Валкові вузли неперервного стана
Номер патенту: 31315
Опубліковано: 15.12.2000
Автори: Штехно Олег Миколайович, Тилик Василь Трохимович, Телюк Віктор Григорович, Суханов Віктор Михайлович, Бриштен Микола Сидорович, Кудрин Володимир Іванович, Трощенков Микола Олексійович, Ніколаєв Віктор Олександрович, Мовшович Вілорд Соломонович, Васильєв Олександр Геннадійович, Боборикін Дмитро Анастасович, Ніколенко Андрій Георгійович

Текст
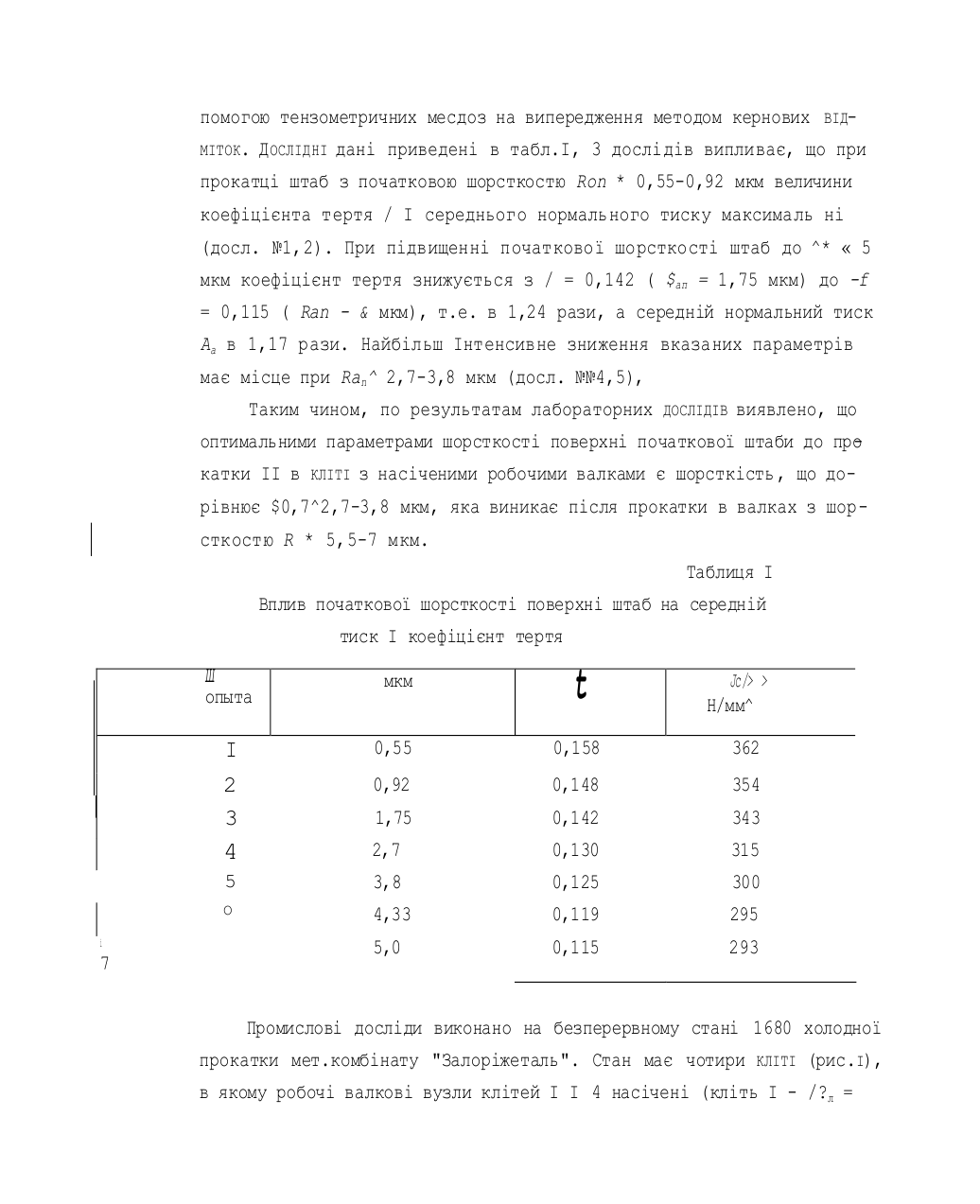
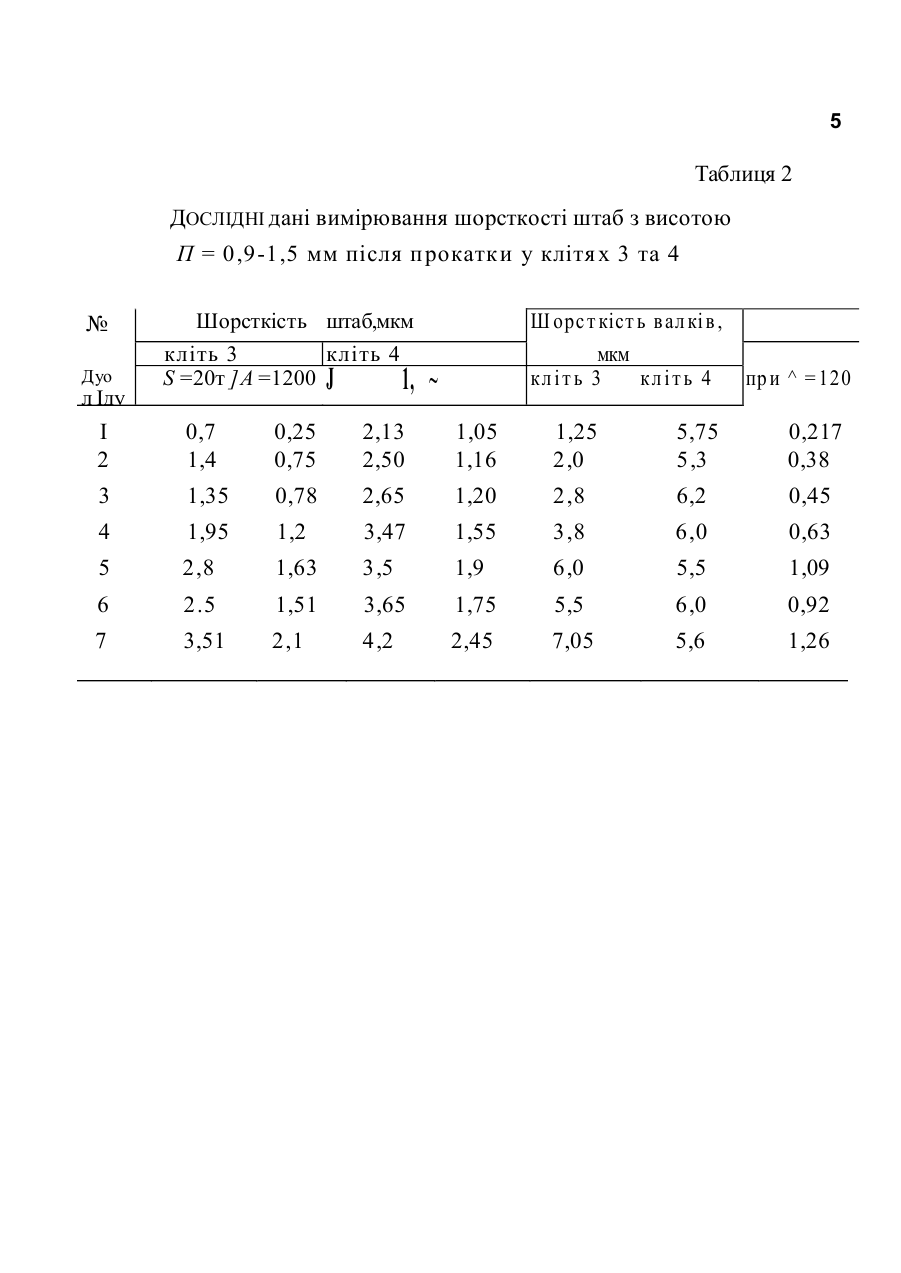
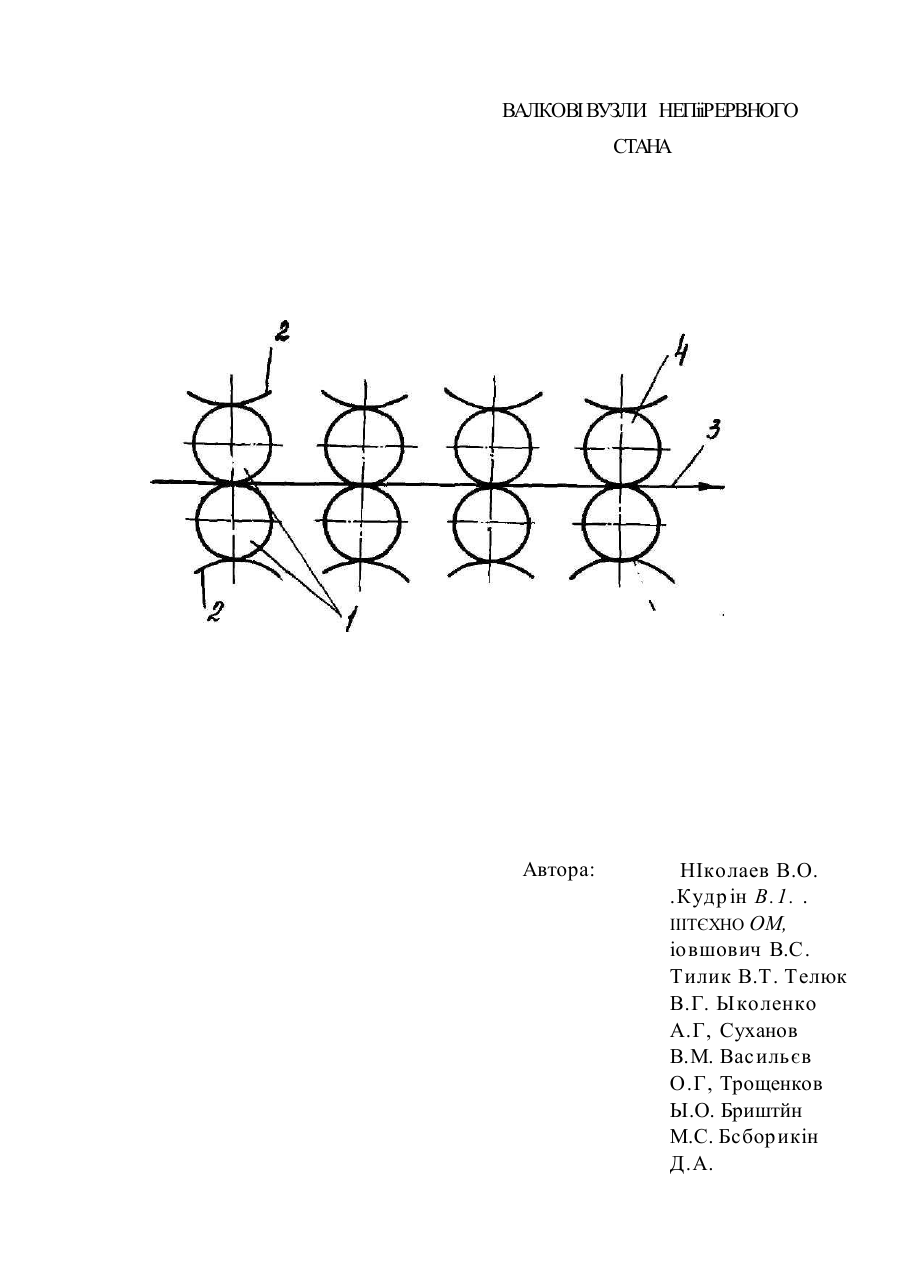
шк б В11 В ВАЛКОВІ ВУЗЛИ НЕПЕРЕРВНОГО СТАНА Винахід належить до виробництва листового металу , зокрема до холодної прокатки штаб на неперервному стані. ВІДОМІ валкові вузли неперервного стана холодної прокатки штаб, в яких передбачасться установлення в першій КЛІТІ стана робочих валків з насіченими поверхнями та середньої шорсткості нерівностей Ra = = 4-5 мкм.(В.А.Николаев, Технология прокатки листов и полос . Учебное пособие.-лиевгУЖ МО Украины, 1990, с. ЮЗ). В проміжних клітях (КЛІТІ 23) використовують шліфовані валки з На = 1-1,5 мкм. Недоліком цього валкового вузла є те, що внаслідок нахилу штаби до одного Із валків його шорсткість зменшується до На = 0,4-0,65 мкм після прокатки всього 20U-300 т металу. Зменшення шорсткості валків привода до зменшення шорсткості поверхні готових штаб , потрапляючих на рекрис талічне відпалювання (шорсткість штаб на зношених валках ВДВІЧІ менше як на самих валках І становить всього кап= 0,2-0,4 мкм.). ііри такій шорсткості штаб відбувається злиплення-схоплювання витків рулонів та утворення дефекту "злом" при дресировці. Готові ЛИСТИ З таким дефектом переводять до некондиційної групи . Найбільш близьким до запропонованого є технічне рішення розглянуте в роботі Л.