Пристрій для вібраційного хонінгування
Номер патенту: 40773
Опубліковано: 15.08.2001
Автори: Євтухов Віталій Геннадійович, Євтухов Артем Віталійович

Формула / Реферат
Пристрій для вібраційного хонінгування, що містить хонголовку з корпусом і розтискним конусом, штовхані і вібратор, виконаний у вигляді сполученого зі шпинделем стакана, установленого з можливістю взаємодії за допомогою пальця з втулкою, у вікнах якої розташовані з можливістю тангенціального зміщення підпружинені Т-подібної форми тримачі абразивних брусків, який відрізняється тим, що в вікнах втулки з можливістю радіального розтиснення встановлені направляючі планки з прямокутними вікнами в їх середній частині, що спираються на виступи, виконані на кінцях штовхачів, при цьому тримачі абразивних брусків проходять у вікнах направляючих планок і розташовані відносно їх з осьовим зазором, а на кінцях Т-подібної форми тримачів абразивних брусків закріплені вставки з фрикційного матеріалу, розміщені з радіальним зазором під внутрішньою поверхнею направляючих планок.
Текст
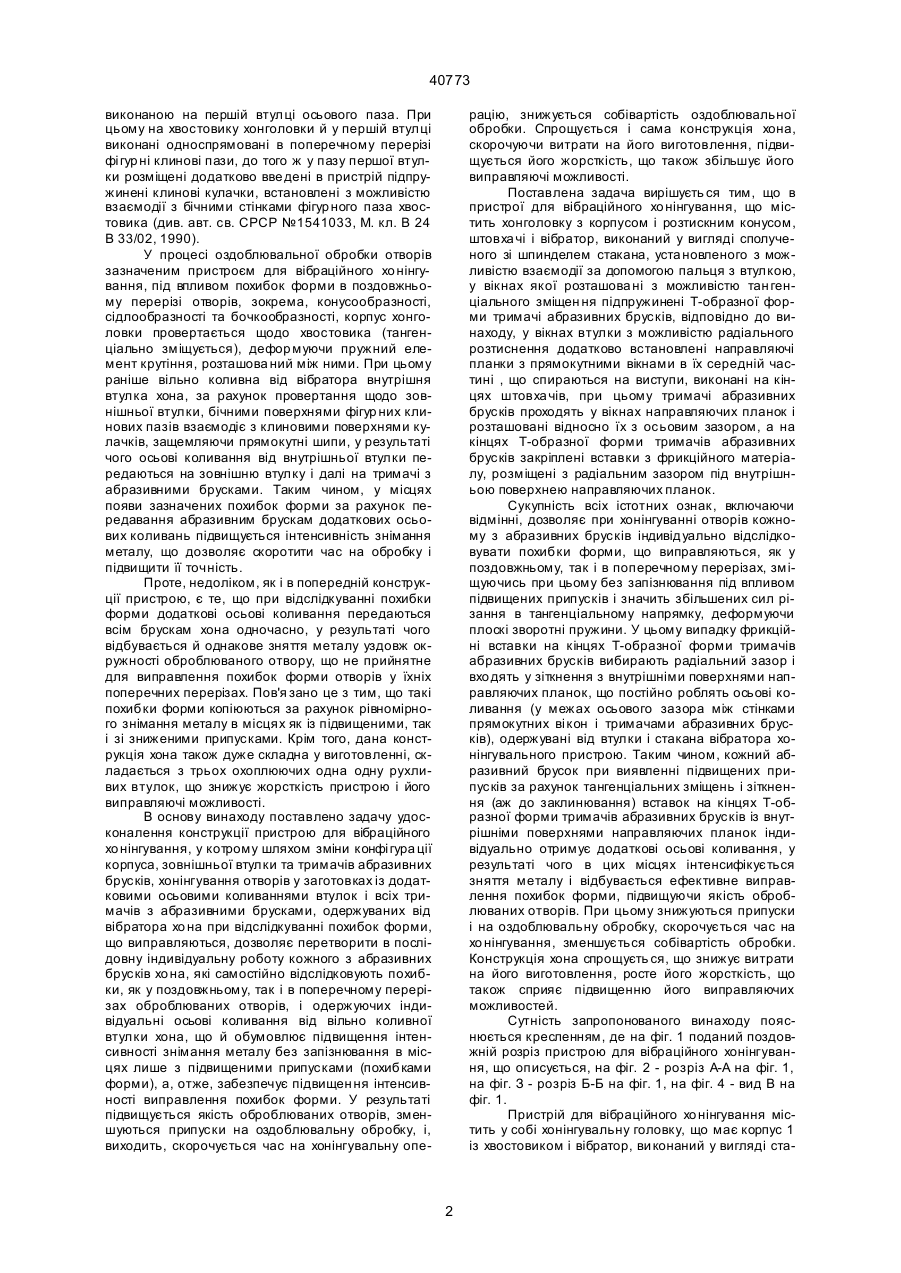
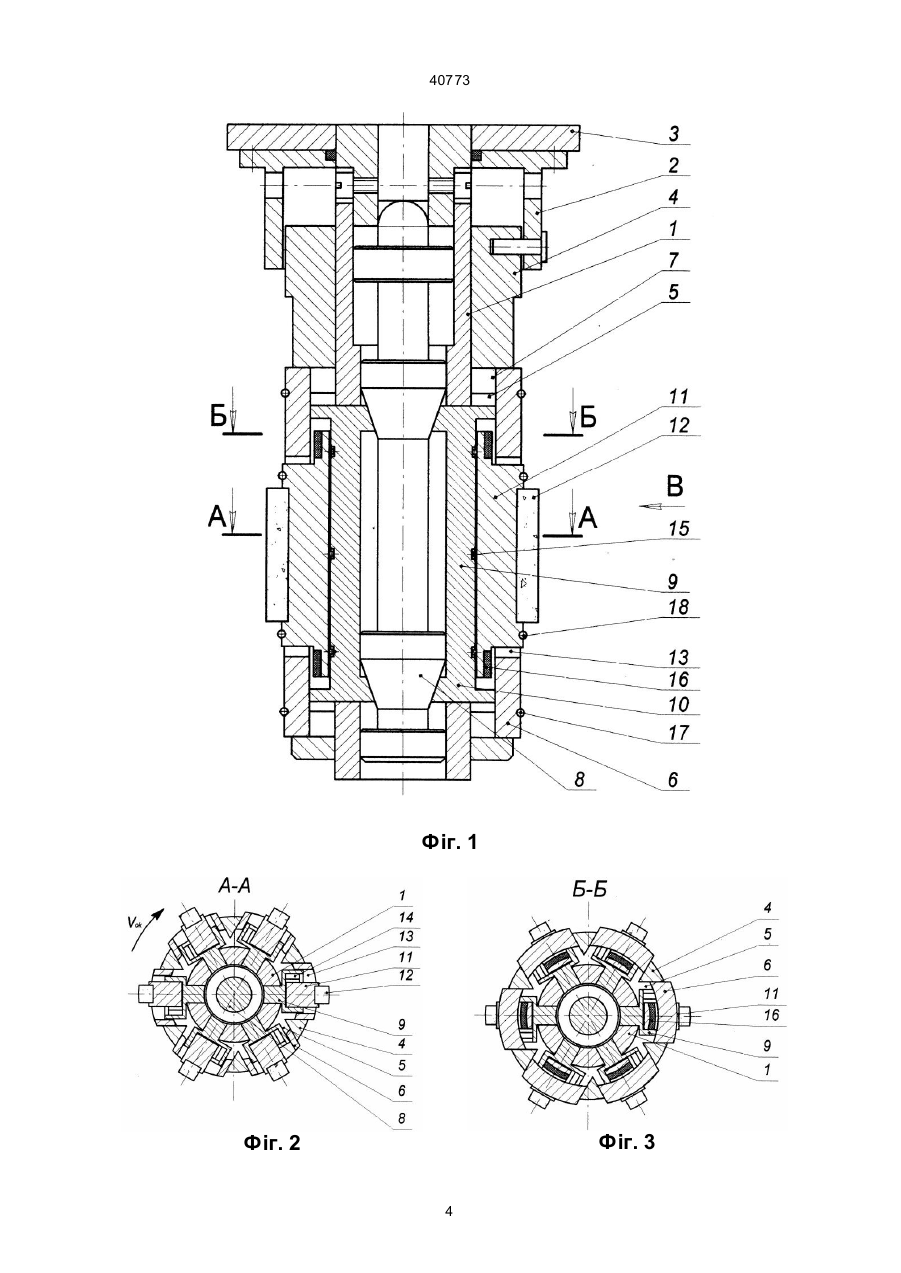
Пристрій для вібраційного хонінгування, що містить хонголо вку з корпусом і розтискним конусом, што вхачі і вібра тор, виконаний у ви гляді сполученого зі шпинделем стакана, установленого з можливістю взаємодії за допомогою пальця з втулкою, у вікнах якої розташовані з мож ливістю тан генціального зміщення підпружинені Т-подібної форми тримачі абразивних брусків, який відрізняє ться тим, що в вікнах втулки з можливістю радіального розтиснення встановлені направляючі планки з прямокутними вікнами в їх середній частині, що спираються на виступи, виконані на кінцях штовха чів, при цьому тримачі абразивних брусків проходять у вікнах направляючих планок і розташовані відносно їх з осьовим зазором, а на кінцях Т-подібної форми тримачів абразивних бр усків закріплені вставки з фрикційного матеріалу, розміщені з радіальним зазором під внутрішньою поверхнею направляючих планок. Ю (13) 40773 (11) UA знімання металу підвищуєть ся не в місцях виявлення похибки форми, а там, де вона відсутня. Крім того, усі бруски, як ведучо го, так і веденого комплектів зв'язані один з одним і при відслідкуванні похибок форми включаються в роботу усі разом, що інтенсифікує обробку по всій окружності отвору, виконуючи рівномірне зняття металу, а значить, копіюючи похибки форми отвору в поперечному