Спосіб безперервного виготовлення електрода без домішок для дугових електропечей
Номер патенту: 27736
Опубліковано: 16.10.2000
Автори: Буллон Камараса Франсіско Хав'єр, Роперо Бельтран Хуан Хосе, Бенедіт Дель Бурго Хуан Антоніо
Текст
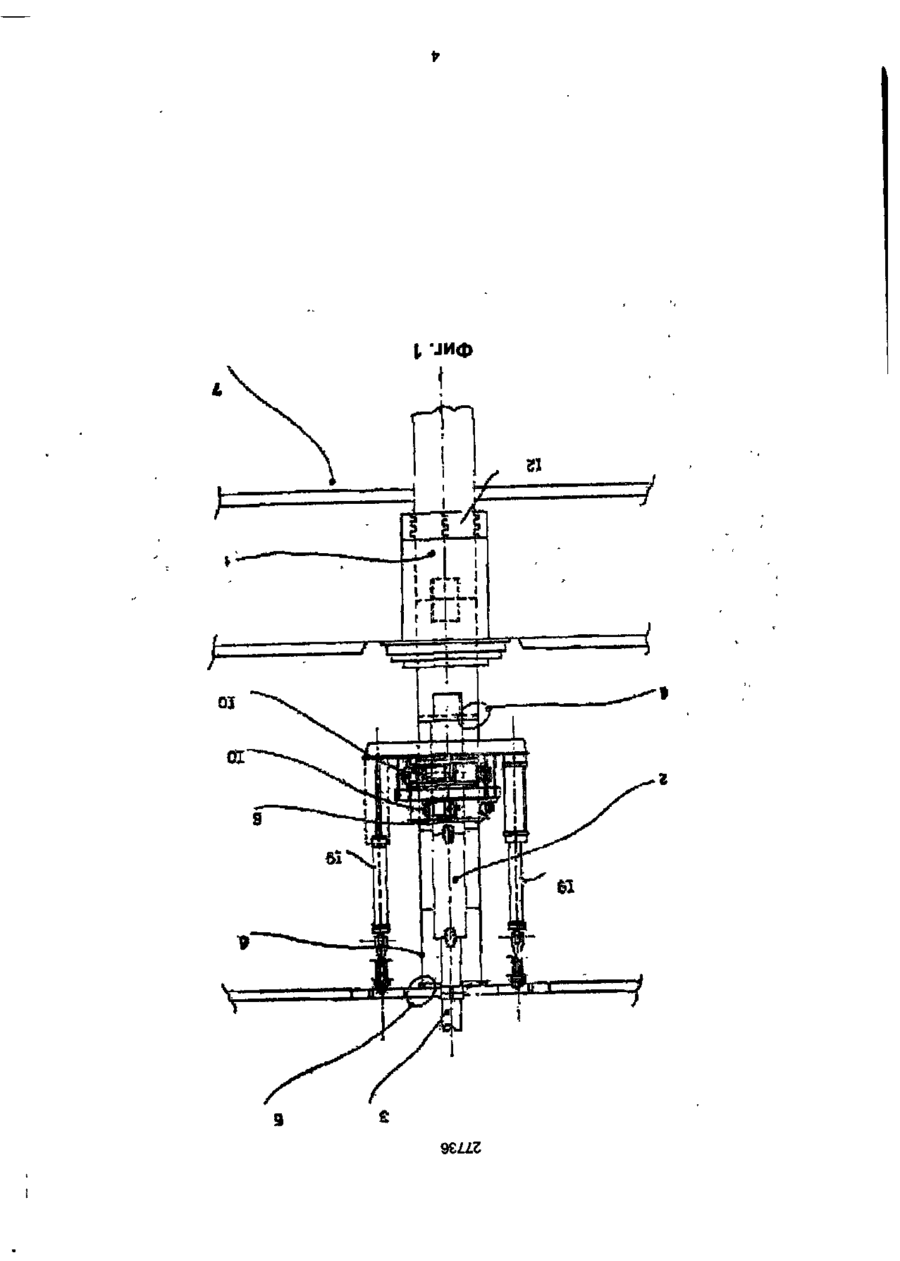
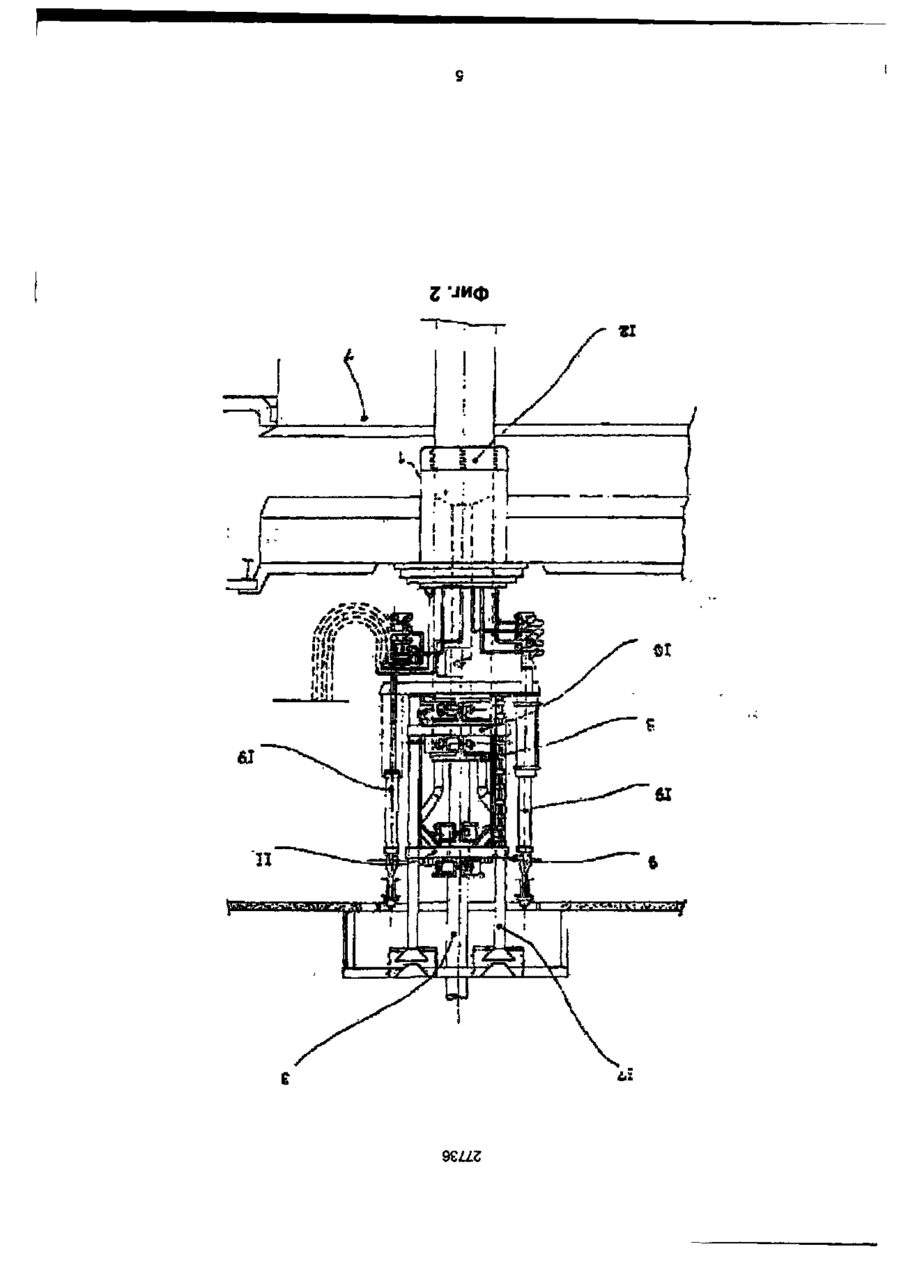
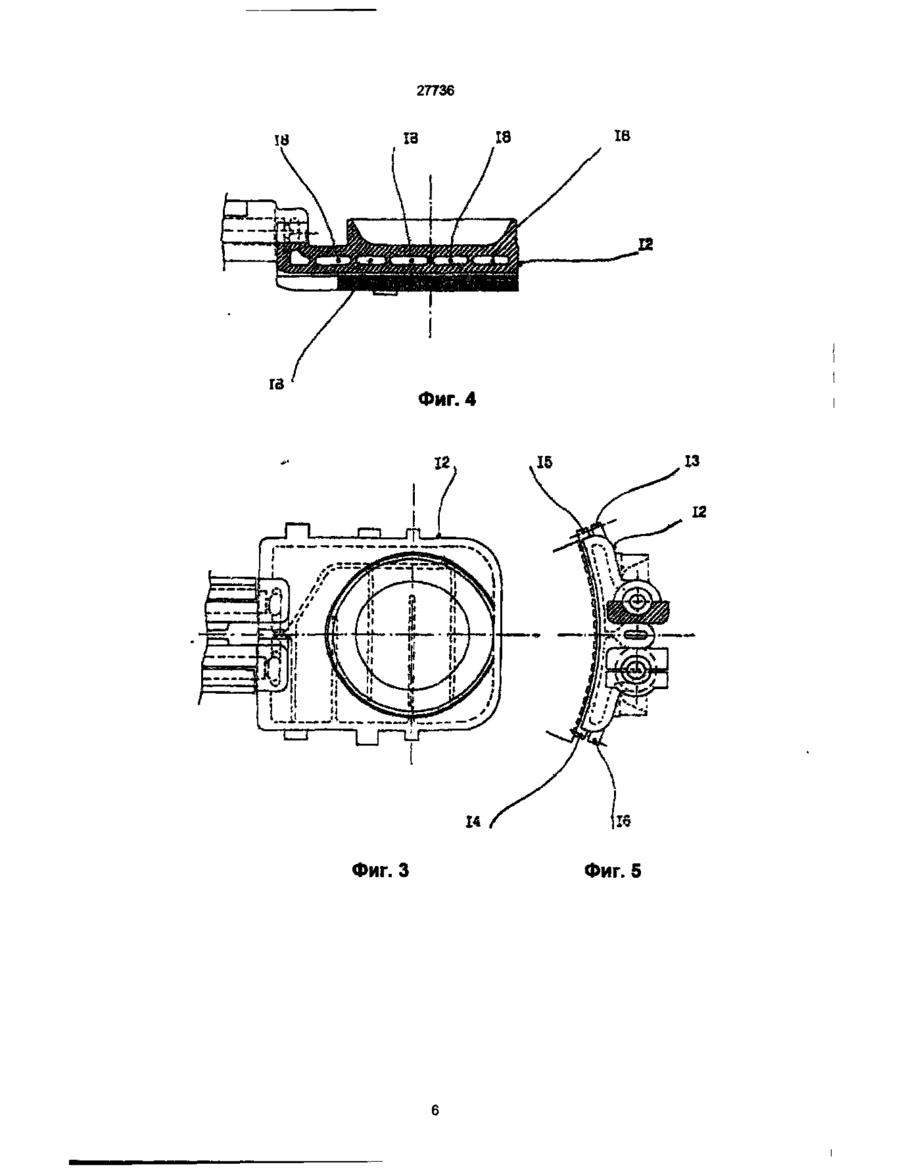
1. Способ непрерывного изготовления электрода без примесей для дуговых электропечей, заключающийся в том, что используют электропроводную пасту, используют механизм, позволяющий скользить графитовому электроду с или без металлического наконечника, вводят в наконечник электропроводную пасту и окружают ею графитовый сердечник, в механизме используют контактную пластину для подачи электрического тока к электроду, поддерживают заданную высоту контактной пластины и осуществляют непрерывную подачу графитового электрода путем скольжения для спекания пасты с графитовым сердечником, отличающийся тем, что подачу графитового электрода путем скольжения осуществляют посредством двух механизмов скольжения, при чем первый механизм скольжения предназначен для удерживания наконечника, а второй механизм скольжения предназначен для перемещения графитового сердечника, при этом второй механизм скольжения содержит два цилиндрических кольца с внутренней гофрировкой, зубьями или тиснением которые предназначены для образования на графитовом сердечнике углублений, расположенных по окружности, для улучшения проникновения пасты и связывания пасты с графитовым сердечником, и последовательно открывающиеся и закрывающиеся зажимы. 2. Способ по п. 1, отличающийся тем, что между графитовым сердечником и наконечником формирую г соединительный элемент, который при по\ющи средства крепления прикрепляет графитовый сердечник к наконечнику. 3. Способ по п. 1, отличающийся тем, что при отказе второго механизма скольжения зажимают графитовый сердечник посредством первого механизма, для чего открывают пару колец на втором механизме скольжения. 4. Способ по п. 1. отличающийся тем, что контактную пластину разделяют на восемь сегментов, дуга каждого из которых составляет 45 град, угловых, уежду которыми оставляют минимальные зазоры для обеспечения электрического контакта между сегментами. 