Спосіб з’єднання конічних різьб
Номер патенту: 41002
Опубліковано: 27.04.2009
Автори: Крижанівський Євстахій Іванович, Палійчук Ігор Іванович, Коцкулич Ярослав Степанович

Формула / Реферат
Спосіб з'єднання конічних різьб, що включає вимірювання відхилень відстаней від торців зовнішньої і внутрішньої конічних різьб до вимірних площин їх різьбових калібрів відповідно калібра-кільця і калібра-пробки при виготовленні різьб та їх наступне згвинчування, після якого торець внутрішньої різьби співпадає з краєм впадини на кінці зовнішньої різьби або зміщений від нього не більше, ніж на допустиме відхилення, який відрізняється тим, що впадину виконують після вимірювання зовнішньої різьби калібром-кільцем у вигляді кільцевої канавки на відстані від торця, яка враховує напрямок і величину виміряного відхилення, а торець внутрішньої різьби зрізають після її вимірювання калібром-пробкою на величину виміряного відхилення, після чого згвинчуванням різьб зрізаний торець розміщують між краями кільцевої канавки, ширина якої встановлює допустимі межі його положення.
Текст
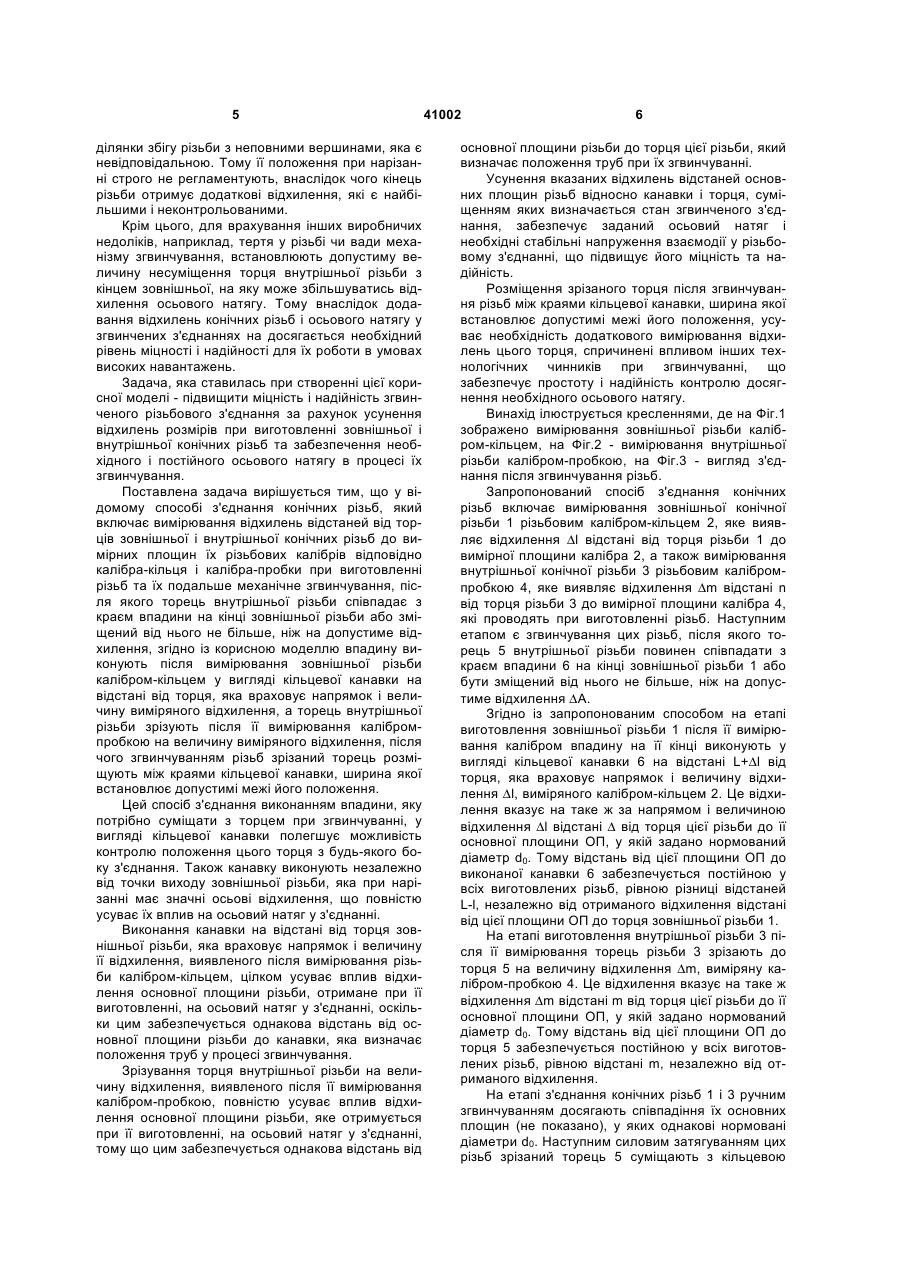
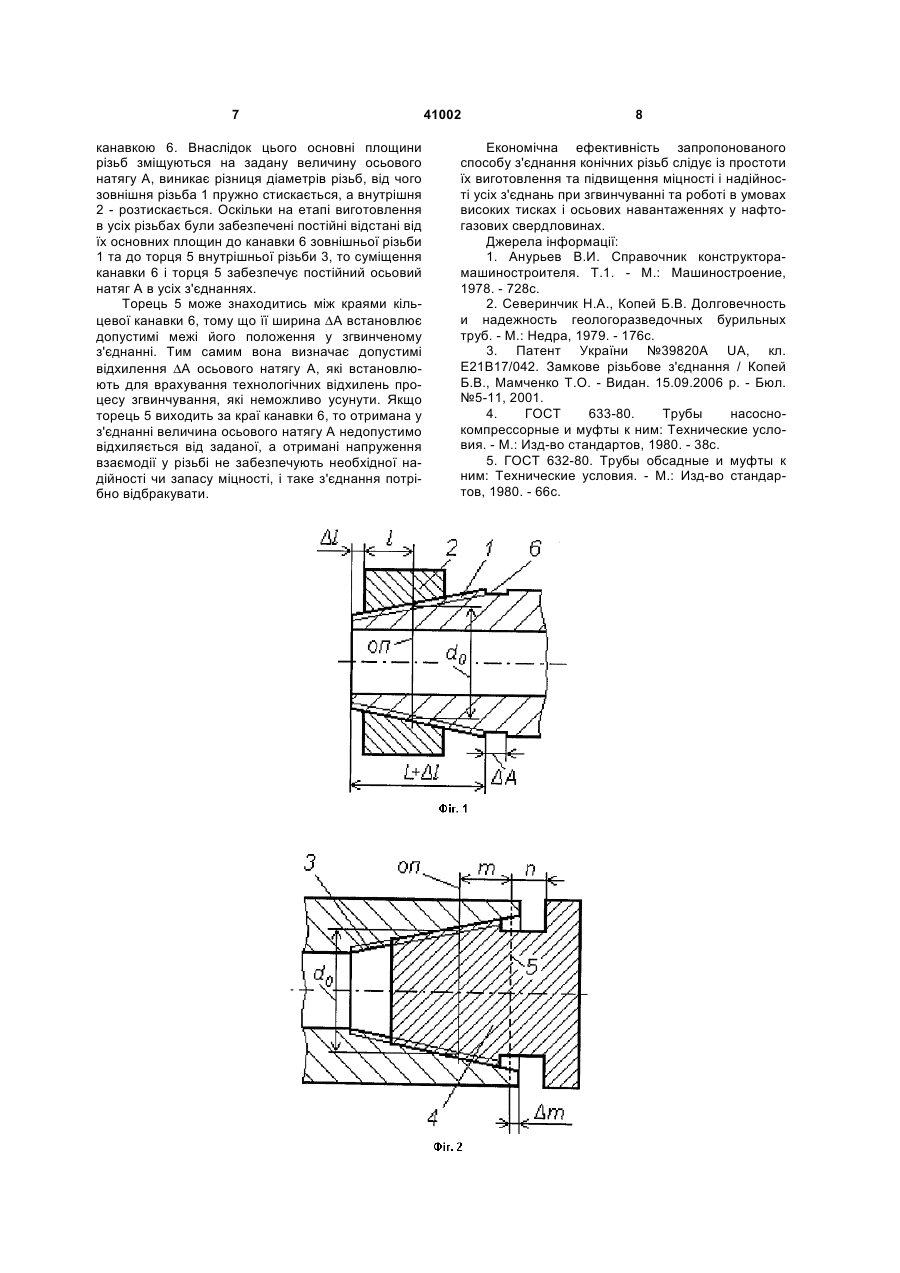
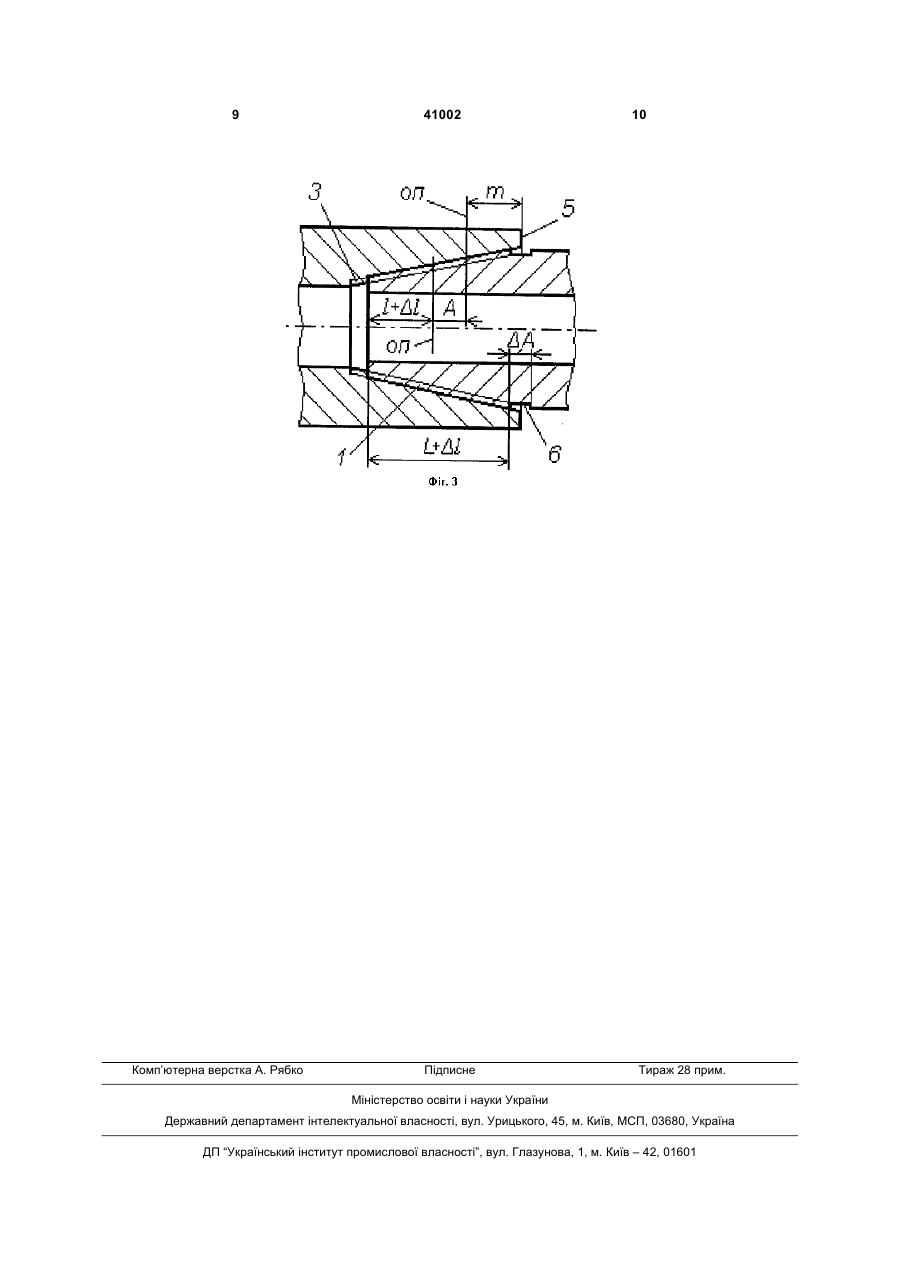
Спосіб з'єднання конічних різьб, що включає вимірювання відхилень відстаней від торців зовнішньої і внутрішньої конічних різьб до вимірних площин їх різьбових калібрів відповідно калібракільця і калібра-пробки при виготовленні різьб та їх 3 більший діаметр дорівнює діаметру проточки муфтової канавки. Однак у цьому з'єднанні канавка в кінці зовнішньої різьби на ніпельній деталі та розташована відповідно до неї проточка у торці муфтової деталі призначені для усунення силового тиску торця муфти на збіг зовнішньої різьби, який виникає при значних знакоперемінних згинальних навантаженнях на бурильну колону та знижує опір ніпельної деталі втомному руйнуванню. При цьому ширину канавок вибирають рівними між собою на довжині збігу різьби. Тому розміри канавок не впливають на підвищення точності нарізання і згвинчування різьб, у той час як відхилення, отримані при виготовленні різьбового з'єднання, можуть привести до осьового зміщення канавок, що знижує їх ефективність. Відомий спосіб з'єднання конічних різьб [4], що включає зовнішню конічну різьбу на трубі і відповідну внутрішню конічну різьбу у з'єднувальній муфті. Після виготовлення цих різьб вимірюють їх осьові натяги