Спосіб виконання початкової ділянки шва при електрошлаковому зварюванні виробів з кільцевими стиками
Номер патенту: 39610
Опубліковано: 10.03.2009
Автори: Красільніков Сергій Геннадійович, Гуліда Володимир Пантелійович, Литвиненко Сергій Миколайович, Гуліда Ярослав Володимирович, Косінов Сергій Миколайович
Формула / Реферат
Спосіб виконання початкової ділянки шва при електрошлаковому зварюванні виробів з кільцевими стиками, при якому в зварному проміжку розміщують і закріплюють карман, а потім подають флюс і електродний матеріал для виконання зварювального процесу, який відрізняється тим, що як карман застосовують порожнистий мідний водоохолоджуваний елемент, а для відтворення безпосередньо електрошлакового процесу в зону розпочинання процесу зварювання вводять розплавлений флюс та електродний матеріал.
Текст
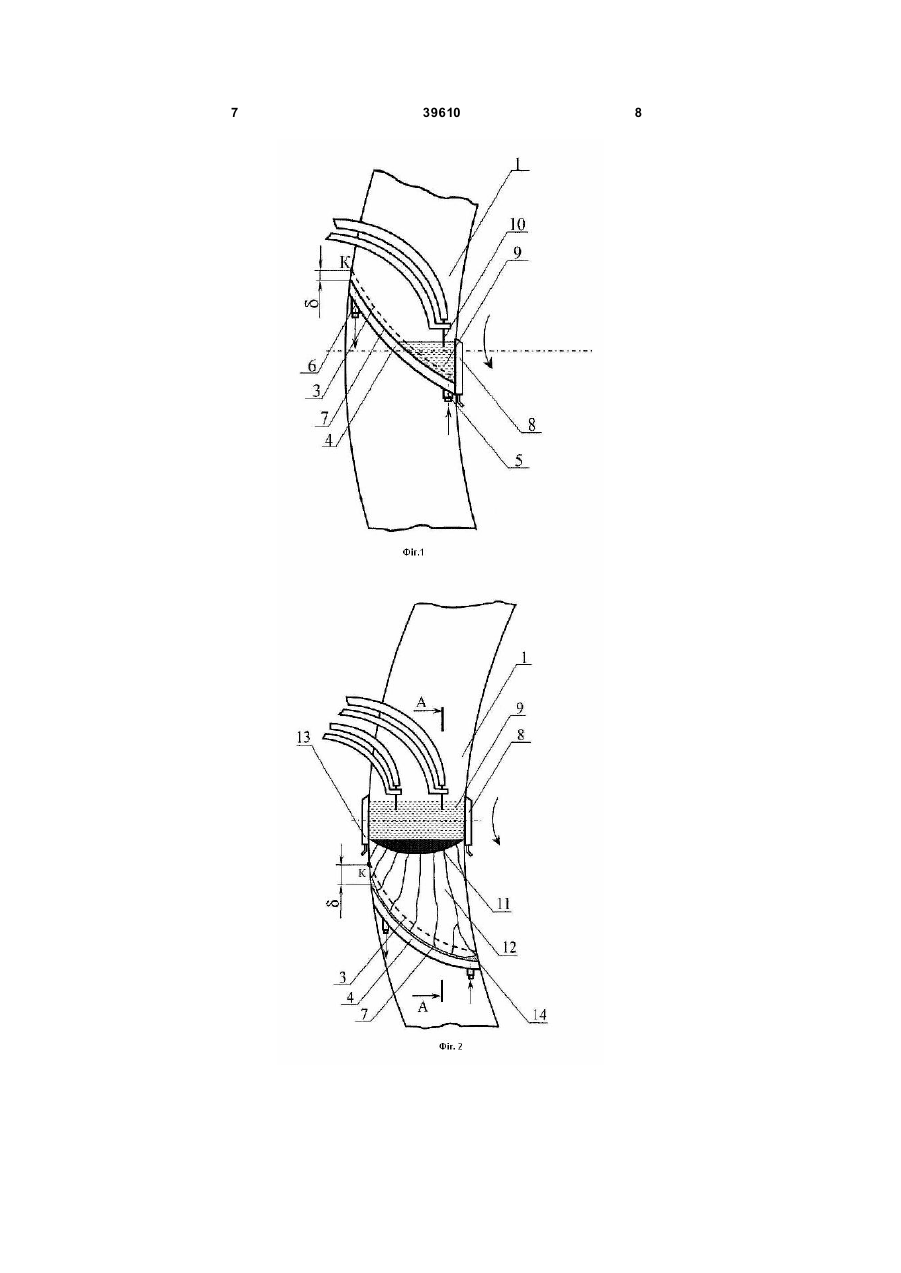
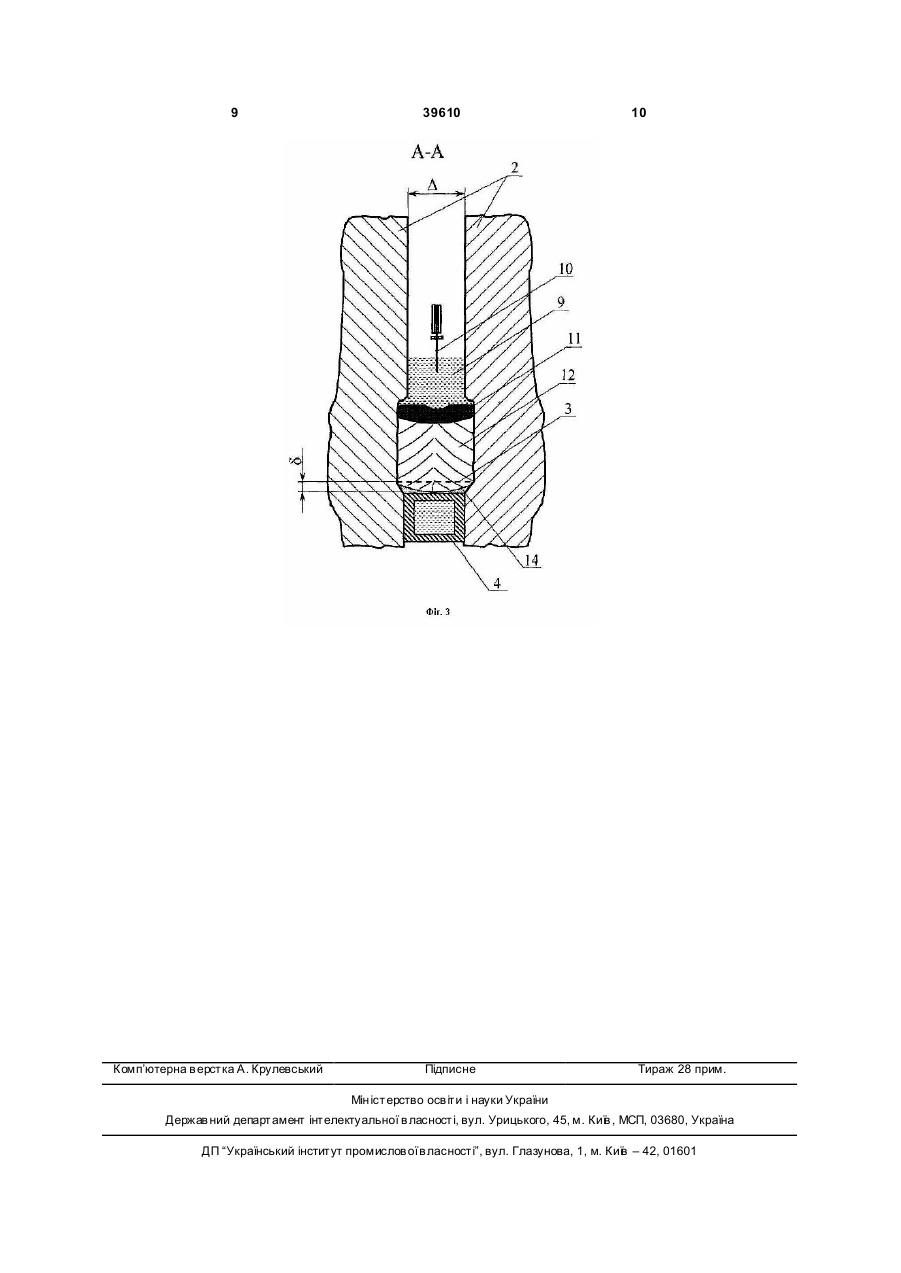
Спосіб виконання початкової ділянки шва при електрошлаковому зварюванні виробів з кільцевими стиками, при якому в зварному проміжку розміщують і закріплюють карман, а потім подають флюс і електродний матеріал для виконання зварювального процесу, який відрізняється тим, що як карман застосовують порожнистий мідний водоохолоджуваний елемент, а для відтворення безпосередньо електрошлакового процесу в зону розпочинання процесу зварювання вводять розплавлений флюс та електродний матеріал. (19) (21) u200807797 (22) 09.06.2008 (24) 10.03.2009 (46) 10.03.2009, Бюл.№ 5, 2009 р. (72) КРАСІЛЬНІКОВ СЕРГІЙ ГЕННАДІЙОВИЧ, UA, ГУЛІДА ВОЛОДИМИР ПАНТЕЛІЙОВИЧ, U A, ЛИТВИНЕНКО СЕРГІЙ МИКОЛАЙОВИЧ, UA, КОСІНОВ СЕРГІЙ МИКОЛАЙОВИЧ, UA, ГУЛІДА ЯРОСЛАВ ВОЛОДИМИРОВИЧ, UA (73) ЗАКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "НОВОКРАМАТОРСЬКИЙ МАШИНОБУДІВНИЙ ЗАВОД", U A 3 39610 дає 0,75-1,5 години). Вказані недоліки обумовлюють тривалість, трудомісткість і складність процесу виконання і вирізки початкової ділянки шва, що характеризується важкими умовами праці. Все це в цілому завдає труднощів для отримання необхідної якості зварного з'єднання при ЕШЗ виробів з кільцевими стиками. В