О.Беняковського та Інш. (Производство автомобильного листа .М. ,йізталлургия,І^79, о.171). В цьому технічному рішенні передбачасться використання в КЛІТІ І стана робочих валків з насіченими поверхнями І середньою шорсткостю нерівностей ка я 3,5-4 мкм. В проміжних клітях (КЛІТІ 2-4 для п'ятиклітьового стана) використовують робочі валки з шорсткостю Ra = 1-1,5 (приблизно 7-ий клас чистоти поверхні). Недоліком таких валкових вузлів s Інтенсивний знос шорсткості поверхні валків чистової КЛІТІ . Після прокатки 400 т металу шорсткість робочих валків чистової КЛІТІ зменшується в 1,4 рази ( з 2,5 до 1,8 мкм /?а )(там же,стр.Г7] Після прокатки I200-I6G0 т металу (норма СТІЙКОСТІ валків) шорсткіст валків зменшується до 0,8-1,2 мкм $а . При такій шорсткості валків , шорсткість штаби дорівнювала —0,4-0,7 мкм Q Qn (при нормі 1,4 -1,6 мкм £а) І не запобігає злипаншо-схоплюванню поверхні витків рулонів при рекристалійному відпалюванні . Останнє викликає утворення при дресировці штаб дефекту "злом", з причини якого готовий метал пе реводиться внекондиційну групу . Крім того, висока шорсткість валків чистової КЛІТІ приводить до появи в осередку деформації значних сил тертя, а внаслідок тиску металу на валки та крутного моменту прокатк підвищення витрат електроенергії , Задачою винаходу є вдосконалення конструкції валкових вузлів безперервного стана холодної прокатки шляхом оптимізації шорсткості їх поверхні, ТехнІчниЛезультатом винаходу є зниження сил тертя, тиску та крутного моменту в чистовій КЛІТІ І, разом з цим, зростання ЗНОСОСТІЙКОСТІ шорсткості поверхні валків І зниження відсортування готової продукції по дефекту "злом" та Іншим дефектам. Рішення задачі забезпечується тим , що в валкових вузлах безперервного стана, включаючих валкові