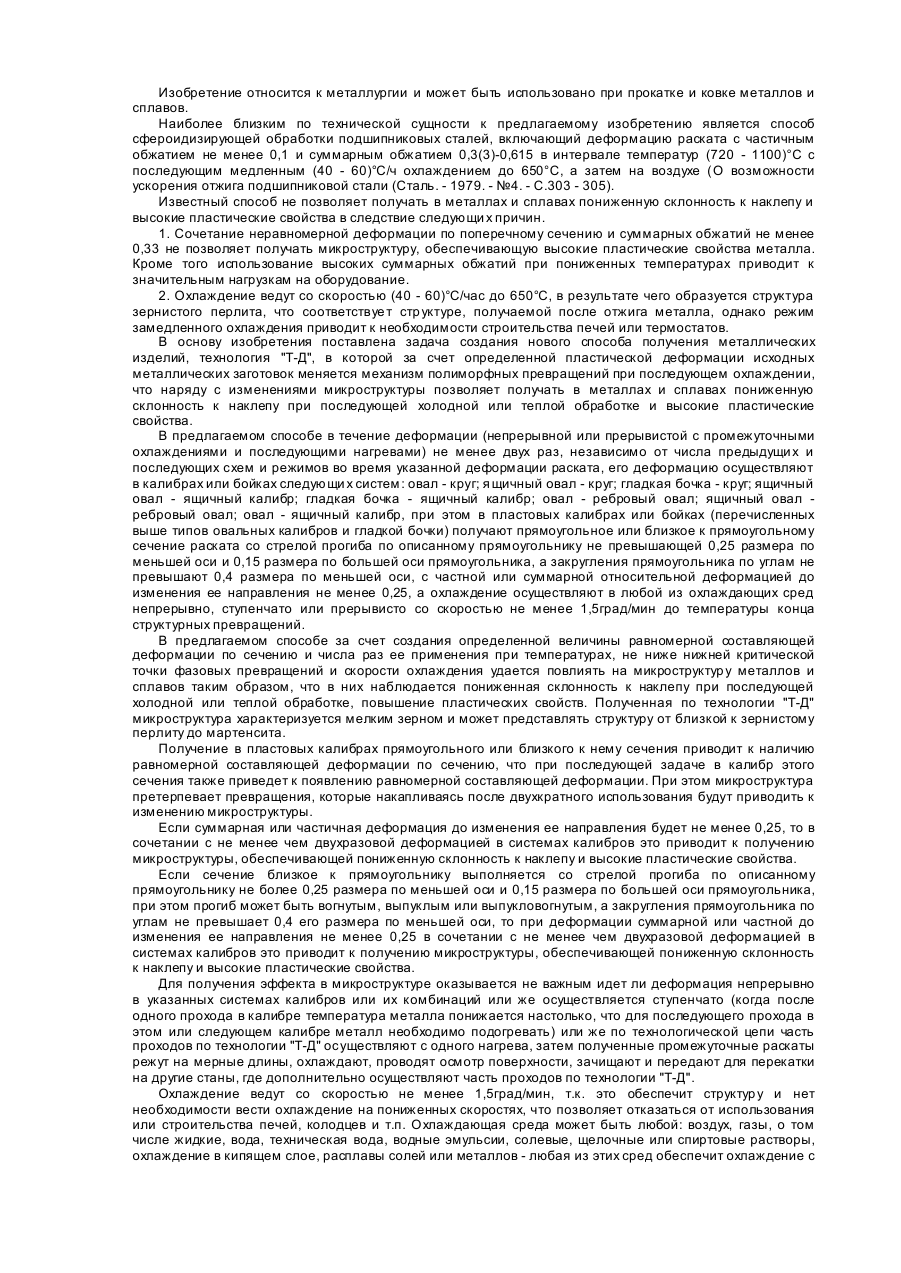
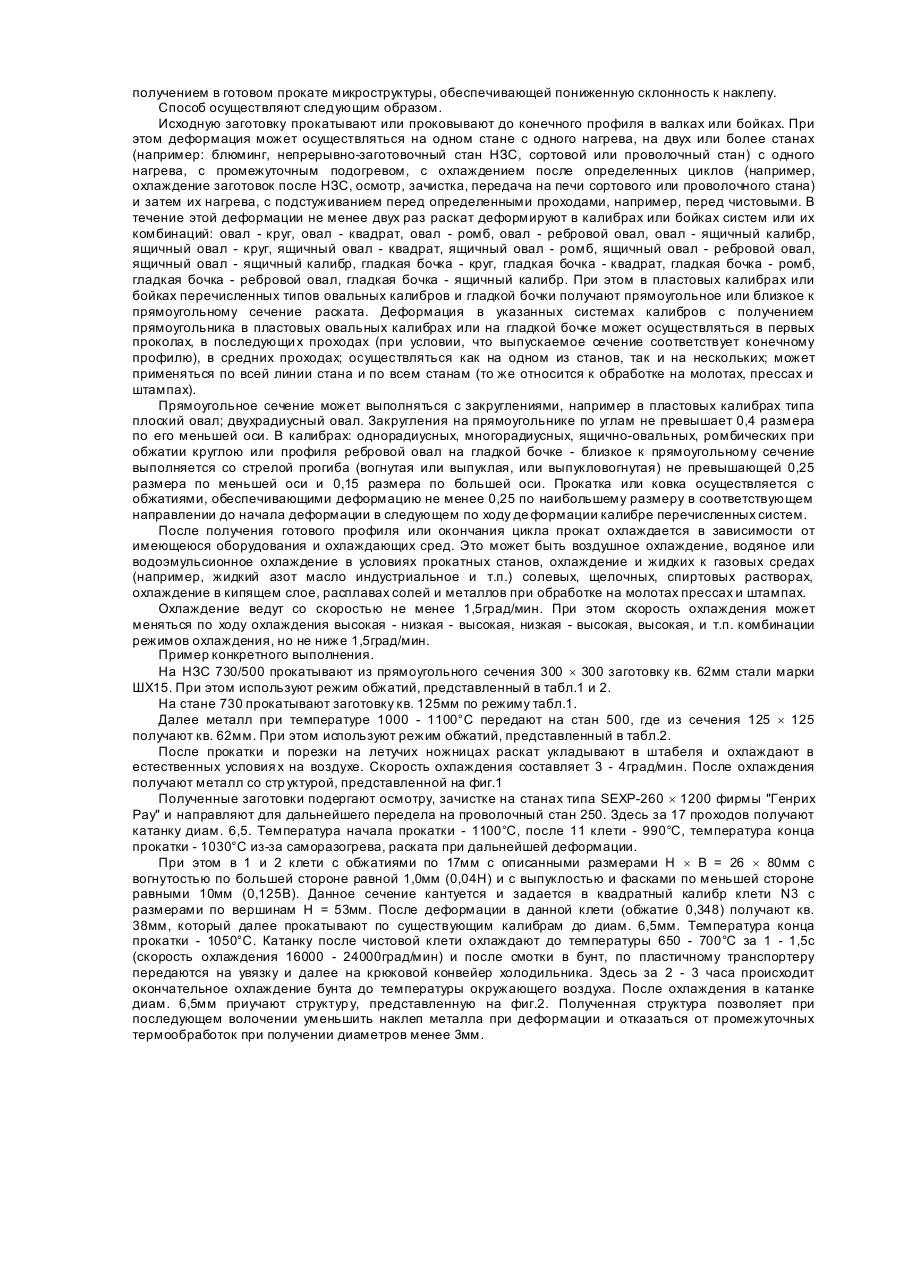
Изобретение относится к металлургии и может быть использовано при прокатке и ковке металлов и сплавов. Наиболее близким по технической сущности к предлагаемому изобретению является способ сфероидизирующей обработки подшипниковых сталей, включающий деформацию раската с частичным обжатием не менее 0,1 и суммарным обжатием 0,3(3)-0,615 в интервале температур (720 - 1100)°C с последующим медленным (40 - 60)°C/ч охлаждением до 650°C, а затем на воздухе (О возможности ускорения отжига подшипниковой стали (Сталь. - 1979. - №4. - С.303 - 305). Известный способ не позволяет получать в металлах и сплавах пониженную склонность к наклепу и высокие пластические свойства в следствие следующи х причин. 1. Сочетание неравномерной деформации по поперечному сечению и суммарных обжатий не менее 0,33 не позволяет получать микроструктуру, обеспечивающую высокие пластические свойства металла. Кроме того использование высоких суммарных обжатий при пониженных температурах приводит к значительным нагрузкам на оборудование. 2. Охлаждение ведут со скоростью (40 - 60)°C/час до 650°C, в результате чего образуется структура зернистого перлита, что соответствуе т стр уктуре, получаемой после отжига металла, однако режим замедленного охлаждения приводит к необходимости строительства печей или термостатов. В основу изобретения поставлена задача создания нового способа получения металлических изделий, технология "Т-Д", в которой за счет определенной пластической деформации исходных металлических заготовок меняется механизм полиморфных превращений при последующем охлаждении, что наряду с изменениями микроструктуры позволяет получать в металлах и сплавах пониженную склонность к наклепу при последующей холодной или теплой обработке и высокие пластические свойства. В предлагаемом способе в течение деформации (непрерывной или прерывистой с промежуточными охлаждениями и последующими нагревами) не менее двух раз, независимо от числа предыдущи х и последующих схем и режимов во время указанной деформации раската, его деформацию осуществляют в калибрах или бойках следующи х систем: овал - круг; я щичный овал - круг; гладкая бочка - круг; ящичный овал - ящичный калибр; гладкая бочка - ящичный калибр; овал - ребровый овал; ящичный овал ребровый овал; овал - ящичный калибр, при этом в пластовых калибрах или бойках (перечисленных выше типов овальных калибров и гладкой бочки) получают прямоугольное или близкое к прямоугольному сечение раската со стрелой прогиба