Спосіб виготовлення холоднокатаних сталевих стрічок із нержавіючої сталі і металевих стрічок із сплавів титану і лінія для його здійснення

Формула / Реферат
1. Способ изготовления холоднокатаных стальных лент из нержавеющей стали и металлических лент из сплавов титана, включающий удаление окалины с горячекатаной ленты и холодную прокатку, отличающийся тем, что процесс изготовления осуществляют в единой линии обработки при непрерывном прохождении ленты, причем с горячекатаной ленты или отлитой стальной ленты удаляют окалину струйной обработкой, горячекатаную ленту подвергают холодной прокатке с уменьшением ее толщины до 80%, после чего отжигают, после отжига охлаждают, затем подвергают травлению.
2. Способ по п.1, отличающийся тем, что горячекатаную ленту после удаления окалины струйной обработкой очищают шлифующими щетками и/или подвергают ультразвуковой очистке.
3. Способ по п.1 или 2, отличающийся тем, что горячекатаную ленту после удаления окалины струйной очисткой и очистки шлифующими щетками еще раз подвергают струйной обработке.
4. Способ по п.1, отличающийся тем, что горячекатаную ленту перед удалением окалины струйной обработкой подвергают очистке шлифующими щетками и/или ультразвуковой очистке.
5. Способ по любому из пп.1-4, отличающийся тем, что горячекатаную ленту перед снятием окалины струйной обработкой и/или обработкой шлифующими щетками, и/или ультразвуковой очисткой подвергают правке вытяжкой с гибкой.
6. Способ по любому из пп. 1-5, отличающийся тем, что со стальной ленты или металлической ленты между охлаждением и травлением предварительно удаляют окалину правкой с вытяжкой и гибкой и/или струйной обработкой, и/или обработкой шлифующими щетками, и/или ультразвуковой очисткой.
7. Способ по любому из пп. 1-6, отличающийся тем, что стальную ленту или металлическую ленту после травления подвергают чистовой прокатке или дрессировке.
8. Способ по любому из пп. 1-7, отличающийся тем, что удаление окалины правкой с вытяжкой, удаление окалины струйной обработкой, в случае необходимости удаление - окалины шлифующими щетками и/или ультразвуковую очистку, холодную прокатку, отжиг, охлаждение, предварительное удаление окалины, травление и отделочную прокатку или дрессировку осуществляют в единой линии непрерывной обработки.
9. Линия обработки для изготовления холоднокатаных стальных лент из нержавеющей стали и металлических лент из сплавов титана, содержащая средства удаления окалины струйной обработкой и стан холодной прокатки, отличающаяся тем, что расположенные последовательно в направлении прохождения ленты, по меньшей мере, одно устройство для удаления окалины струйной обработкой и/или устройство для обработки шлифующими щетками, и/или устройство для ультразвуковой очистки, по меньшей мере, одна клеть стана холодной прокатки, расположенная за устройством для удаления окалины струйной обработкой, и/или устройством для обработки шлифующими щетками, и/или устройством ультразвуковой очистки, расположенные за ней средства отжига, расположенное за средствами отжига охлаждающее устройство, расположенный за охлаждающим устройством агрегат травления, а также сматывающее устройство расположены в единой линии непрерывной обработки.
10. Линия обработки по п.9, отличающаяся тем, что перед устройством для удаления окалины струйной обработкой и/или устройством для обработки шлифующими щетками, и/или устройством для ультразвуковой очистки расположено устройство для вытяжки с гибкой.
11. Линия обработки по п.9 или 10, отличающаяся тем, что охлаждающее устройство, расположенное между средствами отжига и агрегатом травления выполнено в виде устройства для охлаждения воздухом и/или водой.
12. Линия обработки по любому из пп. 9-11, отличающаяся тем, что между охлаждающим устройством и агрегатом травления расположено еще одно устройство для удаления окалины струйной обработкой и/или устройство для обработки шлифующими щетками и/или устройство для ультразвуковой очистки.