відповідно зовнішньої різьби за калібром-кільцем і внутрішньої різьби за калібромпробкою. Натягом є відстань від торця різьби до вимірної площини відповідного різьбового калібра. Виміряний натяг повинен бути рівним заданій величині або знаходитись у межах допустимих відхилень. Вимірна площина калібра-кільця може співпадати з торцем зовнішньої різьби, якщо задана величина натягу рівна нулю. Після вимірювання різьб трубу і муфту з'єднують згвинчуванням на верстаті таким чином, щоб торець муфти співпадав з кінцем зовнішньої різьби на трубі або був зміщеним від нього не більше за встановлене допустиме відхилення. Кінцем різьби вважають край впадини останньої нитки зовнішньої різьби, найбільш віддалений від її торця. У процесі визначення осьового натягу зовнішньої і внутрішньої різьби за осьовим положенням відповідного калібра одночасно визначається положення основної площини конічної різьби, у якій її діаметр дорівнює заданій нормованій величині. Отримане відхилення калібра від заданої відстані до торця різьби вказує на таке ж осьове відхилення її основної площини відносно торця різьби. При згвинчуванні вручну труба і муфта переміщуються назустріч одна одній до контакту по усій довжині витків різьб. Після цього основні площини зовнішньої і внутрішньої різьб співпадають, оскільки їх діаметри однакові, а переміщення зупиняється внаслідок впирання конічних поверхонь різьб. Для досягнення міцності з'єднання за допомогою верстата продовжують силове затягування конічних різьб так, що основна площина зовнішньої різьби переміщується далі всередину внутрішньої різьби на величину заданого осьового натягу. Внаслідок цього виникає різниця діаметрів різьб в основних площинах, від чого зовнішня різьба пружно стискається, а внутрішня - розтискається. Завдяки цьому на контактних поверхнях різьб виникають напруження взаємодії, величина яких пропорційна величині досягнутого осьового натягу. Від напружень взаємодії різьб, отриманих при механічному згвинчуванні, залежить працездат 41002 4 ність з'єднання. Для забезпечення його міцності і герметичності ці напруження мають бути достатніми, щоб усунути зазори на контактних поверхнях. Але вони не повинні бути занадто великими, бо при цьому зменшується запас міцності різьб до настання напружень плинності їх матеріалу, при яких виникають пластичні деформації і зминання їх витків. Цей запас напружень обмежує