його перерізі. У результаті знижується коефіцієнт інтенсивності виправлення похибок форми, зростають припуски, що знімаються, і собівартість оздоблювальної обробки. До всього іншого зазначена хонінгувальна головка дуже складна по своїй конструкції, що також підвищує її вартість у ви готовленні і значить собівартість оздоблювальної обробки. Найбільш близьким до пристрою, що заявляється, по технічній сутності і досягаємому результату є пристрій для вібраційного хо нінгування, що містить хонголовку з корпусом і розтискним конусом, штовха чі і вібратор, ви конаний у вигляді сполуче ного зі шпинделем стакана, вста новленого з можливістю взаємодії за допомогою пальця з першою втулкою, у вікнах якої розташовані з можливістю тан генціального зміщення підпружинені Т-образної форми тримачі абразивних брусків. Крім того, пристрій обладнаний другою втулкою із шипом, установленою концентрично першій і з можливістю осьового переміщен ня щодо неї за допомогою взаємодії зазначеного ши па зі стінкою, (19) Винахід відноситься до різання металів і може бути ви користаний при хонінгуванні отворів. Відомий пристрій для хонінгування, що містить хонголовку у вигляді корпуса з пазами, у яких вста новлені з можливістю тангенціального зміщення ведений і ведучий комплекти три мачів з абразивними брусками, зв'язані за допомогою штовхачів з індивідуальними приводами радіальної подачі, виконаними у вигляді розтискних конусів і што ків. При цьому пристрій додатково обладнаний установленими на торцях корпуса з можливістю проворота що до нього дисками з радіальними пазами, а також пружними елемента ми, розташованими між тримачами абразивних брусків і їх штовха чами, при цьому бр ускотримачі веденого і ведучо го комплектів брусків виконані з торцевими шипами, встановленими в радіальних пазах диска, а на розтискному конусі відомого комплекту брусків виконані подовжні пази, за допомогою яких зазначені диски кінематичне зв'язані з фланцем (див. авт. св. СРСР №1472229, М. кл. В 24 В 33/08, 1989). Недоліком при використанні відомої хонінгувальної головки для обробки отворів із похибками форми в поперечному перерізі, зокрема, овальності й огранювання, є те, що ве дучий комплект брусків, відслідковуючи похибку фор ми, що виправляється, включає додатково в ро боту ві домий комплект брусків із запізнюванням (на розмір відстані між брусками), у результаті чого інтенсивність А ____________________ 40773 