Спосіб гарячого прокатування зливка
Номер патенту: 24502
Опубліковано: 21.07.1998
Автори: Дев'ятисильний Валентин Іванович, Павловський Борис Григорович, Єсаулов Генадій Олександрович, Черненко Валерій Васильович, Гетало Володимир Іванович

Формула / Реферат
Способ горячей прокатки слитка, включающий нагрев слитка и его прокатку, отличающийся тем, что прокатку слитка осуществляют на пилигримовом стане, установив слиток и удерживая его по оси прокатки стана в процессе деформации с помощью дорна, введенного в выполненное а головной части слитка отверстие, глубина которого составляет 1,0 ¸ 1,5 диаметра подвергаемого прокатке слитка.
Текст
Изобретение относится к обработке металлов давлением и может быть использовано при горячей прокатке круглых или близких к ним слитков, например, типа "ромашка". Известен способ, включающий нагрев слитка и его прокатку. Причем слиток нагревают до температуры 1250 - 1300°C, а прокатку осуществляют на двухвалковом реверсивном стане за четыре прохода с промежуточными кантовками на 90°. При этом за первый проход формируют подготовительный овал в плоском горизонтальном овальном калибре, за второй проход формируют ребровой овал в чистовом круглом калибре за счет увеличения зазора между буртами валков, в который и затекает металл в процессе деформации. За третий проход формируют предчистовой овал в плоском горизонтальном овальном калибре со свободным уширением металла, а за четвертый проход формируют круглый профиль в круглом калибре (А.с. СССР №1833212, кл. B21B1/02, 1991). При осуществлении данного способа на втором проходе размеры и форма формируемого профиля слитка не стабильны по его длине и от слитка к слитку, так как прокатка производится, практически, в открытом калибре вследствие увеличения зазора между буртами валков. При первом и третьем проходе ширина и форма профиля также нестабильны, так как прокатка производится при свободном уширении металла. В результате, полученный при трех проходах на реверсивном стане слиток характеризуется низкой точностью геометрических размеров и при четвертом проходе в круглом калибре со сведенными валками, вследствие наличия выпусков калибра валков, на наружной поверхности готового прокатанного слитка (вдоль его длины) возникают дефекты поверхности, формируемой в зоне выпусков, - бурты в виде продольных выступов либо лыски. Так в случае, если после третьего прохода площадь поперечного сечения деформируемого слитка имеет отклонение в меньшую сторону, то чистовой калибр заполняется не полностью, вдоль слитка остаются лыски с диаметрально противоположных сторон профиля. Количественно образование этого дефекта поверхности усугубляется еще и неравномерностью деформации овала в круглом калибре - по вершинам ручьев профиль деформируется больше, по выпускам меньше. В случае же отклонения площади поперечного сечения в большую сторону происходит переполнение чистового калибра с затеканием металла в выпуски. Образуется дефект поверхности - два бурта в виде продольных выступов вдоль всей длины слитка (или его части) с диаметрально противоположных сторон профиля. В основе данного изобретения лежит решение задачи по усовершенствованию способа горячей деформации слитка путем изменения условий прокатки, за счет чего повышается качество поверхности прокатанного слитка. Поставленная задача решена тем, что в способе горячей прокатки слитка, включающем его нагрев и последующую прокатку, согласно изобретения, прокатку слитка осуществляют на пилигримовом стане, установив слиток и удерживая его по оси стана в процессе деформации с помощью дорна, введенного в выполненное в головной части слитка отверстие, глубина которого составляет 1,0 - 1,5 диаметра прокатываемого слитка. Отличие предлагаемого способа от прототипа заключается в том, что прокатка осуществляется на пилигримовом стане с указанной выше установкой слитка по оси стана. Техническим результатом использования данного способа является повышение качества поверхности прокатанного слитка. Это достигается тем, что деформация слитка в пилигримовом стане происходит с периодической подачей и поворотом деформируемого слитка на 90° не менее 50 - 60 раз за время деформации всего слитка в круглом закрытом калибре с переменным вдоль оси прокатки сечением. Сама возможность