по описанному прямоугольнику не превышающей 0,25 размера по меньшей оси и 0,15 размера по большей оси прямоугольника, а закругления прямоугольника по углам не превышают 0,4 размера по меньшей оси, с частной или суммарной относительной деформацией до изменения ее направления не менее 0,25, а охлаждение осуществляют в любой из охлаждающих сред непрерывно, ступенчато или прерывисто со скоростью не менее 1,5град/мин до температуры конца структурных превращений. В предлагаемом способе за счет создания определенной величины равномерной составляющей деформации по сечению и числа раз ее применения при температурах, не ниже нижней критической точки фазовых превращений и скорости охлаждения удается повлиять на микроструктур у металлов и сплавов таким образом, что в них наблюдается пониженная склонность к наклепу при последующей холодной или теплой обработке, повышение пластических свойств. Полученная по технологии "Т-Д" микроструктура характеризуется мелким зерном и может представлять структуру от близкой к зернистому перлиту до мартенсита. Получение в пластовых калибрах прямоугольного или близкого к нему сечения приводит к наличию равномерной составляющей деформации по сечению, что при последующей задаче в калибр этого сечения также приведет к появлению равномерной составляющей деформации. При этом микроструктура претерпевает превращения, которые накапливаясь после двухкратного использования будут приводить к изменению микроструктуры. Если суммарная или частичная деформация до изменения ее направления будет не менее 0,25, то в сочетании с не менее чем двухразовой деформацией в системах калибров это приводит к получению микроструктуры, обеспечивающей пониженную склонность к наклепу и высокие пластические свойства. Если сечение близкое к прямоугольнику выполняется со стрелой прогиба по описанному прямоугольнику не более 0,25 размера по меньшей оси и 0,15 размера по большей оси прямоугольника, при этом прогиб может быть вогнутым, выпуклым или выпукловогнутым, а закругления прямоугольникапо углам не превышает 0,4 его размера по меньшей оси, то при деформации суммарной или частной до изменения ее направления не менее 0,25 в сочетании с не менее чем двухразовой деформацией в системах калибров это приводит к получению микроструктуры, обеспечивающей пониженную склонность к наклепу и высокие пластические свойства. Для получения эффекта в микроструктуре оказывается не важным идет ли деформация непрерывно в указанных системах калибров или их комбинаций или же осуществляется ступенчато (когда после одного прохода