виконаною на першій втулці осьового паза. При цьому на хвостовику хонголовки й у першій втулці виконані односпрямовані в поперечному перерізі фі гур ні клинові пази, до того ж у пазу першої втулки розміщені додатково вве дені в пристрій підпружинені клинові кулачки, встановлені з можливістю взаємодії з бічними стінками фігур ного паза хвостовика (див. авт. св. СРСР №1541033, М. кл. В 24 В 33/02, 1990). У процесі оздоблювальної обробки отворів зазначеним пристроєм для вібраційного хо нінгування, під впливом похибок форми в поздовжньому перерізі отворів, зокрема, конусообразності, сідлообразності та бочкообразності, корпус хонголовки провертається щодо хвостовика (тангенціально зміщується), дефор муючи пружний елемент крутіння, розташова ний між ними. При цьому раніше вільно коливна від вібратора внутрішня втулка хона, за рахунок провертання щодо зовнішньої втулки, бічними поверхнями фігур них клинових пазів взаємодіє з клиновими поверхнями кулачків, защемляючи прямокутні шипи, у результаті чого осьові коливання від внутрішньої втулки передаються на зовнішню втулку і далі на тримачі з абразивними брусками. Таким чином, у місцях появи зазначених похибок форми за рахунок передавання абразивним брускам додаткових осьових коливань підвищується інтенсивність знімання металу, що дозволяє скоротити час на обробку і підвищити її точність. Проте, недоліком, як і в попередній конструкції пристрою, є те, що при відслідкуванні похибки форми додаткові осьові коливання передаються всім брускам хона одночасно, у результаті чого відбувається й однакове зняття металу уздовж окружності оброблюваного отвору, що не прийнятне для виправлення похибок форми отворів у їхніх поперечних перерізах. Пов'я зано це з тим, що такі похибки форми копіюються за рахунок рівномірного знімання металу в місцях як із підвищеними, так і зі зниженими припусками. Крім того, дана конструкція хона також дуже складна у виготовленні, складається з трьох охоплюючих одна одну рухливих втулок, що знижує жорсткість пристрою і його виправляючі можливості. В основу винаходу поставлено задачу удосконалення конструкції пристрою для вібраційного хо нінгування, у котрому шляхом зміни конфі гура ції корпуса, зовнішньої втулки та тримачів абразивних брусків, хонінгування отворів у заготовках із додатковими осьовими коливаннями втулок і всіх тримачів з абразивними брусками, одержуваних від вібратора хо на при відслідкуванні похибок