прокатки слитка в пилигримовом стане обеспечивается установкой слитка в стане с помощью дорна, введенного в отверстие предлагаемой глубины, предварительно выполненное в головной части слитка. Деформация слитка на пилигримовом стане в закрытом круглом калибре обеспечивает получение прокатанного слитка, на поверхности которого отсутствуют дефекты в виде буртов и лысок. Это связано с тем, что даже в случае незначительного затекания металла в выпуски калибра валков стана, после очередной подачи с кантовкой слитка на 90° образовавшиеся бурты, оказавшись в вершинах калибра, раскатываются. И так не менее 50 - 60 раз за время деформации всего слитка. А лыски вообще не образуются, так как диаметр подаваемого в калибр слитка больше диаметра калибра. Предлагаемый способ осуществляется следующим образом. Стальной слиток с круглым поперечным профилем (или близким к круглому, например, типа "ромашки") нагревают до температуры горячей деформации, помещают в контейнер прошивного пресса, где в его головной части по оси продавливают отверстие глубиной 1,0 - 1,5 диаметра слитка. После этого, передав слиток на входную сторону пилигримового стана и закрепив его на дорне, введенном в отверстие, устанавливают слиток по оси прокатки стана. Затем слиток подают в калибр валков пилигримового стана, где деформируют слиток по всей его длине в течение одного прохода с кантовкой вокруг оси прокатки на 90° после каждой очередной подачи в калибр валков. Сравнительные испытания предлагаемого способа и способа по прототипу проводили с использованием круглых слитков диаметром 450мм из стали марки 20, которые нагревали в кольцевой печи до температуры 1250 - 1280°C. В обоих случаях диаметр прокатанных слитков был равен 250мм, коэффициент вытяжки при прокатке составил 3,2. При прокатке по предлагаемому способу нагретый слиток помещали в контейнер прошивного пресса. В головной части слитка по его оси продавили пуансоном отверстие глубиной 340, 450, 560, 680 и 800мм, что соответствует 0.75; 1,0; 1,25; 1,5 и 1,75 диаметра слитка (по 3 слитка на каждый вариант). После этого, передав слиток рольгангом на входную сторону пилигримового стана и закрепив его на дорне, введенном в отверстие, установили слиток по оси прокатки стана. Затем слиток задали в калибр валков стана, где деформировали слиток по всей его длине в течение одного прохода с кантовкой вокруг оси прокатки на 90° после каждой очередной подачи в калибр валков стана. Прокатанный слиток сняли с дорна. После охлаждения прокатанных слитков обрезали огневым способом пилигримовые головки. Следует отметить, что головная часть слитка, в которой продавливается отверстие, содержит литейные дефекты и заведомо подлежит обрезке. Поэтому обрезка пильгерголовки, которая производится после остывания прокатанных слитков не приводит к увеличению расходного коэффициента металла. При прокатке по предлагаемому способу прокатанные слитки дефектов поверхности не имели - отсутствовали как бурты, так и лыски. При этом во время прокатки слитки с отверстием в его головной части глубиной менее 1,0 диаметра слитка имели место случаи разъединения слитка и дорна, что делало невозможным дальнейшее продолжение процесса прокатки. Это происходило таким образом. Во время очередной подачи слитка в калибр стана тормозное устройство производит его торможение для предупреждения удара слитка о валки. В этот момент слиток, двигаясь по инерции в направлении стана, сходит с дорна. При глубине отверстия 1,0 и более диаметра слитка силы трения между поверхностью дорна и внутренней поверхностью отверстия в головной части слитка имеют большую величину, достаточную для удержания прокатываемого слитка на дорне. При глубине отверстия более 1,5 диаметра слитка прокатка проходила нормально, но, однако, увеличивался расходный коэффициент металла (на 20%), что не целесообразно, так как это неоправданно увеличивает длину обрезаемой головной части слитка после его прокатки. При прокатке по прототипу слитков в количестве 20 штук часть прокатанных слитков имели дефекты поверхности: 15% - бурты и 25% лыски. Таким образом, использование предлагаемого способа по сравнению с прототипом повышает качество поверхности прокатанных слитков, исключив образование дефектов поверхности в виде как буртов, так и лысок.