вузли з насіченими та шліфованими , валкового х т т поверхнями передбачені слідуючі ВІДМІНИ : застосування робочоготьузла КЛІТІ ,розтйловзшоІ безпосередньо перед чистовою кліттю , з шорсткістю поверхні, яка складає 0,63-1,09 від шорсткості робочого валкового вузла чистової КЛІТІ. суттєвими прикметами винаходу та технічним результатом , який наступний, _ досягається, Існує'Упричиннйіасд їдко вий зв'язок. Збільшування шорсткості робочих валків валкового вузла передчистової КЛІТІ забезпечує збілі шенню шорсткості поверхні штаби , що входить в осередок деформації чиє тової КЛІТІ, а водночас з цим покращення умов захвату в осередок де формації технологічного мастила , зниження сил тертя, звищення зносо- і СТІЙКОСТІ шорсткості робочого валкового вузла чистової КЛІТІ, звищен ня шорсткості штаби перед відпалюванням та зростання якості поверхні І готової продукції. ' На фігурі зображена схема розміщення безперервного стана з 4-х клітей з робочими валковими вузлами, розташованими між опорними вал ками 2; штаба 3 прокатується на всіх клітях стана І виходячи з чистової (четвертої) КЛІТІ з необхідними розмірами та величинами шорсткості поверхні. Робочі валкові вузли в клітях 1,3,4 з насіченими поверхнями , а в КЛІТІ 2 - тільки зі шліфованою поверхнею. Безперервний стан холодної прокатки з пропонованими валковими вузлами працює слідуючим чином. ПІдкат гарячого прокату після травління задають в першу кліть стана» робочі валки якої мають насічену поверхню з шорсткістю к$ = » 4-8 мкм, що забезпечує захват переднього кінця штаби без пробуксо вування. Штаба прокатується в першій, а потім в кожній послідуючій КЛІТІ. Шорсткість поверхні робочих валків КЛІТІ 3 дорівнює £# = 3,5-7 мкм, а КЛІТІ 4 - $ а = 5-6 мкм. Застосування насічених робочих валків передчистової