основу корисної моделі покладено завдання - створити спосіб виконання початкової ділянки шва при електрошлаковому зварюванні виробів з кільцевими стиками, що характеризується забезпеченням гарантованої якості зварного з'єднання. При реалізації цього способу досягається технічний результат, що полягає в мінімізації протяжності початкової ділянки шва. Для забезпечення цього технічного результату для здійснення способу виконання початкової ділянки шва при електрошлаковому зварюванні виробів з кільцевими стиками в зварному проміжку розміщують і закріплюють карман, а потім подають флюс і електродний матеріал для виконання зварювального процесу, при цьому в якості карману застосовують порожнистий мідний водоохолоджуваний елемент, а для відтворення безпосередньо електрошлакового процесу в зону початку процесу зварювання вводять розплавлений флюс та електродний матеріал. Між відмітними ознаками корисної моделі і технічним результатом, що досягається, є причинно-наслідковий зв'язок. Використання в якості карману полого мідного водоохолоджуваного елементу і введення в зону початку зварювання розплавленого флюсу і електродного матеріалу забезпечують бездуговий «рідкий старт», при якому початок утворення зварного з'єднання здійснюється безпосередньо з відтворення електрошлакового процесу, тобто без здійснення дугового процесу. В результаті цього прискорюється початок сплавлення металу шва із кромками, що зварюються, а це дозволяє мінімізувати протяжність початкової ділянки шва. Також зменшується кількість металу, що видаляється, знижується трудомісткість його видалення, забезпечується вирізання початкової ділянки шва з утворенням порожнини, яка заповнюється при замиканні початку шва з кінцем, без врізань у кромки і здоровий метал шва, що дозволяє підвищити якість зварного з'єднання в цілому. Окрім цього, додатково підвищується ефективність процесу за рахунок можливості демонтажу і багатократного подальшого використання полого мідного водоохолоджуваного елементу, який має формуючу поверхню криволінійної форми, що відповідає контуру лінії замикання