13. Линия обработки по любому из пп. 9-12, отличающаяся тем, что за агрегатом травления расположена отделочная или дрессировочная клеть.
Текст
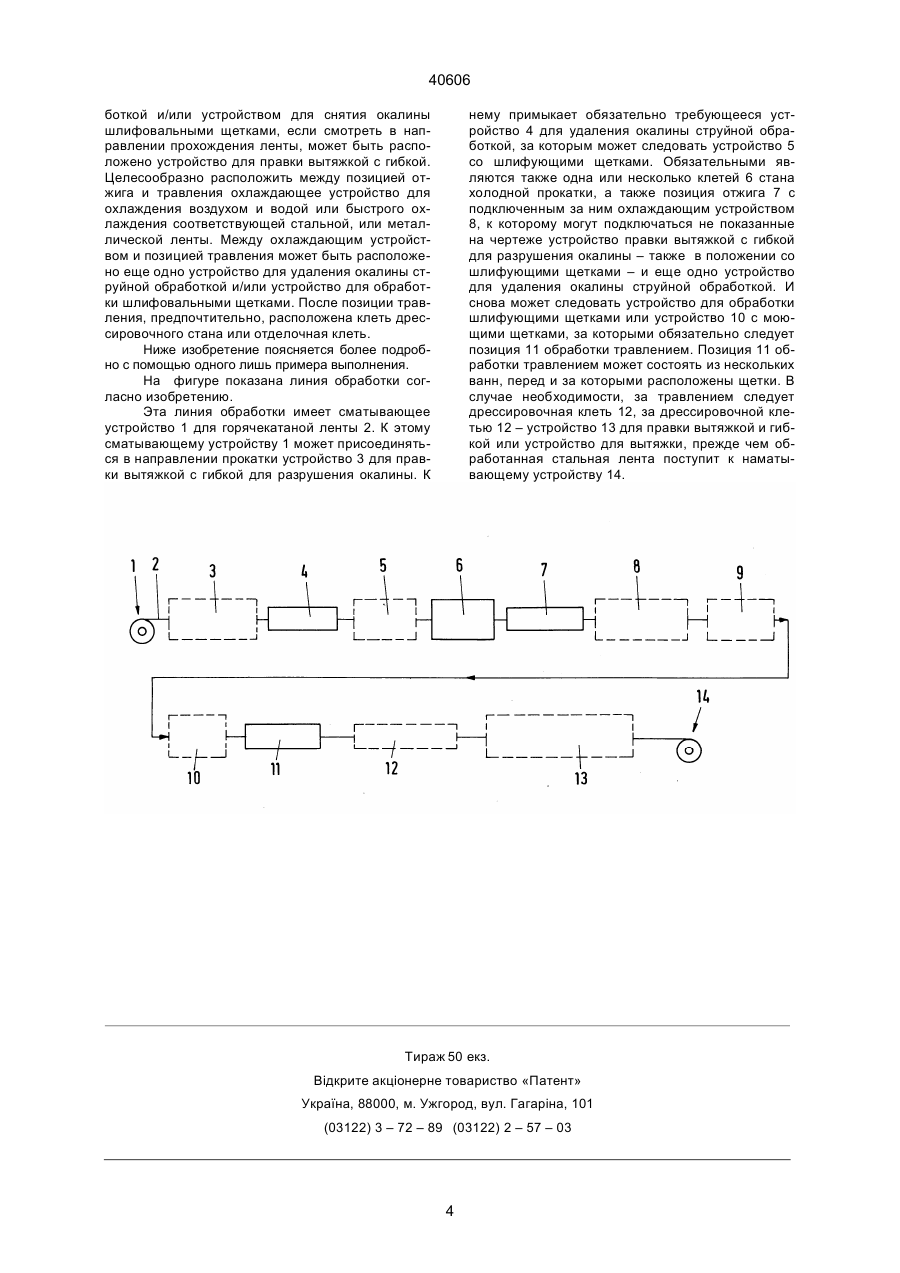
1. Способ изготовления холоднокатаных стальных лент из нержавеющей стали и металлических лент из сплавов титана, включающий удаление окалины с горячекатаной ленты и холодную прокатку, отличающийся тем, что процесс изготовления осуществляют в единой линии обработки при непрерывном прохождении ленты, причем с горячекатаной ленты или отлитой стальной ленты удаляют окалину струйной обработкой, горячекатаную ленту подвергают холодной прокатке с уменьшением ее толщины до 80%, после чего отжигают, после отжига охлаждают, затем подвергают травлению. 2. Способ по п.1, отличающийся тем, что горячекатаную ленту после удаления окалины струйной обработкой очищают шлифующими щетками и/или подвергают ультразвуковой очистке. 3. Способ по п.1 или 2, отличающийся тем, что горячекатаную ленту после удаления окалины струйной очисткой и очистки шлифующими щетками еще раз подвергают струйной обработке. 4. Способ по п.1, отличающийся тем, что горячекатаную ленту перед удалением окалины струйной обработкой подвергают очистке шлифующими щетками и/или ультразвуковой очистке. C2 (54) СПОСІБ ВИГОТОВЛЕННЯ ХОЛОДНОКАТАНИХ СТАЛЕВИХ СТРІЧОК ІЗ НЕРЖАВІЮЧОЇ СТАЛІ І МЕТАЛЕВИХ СТРІЧОК ІЗ СПЛАВІВ ТИТАНУ І ЛІНІЯ ДЛЯ ЙОГО ЗДІЙСНЕННЯ 40606 женное между средствами отжига и агрегатом травления выполнено в виде устройства для охлаждения воздухом и/или водой. 12. Линия обработки по любому из пп. 9-11, отличающаяся тем, что между охлаждающим устройством и агрегатом травления расположено еще одно устройство для удаления окалины струйной обработкой и/или устройство для обработки шлифующими щетками, и/или устройство для ультразвуковой очистки. 13. Линия обработки по любому из пп. 9-12, отличающаяся тем, что за агрегатом травления расположена отделочная или дрессировочная клеть. _______________________ Изобретение относится к способу изготовления холоднокатаных стальных лент из нержавеющей стали и металлических лент, в особенности, из сплавов титана. Горячекатаные стальные ленты, в частности горячекатаная лента из нержавеющей стали или сплавов титана получаются с сравнительно трудно удаляемым слоем окалины, сильно упрочняются наклепыванием и регулярно имеют негомогенную поверхность ленты. С целью улучшения деформируемости в ходе холодной прокатки, такие стальные ленты обычно сначала отжигают. Из-за того, что с отожженных стальных лент трудно удаляется окалина, рекомендуется перед травлением предварительно удалить окалину. Удаление окалины струйной обработкой приводит к шероховатости и гомогенизации поверхности ленты. Отжиг, удаление окалины струйной обработкой и травление происходит в одной общей линии обработки. Обработанная таким образом стальная лента наматывается в рулон и подводится на отдельную линию обработки, в клеть холодной прокатки. В ходе холодной прокатки толщина ленты уменьшается до желаемой конечной толщины. Поверхность ленты выглаживается и уплотняется. Прочность стальной ленты повышается настолько, что ее деформируемость соответственно падает. Поэтому холоднокатаные стальные ленты подвергают еще одному отжигу, при котором прочность в процессе рекристаллизационного отжига уменьшается и, следовательно, ее деформируемость снова