можливі осьові зусилля на різьбове з'єднання, які воно повинно витримувати при статичному чи динамічному навантаженні, наприклад, від ваги колони труб, яка може зростати при різкому підніманні колони. Проте при виготовленні різьб виникають відхилення їх розмірів. Їх вимірюють за осьовим відхиленням вимірної площини калібра від заданої відстані до торця різьби. Це відхилення калібра вказує на відхилення основної площини різьби відносно її торця. Крім того, довжина зовнішньої конічної різьби від торця до її кінця має відхилення як від неточності нарізання, так і від осьового зміщення її кінця внаслідок відхилення зовнішнього діаметра труби. Тому основна площина зовнішньої різьби отримує відхилення від її кінця, а внутрішньої - від її торця. При згвинчуванні різьб і суміщенні торця внутрішньої різьби з кінцем зовнішньої утворюється відхилення осьового натягу. Його величина за правилом додавання відхилень розмірів дорівнює сумі складових відхилень. Для забезпечення працездатності та достатнього запасу міцності з'єднань потрібно створити заданий осьовий натяг і відповідні напруження взаємодії на контактних поверхнях різьб, необхідні в умовах їх експлуатації і однакові для усіх різьбових з'єднань колони труб. Оскільки суміщення торця внутрішньої різьби з кінцем зовнішньої створює значні відхилення осьового натягу, вказані вище, то таке з'єднання не забезпечує високу надійність і працездатність. Найбільш близьким до запропонованого є відомий спосіб з'єднання конічних різьб [5], який включає вимірювання відхилень відстаней від торців зовнішньої і внутрішньої конічних-різьб до вимірних площин їх різьбових калібрів відповідно калібра-кільця і калібра-пробки при виготовленні цих різьб. Після цього зовнішню і внутрішню різьби з'єднують механічним згвинчуванням так, щоб торець внутрішньої різьби співпадав з краєм впадини на кінці зовнішньої різьби або був зміщений від нього не більше, ніж на допустиме відхилення. Однак за цим способом вимірювання лише виявляє відхилення розмірів різьб і осьового натягу у з'єднанні різьб, але не усуває ці відхилення, тому цей спосіб має усі недоліки з'єднання конічних різьб, які описані вище. Разом з цим, після згвинчування торець зовнішньої різьби, від якого визначене положення її основної площини, знаходиться всередині внутрішньої різьби і є недосяжним для контролю. Тому умовою придатності згвинченого з'єднання