початку шва з кінцем. Таким чином, при здійсненні запропонованого способу забезпечується підвищення якості зварного з'єднання, зниження собівартості процесу, а також поліпшення умов праці при видаленні початкової ділянки шва. Суть корисної моделі більш повно розкривається за допомогою графічних матеріалів, де показані: на Фіг.1 - схема початку процесу виконання 4 початкової ділянки шва; на Фіг.2 - схема закінчення процесу виконання початкової ділянки шва з переходом на виконання погонної частини шва; на Фіг.3 - перетин А-А на Фіг.2. Заявлена корисна модель промислово застосовна - вона призначена для використання в промисловості і впроваджена в ЗАТ «Новокраматорський машинобудівний завод» в термічному цеху на ділянці ЕШЗ кільцевих швів. Спосіб виконання початкової ділянки шва при електрошлаковому зварюванні виробів з кільцевими стиками здійснюється в наступній послідовності виконання операцій: - на зварюваній поверхні 1 (Фіг.1) торця однієї із заготовок 2 (Фіг.3) розмічають і наносять контур лінії 3 (Фіг.1) замикання початку шва з кінцем; - зібрані під ЕШЗ заготовки 2 (Фіг.3) із проміжком D встановлюють на опори зварювального стенду; - розміщують в зварювальному проміжку D карман 4 (Фіг.1), у якості якого використовують порожнистий мідний водоохолоджуваний елемент з патрубками для підведення 5 і відведення 6 води, і закріплюють його, розташовуючи формуючу поверхню 7 нижче по вертикалі на відстані d від лінії 3; - встановлюють повзун 8 для формування шва з боку внутрішньої циліндричної поверхні виробу, для утворення шлакової ванни 9 заливають в зону зварки шлак - заздалегідь розплавлений флюс, вводять в нього електродний матеріал 10 з відтворенням електрошлакового процесу і утворенням металевої ванни 11 (Фіг.2) і металу шва 12; - виконують початкову ділянку шва 12 і в міру заповнення проміжку D (Фіг.3) металом шва 12 здійснюють обертання виробу із швидкістю зварки; - перед підходом поверхні (дзеркала) шлакової ванни 9 (Фіг.1) до верхнього краю карману 4 встановлюють зовнішній повзун 13 (Фіг.2) для формування шва з боку зовнішньої циліндричної поверхні