ДивитисяДодаткова інформація
Автори англійськоюPavlovskyi Borys Hryhorovych
Автори російськоюПавловский Борис Григорьевич
МПК / Мітки
МПК: B21B 1/02
Мітки: зливка, гарячого, спосіб, прокатування
Код посилання
<a href="https://ua.patents.su/2-24502-sposib-garyachogo-prokatuvannya-zlivka.html" target="_blank" rel="follow" title="База патентів України">Спосіб гарячого прокатування зливка</a>
Спосіб прокатування плоских заготовок
Номер патенту: 23203
Опубліковано: 19.05.1998
Автори: Котькорло Володимир Маркович, Штехно Олег Миколайович, Ситий Володимир Іванович, Прокопенко Едуард Васильович, Ніколаев Віктор Олександрович, Тилик Василь Трохимович, Дишлевич Ігор Йосипович, Богатирь Віктор Петрович, Ксензук Феофан Андрійович, Мовшович Вілорд Соломонович, Васильєв Олександр Геннадійович, Маслов Василь Олександрович, Калабухов Віктор Іванович
МПК: B21B 1/22
Мітки: прокатування, плоских, заготовок, спосіб
Формула / Реферат:
Способ прокатки плоских заготовок, включающий обжатие исходных слябов в нескольких проходах в вертикальных и горизонтальных валках стана слябинг с неравномерным обжатием по проходам, отличающийся тем, что бездефектный конец слитка прокатывают передним в начале в паре вертикальные валки - горизонтальные валки, а дефектный конец при реверсе валков в паре горизонтальные валки - вертикальные валки и при этом обжатие по ширине слитка (раската) в...
Спосіб прокатування профілів
Номер патенту: 5339
Опубліковано: 28.12.1994
Автори: Толпа Анатолій Андрійович, Ніколаєв Едуард Петрович
МПК: B21B 1/02
Мітки: спосіб, прокатування, профілів
Формула / Реферат:
Способ прокатки профилей, включающий формирование подката в ящичном калибре в виде прямоугольника с переходными участками между его сторонами и прокатку его в калибрах простой формы с первоначальным контактом при захвате боковых поверхностей калибров с переходными участками, отличающийся тем, что, с целью повышения устойчивости процесса за счет улучшения условий захвата в калибрах простой формы, подкат формируют с двугранными переходными...
Спосіб управління розкроєм зливка на машині безперервного лиття заготовок
Номер патенту: 5399
Опубліковано: 28.12.1994
Автори: Худанов Володимир Констянтинович, Крамарь Віктор Григорович, Фалькович Валерій Михайлович, Кац Григорій Аронович, Каплан Володимир Нусійович, Кошелев Олександр Євдокимович, Шмельцер Іван Іванович