в калибре температура металла понижается настолько, что для последующего прохода в этом или следующем калибре металл необходимо подогревать) или же по технологической цепи часть проходов по технологии "Т-Д" осуществляют с одного нагрева, затем полученные промежуточные раскаты режут на мерные длины, охлаждают, проводят осмотр поверхности, зачищают и передают для перекатки на другие станы, где дополнительно осуществляют часть проходов по технологии "Т-Д". Охлаждение ведут со скоростью не менее 1,5град/мин, т.к. это обеспечит структур у и нет необходимости вести охлаждение на пониженных скоростях, что позволяет отказаться от использования или строительства печей, колодцев и т.п. Охлаждающая среда может быть любой: воздух, газы, о том числе жидкие, вода, техническая вода, водные эмульсии, солевые, щелочные или спиртовые растворы, охлаждение в кипящем слое, расплавы солей или металлов - любая из этих сред обеспечит охлаждение с получением в готовом прокате микроструктуры, обеспечивающей пониженную склонность к наклепу. Способ осуществляют следующим образом. Исходную заготовку прокатывают или проковывают до конечного профиля в валках или бойках. При этом деформация может осуществляться на одном стане с одного нагрева, на двух или более станах (например: блюминг, непрерывно-заготовочный стан НЗС, сортовой или проволочный стан) с одного нагрева, с промежуточным подогревом, с охлаждением после определенных циклов (например, охлаждение заготовок после НЗС, осмотр, зачистка, передача на печи сортового или проволочного стана) и затем их нагрева, с подстуживанием перед определенными проходами, например, перед чистовыми. В течение этой деформации не менее двух раз раскат деформируют в калибрах или бойках систем или их комбинаций: овал - круг, овал - квадрат, овал - ромб, овал - ребровой овал, овал - ящичный калибр, ящичный овал - круг, ящичный овал - квадрат, ящичный овал - ромб, ящичный овал - ребровой овал, ящичный овал - ящичный калибр, гладкая бочка - круг, гладкая бочка - квадрат, гладкая бочка - ромб, гладкая бочка - ребровой овал, гладкая бочка - ящичный калибр. При этом в пластовых калибрах или бойках перечисленных типов овальных калибров и гладкой бочки получают прямоугольное или близкое к прямоугольному сечение раската. Деформация в указанных системах калибров с получением прямоугольника в пластовых овальных калибрах или на гладкой бочке может осуществляться в первых проколах, в последующи х проходах (при условии, что выпускаемое сечение соответствует конечному профилю), в средних проходах; осуществляться