повышается. Если отжиг происходит не в среде защитного газа (светлый отжиг), на поверхности ленты возникает окалина, которая должна снова удаляться травлением. Отжиг и травление осуществляется снова в отдельной линии обработки, так называемой линии холодной обработки ленты. Такой процесс изготовления занимает сравнительно много времени, требует больших затрат энергии и обслуживающего персонала. В качестве прототипа предлагаемого изобретения принят способ изготовления холоднокатаных стальных лент при котором осуществляют изготовление стальных лент из нержавеющей стали. В качестве прототипа заявленного изобретения принята также линия для изготовления холоднокатаных лент из нержавеющей стали (Шефтель Н.И. "Холодная прокатка листовой стали", М. Металлургия. 1966). Согласно другому известному способу, горячекатаную ленту подвергают холодной прокатке без предварительной обработки и после холодной прокатки отжигают и подвергают травлению. Но в этом случае неизбежно должна учитываться повышенная поверхностная шероховатость, так как трудно удаляемый слой окалины одновременно завальцовывается в поверхность ленты, вследствие чего предварительно обработанная в непрерывной линии обработки горячекатаная лента должна окончательно прокатываться до нужного размера в предназначенном для этого процессе холодной прокатки (см. US–PS 5197179). В основу изобретения положена задача создать способ, согласно которому холоднокатаные стальные ленты из нержавеющей стали и металлические ленты, в особенности, из сплавов титана могут изготавливаться с экономией времени, энергии и расходов на обслуживающий персонал, с чрезвычайно гладкой поверхностью, причем поверхность, в зависимости от типа применяемого материала, получается светлой или матовой. Кроме того, должно быть создано особенно подходящее устройство для осуществления этого способа. Для решения этой задачи изобретением предлагается способ изготовления холоднокатаных лент из нержавеющей стали и металлических лент, в особенности, из сплавов титана, согласно которому лента, полученная горячей прокаткой, или отлитая стальная лента подвергается струйной обработке по удалению окалины и/или шлифуется щетками, и/или подвергается ультразвуковой очистке, затем подвергается холодной прокатке, и в заключение отжигается, а также после этого подвергается травлению. Под горячекатаной лентой в рамках изобретения понимается стальная или металлическая лента, полученная горячей прокаткой, которая охлаждена до комнатной температуры. В рамках изобретения горячекатаная лента или отлитая стальная лента, или также металлическая лента перед удалением окалины может очищаться щетками и/или ультразвуковой очисткой и, в случае необходимости, в заключение снова быть подвергнута струйной очистке. Но имеется также возможность, что горячекатаная лента или отлитая стальная лента, или также металлическая лента перед струйным удалением окалины очищается шлифованием щетками и/или подвергается ультразвуковой очистке. Во время струйного удаления окалины обеспечивается получение гомогенной поверхности ленты без окалины, результатом шлифования щетками является поверхность ленты без окалины, с глубокой очисткой, причем не исключено образование продольных рисок. В рамках изобретения имеется, кроме того, возможность очищать горячекатаную ленту или также отлитую стальную ленту, или другую металлическую