залишається співпадіння торця внутрішньої різьби з кінцем зовнішньої, який визначається краєм впадини різьби, найбільш віддаленим від її торця. Він утворений точкою виходу різьбонарізного інструмента на зовнішню поверхню, на якій нарізана конічна різьба. Ця точка виходу знаходиться в кінці 5 ділянки збігу різьби з неповними вершинами, яка є невідповідальною. Тому її положення при нарізанні строго не регламентують, внаслідок чого кінець різьби отримує додаткові відхилення, які є найбільшими і неконтрольованими. Крім цього, для врахування інших виробничих недоліків, наприклад, тертя у різьбі чи вади механізму згвинчування, встановлюють допустиму величину несуміщення торця внутрішньої різьби з кінцем зовнішньої, на яку може збільшуватись відхилення осьового натягу. Тому внаслідок додавання відхилень конічних різьб і осьового натягу у згвинчених з'єднаннях на досягається необхідний рівень міцності і надійності для їх роботи в умовах високих навантажень. Задача, яка ставилась при створенні цієї корисної моделі - підвищити міцність і надійність згвинченого різьбового з'єднання за рахунок усунення відхилень розмірів при виготовленні зовнішньої і внутрішньої конічних різьб та забезпечення необхідного і постійного осьового натягу в процесі їх згвинчування. Поставлена задача вирішується тим, що у відомому способі з'єднання конічних різьб, який включає вимірювання відхилень відстаней від торців зовнішньої і внутрішньої конічних різьб до вимірних площин їх різьбових калібрів відповідно калібра-кільця і калібра-пробки при виготовленні різьб та їх подальше механічне згвинчування, після якого торець внутрішньої різьби співпадає з краєм впадини на кінці зовнішньої різьби або зміщений від нього не більше, ніж на допустиме відхилення, згідно із корисною моделлю впадину виконують після вимірювання зовнішньої різьби калібром-кільцем у вигляді кільцевої канавки на відстані від торця, яка враховує напрямок і величину виміряного відхилення, а торець внутрішньої різьби зрізують після її вимірювання калібромпробкою на величину виміряного відхилення, після чого згвинчуванням різьб зрізаний торець розміщують між краями кільцевої канавки, ширина якої встановлює допустимі межі його положення. Цей спосіб з'єднання виконанням впадини, яку потрібно суміщати з торцем при згвинчуванні, у вигляді кільцевої канавки полегшує можливість контролю положення цього торця з