как на одном из станов, так и на нескольких; может применяться по всей линии стана и по всем станам (то же относится к обработке на молотах, прессах и штампах). Прямоугольное сечение может выполняться с закруглениями, например в пластовых калибрах типа плоский овал; двухрадиусный овал. Закругления на прямоугольнике по углам не превышает 0,4 размера по его меньшей оси. В калибрах: однорадиусных, многорадиусных, ящично-овальных, ромбических при обжатии круглою или профиля ребровой овал на гладкой бочке - близкое к прямоугольному сечение выполняется со стрелой прогиба (вогнутая или выпуклая, или выпукловогнутая) не превышающей 0,25 размера по меньшей оси и 0,15 размера по большей оси. Прокатка или ковка осуществляется с обжатиями, обеспечивающими деформацию не менее 0,25 по наибольшему размеру в соответствующем направлении до начала деформации в следующем по ходу де формации калибре перечисленных систем. После получения готового профиля или окончания цикла прокат охлаждается в зависимости от имеющеюся оборудования и охлаждающих сред. Это может быть воздушное охлаждение, водяное или водоэмульсионное охлаждение в условиях прокатных станов, охлаждение и жидких к газовых средах (например, жидкий азот масло индустриальное и т.п.) солевых, щелочных, спиртовых растворах, охлаждение в кипящем слое, расплавах солей и металлов при обработке на молотах прессах и штампах. Охлаждение ведут со скоростью не менее 1,5град/мин. При этом скорость охлаждения может меняться по ходу охлаждения высокая - низкая - высокая, низкая - высокая, высокая, и т.п. комбинации режимов охлаждения, но не ниже 1,5град/мин. Пример конкретного выполнения. На НЗС 730/500 прокатывают из прямоугольного сечения 300 ´ 300 заготовку кв. 62мм стали марки ШХ15. При этом используют режим обжатий, представленный в табл.1 и 2. На стане 730 прокатывают заготовку кв. 125мм по режиму табл.1. Далее металл при температуре 1000 - 1100°C передают на стан 500, где из сечения 125 ´ 125 получают кв. 62мм. При этом используют режим обжатий, представленный в табл.2. После прокатки и порезки на летучих ножницах раскат укладывают в штабеля и охлаждают в естественных условия х на воздухе. Скорость охлаждения составляет 3 - 4град/мин. После охлаждения получают металл со стр уктурой, представленной на фиг.1 Полученные заготовки подергают осмотру, зачистке на станах типа SEXP-260 ´ 1200 фирмы "Генрих Pay" и направляют для дальнейшего передела на проволочный стан 250. Здесь за 17 проходов получают катанку диам. 6,5. Температура начала прокатки - 