5. Способ по п. 1, отличающийся тем, что при скольжении управляют ходом поршня для регулирования высоты контактных пластин над смесью в печи. Изобретение относится к производству электродов для дуговых электропечей и содержит усовершенствования, внесенные в способ непрерывного производства электродов без примесей, в особенности, к электродам, не содержащим железа, для печей с погруженной дугой, в соответствии с экспериментами, выполненными в 1991 г. на заводе фирмы Сосьедад Эспаньола де Карбурос, Металикос, Испания. Соединение кремний-металл получают в дуговой электропечи с погруженной дугой посредством восстановления кварца с помощью несколь ких сортов каменного угля в соответствии с упрощенной реакцией SiO2+2C—Si+2CO Дуга образуется между электродом и подом печи и обеспечивает необходимую энергию для протекания вышеприведенной реакции твердое вещество - твердое вещество. Когда образуется электрическая дуга, происходит постепенный и непрерывный расход электрода, что позволяет начать реакцию получения металла. Известные самоспекающиеся электроды содержат металлический наконечник, используемый ем о СО N. СМ < 27736 в качестве оболочки, внутрь которой введена паста SODERBERG. Эта паста плавится, отверждается, скользит и выгорает вместе с наконечником. При использовании электродов этого типа невозможно получить соединение кремний-металл из-за высокого уровня примесей, в особенности примесей железа, попадающих в продукт при плавлении металлического наконечника по мере его расхода. В [1] описано изготовление самоспекающегося электрода без примеси железа, сердечник которого представляет собой удлиненное тело из предварительно спеченного графита или каменного угля, образованное несколькими цилиндрическими секциями, соединенными по концам. Металлический наконечник в своем поперечном сечении имеет плоские и одинаковые боковые стороны. Способ требует длительного отключения печи для замены электродов В указанном способе происходит попадание примесей металла в продукт. В качестве прототипа заявляемого изобретения принят способ непрерывного изготовления электрода без примесей, в частности, без примеси железа для дуговых электропечей, который заключается в том что используют электропроводную пасту, используют механизм, позволяющий скользить графитовому электроду с или без металлического наконечника, вводят в наконечник электропроводную пасту и окружают ею графитовый сердечник, в механизме используют контактную пластину для подачи электрического тока к