будь-якого боку з'єднання. Також канавку виконують незалежно від точки виходу зовнішньої різьби, яка при нарізанні має значні осьові відхилення, що повністю усуває їх вплив на осьовий натяг у з'єднанні. Виконання канавки на відстані від торця зовнішньої різьби, яка враховує напрямок і величину її відхилення, виявленого після вимірювання різьби калібром-кільцем, цілком усуває вплив відхилення основної площини різьби, отримане при її виготовленні, на осьовий натяг у з'єднанні, оскільки цим забезпечується однакова відстань від основної площини різьби до канавки, яка визначає положення труб у процесі згвинчування. Зрізування торця внутрішньої різьби на величину відхилення, виявленого після її вимірювання калібром-пробкою, повністю усуває вплив відхилення основної площини різьби, яке отримується при її виготовленні, на осьовий натяг у з'єднанні, тому що цим забезпечується однакова відстань від 41002 6 основної площини різьби до торця цієї різьби, який визначає положення труб при їх згвинчуванні. Усунення вказаних відхилень відстаней основних площин різьб відносно канавки і торця, суміщенням яких визначається стан згвинченого з'єднання, забезпечує заданий осьовий натяг і необхідні стабільні напруження взаємодії у різьбовому з'єднанні, що підвищує його міцність та надійність. Розміщення зрізаного торця після згвинчування різьб між краями кільцевої канавки, ширина якої встановлює допустимі межі його положення, усуває необхідність додаткового вимірювання відхилень цього торця, спричинені впливом інших технологічних чинників при згвинчуванні, що забезпечує простоту і надійність контролю досягнення необхідного осьового натягу. Винахід ілюструється кресленнями, де на Фіг.1 зображено вимірювання зовнішньої різьби калібром-кільцем, на Фіг.2 - вимірювання внутрішньої різьби калібром-пробкою, на Фіг.3 - вигляд з'єднання після згвинчування різьб. Запропонований спосіб з'єднання конічних різьб включає вимірювання зовнішньої конічної різьби 1 різьбовим калібром-кільцем 2, яке виявляє відхилення ∆l відстані від торця різьби 1 до вимірної площини калібра 2, а також вимірювання внутрішньої конічної різьби 3 різьбовим калібромпробкою 4, яке виявляє відхилення ∆m відстані n від торця різьби 3 до вимірної площини калібра 4, які проводять при виготовленні різьб. Наступним етапом є згвинчування цих різьб, після якого торець 5 внутрішньої різьби повинен співпадати