виробу; - після підйому нижнього краю зовнішнього повзуна 13 вище точки К лінії 3 замикання початку шва з кінцем переходять на виконання погонної частини шва і здійснюють демонтаж карману 4; - при повороті з обертанням виробу в процесі ЕШЗ здійснюють вирізку газовим різаком початкової ділянки шва із застиглим шлаком 14 до "здорового" (без дефектів) металу шва з утворенням порожнини для замикання початку шва з кінцем по лінії 3. В результаті відпрацювання за пропонованим протяжність початкової ділянки шва, який потрібно видалити від початкової його поверхні до здорового металу шва, складає 15-30мм при ЕШЗ виробів кільцевих швів з товщиною зварювання 80-450мм. Це значно підвищує е фективність пропонованого технічного рішення. Приклад конкретної реалізації способу. Початкові дані: - зварюваний виріб - «Торцева стінка» розмельного млина з кільцевим зварюваним стиком і товщиною стінки 200мм; - матеріал - сталь 20; 5 39610 - внутрішній діаметр - 2100мм, зовнішній діаметр - 2500мм; - зварювальний проміжок - 32-36мм; - електродний матеріал - зварювальний дріт Св-08Г2С діаметром 3мм; - флюс АН-8. Описаний спосіб при ЕШЗ «Торцевої стінки»здійснюється в наступній послідовності виконання технологічних операцій. Перед збиранням виробу для ЕШЗ на зварюваній поверхні 1 (Фіг.1) однієї із заготовок 2 (Фіг.3) розмітили лінію 3 (Фіг.1) замикання початку шва з кінцем і нанесли на внутрішній і зовнішній поверхнях горизонтальні позначки для позиціонування в проміжку D (Фіг.3) карману 4. Зібраний виріб встановили на опори зварювального стенду. В зварювальному проміжку D розмітили і закріпили карман за допомогою знімних фіксаторів, при цьому карман встановили в зазор так, щоб його формуюча поверхня 7 (Фіг.2) з кривизною, що відповідає контур у лінії 3 замикання початку шва з кінцем, була зміщена по вертикалі вниз на відстань d =20мм від лінії замикання. Тобто сумістили з позначками, заздалегідь нанесеними усередині і зовні на циліндричних поверхнях виробу (протяжність ділянки початкового шва, що видаляється для замикання початку шва з кінцем, встановлена