КЛІТІ (3), забезпечує збільшення шорсткості поверхні штаби після передчистової КЛІТІ (3), покращення умов захвату технологічного мастила в осередок деформації чистової КЛІТІ 4, зниження сил тертя та звищення ЗНОСОСТІЙКОСТІ шорсткості поверхні робочих валків чистової КЛІТІ'4. Ефективність цього технічного рішення обгрунтована лабораторними та промисловими дослідами, результати яких приведені нижче . Лабораторні дослідження зроблені на стані з діаметром валків D = 100 мм з шорсткостю поверхні ка ^4,5 мкм. Швидкість прокатки і^ =* 0,3 м/с. В валках прокатували штаби з алюмінію з шорсткостю поверхні Кдл= 0,5 -5,0 мкм та обтиском > Н/мм^ Промислові досліди виконано на безперервному стані 1680 холодної прокатки мет.комбінату "Залоріжеталь". Стан має чотири КЛІТІ (рис.І), в якому робочі валкові вузли клітей І І 4 насічені (кліть І - /?л = 5 Таблиця 2 ДОСЛІДНІ дані вимірювання шорсткості штаб з висотою П = 0,9-1,5 мм після прокатки у клітя х 3 та 4 № Дуо л Іду Шорсткість штаб,мкм кліть 3 кліть 4 S =20т ]А =1200 J 1, Ш орс т кіст ь вал кі в , мкм кл і т ь 3 кл і т ь 4 ~ пр и ^ = 120 І 2 0,7 1,4 0,25 0,75 2,13 2,50 1,05 1,16 1,25 2,0 5,75 5,3 0,217 0,38 3 1,35 0,78 2,65 1,20 2,8 6,2 0,45 4 1,95 1,2 3,47 1,55 3,8 6,0 0,63 5 2,8 1,63 3,5 1,9 6,0 5,5 1,09 6 2.5 1,51 3,65 1,75 5,5 6,0 0,92 7 3,51 2,1 4,2 2,45 7,05 5,6 1,26 б » 4-8 МКМ; КЛІТЬ 4 - R а =3,6-5 мкм), в КЛІТІ 2 - шліфовані з R a = 1,0-1,б мкм, в КЛІТІ 3 - використовують шліфовані ( ка «1,0 - І.бмкк І насічені - з J?a ж 3,5-8 мкм, В процесі прокатки від штаб відбирали зразки з метою вимірювання шорсткості поверхні , аналізували якість поверхні штаб після відпалювання та дресіровки . ДОСЛІДНІ дані приведені в та.бл .2, з якої витікаг, що під час пре катки в лередчистовій КЛІТІ В шліфованих валках (дос.