форми, що виправляються, дозволяє перетворити в послідовну індивідуальну роботу кожного з абразивних брусків хо на, які самостійно відслідковують похибки, як у поздовжньому, так і в поперечному перерізах оброблюваних отворів, і одержуючих індивідуальні осьові коливання від вільно коливної втулки хона, що й обумовлює підвищення інтенсивності знімання металу без запізнювання в місцях лише з підвищеними припусками (похибками форми), а, отже, забезпечує підвищен ня інтенсивності виправлення похибок форми. У результаті підвищується якість оброблюваних отворів, зменшуються припуски на оздоблювальну обробку, і, виходить, скорочується час на хонінгувальну опе рацію, знижується собівартість оздоблювальної обробки. Спрощується і сама конструкція хона, скорочуючи витрати на його виготовлення, підвищується його жорсткість, що також збільшує його виправляючі можливості. Поставлена задача вирішуєть ся тим, що в пристрої для вібраційного хо нінгування, що містить хонголовку з корпусом і розтискним конусом, штовха чі і вібратор, виконаний у вигляді сполученого зі шпинделем стакана, уста новленого з можливістю взаємодії за допомогою пальця з втулкою, у вікнах якої розташова ні з можливістю тан генціального зміщен ня підпружинені Т-образної форми тримачі абразивних брусків, відповідно до винаходу, у вікнах втулки з можливістю радіального розтиснення додатково встановлені направляючі планки з прямокутними вікнами в їх середній частині , що спираються на виступи, виконані на кінцях штовха чів, при цьому тримачі абразивних брусків проходять у вікнах направляючих планок і розташовані відносно їх з осьовим зазором, а на кінцях Т-образної форми тримачів абразивних брусків закріплені вставки з фрикційного матеріалу, розміщені з радіальним зазором під внутрішньою поверхнею направляючих планок. Сукупність всіх істотних ознак, включаючи відмінні, дозволяє при хонінгуванні отворів кожному з абразивних брусків індивідуально відслідковувати похибки форми, що виправляються, як у поздовжньому, так і в поперечному перерізах, зміщуючись при цьому без запізнювання під впливом підвищених припусків і значить збільшених сил різання в тангенціальному напрямку, деформуючи плоскі зворотні пружини. У цьому випадку фрикційні вставки на кінцях Т-образної форми тримачів абразивних брусків вибирають радіальний зазор і вхо дять у зіткнення з внутрішніми поверхнями направляючих планок, що постійно роблять осьові коливання (у межах осьового зазора між стінками прямокутних ві кон і тримачами абразивних брусків), одержувані від втулки і стакана вібратора хонінгувального пристрою. Таким чином, кожний абразивний брусок при виявленні підвищених припусків за рахунок тангенціальних зміщень і зіткнення (аж до заклинювання) вставок на кінцях Т-образної форми тримачів абразивних брусків із внутрішніми поверхнями направляючих планок індивідуально отримує додаткові осьові коливання, у результаті чого в цих місцях інтенсифікується зняття металу і відбувається ефективне виправлення похибок форми, підвищуючи якість оброблюваних отворів. При цьому знижуються припуски і на оздоблювальну обробку, скорочується час на хо нінгування, зменшується собівартість обробки. Конструкція хона спрощуєть ся, що знижує витрати на його виготовлення, росте його жорсткість, що також сприяє підвищенню його виправляючих можливостей. Сутність запропонованого винаходу пояснюється кресленням, де на фіг. 1 поданий поздовжній розріз пристрою для вібраційного хонінгування, що описується, на фіг. 2 - розріз А-А на фіг. 1, на фіг. З - розріз Б-Б на фіг. 1, на фіг. 4 - вид В на фіг. 1. Пристрій для вібраційного хо нінгування містить у собі хонінгувальну головку, що має корпус 1 із хвостовиком і вібратор, ви конаний у вигляді ста 2 40773 кана 2, сполуче ного з корпусом 3 шпиндельної бабки, і втулки 4, у прямокутних вікнах 5 якої розміщені з можливістю радіального розтискнення що до втулки 4 направляючі планки 6, для чого на кінцях прямокутних ві кон 5 уздовж їхньої подовжньої осі виконані П-образні направляючі пази 7. Усередині корпуса 1 по його осі розташований розтискний конус 8 із штовха чами 9. По краях штовхачів 9 із протилежних сторін виконані виступи 10, на котрі і спираються направляючі планки 6. Тримачі 11 абразивних бр усків 12 виконані Т-образної форми і вста новлені на штовха чі 9 у прямокутних вікнах 5 втулки 4, проходячи крізь внутрішні прямокутні вікна 13 у направляючих планках 6 з осьовим зазором відносно них і можливістю тан генціального зміщен ня. Тангенціальне зміщення тримачів 11 на штовхачах 9 здійснюється в межах бічних зазорів прямокутних вікон 13, усередині яких розміщені плоскі зворотні пружини 14. Для зниження сил тертя між тримачами 11 і штовха чами 9 установлені групи кульок 15. На кінцях Т-образно виконаних тримачів 11 закріплені вставки 16 із фрикційного матеріалу, наприклад, гуми. Останні розташовані