электроду, поддерживают заданную высоту контактной пластины и осуществляют непрерывную подачу графитового электрода путем скольжения для спекания ласты с графитовым сердечником [2]. В способе используют центральный сердечник или ядро Этот центральный сердечник изготовлен из графита, а замену израсходованного электрода выполняют экструзией через металлический наконечник, так что он выгорает и не расходуется. Указанный способ не позволяет непрерывно изготавливать и подавать элвлфоды, причем изготавливать не из аморфного угля, а из графита. При замене электродов приходится осуществлять длительное отключение печи. Кроме того, возможно попадание в продукт примесей от металлического наконечника, что отрицательно сказывается на качестве продукта в случаях, когда, согласно технологическим требованиям, присутствие таких прммесей недопустимо. Недостатком этого изобретения является также неравномерность проникновения к спекания пасты с графитовым сердечником В основу изобретения поставлена задача повышения эффективности осуществления способа непрерывного изготовления электрода без примесей путем использования двойной системы скольжения, первый механизм которой рассчитан на удержание наконечника, а второй - на перемещение графитового сердечника и оптимизации конструктивного исполнения второго механизма скольжения, что обеспечивает подачу электрода с или без металлического наконечника в зависимости от допустимости или недопустимости присутствия в продукте металлических примесей при сохранении непрерывности подачи электрода в том и другом случаях, а также позволяет усилить проникновение и спекание пасты с графитовым сердечником. Поставленная задача достигается за счет того, что в способе непрерывного изготовления электрода без примесей, в частности, без примеси железа, для дуговых электропечей, заключающемся в том, что используют электропроводную пасту, используют механизм, позволяющий скользить графитовому электроду с или без металлического наконечника, вводят в наконечник электропроводную пасту и окружают ею графитовый сердечник, в механизме используют контактную пластину для подачи электрического тока к электроду, поддерживают заданную высоту контактной пластины и осуществляют непрерывную подачу графитового электрода путем скольжения для спекания пасты с графитовым сердечником, согласно изобретению, подачу графитового электрода путем