з краєм впадини 6 на кінці зовнішньої різьби 1 або бути зміщений від нього не більше, ніж на допустиме відхилення ∆А. Згідно із запропонованим способом на етапі виготовлення зовнішньої різьби 1 після її вимірювання калібром впадину на її кінці виконують у вигляді кільцевої канавки 6 на відстані L+∆l від торця, яка враховує напрямок і величину відхилення ∆l, виміряного калібром-кільцем 2. Це відхилення вказує на таке ж за напрямом і величиною відхилення ∆l відстані ∆ від торця цієї різьби до її основної площини ОП, у якій задано нормований діаметр d0. Тому відстань від цієї площини ОП до виконаної канавки 6 забезпечується постійною у всіх виготовлених різьб, рівною різниці відстаней L-l, незалежно від отриманого відхилення відстані від цієї площини ОП до торця зовнішньої різьби 1. На етапі виготовлення внутрішньої різьби 3 після її вимірювання торець різьби 3 зрізають до торця 5 на величину відхилення ∆m, виміряну калібром-пробкою 4. Це відхилення вказує на таке ж відхилення ∆m відстані m від торця цієї різьби до її основної площини ОП, у якій задано нормований діаметр d0. Тому відстань від цієї площини ОП до торця 5 забезпечується постійною у всіх виготовлених різьб, рівною відстані m, незалежно від отриманого відхилення. На етапі з'єднання конічних різьб 1 і 3 ручним згвинчуванням досягають співпадіння їх основних площин (не показано), у яких однакові нормовані діаметри d0. Наступним силовим затягуванням цих різьб зрізаний торець 5 суміщають з кільцевою 7 канавкою 6. Внаслідок цього основні площини різьб зміщуються на задану величину осьового натягу А, виникає різниця діаметрів різьб, від чого зовнішня різьба 1 пружно стискається, а внутрішня 2 - розтискається. Оскільки на етапі виготовлення в усіх різьбах були забезпечені постійні відстані від їх основних площин до канавки 6 зовнішньої різьби 1 та до торця 5 внутрішньої різьби 3, то суміщення канавки 6 і торця 5 забезпечує постійний осьовий натяг А в усіх з'єднаннях. Торець 5 може знаходитись між краями кільцевої канавки 6, тому що її ширина ∆А встановлює допустимі межі його положення у згвинченому з'єднанні. Тим самим вона визначає допустимі відхилення ∆А осьового натягу А, які встановлюють для врахування технологічних відхилень процесу згвинчування, які неможливо усунути. Якщо торець 5 виходить за краї канавки 6, то отримана у з'єднанні величина осьового натягу А недопустимо відхиляється від заданої, а отримані напруження взаємодії у різьбі не забезпечують необхідної надійності чи запасу міцності, і таке з'єднання потрібно відбракувати. 