Накатна головка
Номер патенту: 41312
Опубліковано: 12.05.2009
Автори: Артілаква Лєван Шалвович, Панасовський Леонід Володимирович
Формула / Реферат
1. Накатна головка для накатування спіральної поверхні на циліндричних заготовках, що включає виконаний з двох частин складений корпус, накатні ролики і механізм передачі крутного моменту, яка відрізняється тим, що вона додатково включає, установлені в корпусі під кутом 120° один від одного з можливістю вільного обертання на радіально-упорних підшипниках, три однакові вали з розташованими на них накатними роликами, виконаними у вигляді наборів конічної форми, а механізм передачі крутного моменту виконаний у вигляді редуктора, який складається з, установленої в одній з частин корпусу з можливістю обертання на підшипниках кочення, внутрішньої прямозубої циліндричної обойми, що входить в зачеплення з жорстко закріпленими безпосередньо на валах косозубими шестернями, причому кут нахилу зуба косозубих шестерень рівний куту нахилу спіральної лінії ребер, що формуються на циліндричній заготовці.
2. Накатна головка за п. 1, яка відрізняється тим, що частини складеного корпусу жорстко з'єднані між собою за допомогою однієї розпірної і двох опірних планок.
3. Накатна головка за п. 1, яка відрізняється тим, що вона додатково включає кришку, з'єднану з однією частиною корпусу, і фланець, з'єднаний з другою частиною корпусу.