скольжения осуществляют посредством двух механизмов скольжения, причем первый механизм скольжения предназначен для удерживания наконечника, а второй механизм скольжения предназначен для перемещения графитового сердечника, при 37ОІИ второй механизм скольжения содержит два цилиндрических кольца с внутренней гофрировкой, зубьями или тиснением, которые предназначены для образования на графитовом сердечнике углублений, расположенных по окружности, для улучшения проникновения пасты и связывания пасты с графитовым сердечником, и последовательно открывающиеся и закрывающиеся зажимы. При этом между графитовым сердечником и наконечником формируют соединительный элемент, который при помощи средства крепления прикрепляет графитовый сердечник к наконечнику. При отказе второго механизма скольжения зажимают графитовый сердечник посредством первого механизма, для чего открывают пару колец на втором механизме скольжения, Контактную пластину разделяют на восемь сегментов, дуга каждою из которых составляет 45 град, угловых, между которыми оставляют минимальные зазоры для обеспечения электрического контакта между сегментами, а при скольжении управляют ходом поршня для регулирования высоты контактных пластин над смесью в печи. Настоящее изобретение оперативно решает все проблемы, зозг^ишше в ходе исследований 1991 г, выполненных в последние месяцы. Согласно изобретению, создан способ перехода о т обычного электрода изготовленного из аморфного угля, к новому типу из графита и пасты без необходимости длительного отключения печи для выгрузки электродной колонны, а наоборот, постепенной выгрузки по мере расходования колонны. Преимуществом настоящего изобретения является установка двойной системы скольжения, позволяющей электроду скользить с металлическим наконечником или без него, так как, действуя таким образом, примеси могут попасть в продукт, что с технологической точки зрения может быть необходимым, хотя и в очень ограниченных случаях, а также создание специальной контактной 27736 пластины для передачи электрического тока, значительно уменьшающей поверхность контакта и концентрирующей в минимальной и заданной области электрический ток, таким образом способствуя спеканию электрода Следующим преимуществом настоящего изобретения является разработка технологического процесса, который позволяет поддерживать заданную высоту контактных пластин