І,2) забезпечує шорсткість готових штаб після КЛІТІ 4 в межах капя^*05-1,16 мкм після прокатки G н 1200 т металу. Ця шорсткість нижче оптимальної ( Йдя =1,5-2,0 мкм) І не запобігає утворенню дефекту "злом" на поверхні металу під час дресіровки. В цьому випадку відношення п жксв/каІ7 дорівнює 0,217-0,38. Використання шорсткості валків КЛІТІ 3 З П Ш =«0,45 (дос.З) також не забезпечує отримання штаб з Ran> І>5 мкм в КЛІТІ 4. Використання робочих валків в КЛІТІ 3 З П « 0,63-1,09 (дос.4 65 дозволяє отримати після прокатки в КЛІТІ 4 Ь я 1200 т металу» шорсткість поверхні штаб з $ап «1,55-1,9 мкм, що відповідає оптималь ній величині. Збільшення відношення О, до 1,26 (дос*7) приведе до отримання дуже високої шорсткості штаби після КЛІТІ 4, рівной к an ж «2,45 мкм, що не доцільно І сприяє забрудненню поверхні штаби техноло гічним мастилом та металевими частинками зносу валків . Таким чином, оптимальною є величина шорсткості робочих валків КЛІТІ 3 (предчистової), складаюча 0,63-1,09 від шорсткості валків КЛІТІ 4» Пропонований валковий вузол неперервного стана холодної прокатки забезпечує по даним практики виключення дефекту "злом" та підвищення якості форми штаб (площинності) за рахунок зниження сил тертя та тиску в осередку деформації чистової КЛІТІ. ВАЛКОВІ ВУЗЛИ НЕПііРЕРВНОГО СТАНА Автора: НІколаев В.О. .Кудр ін В.1. . ІІІТЄХНО ОМ, іовшович B.C. Тилик В.Т. Телюк В.Г. Ыколенко А.Г, Суханов В.М. Васильєв О.Г, Трощенков Ы.О. Бриштйн М.С. Бсборикін Д.А.
ДивитисяДодаткова інформація
Назва патенту англійськоюRoller units of continuous mill
Автори англійськоюNikolaiev Viktor Oleksandrovych, Kudrin Volodymyr Ivanovych, Shtekhno Oleh Mykolaiovych, Movshovych Vilord Solomonovych, Tylyk Vasyl Trokhymovych, Teliuk Viktor Hryhorovych, Nikolenko Andrii Heorhiiovych, Sukhanov Viktor Mykhailovych, Vasyl’iev Oleksandr Hennadiiovych, Troschenkov Mykola Oleksiiovych, Bryshten Mykola Sydorovych, Boborykin Dmytro Anastasovych