експериментальним шляхом і для кільцевих виробів з товщиною стінки до 250мм складає не більше 20мм). До патрубків для підведення 5 (Фіг.1) і відведення 6 води приєднали гумові рукави. Встановили повзун 8 для формування шва з боку внутрішньої циліндричної поверхні виробу. В зону початку процесу залили заздалегідь розплавлений флюс з утворенням шлакової ванни 9 завглибшки 45мм і одночасно ввели мундштук із зварювальним дротом. В результаті, зварювання почали безпосередньо з відтворення електрошлакового процесу і утворення металевої ванни 11 (Фіг.2). Початок сплаву металу шва з кромками основного металу відбулось практично услід за початком процесу. Початок сплаву контролювали щупом і зафіксували на відстані 15-18мм від формуючої поверхні 7 карману 4. У міру заповнення проміжку D (Фіг.3) швом 12 (Фіг.2), що має в початковій ділянці змінний перетин по товщині, здійснювали поступове додавання флюсу для забезпечення постійності глибини шлакової ванни 9. При підході дзеркала шлакової ванни 9 (Фіг.1) до верхньої точки К лінії 3 встановили зовнішній 6 повзун 13 (Фіг.2) для формування шва із зовнішнього боку виробу і ввели в зону зварки другий мундштук для виконання погонної частини шва з подачею 2-х зварювальних дротів. Після переміщення в процесі зварки нижнього краю зовнішнього повзуна 13 вище за рівень точки К лінії 3 здійснили демонтаж карману 4. При повороті (обертанні) виробу із швидкістю зварки, що дорівнює 0,4м/годину, від початкового положення на 140-160° здійснили видалення газокисневим полум'ям початкової ділянки шва із застиглим шлаком 14, утвореним в результаті контакту рідкого флюсу з формуючою поверхнею 7 водоохолоджуваного карману 4. При цьому протяжність ділянки від початку до здорового металу шва з повним сплавом його з основним металом склала близько 18мм, а тривалість вирізки - 10 хвилин. Ультразвуковий контроль зварного з'єднання підтвердив якісне виконання шва, зокрема в зоні замикання початку шва з кінцем. Таким чином, на прикладі реалізації способу підтверджено, що за рахунок використання у якості карману полого мідного водоохолоджуваного