ленту в ультразвуковой ванне. Такая ультразвуковая очистка может осуществляться и после струйного удаления окалины или шлифования щетками для достижения эффекта тон 2 40606 кой очистки. Кроме того, изобретением не исключается, что между струйной очисткой и/или очисткой шлифованием щетками, и/или ультразвуковой очисткой и окончательной холодной прокаткой будет осуществлено предварительное химическое травление для оптимизации качества поверхности. Согласно идее изобретения горячекатаная или отлитая стальная лента, покрытая слоем окалины перед холодной прокаткой, лишь подвергается струйной очистке и/или шлифуется щетками, и/или подвергается ультразвуковой очистке, т.е. не отжигается, не подвергается травлению. За счет снятия окалины струйной очисткой и/или шлифованием щетками, и/или ультразвуковой очистки, окалина в достаточной степени удаляется механически. Кроме того, одновременно исключается неравномерность состояния поверхности горячекатаных лент. Затем стальная лента, в значительной мере очищения от окалины и являющаяся в значительной мере гомогенной по своей поверхности, проходит через одну или несколько клетей стана холодной прокатки, в которых толщина ленты уменьшается на 80%. Стальная лента получает холоднокатаную структуру и сильно упрочняется наклепом. Поверхность ленты уплотняется и выглаживается. После холодной прокатки до конечного размера стальная лента, как обычно, обжигается для того, чтобы можно было отрегулировать ее свойства прочности и деформируемости до границ, установленных промышленностью и потребителем. При отжиге на поверхности ленты образуется окалина, которую нужно удалить. Поэтому стальную ленту после отжига как всегда подвергают травлению. После травления стальная лента освобождается от окалины и имеет требуемое качество поверхности. Речь идет о прокатанной начисто до окончательного размера стальной или металлической ленте с желаемыми свойствами и требуемой структурой поверхности. И как результат, в процессе изготовления холоднокатаных стальных лент из нержавеющей стали, а также металлических лент, в особенности, из титановых сплавов, в способе согласно изобретению снижаются расходы на энергию и содержание персонала. Благодаря снижению отходов повышается выход. Значительно сокращается время на изготовление готовых стальных лент. Эти преимущества оптимизируются, если изготовление стальнойленты, в соответствии со сбором согласно изобретению, осуществляется в одной-единственной линии обработки, и следовательно, в непрерывном процессе. Другие признаки, существенные для изобретения, приведены ниже. Так, горячекатаная лента перед удалением окалины струйной обработкой и/или шлифованием щетками, и/или ультразвуковой обработкой подвергается правке вытяжкой с гибкой. Эта правка вытяжкой с гибкой служит для разрушения окалины и обеспечивает сравнительно равномерное снятие окалины струйной обработкой и/или шлифованием щетками, и/или ультразвуковой обработкой. В процессе обработки щетками могут удаляться иногда имеющиеся на поверхности заусеницы. Такие заусеницы на поверхности, прежде всего, у ферритных сталей могут обламываться в клети стана холодной прокат ки и приводить к нежелательному налипанию частиц на валки, что снижает их срок жизни. Путем ультразвуковой обработки обеспечивается очень тонкая очистка. Как правило, холоднокатаную стальную ленту или