41002 8 Економічна ефективність запропонованого способу з'єднання конічних різьб слідує із простоти їх виготовлення та підвищення міцності і надійності усіх з'єднань при згвинчуванні та роботі в умовах високих тисках і осьових навантаженнях у нафтогазових свердловинах. Джерела інформації: 1. Анурьев В.И. Справочник конструкторамашиностроителя. Т.1. - М.: Машиностроение, 1978. - 728с. 2. Северинчик Н.А., Копей Б.В. Долговечность и надежность геологоразведочных бурильных труб. - М.: Недра, 1979. - 176с. 3. Патент України №39820А UA, кл. Е21В17/042. Замкове різьбове з'єднання / Копей Б.В., Мамченко Т.О. - Видан. 15.09.2006 р. - Бюл. №5-11, 2001. 4. ГОСТ 633-80. Трубы насоснокомпрессорные и муфты к ним: Технические условия. - М.: Изд-во стандартов, 1980. - 38с. 5. ГОСТ 632-80. Трубы обсадные и муфты к ним: Технические условия. - М.: Изд-во стандартов, 1980. - 66с. 9 Комп’ютерна верстка А. Рябко 41002 Підписне 10 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for connection of conical threading
Автори англійськоюKryzhanivskyi Yevstakhii Ivanovych, Kotskulych Yaroslav Stepanovych, Paliichuk Ihor Ivanovych
Назва патенту російськоюСпособ соединения конических резьб
Автори російськоюКрижановский Евстахий Иванович, Коцкулич Ярослав Степанович, Палийчук Игорь Иванович
МПК / Мітки
МПК: F16L 15/00, E21B 17/042, E21B 17/02
Мітки: з'єднання, конічних, різьб, спосіб
Код посилання
<a href="https://ua.patents.su/5-41002-sposib-zehdnannya-konichnikh-rizb.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання конічних різьб</a>
Спосіб розмірної обробки електричною дугою конічних поверхонь
Номер патенту: 44966
Опубліковано: 15.03.2002
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: обробки, розмірної, конічних, дугою, поверхонь, спосіб, електричною
Формула / Реферат:
Спосіб розмірної обробки електричною дугою конічних поверхонь, при якому робочу рідину нагнітають у торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центра електрода-інструмента для формоутворення внутрішніх конічних поверхонь (конічних отворів) та від центра до периферії електрода-інструмента для формоутворення зовнішніх конічних поверхонь (конічних стержнів), який відрізняється тим, що формоутворення...