над смесью без повреждения наконечника и равномерно спекать пасту а также осуществление непрерывного скольжения электрода для улучшения спекания пасты Более подробное описание существенных признаков изобретения приводится ниже со ссылками на прилагаемые чертежи на которых фиг 1 изображав г вид сбоку, где показаны средства, обеспечивающие возможность перевода от системы с аморфным угольным электродом к системе с графитовым электродом и электродной пастой согласно изобретению, фиг 2 изображает вид сбоку средств системы для независимого скольжения графитового сердечника согласно изобретению, ф^г 3 4 и 5 изображают вид сверху продольное сечение и вид сбоку соответственно, одной из электропроводящих ппэстин согласно изобретению На фиг 1 изображена электродная колонна, в которой во время работы печи осуществляется переход от обычного аморфного угольного электрода 1 посредством введения операции перехода к графитовому электроду 2 через ряд последовательных графитовых электродов 2 с уменьшением их диаметра или сечения до достижения конечного значения диаметра, определяемого графитовым сердечником 3 Кроме того, на фиг 1 показаны системы крепления 4 и 5 электродной колонны, которые соединяют в верхней части графитовый сердечник 3 с наконечником 6 и систему крепления наконечника к аморфному угольному электроду 1 Внешний диаметр наконечника 6 совпадает с наружным диаметром переднего конца аморфного угольного эпектрода 1, для чего необходимо механически обработать верхний конец последнего электрода 1 до внутреннего диаметра наконечника б Таким образом, печь 7 может продолжать работать, выжигая электрод 1, а наконечник 6, приваренный по их верхнему краю, не выгорает скользя с помощью стандартных колец 8 до тех пор, пока наконечник 6 не достигнет высоты смеси В этом положение необходимо установить второй механизм скольжения 9 (фиг 2), позволяющий исключить использование систем крепления колонн 4 и 5, приложенных до этого момента к графитовому электроду 2 и предназначенных только для скольжения графитового сердечника 3 А наконечник 6 удерживается первым механизмом скольжения 10 для того, чтобы не вводить наконечник 6 и примеси от него в расплав Тем не менее, при возникновении осложнений возможно независимо пере^ещатв графитовый сердечник 3 путем скольжения с его наконечником 6 с использованием механизма скольжения 10 Для это^о кольца