з радіальним зазором під внутрішніми поверхнями направляючих планок 6, що у по перечному перерізі виконані по радіусу концентричне зовнішній поверхні вставок 16. Направляючі планки 6 притискаються до виступів 10 на кінцях штовха чів 9 за допомогою кільцеви х пружин 17, а тримачі 11 - за допомогою кільцевих пружин 18. Пристрій для вібраційного хо нінгування працює таким чином. При оздоблювальній обробці хонінгувальна головка вводиться в оброблюваний отвір, одержуючи обертання з окружною швидкістют Vок , зворотно-поступальний рух зі швидкістю Vвп і радіальне розтиснення брусків Sp, що забезпечує необхідний питомий тиск Руд останніх. У цю ж мить втулці 4 із направляючими планками 6 від стакана 2 вібратора хо нінгувальної головки передаються осьові коливання з частотою f і амплітудою А. При цьому абразивні бруски 12 із тримачами 11 зазначених осьових коливань не одержують, то му що, з одного боку, направляючі планки 6 коливаються в межах осьових зазорів між їхніми прямокутними вікнами 13 і тримачами 11, а, з іншо го боку, між зовнішніми поверхнями вставок 16 тримачів 11 і внутрішніми поверхнями направ ляючих планок 6 зберігається незмінним вихідний радіальний зазор, що забезпечуєть ся установкою направляючих планок 6 на виступи 10, виконані на кінцях штовха чів 9. У результа ті, при відсутності похибок форми, розглянутий пристрій працює в режимі традиційного хонінгування, причому плоскі зворотні пружини 14 у бічному зазорі між тримачами 11 і стінками штовхачів 9 підбираються так, щоб під дією сил різання тримачі 11 не зміщалися в тан генціальному напрямку що до штовха чів 9. У випадку обробки отворів із похибками форми абразивні бруски 12 із тримачами 11 індивідуально авто матично відслідковують їхню появу, тангенціально зміщуючись на штовхачах 9 і стискаючи плоскі зворотні пружини 14 за рахунок збільшення сил різання при проходженні брусків у місцях із підвищеними припусками. У результа ті таких зміщень індивідуально вибираються радіальні зазори між вставками 16 на кінцях Т-образної форми тримачів 11 і внутрішніми поверхнями направляючих планок 6, що роблять постійні осьові коливання, аж до їхнього заклинювання, у зв'язку з чим зазначені вставки і виготовляються з фрикційного матеріалу, наприклад, гуми. У результаті, осьові коливання від планок 6 індивідуально передаються на тримачі 11 з абразивними брусками 12 і, таким чином, у місцях виявлення підвищених припусків (похибок