елементу з криволінійною формуючою поверхнею, що відповідає контуру лінії замикання початку шва з кінцем, і заливкою в карман розплавленого флюсу для відтворення електрошлакового процесу безпосередньо на початку зварення мінімізується протяжність початкової ділянки шва. Окрім цього, забезпечується можливість демонтажа карману і подальше багатократне його застосування. В цілому підвищується ефективність ЕШЗ виробів з кільцевими швами, гарантується якість електрошлакового з'єднання в зоні замикання початку шва з кінцем. Описаний спосіб є перспективним технологічним рішенням, яке може бути використане також при ЕШЗ виробів з кільцевими швами із сталей підвищеної міцності, ЕШЗ яких обмежена через труднощі забезпечення якості електрошлакового зварного з'єднання в зоні замикання початку шва з кінцем. Заявлений спосіб виконання початкової ділянки шва дозволяє підвищити якість зварного з'єднання, а також за рахунок мінімізації протяжності початкової ділянки шва при електрошлаковому зварюванні виробів з кільцевими стиками забезпечити зниження собівартості процесу і поліпшення умов праці зварників. 7 39610 8 9 Комп’ютерна в ерстка А. Крулевський 39610 Підписне 10 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of performance of initial zone of weld at electroslag welding of articles with annular joints
Автори англійськоюKrasilnikov Serhii Hennadiovych, Hulida Volodymyr Panteliiovych, Lytvynenko Serhii Mykolaiovych, Kosinov Serhii Mykolaiovych, Hulida Yaroslav Volodymyrovych
Назва патенту російськоюСпособ выполнения начального участка шва при электрошлаковой сварке изделий с кольцевыми стыками
Автори російськоюКрасильников Сергей Геннадиевич, Гулида Владимир Пантелеевич, Литвиненко Сергей Николаевич, Косинов Сергей Николаевич, Гулида Ярослав Владимирович
МПК / Мітки
МПК: B23K 25/00
Мітки: стиками, виконання, спосіб, шва, ділянки, виробів, початкової, електрошлаковому, кільцевими, зварюванні
Код посилання