Патрон для нарізання різьб
Номер патенту: 34673
Опубліковано: 15.03.2001
Автори: Іщенко Любов Володимирівна, Берник Павло Степанович, Павленко Володимир Сергійович, Паращук Василь Юхимович
МПК: B23G 1/00
Мітки: різьб, нарізання, патрон
Формула / Реферат:
Патрон для нарізання різьб, що містить корпус, в котрому розміщений механізм обертального руху шпинделя і механізм зворотньо-обертального додаткового руху шпинделя, виконаний у вигляді гідродвигуна, відрізняючийся тим, що він виконаний у вигляді окремого модуля, механізм обертального руху шпинделя котрого виконаний за допомогою центральних конічних зубчастих коліс, встановлених на підшипниках співвісно до корпусу та зв'язаних поміж собою...
Пристрій для нарізання внутрішніх різьб малих діаметрів
Номер патенту: 66816
Опубліковано: 15.06.2004
Автори: Полянцев Іван Олександрович, Канарєєв Фелікс Миколайович, Резінкіна Тетяна Валеріївна
МПК: B23G 1/00
Мітки: пристрій, різьб, нарізання, внутрішніх, діаметрів, малих
Формула / Реферат:
Пристрій для нарізання внутрішніх різьб малих діаметрів, що містить корпус, привід головного руху, механізм подачі, шпиндель, патрон, мітчик, який відрізняється тим, що в корпусі встановлена з можливістю обертання втулка, кінематично зв'язана з приводом, всередині якої розміщено шпиндель і на зазначеній втулці встановлено стакан, а на останньому закріплено диск з отвором, причому конфігурація отвору відповідає конфігурації поперечного...
Контрольний пристрій для заміру параметрів конічних отворів
Номер патенту: 30750
Опубліковано: 11.03.2008
Автори: Гевко Ігор Богданович, Ляшук Олег Леонтійович, Стефанів Сергій Володимирович, Левкович Михайло Генадійович
МПК: G01B 3/00
Мітки: параметрів, контрольний, конічних, пристрій, заміру, отворів
Формула / Реферат:
Контрольний пристрій для заміру параметрів конічних отворів, який виконано у вигляді корпусу, в якому розміщені нижні і верхні нерухомі та рухомі циліндричні наконечники з конічними кінцями, які підтиснуті пружиною, який відрізняється тим, що він оснащений рухомою тягою, на вільному кінці якої встановлений корпус, всередині якого жорстко встановлено дві циліндричні напрямні, на яких розміщена відлікова планка з можливістю осьового...
Спосіб накатування різьб
Номер патенту: 9230
Опубліковано: 30.09.1996
Автор: Кульчицький Костянтин Станіславович
МПК: B21H 3/00
Мітки: накатування, спосіб, різьб
Формула / Реферат:
Способ накатывания резьб, при котором формообразование осуществляют цилиндрическими роликами с замкнутым контуром при их перемещении в радиальном направлении до образования полного профиля и с последующей калибровкой и оценкой качества резьбы по осевым отклонениям винтовой линии резьбы, отличающийся тем, что, с целью повышения качества резьбы и увеличения срока службы накатных роликов, после получения паяного профиля резьбы одновременно с...
Попередній патент: Спосіб утримання м’ясної худоби
Наступний патент: Спосіб моделювання гіпотиреозу
Випадковий патент: Спосіб вибухового відбою обводнених гірських порід