1100°C, после 11 клети - 990°C, температура конца прокатки - 1030°C из-за саморазогрева, раската при дальнейшей деформации. При этом в 1 и 2 клети с обжатиями по 17мм с описанными размерами H ´ B = 26 ´ 80мм с вогнутостью по большей стороне равной 1,0мм (0,04Н) и с выпуклостью и фасками по меньшей стороне равными 10мм (0,125B). Данное сечение кантуется и задается в квадратный калибр клети N3 с размерами по вершинам H = 53мм. После деформации в данной клети (обжатие 0,348) получают кв. 38мм, который далее прокатывают по существующим калибрам до диам. 6,5мм. Температура конца прокатки - 1050°C. Катанку после чистовой клети охлаждают до температуры 650 - 700°C за 1 - 1,5с (скорость охлаждения 16000 - 24000град/мин) и после смотки в бунт, по пластичному транспортеру передаются на увязку и далее на крюковой конвейер холодильника. Здесь за 2 - 3 часа происходит окончательное охлаждение бунта до температуры окружающего воздуха. После охлаждения в катанке диам. 6,5мм приучают структур у, представленную на фиг.2. Полученная структура позволяет при последующем волочении уменьшить наклеп металла при деформации и отказаться от промежуточных термообработок при получении диаметров менее 3мм.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for obtaining metal articles
Автори англійськоюTolpa Anatolii Andriovych, Tolpa Anatolii Andriiovych, Horbenko Valerii Dmytrovych
Назва патенту російськоюСпособ получения металлических изделий
Автори російськоюГорбенко Валерий Дмитриевич, Толпа Анатолий Андреевич
МПК / Мітки
МПК: B21B 1/00
Мітки: виробів, металевих, спосіб, отримання
Код посилання
<a href="https://ua.patents.su/4-7957-sposib-otrimannya-metalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання металевих виробів</a>
Спосіб одержання металевих виробів з заготовок з розвиненою v-образною ліквацією в осьовій зоні
Номер патенту: 5312
Опубліковано: 28.12.1994
Автори: Корінь Андрій Олександрович, Губайдулін Вячеслав Фуатович, Кукуй Давид Пенхусович
МПК: B21B 1/22
Мітки: одержання, ліквацією, зони, розвиненою, металевих, виробів, v-образною, заготовок, спосіб, осьовий
Формула / Реферат:
Способ производства металлических изделий из заготовок с развитой V-образной ликвацией в осевой зоне, включающий отливку заготовки и последующее пластическое деформирование со смещением осевых слоев относительно поверхностных, отличающийся тем, что, с целью улучшения качества и стабильности свойств путем повышения однородности структуры в осевой зоне изделия, при деформировании с опережающим смещением осевых слоев относительно...