<a href="https://ua.patents.su/5-39610-sposib-vikonannya-pochatkovo-dilyanki-shva-pri-elektroshlakovomu-zvaryuvanni-virobiv-z-kilcevimi-stikami.html" target="_blank" rel="follow" title="База патентів України">Спосіб виконання початкової ділянки шва при електрошлаковому зварюванні виробів з кільцевими стиками</a>
Ізолятор мундштука, який розплавлюється при електрошлаковому зварюванні
Номер патенту: 68076
Опубліковано: 15.07.2004
Автори: Гавриш Павло Анатолійович, Семенов Валентин Михайлович, Кассова Леонтіна Миколаївна
МПК: B23K 25/00
Мітки: зварюванні, ізолятор, електрошлаковому, мундштука, розплавлюється
Формула / Реферат:
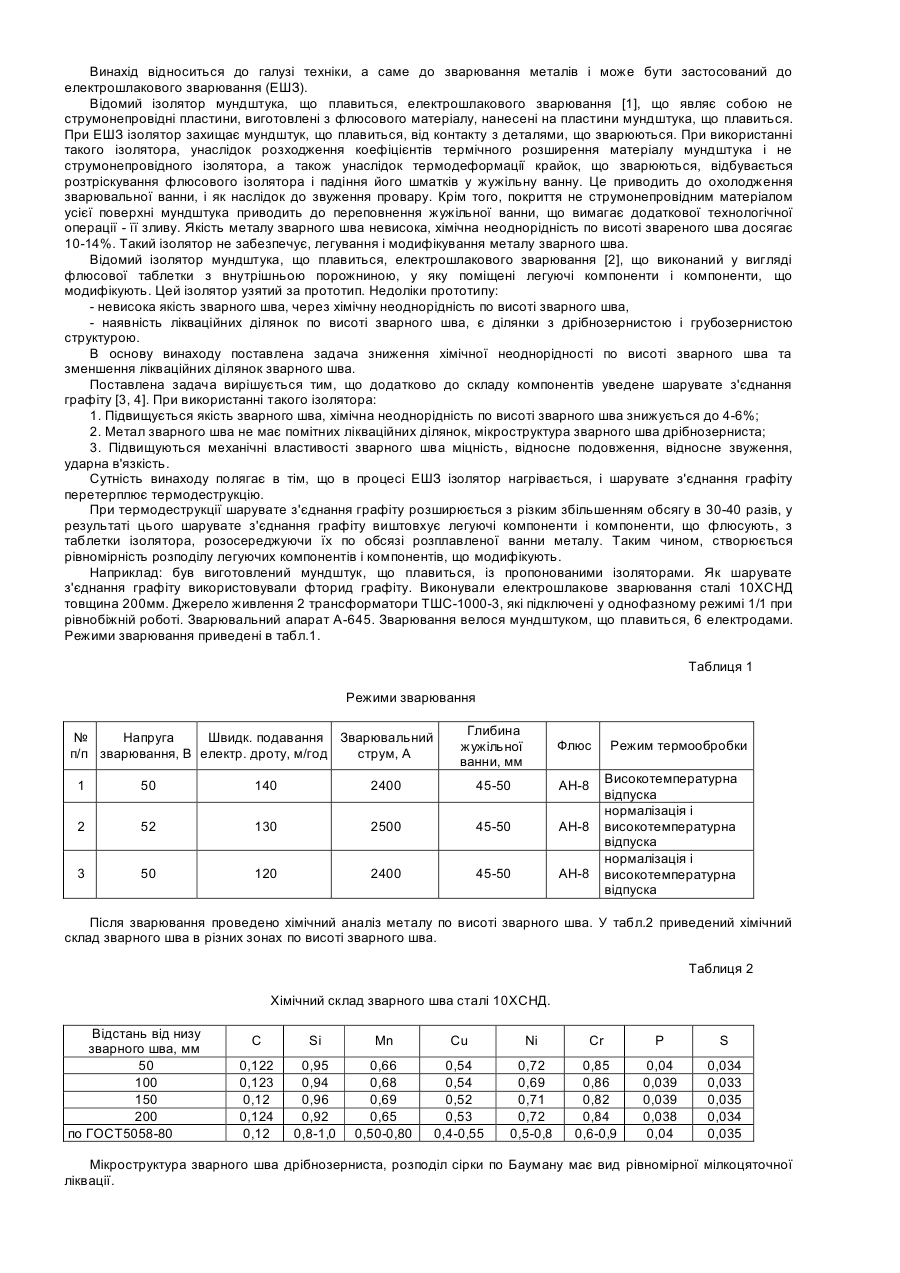
Ізолятор мундштука, який розплавлюється при електрошлаковому зварюванні, що виконаний у вигляді флюсової таблетки з внутрішньою порожниною, в якій розташовані легуючі і модифікуючі компоненти, який відрізняється тим, що додатково до складу компонентів уводять шарувате з'єднання графіту.
Спосіб рафінування сталі від водню при електрошлаковому зварюванні
Номер патенту: 67954
Опубліковано: 15.07.2004
Автори: Гавриш Юрій Павлович, Гавриш Павло Анатолійович, Кассов Валерій Дмитрович
Мітки: сталі, водню, рафінування, спосіб, електрошлаковому, зварюванні
Формула / Реферат:
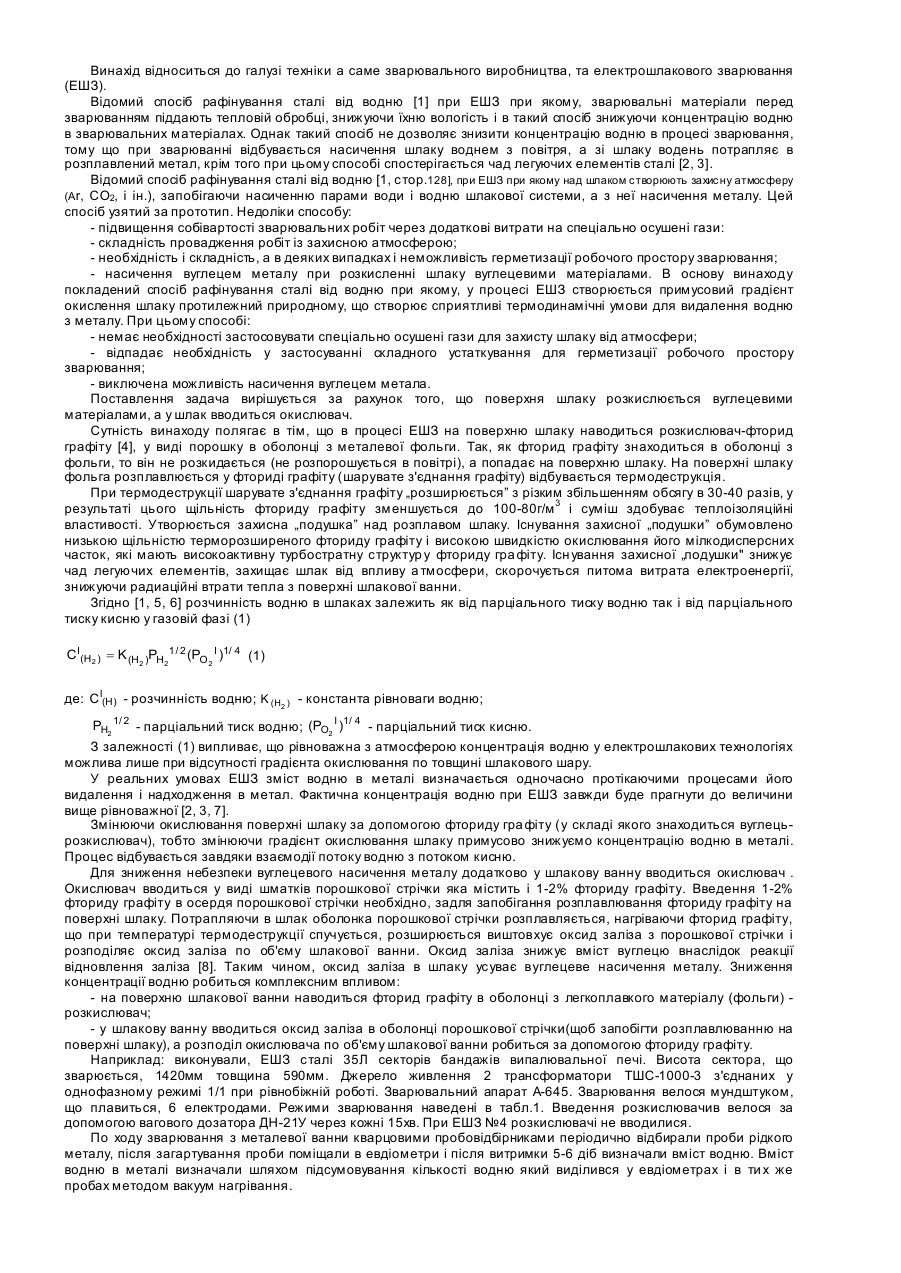
Спосіб рафінування сталі від водню при електрошлаковому зварюванні, при якому над шлаком створюють захисну атмосферу, який відрізняється тим, що захисна атмосфера створюється ”подушкою” терморозширеного фториду графіту над розплавом шлаку, а поверхня шлаку розкислюється вуглецевими матеріалами (розкислювач - фторид графіту) і додатково в шлакову ванну вводиться окислювач - оксид заліза, у вигляді шматків порошкової стрічки, в осерді якої...
Спосіб запобігання утворенню гарячих тріщин при електрошлаковому зварюванні сталей підвищеної міцності
Номер патенту: 68682
Опубліковано: 16.08.2004
Автори: Семенов Валентин Михайлович, Кассова Леонтіна Миколаївна, Гавриш Павло Анатолійович
МПК: B23K 25/00
Мітки: утворенню, гарячих, зварюванні, міцності, запобігання, підвищеної, спосіб, тріщин, сталей, електрошлаковому
Формула / Реферат:
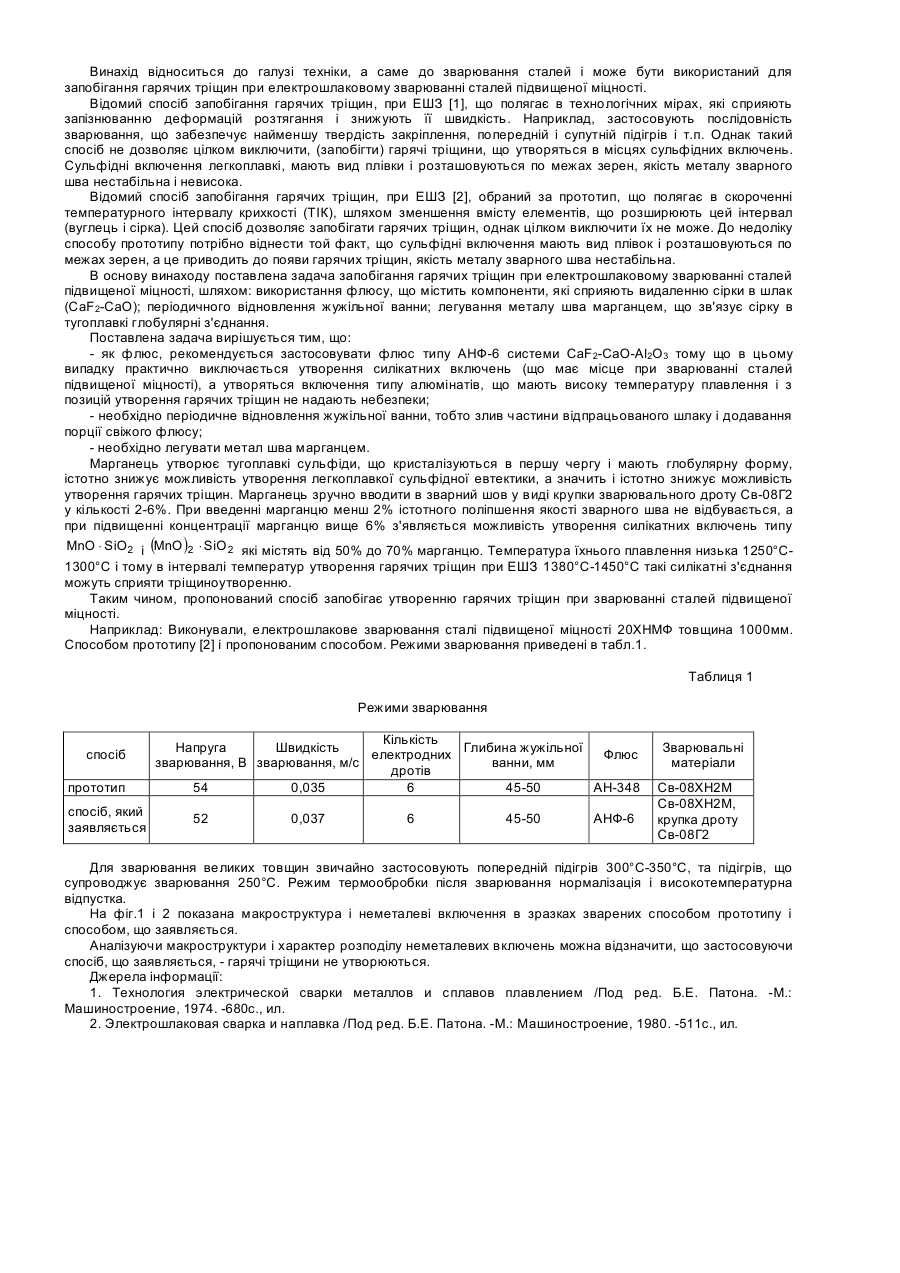