Назва патенту російськоюВалковые узлы непрерывного стана
Автори російськоюНиколаев Виктор Александрович, Кудрин Владимир Иванович, Штехно Олег Николаевич, Мовшович Вилорд Соломонович, Тылык Василий Трофимович, Телюк Виктор Григорьевич, Николенко Андрей Георгиевич, Суханов Виктор Михайлович, Васильев Александр Геннадиевич, Трощенков Николай Алексеевич, Бриштен Николай Сидорович, Боборыкин Дмитрий Анастасович
МПК / Мітки
МПК: B21B 27/02
Мітки: стана, валкові, неперервного, вузлі
Код посилання
<a href="https://ua.patents.su/8-31315-valkovi-vuzli-neperervnogo-stana.html" target="_blank" rel="follow" title="База патентів України">Валкові вузли неперервного стана</a>
Валкові вузли неперервного прокатного стану
Номер патенту: 4868
Опубліковано: 28.12.1994
Автори: Мовшович Вілорд Соломонович, Пилипенко Сергій Степанович, Кудрин Володимир Іванович, Морозов Вячеслав Дмитрович, Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Трощенков Микола Олексійович, Тилик Василь Трохимович, Суханов Віктор Михайлович, Литвинов Євген Васильович
МПК: B21B 27/02
Мітки: прокатного, стану, неперервного, валкові, вузлі
Формула / Реферат:
Валковые узлы непрерывного прокатного стана, преимущественно широкополосного, содержащее смежные рабочие валки, из которых один цилиндрический, а другой имеет выпуклый профиль, и опорные валки с цилиндрической и (или) выпуклой средней частью и симметричными ей концевыми скосами, длина которых уменьшается от одной клети к другой в направлении прокатки, отличающиесятем, что, с целью повышения выхода годного проката путем снижения обрывности...