форми), бруски без запізнювання індивідуально відразу одержують додаткові осьові коливання, що різко підвищує продуктивність обробки і зняття металу. У результаті в місцях появи похибок форми процес обробки переходить із режиму традиційного хонінгування в режим вібраційного хо нінгування, що різко підвищує інтенсивність знімання металу. Це дозволяє зменши ти припуски під хонінгування, підвищити точність обробки і знизити її собівартість. Підви щенню інтенсивності знімання металу в місцях із похибками форми сприяє і спрощення конструкції пристрою, що підвищує його жорсткість. Крім того, знижується і собівартість виготовлення хонінгувального пристрою. Після усунення похибок форми і зниження сили різання під впливом плоских зворотніх пружин 14 тримачі 11 із брусками 12 повертаються у вихідне положення на штовхачах 9 і процес хонінгування продовжується в звичайному режимі, без надання абразивним брускам осьових коливань. 3 40773 Фіг. 1 Фіг. 3 Фіг. 2 4 40773 Фіг. 4 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 – 72 – 89 (03122) 2 – 57 – 03 5
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for vibration honing
Автори англійськоюYevtukhov Vitalii Hennadiiovych, Yevtukhov Artem Vitaliiovych
Назва патенту російськоюУстройство для вибрационного хонингования
Автори російськоюЕвтухов Виталий Геннадиевич, Евтухов Артем Витальевич
МПК / Мітки
МПК: B24B 33/00
Мітки: вібраційного, хонінгування, пристрій
Код посилання
<a href="https://ua.patents.su/5-40773-pristrijj-dlya-vibracijjnogo-khoninguvannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для вібраційного хонінгування</a>
Пристрій вібраційного контролю турбоагрегату
Номер патенту: 362
Опубліковано: 30.04.1993
Автори: Красюк Володимир Якович, Квашин Михайло Федорович, Барков Олександр Степанович, Мирошниченко Микола Васильович, Боярчук Володимир Кирилович
МПК: G01M 15/12
Мітки: турбоагрегату, пристрій, вібраційного, контролю
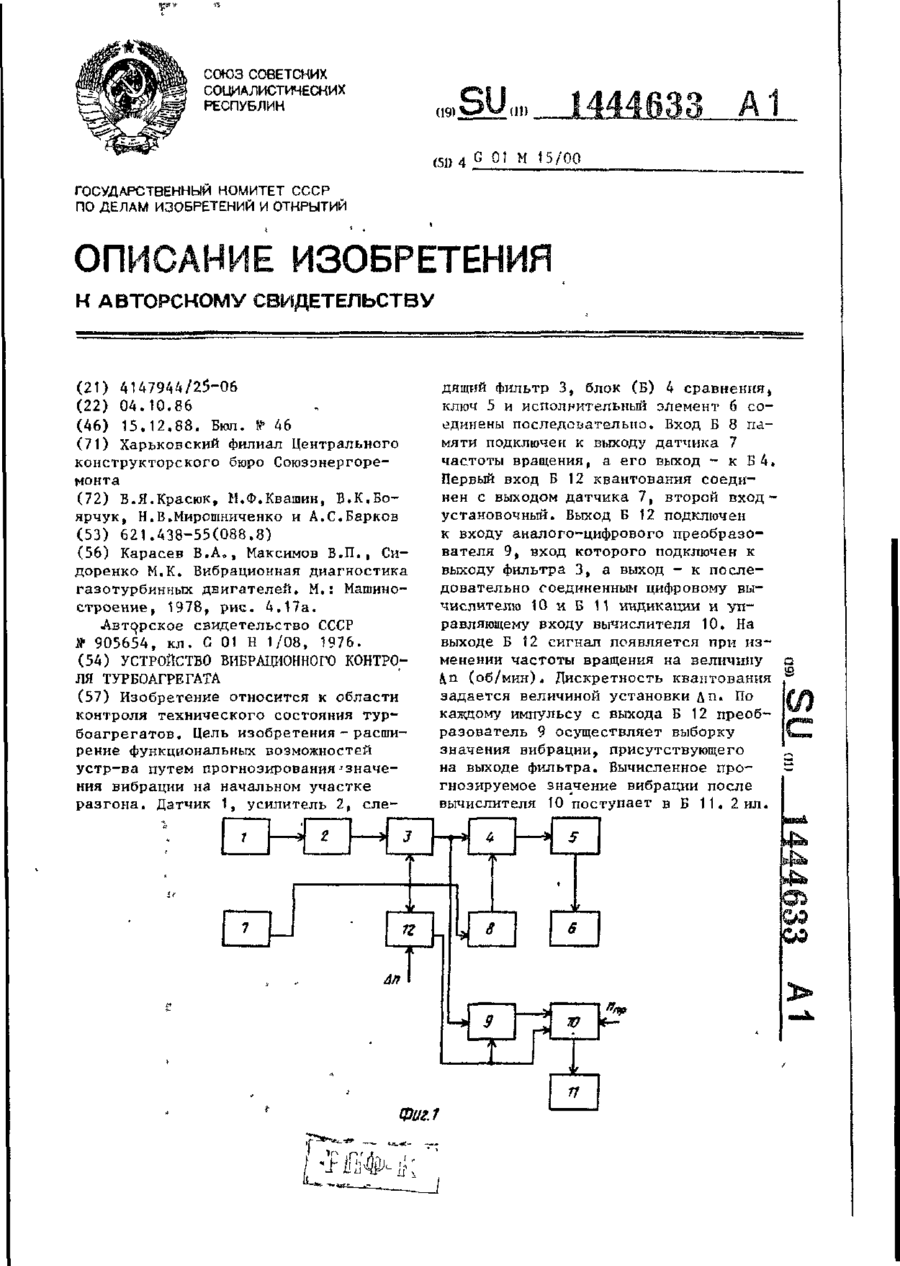
Формула / Реферат:
Формула изобретенияУстройство вибрационного контроля турбоагрегата, содержащее последовательно соединенные вибродатчик, усилитель, следящий фильтр, блок сравнения, ключ и исполнительный элемент, а также последовательно соединенные датчик частоты вращения, подключенный к второму входу следящего фильтра, и блок памяти, выход которого подключен к второму входу блока сравнения, отличающееся тем, что, с целью расширения функциональных...