скольжения 8 нижерасположенногс механизма 10 открывают, а кольца скольжения 11 расположенного выше механизма 9 приводятся в действие Кроме того, можно раскрыть верхние кольца 11 и воздействовать на скольжение с помощью обычной системы колец 8 первого механизма 10 При замен? верхнего кольца скольжения 11 тил пластины 12 также изменяется (фиг 3), отличительными особенностями которой являются ее меньший размер для концентрации электрического тока, пропускаемого через нее, и наличие расположенных попеременно на нижней и верхней части каждого конца нескольких выступов 13-14, 15-16 целью которых является выравнивание некоторых пластин 12 друг с другом так что при недостаточном количестве пасты, которая загружаемся с помощью приспособления 17 ее внутренний диаметр должеь оыть сохранен в контакте между пластинами 12 и она не может быть введена в наконечник 6 Внутреннее охлаждение 18 пластины 12 менее мощное, но того же типа, что и обычное Оперативный способ работы печи разработанный в ходе выполненных экспериментов включает использование программы, имеющейся в управляемом компьютером роботе В соответствии со способом, поддерживают в заданных пределах высоту колонн (фиг 2) посредством цилиндров подвески 19 так что, с одной стороны, они не вводятся в смесь, где горячие газы могут расплавить наконечник б а с другой стороны, они не поднимаются слишком высоко в положение, где спекание пасты может быть недостаточным Наконец, для облегчения такого спекания на продуктах с большим скольжением, таких как кремний очень важно получить непрерывное скольжение электрода Для решения этой задачи гидравлическая система управления вторым механизмом скольжения 9 была изменена Поскольку суть изобретения уже подробно описана, следует отметить, что изобретение не ограничено конкретными деталями приведенного описания, а наоборот могут бытьвведены модификации всех типов котороіе могут быть рассмотрены, если существенные признаки не изменяются по сравнению с прилагаемой формулой изобретения I миф 9ULZ Z' 9SZZZ 27736 Фиг. 4 _П Фиг. З Фиг. 5 27736 ДП «Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 Підписано до друку Об"- 0і/ 2001 р. Формат 60x84 1/8. Обсяг $69 обл.-вид. арк. Тираж 50 прим. Зам. б/Q УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for continuous process of manufacturing electrodes without impurities for electric arc furnaces.