металлическую ленту после отжига подвергают охлаждению, например, воздухом и/или резкому охлаждению водой. Предпочтительно, стальную ленту или металлическую ленту между охлаждением и травлением подвергают правке вытяжкой с гибкой и/или удалению окалины путем струйной обработки, и/или шлифованию щетками, и/или ультразвуковой обработкой для облегчения химического процесса травления. В ходе шлифования щетками могут также применяться при отжиге моющие щетки. В рамках изобретения вместо шлифовальных щеток можно применять линию обработки ленты роликом для снятия окалины (НМD-ролик) или роликом со шлифующим волокном. Ультразвуковая очистка может осуществляться в ультразвуковой ванне. После травления стальная лента не имеет окалины и отличается чрезвычайно гладкой поверхностью, которая в зависимости от свойств материала, может быть светлой или матовой. С помощью дрессировочных валков или отделочных валков, расположенных после операции травления, поверхность ленты еще раз уплотняется и еще больше выглаживается, причем эти дрессировочные или отделочные валки являются окончательными и отделочными для уже обработанной до конечного размера холоднокатаной стальной ленты или металлической ленты. С помощью дополнительной правки вытяжкой с гибкой или обработки вытяжкой в той же линии обработки обеспечивается улучшение плоскостности стальной ленты или металлической ленты по сравнению с дрессировочными валками. Согласно предложению в соответствии с изобретением, имеет самостоятельное значение, что, по меньшей мере, удаление окалины струйной обработкой и/или шлифованием щетками, и/или ультразвуковой очисткой, холодная прокатка, отжиг, охлаждение и травление осуществляются в одной-единственной линии обработки. Но в рамках изобретения можно также проводить правку вытяжкой с гибкой, удаление окалины струйной обработкой и/или шлифованием щетками, и/или ультразвуковой обработкой, холодную прокатку, отжиг, охлаждение, предварительное удаление окалины, травление и дрессировку в единой непрерывной линии обработки. Предметом изобретения является также линия обработки для осуществления заявленного способа, содержащая, по меньшей мере, одно устройство для удаления окалины струйной обработкой и/или устройство для удаления окалины шлифующими щетками, по меньшей мере, одну клеть стана холодной прокатки, расположенную по направлению перемещения ленты за устройством для удаления окалины струйной обработкой и/или устройство для удаления окалины шлифующими щетками, расположенное за клетью стана холодной прокатки устройство для отжига, следующей за ним агрегат травления, а также устройство для намотки и сматывания, причем все агрегаты расположены в единой линии. Кроме того, перед устройством для удаления окалины струйной обра 3 40606 боткой и/или устройством для снятия окалины шлифовальными щетками, если смотреть в направлении прохождения ленты, может быть расположено устройство для правки вытяжкой с гибкой. Целесообразно расположить между позицией отжига и травления охлаждающее устройство для охлаждения воздухом и водой или быстрого охлаждения соответствующей стальной, или металлической ленты. Между охлаждающим устройством и позицией травления может быть расположено еще одно устройство для удаления окалины струйной обработкой и/или устройство для обработки шлифовальными щетками. После позиции травления, предпочтительно, расположена