Спосіб запобігання утворенню гарячих тріщин при електрошлаковому зварюванні, що полягає в скороченні температурного інтервалу крихкості (ТІК), шляхом зменшення вмісту елементів, що розширюють цей інтервал (вуглець і сірка), який відрізняється тим, що використовують флюс, що містить компоненти, які сприяють видаленню сірки в шлак (СаF2-СаО), періодично відновлюють жужільну ванну, легують метал зварного шва марганцем, що зв'язує сірку в...
Спосіб безперервного розливання тонких металевих виробів і пристрій для його виконання
Номер патенту: 59368
Опубліковано: 15.09.2003
Автори: Капотості Ромео, Тонеллі Рікардо, Тольве Пьетро
МПК: B22D 11/06
Мітки: пристрій, металевих, спосіб, безперервного, розливання, виконання, виробів, тонких
Формула / Реферат:
1. Спосіб безперервного розливання тонких металевих виробів, який включає в себе операції попереднього нагрівання принаймні пари вогнетривких плит (7) для бокового замикання ванни розплавленого металу, утвореної парою валків (1, 2), які обертаються у протилежні боки, розташовані паралельно один одному і рознесені один від одного на відстань, що перевищує суму їхніх радіусів і практично відповідає товщині металевого виробу, і притиснення...
Спосіб в’язання трикотажних виробів з допомогою язичкових голок та трикотажна машина для його виконання
Номер патенту: 7210
Опубліковано: 30.06.1995
Автори: Альфред Бук, Фальк Кюн
Мітки: трикотажних, машина, допомогою, трикотажна, голок, виконання, в'язання, язичкових, виробів, спосіб
Формула / Реферат:
1. Способ вязания трикотажных изделий с помощью язычковых игл, установленных подвижно в продольном направлении в несущем элементе, при котором иглы из положения сбрасывания петель выдвигают в положение захвата нити и после прокладывания нити под крючок иглу снова опускают в положение сбрасывания петель, отличающийся тем, что, с целью повышения качества вырабатываемого изделия, при выдвижении иглы в положение захвата нити петлю, расположенную...
Попередній патент: Спосіб обробки внутрішньої поверхні квіткових керамічних горщиків
Наступний патент: Нагріваючий пристрій
Випадковий патент: Пристрій для різання каната в свердловині