Автори англійськоюBullon Camaraza Francisco Javier, Ropero Beltran Juan Jose, Benedict Del Burgo Juan Antonio
Назва патенту російськоюСпособ непрерывного изготовления электрода без примесей для дуговых электропечей
Автори російськоюБуллон Камараса Франсиско Хавьер, Роперо Бельтран Хуан Хосе, Бенедикт Дель Бурго Хуан Антонио
МПК / Мітки
МПК: H05B 7/09
Мітки: спосіб, домішок, безперервного, дугових, виготовлення, електрода, електропечей
Код посилання
<a href="https://ua.patents.su/8-27736-sposib-bezperervnogo-vigotovlennya-elektroda-bez-domishok-dlya-dugovikh-elektropechejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервного виготовлення електрода без домішок для дугових електропечей</a>
Спосіб безперервного каталітичного очищення вентиляційних викидів від шкідливих домішок
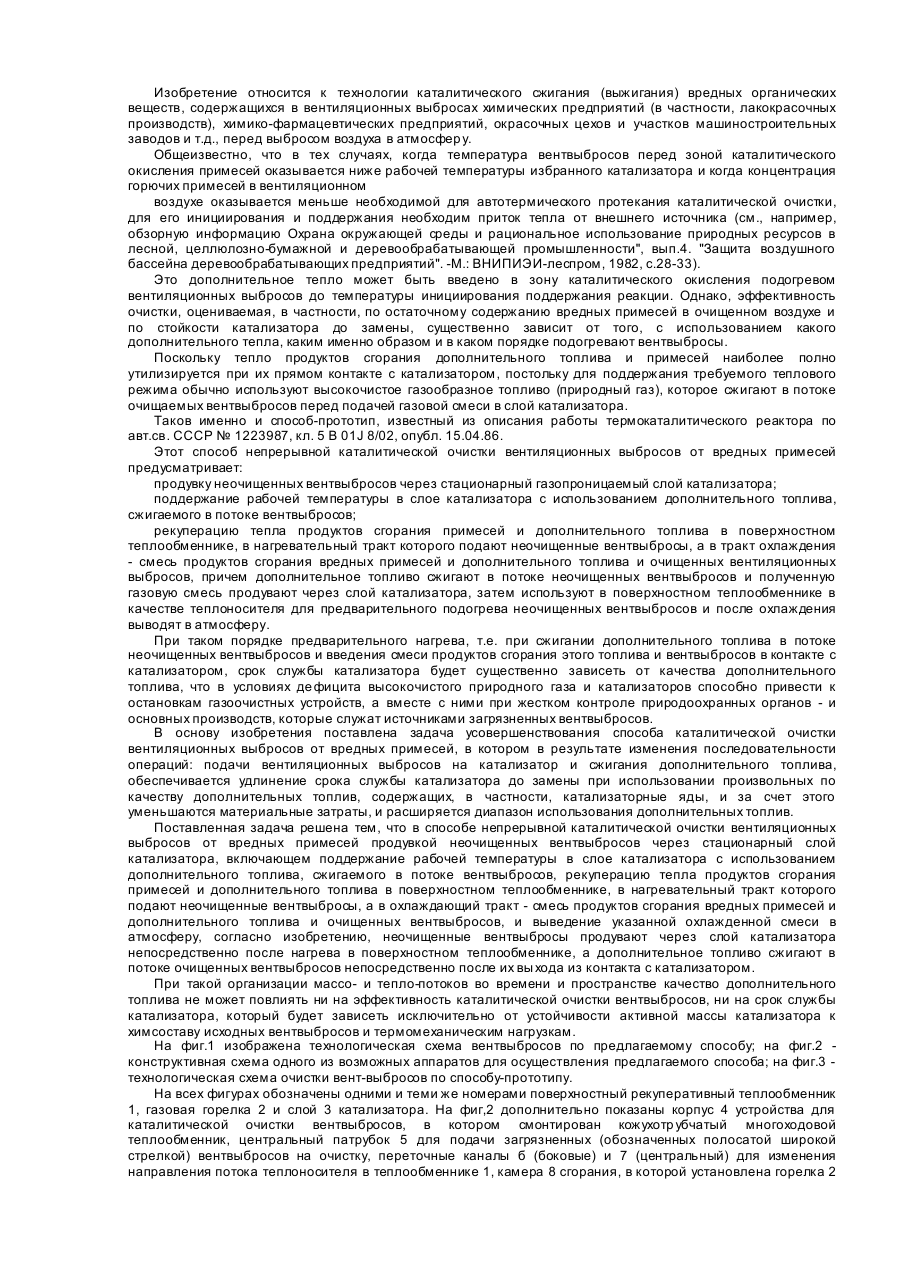
Номер патенту: 17807
Опубліковано: 03.06.1997
Автори: Дорогов Сергій Аркадієвич, Макаренко Віктор Олександрович, Марченко Георгій Сергійович
МПК: B01J 8/02, B01D 53/86
Мітки: шкідливих, безперервного, вентиляційних, викидів, домішок, каталітичного, очищення, спосіб
Формула / Реферат:
Способ непрерывной каталитической очистки вентиляционных выбросов от вредных примесей продувкой неочищенных вентвыбросов через стационарный слой катализатора, включающий поддержание рабочей температуры в слое катализатора с использованием дополнительного топлива, сжигаемого в потоке вентвыбросов, рекуперацию тепла продуктов сгорания примесей и дополнительного топлива в поверхностном теплообменнике, в нагревательный тракт которого подают...