Система віброзбудження вібраційного верстата
Номер патенту: 18052
Опубліковано: 17.06.1997
Автори: Симонюк Володимир Павлович, Радіщук Олександр Володимирович, Гордєєв Олександр Федорович, Струтинський Василь Борисович, Баборига Сергій Анатолійович, Кужель Євген Мусійович
МПК: B24B 31/06, B06B 1/18
Мітки: вібраційного, верстата, система, віброзбудження
Формула / Реферат:
Система віброзбудження вібраційного верстата, яка містить вібропривід і робочий контейнер, яка відрізняется тим, що вона розташована на встановленому з можливістю реверсивного обертання горизонтальному столі, вібропривід виконаний у вигляді розташованого під днищем обладнаного вушками робочого контейнера електромагніту та встановлених на трубчастих направляючих над і під вушками робочого контейнера циліндричних пружин, вільні кінці яких...
Пристрій для вібраційного пресування виробів з металічних порошків
Номер патенту: 18095
Опубліковано: 17.06.1997
Автори: Рудь Віктор Дмитрович, Ткачук Юрій Ярославович, Сергеев Олександр Олександрович, Кузьмін Володимир Олександрович
МПК: B22F 3/02
Мітки: вібраційного, металічних, виробів, пресування, пристрій, порошків
Формула / Реферат:
Устройство для вибрационного прессования изделий из металлических порошков, включающее составную матрицу с установленными внутри ее пуансонами и узел возбуждения матрицы, отличающееся тем, что устройство дополнительно снабжено выносным кронштейном и составным столом с коробчатыми желобами, размещенными оппозитно по двум его краям, а узел возбуждения колебаний матрицы выполнен в виде соединенных с пульсатором и предварительно поджатых до...
Опорний елемент робочого органу вібраційного верстату
Номер патенту: 24942
Опубліковано: 06.10.1998
Автори: Гапонюк Олександр Миколайович, Іжелюк Ігор Вячеславович, Божидарник Віктор Володимирович, Кузьмін Володимир Олександрович
МПК: B24B 31/06
Мітки: робочого, опорний, вібраційного, елемент, верстату, органу
Формула / Реферат:
Опорний елемент робочого органу вібраційного верстату, який містить гідравлічний вібратор, виконаний у вигляді нерухомого коробчатого корпусу і пружно встановленого в ньому тавра, стойка якого крізь прорізь у коробчатому корпусі з'єднана з робочим контейнером, а поличка розташована між двома парами шлангів, сполучених гідролініями з джерелом тиску, який відрізняється тим, що на внутрішній поверхні верхньої частини коробчатого корпусу і...
Спосіб вібраційного контролю машин
Номер патенту: 32642
Опубліковано: 15.02.2001
Автори: Немчин Олександр Федорович, Клявлін Валерій Володимирович
МПК: G01M 7/02
Мітки: машин, контролю, спосіб, вібраційного
Текст:
...гармонік для подальшого аналізу. Робиться це на основі положення, що гармоніки, як» відносяться до власних коливань, мають знаходиться в межах резонансної характеристики машини. Одна із форм здійснення способу передбачає, що за добротність коливальної системи машини приймають добротність одного з її вузлів, яка найбільша серед цих характеристик інших вузлів машини. Це підвищує точність виділення власних коливань машини. При цьому при...
Попередній патент: Водопідйомний пристрій
Наступний патент: Хлібопекарська піч