клеть дрессировочного стана или отделочная клеть. Ниже изобретение поясняется более подробно с помощью одного лишь примера выполнения. На фигуре показана линия обработки согласно изобретению. Эта линия обработки имеет сматывающее устройство 1 для горячекатаной ленты 2. К этому сматывающему устройству 1 может присоединяться в направлении прокатки устройство 3 для правки вытяжкой с гибкой для разрушения окалины. К нему примыкает обязательно требующееся устройство 4 для удаления окалины струйной обработкой, за которым может следовать устройство 5 со шлифующими щетками. Обязательными являются также одна или несколько клетей 6 стана холодной прокатки, а также позиция отжига 7 с подключенным за ним охлаждающим устройством 8, к которому могут подключаться не показанные на чертеже устройство правки вытяжкой с гибкой для разрушения окалины – также в положении со шлифующими щетками – и еще одно устройство для удаления окалины струйной обработкой. И снова может следовать устройство для обработки шлифующими щетками или устройство 10 с моющими щетками, за которыми обязательно следует позиция 11 обработки травлением. Позиция 11 обработки травлением может состоять из нескольких ванн, перед и за которыми расположены щетки. В случае необходимости, за травлением следует дрессировочная клеть 12, за дрессировочной клетью 12 – устройство 13 для правки вытяжкой и гибкой или устройство для вытяжки, прежде чем обработанная стальная лента поступит к наматывающему устройству 14. Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 – 72 – 89 (03122) 2 – 57 – 03 4 40606 5
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess of producing cold-rolled strips of stainless steel and metal strips of titanium alloys, and a line for realizing the same
Автори англійськоюNoe Rolf, Noe Andreas, Baukloh Dieter
Назва патенту російськоюСпособ изготовления холоднокатаных стальных полос из нержавеющей стали и металлических полос из сплавов титана и линия для его осуществления
Автори російськоюНое Рольф, Ное Андреас, Баукло Дитер
МПК / Мітки
МПК: B21B 45/04, C22F 1/18, C21D 8/02
Мітки: нержавіючої, металевих, спосіб, сталевих, титану, виготовлення, сплавів, стрічок, сталі, здійснення, лінія, холоднокатаних
Код посилання
<a href="https://ua.patents.su/5-40606-sposib-vigotovlennya-kholodnokatanikh-stalevikh-strichok-iz-nerzhaviyucho-stali-i-metalevikh-strichok-iz-splaviv-titanu-i-liniya-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення холоднокатаних сталевих стрічок із нержавіючої сталі і металевих стрічок із сплавів титану і лінія для його здійснення</a>
Спосіб виготовлення стрічки з напівферитної нержавіючої сталі та пристрій для його здійснення
Номер патенту: 24010
Опубліковано: 31.08.1998
Автори: Демарез Філіп, Озер Жан-Мішель
МПК: B22D 11/06
Мітки: напівферитної, здійснення, спосіб, сталі, виготовлення, пристрій, стрічки, нержавіючої
Формула / Реферат:
1. Способ изготовления ленты из полу -ферритной нержавеющей стали, включающий подачу металла в кристаллизатор установки непрерывной разливки в виде двух охлаждаемых валков, вращающихся в противоположных направлениях и установленных с зазором друг относительно друга, и вытягивание из кристаллизатора закристаллизовавшейся ленты, отличающий с я тем, что закристаллизовавшуюся ленту подвергают воздействию закалочной среды путем резкого охлаждения,...