Робоча кліть двадцятивалкового стана
Номер патенту: 29888
Опубліковано: 15.11.2000
Автори: Шпак Віктор Іванович, Сатонін Олександр Володимирович, Федорінов Володимир Анатольович, Ткачьов Юрій Олександрович, Потапкін Віктор Федорович
МПК: B21B 13/00
Мітки: робоча, стана, двадцятивалкового, кліть
Текст:
...2 - верхній центральний кут; фіг. 3 - боковий клин; фіг. 4 - опорний валок; фіг. 5 – плита опорна. Робоча кліть (фіг. 1) багатовалкового стану, який має станини (поз. 1), механізм регулювання профілю штаби (поз. 2), механізм регулювання то вщини штаби (поз. 3), комплект валків, який має дві (верхню та нижню) валкові піраміди (поз. 4), механізм установки нижньої валкової піраміди у нулевій рівень прокатки, подібний по діям механізм...
Валок стана холодної прокатки труб

Номер патенту: 19528
Опубліковано: 25.12.1997
Автори: Алпатов Євгеній Миколайович, Вольфович Георгій Вольфович, Кравченко Юрій Олексійович, Ісаков Євген Борисович, Островський Ігор Петрович, Верещагін Олександр Давидович, Більдін Констянтин Михайлович, Борисенко Юрій Миколайович, Сандульский Борис Степанович, Чуб Анатолій Васильович, Попов Марат Васильович, Черкащенко Татяна Володимирівна
МПК: B21B 21/02, B21B 21/00
Мітки: валок, стана, труб, холодної, прокатки
Формула / Реферат:
Валок стана холодной прокатки труб, включающий установленный на круглом валу кольцевой калибр с ручьем переменного сечения, отличающийся тем, что калибр выполнен разъемным по диаметру, его половины соединены друг с другом болтами, расположенными перпендикулярно плоскости разъема, при этом со стороны зева и калибрующей зоны между торцами половин калибра имеется зазор, величина которого составляет 0,001-0,1 диаметра вала.
Привід валків рухомої кліті стана холодної прокатки труб

Номер патенту: 4810
Опубліковано: 28.12.1994
Автори: Кекух Станіслав Миколайович, Соя Володимир Іванович, Ткаченко Микола Володимирович, Яременко Микола Іванович, Король Микола Миколайович, Самойленко Генадій Дмитрович, Куценко Олександр Іванович, Загребельний Віктор Терентійович, Головачов Володимир Якович, Літвін Григорій Дмитрович, Цупкін Анатолій Вікторович, Лагутін Борис Миколайович, Масошін Леонід Михайлович, Король Радомір Миколайович, Третяк Володимир Якович
МПК: B21B 35/06, B21B 21/00
Мітки: прокатки, труб, привід, кліті, стана, холодної, рухомої, валків
Формула / Реферат:
Привод валков подвижной клети стана холодной прокатки труб, содержащий посаженные на шейках валков ведомые и ведущие шестерни, взаимодействующие с установленными в станине стана рейками, имеющими механизм для их продольного перемещения, отличающийся тем, что последний выполнен в виде двух винтов с упорами, каждая из реек выполнена с возможностью продольного, вертикального и поперечного перемещении и в виде балки Т-образного сечения, а...
Станина робочої кліті стана холодної прокатки труб

Номер патенту: 26073
Опубліковано: 30.04.1999
Автори: Загребельний Віктор Терентьович, Самойленко Генадій Дмитрович, Масошін Леонід Михайлович, Король Радомір Миколайович, Куценко Олександр Іванович, Кекух Станіслав Миколайович, Король Микола Миколайович, Літвін Григорій Дмитрович, Яременко Микола Іванович, Ткаченко Олег Миколайович
МПК: B21B 31/00
Мітки: труб, прокатки, кліті, стана, робочої, станина, холодної
Формула / Реферат:
Станина рабочей клети стана холодной прокатки труб, представляющая собой цельную отливку, состоящую из двух боковых рам двутаврового сечения, соединенных между собой перемычкой, основание с опорами и расположенными в нижней части станины боковыми выступами с направляющими, отличающаяся тем, что опоры выполнены в виде двух расположенных вдоль основания прямоугольных рам скольжения из антифрикционного материала, а между боковыми выступами и их...
Попередній патент: Спосіб лікування облисіння та пристрій для його здійснення
Наступний патент: Вузол подушок валків кліті кварто
Випадковий патент: Спосіб лікування передчасного телархе у дівчат