Спосіб отримання квадратної заготівки
Номер патенту: 6968
Опубліковано: 31.03.1995
Автори: Дорожко Іван Кирилович, Скороход Микола Михайлович, Луцький Михайло Борисович, Міронов Євген Костянтинович, Селіщев Сергій Єгорович, Дяченко Михайло Григорійович, Луценко Віктор Олександрович, Локтіонов Петро Якович, Молочєк Олександр Васильович, Плотніков Петро Іванович, Чічкан Артур Олексійович
МПК: B21B 1/02
Мітки: квадратної, отримання, спосіб, заготівки
Формула / Реферат:
Способ получения квадратной заготовки, преимущественно на непрерывных и полунепрерывных станах, включающий нагрев заготовки и прокатку в ящичных калибрах чистовой группы, отличающийся тем, что прокатку в чистовом калибре производят с продольной деформацией, составляющей 6...7% от суммарной продольной деформации заготовки.
Спосіб обробки металевих виробів
Номер патенту: 4943
Опубліковано: 28.12.1994
Автор: Фоминський Леонід Павлович
МПК: C21D 1/09
Мітки: обробки, спосіб, металевих, виробів
Формула / Реферат:
Способ обработки металлических изделий, включающий нагрев рабочей поверхности изделия, движущейся с заданной скоростью, электронным пучком, сканируемым в плоскости под заданным углом к направлению движения рабочей поверхности изделия и с фиксированной частотой сканирования, при периодическом изменении во времени угла отклонения пучка по пилообразному закону с нулевой длительностью заднего фронта цикла и с заданной амплитудой сканирования,...
Спосіб зміцнення металевих виробів
Номер патенту: 1649
Опубліковано: 25.10.1994
Автори: Шкляр Віктор Соломонович, Солодкін Михайло Бєніамінович
МПК: C23C 14/32
Мітки: спосіб, виробів, зміцнення, металевих
Формула / Реферат:
Способ упрочнения металлических изделий, включающий разогрев изделия в вакууме и ионно-плазменное нанесение одного или нескольких слоев из металлов IV—VI групп Периодической системы элементов или на основе их нитридов, отличающийся тем, что, с целью повышения срока службы изделий, перед нанесением одного или нескольких слоев металлов IV—VI групп Периодической системы элементов, или их нитридов, наносят слой металла, радиус иона которого...
Спосіб виробництва кільцевих виробів із зовнішнім гребнем
Номер патенту: 19857
Опубліковано: 25.12.1997
Автори: Озимин Віктор Михайлович, Яковченко Олександр Васильович, Новохатній Володимир Якимович, Староселецький Михайло Іліч, Горб Євген Васильович
МПК: B21H 1/00
Мітки: гребнем, зовнішнім, спосіб, виробів, кільцевих, виробництва
Формула / Реферат:
Способ производства кольцевых изделий с наружным гребнем, преимущественно железнодорожных бандажей, содержащий подготовку кольцевой заготовки с гребнем, включающей осадку и прошивку, а также последующую раскатку кольцевой заготовки в одной или нескольких клетях прокатного стана, отличающийся тем, что при подготовке заготовки и раскатке выполняют на заготовке гребень высотой, равной 1,1-1,3 высоты гребня заготовки после прокатки в данной...
Попередній патент: Регулятор тиску
Наступний патент: Пристрій для розробки та кріплення забоя при проведенні виробки в слабких породах
Випадковий патент: Основи з нанесеними покриттями з полісечовини та композиція покриття