Спосіб перевертання стрічок стебел високостеблових культур та підбирач-перевертувач для його здійснення
Номер патенту: 12922
Опубліковано: 28.02.1997
Автори: Головій Віталій Сергійович, Гридякін Віктор Олександрович
МПК: A01D 45/06, A01D 45/00
Мітки: здійснення, стрічок, спосіб, перевертання, стебел, підбирач-перевертувач, високостеблових, культур
Формула / Реферат:
(57) 1. Способ оборачивания лент стеблейвысокостебельных культур, включающий подъем стеблей из лент расстила, транспортирование и разворот стеблей на 180°, укладывание стеблей верхней стороной вниз, о т личающийся тем, что оборачивание стеблей производят одновременно с их выравниванием.2. Подборщик-оборачиватель лент стеблей высокостебельных культур, содержащий смонтированные на раме подбирающий барабан, оборачивающее и расстилающее...
Спосіб очищення металевих стрічок
Номер патенту: 3689
Опубліковано: 27.12.1994
Автори: Сторчак Валерій Васильович, Палений Володимир Іванович, Захарченко Петро Петрович
МПК: B08B 7/04
Мітки: металевих, очищення, стрічок, спосіб
Формула / Реферат:
1. Способ очистки металлических лент от загрязнений, заключающийся в том, что очищаемую ленту перемещают поступательно и воздействуют на обе ее поверхности электрическим разрядом, перемещаемым над лентой магнитным полем, отличающийся тем, что в качестве электрического разряда используют поток сканирующей атмосферной низкотемпературной плазмы, очистку производят в защитном слое нейтрального газа последовательно верхней и нижней сторон ленты с...
Технологічна лінія для виготовлення порошків алюмінію та його сплавів
Номер патенту: 14503
Опубліковано: 09.01.1997
Автори: Калінін Валерій Георгійович, Сімонов Віктор Сергійович, Нейков Олег Доміанович, Копершевич Павло Михайлович, Константінов Микола Борисович
МПК: B22F 9/08
Мітки: виготовлення, алюмінію, лінія, сплавів, технологічна, порошків
Формула / Реферат:
Технологическая линия для получения порошков алюминия и его сплавов, включающая резервуар-аккумулятор воды, плавильную печь, металлоприемник, диспергирующее устройство, камеру распыления, водоочистной фильтр, сушильную установку, отличающаяся тем, что она дополнительно снабжена холодильной машиной, гидроклассификатором, мешалкой, механическими обезвоживателями и газоотводящим устройством, при этом плавильная печь снабжена аспирационным...
Спосіб одержання порошків, гранул і брикетів хімічно активних металів і сплавів та технологічна лінія для його здійснення
Номер патенту: 28403
Опубліковано: 16.10.2000
Автори: Рабін Павло Беніамінович, Васильєва Галина Іллівна, Нейков Олег Доміанович, Куровський Валентин Якович
МПК: B22F 9/04
Мітки: технологічна, здійснення, гранул, металів, лінія, брикетів, сплавів, одержання, активних, хімічної, порошків, спосіб
Формула / Реферат:
1. Способ получения порошков, гранул и брикетов химически активных металлов и сплавов, заключающийся в том, что исходный кусковой материал подвергают механическому измельчению и виброгрохочению в среде защитного газа в присутствии пленкообразующей композиции, отличающийся тем, что в измельченном материале отделяют заданные по крупности фракции, на основе которых приготавливают смесь шихтовых материалов, смесь подвергают контактированию, при...
Попередній патент: Мікробоцидний препарат для профілактичної обробки шкіри і лікування захворювань шкіри у людей “амосепт”
Наступний патент: Струминний лічильник
Випадковий патент: Спосіб формування плазмового покриття для роботи при підвищених температурах