Спосіб виготовлення електрода свинцевого акумулятора
Номер патенту: 6842
Опубліковано: 31.03.1995
Автори: Коновалов Міхаіл Борісовіч, Дьомін Олєг Ніколаєвіч, Дьомін Владіслав Ніколаєвіч
МПК: H01M 4/16
Мітки: електрода, акумулятора, спосіб, свинцевого, виготовлення
Формула / Реферат:
(57) Способ изготовления электрода свинцового аккумулятора путем электрохимического формирования поверхностного слоя токоотвода, отличающийся тем, что формирование ведут при воздействии на поверхность формируемого слоя давлением величиной 0,05-65 кг/см2.
Спосіб виготовлення електрода свинцевого акумулятора
Номер патенту: 6837
Опубліковано: 31.03.1995
Автори: Дьомін Владіслав Ніколаєвіч, Коновалов Міхаіл Борісовіч, Дьомін Олєг Ніколаєвіч
МПК: H01M 4/16, H01M 4/04, H01M 10/06, H01M 4/70
Мітки: електрода, виготовлення, свинцевого, акумулятора, спосіб
Формула / Реферат:
(57) Способ изготовления электрода свинцового аккумулятора, включающий формирование активной массы из поверхностного слоя токоотвода электрохимической обработкой, отличающийся тем, что перед формированием активной массы токоотводы устанавливают в карманы панциря из коррозионно-стойкой пористой ткани, разделенные соединительными швами, причем токоотводы устанавливают в карманы, чередуя с пустыми карманами, а ткань панциря выполняют с...
Спосіб виготовлення електрода-дроту на основі міді або її сплава з цинком
Номер патенту: 8039
Опубліковано: 26.12.1995
Автори: Гейнріх Гроос, Ганс Германні
МПК: B23H 7/08
Мітки: спосіб, електрода-дроту, цинком, сплава, основі, міді, виготовлення
Формула / Реферат:
1. Способ изготовления электрода-проволоки на основе меди или ее сплава с цинком, включающий нанесение на проволоку слоя цинка, кадмия или сурьмы, отличающийся тем, что, с целью уменьшения износа при электроэрозионном вырезании, электрод-проволоку подвергают термообработке в атмосфере азота, аргона или водорода при 700-850°С в течение 0,096-0,3 мин с последующим охлаждением до 30-80°С в течение 0,02-0,2 мин.2. Способ по п. 1,...
Спосіб виготовлення негативного електрода свинцевого акумулятора
Номер патенту: 8214
Опубліковано: 29.03.1996
Автори: Дємін Олег Миколайович, Коновалов Михайло Борисович, Дємін Владислав Миколайович
МПК: H01M 10/06, H01M 4/16
Мітки: акумулятора, свинцевого, електрода, виготовлення, спосіб, негативного
Формула / Реферат:
Способ изготовления отрицательного электрода свинцового аккумулятора, включающий нанесение активной массы в виде губчатого свинца на токоотвод путем преобразования поверхностного слоя токоотвода в активную массу посредством электрохимической обработки в растворе, отличающийся тем, что, с целью увеличения ресурса работы, после электрохимической обработки электрод пропитывают раствором соединений бария с концентрацией 10-60 г/л в...
Попередній патент: Схемна структура з, щонайменше, одним конденсатором і спосіб її виготовлення
Наступний патент: Самофіксуючий протез кровоносної судини
Випадковий патент: Спосіб контролю співвісності валів