МПК: B22D 11/16
Мітки: лиття, заготовок, управління, безперервного, зливка, розкроєм, машини, спосіб
Формула / Реферат:
(57) Способ управления раскроем слитка на машине непрерывного литья заготовок, включающий размещение датчика длины на редукторе тянущей клети, задание длины заготовки, определение текущей длины заготовки и подачу команды на рез, отличающийся тем, что проводят измерение раствора валков тянущих клетей, по которым вычисляют коэффициенты удлинения слитка для каждой тянущей клети, а текущую длину заготовки определяют по...
Спосіб прокатування штаб
Номер патенту: 19714
Опубліковано: 25.12.1997
Автори: Штехно Олег Миколайович, Романіко Борис Павлович, Прищип Микола Ігнатович, Тилик Василь Трохимович, Васильєв Олександр Генналійович, Мовшович Вілорд Соломонович, Трофімов Віталій Олександрович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: спосіб, штаб, прокатування
Формула / Реферат:
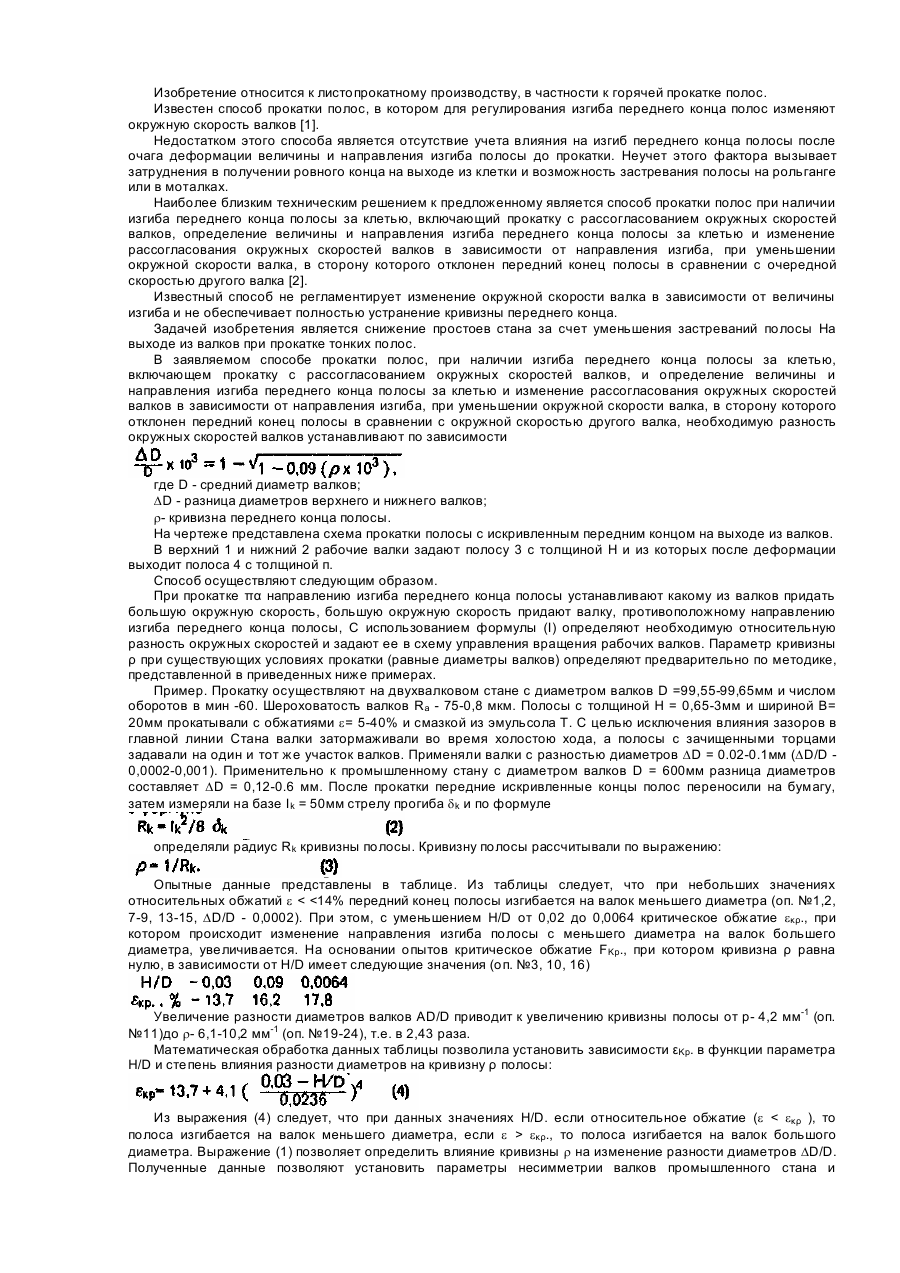
Способ прокатки полос при наличии изгиба переднего конца полосы за клетью, включающий прокатку с рассогласованием окружных скоростей валков, определение величины и направления изгиба переднего конца полосы за клетью и изменение рассогласования окружных скоростей валков в зависимости от направления изгиба, при уменьшении окружной скорости валка, в сторону которого отклонен передний конец полосы в сравнении с окружной скоростью другого валка,...
Спосіб прокатування круглих профілів
Номер патенту: 5340
Опубліковано: 28.12.1994
Автори: Ніколаєв Едуард Петрович, Толпа Анатолій Андрійович
МПК: B21B 1/16
Мітки: профілів, спосіб, круглих, прокатування
Формула / Реферат:
Способ прокатки круглых профилей, включающий ребровую прокатку в круглом калибре полосовой заготовки с плоскими боковыми гранями, имеющей толщину в пределах 0,75-0,87 диаметра круглого калибра, отличающийся тем, что, с целью интенсификации процесса прокатки путем повышения вытяжной способности круглого калибра, прокатку в нем ведут из прямоугольной заготовки с отношением ширины к толщине в пределах 1,9-3,5, грани которой сопряжены...
Попередній патент: Транспортний засіб сільськогосподарського призначення
Наступний патент: Гвинтова машина
Випадковий патент: Спосіб активної дестратифікації рідини