Текст
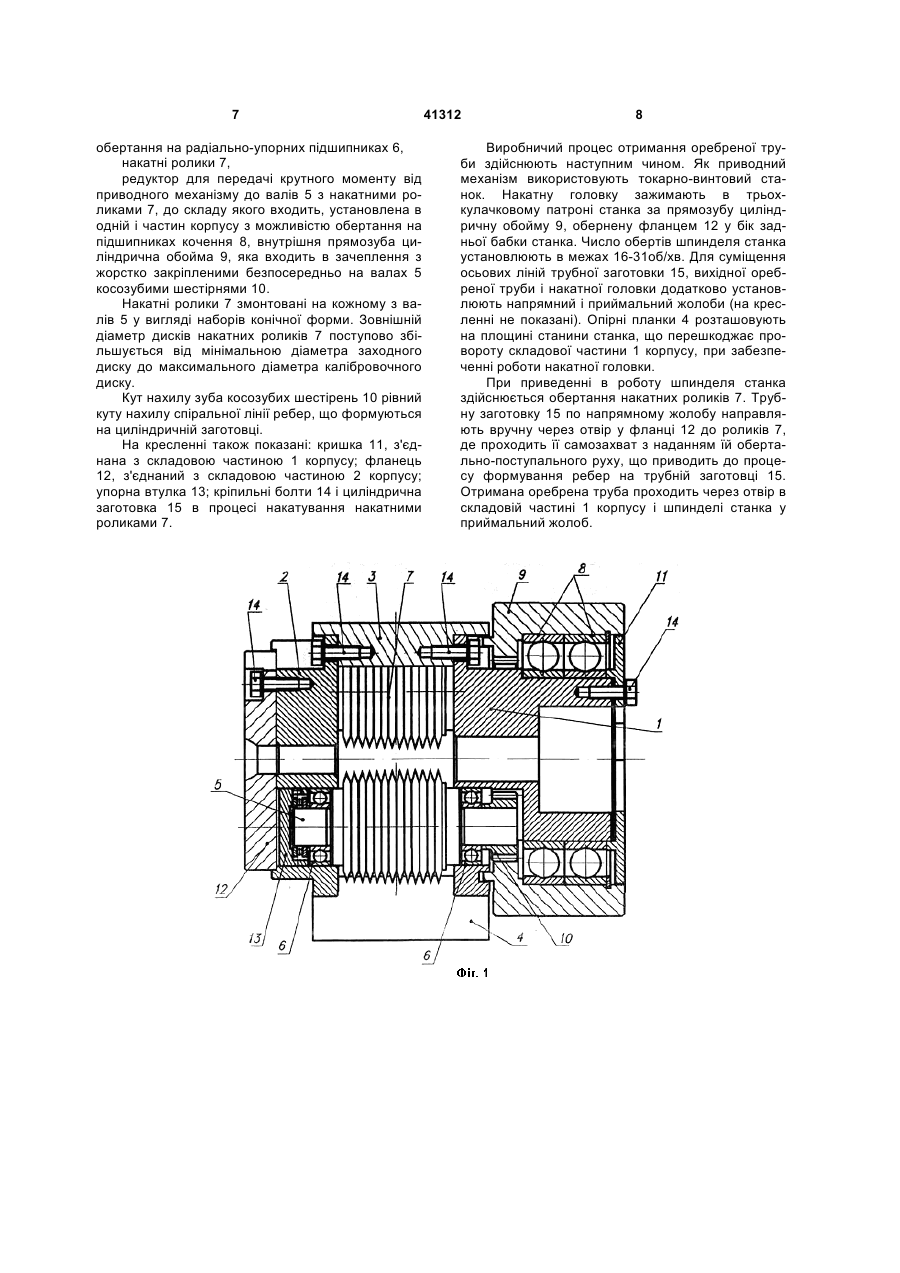
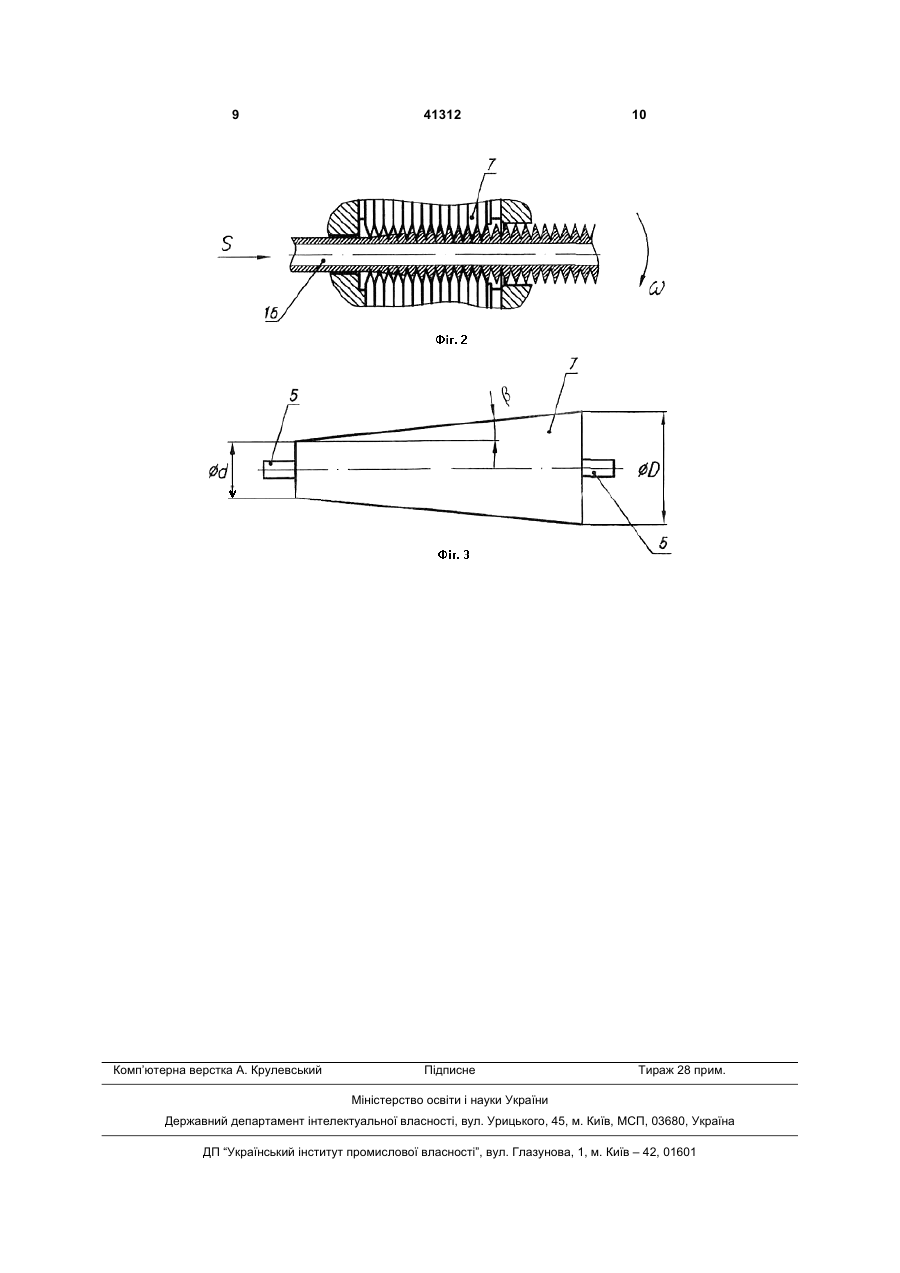
1. Накатна головка для накатування спіральної поверхні на циліндричних заготовках, що включає виконаний з двох частин складений корпус, накатні ролики і механізм передачі крутного моменту, яка відрізняється тим, що вона додатково включає, установлені в корпусі під кутом 120° один від одного з можливістю вільного обертання на радіально-упорних підшипниках, три однакові вали з розташованими на них накатними ролика 3 нтриситету, при цьому опірні кінці валиків установлені з можливістю повороту у росточках циліндричних вставок, розташованих у виконаних в складових частинах корпусу виборках, і закріплені в них за допомогою ексцентрикових гвинтів, а на прилеглій до обойми частині корпусу нанесена шкала величин радіальної подачі роликів. Накатні ролики установлені на поворотних осях і повернуті на кут підйому гвинтової лінії. Крупний момент від приводу станка передається до накатної головки шляхом використання незрівноваженої інерційної маси механізму автоматичної радіальної подачі роликів. При цьому положення поворотної обойми цього механізму жорстко фіксується на корпусі накатної головки і вона отримує обертовий рух навколо своєї осі. Додатково накатна головка включає фрикційний механізм подачі роликів, фіксатор напору подачі, пристрій для автоматичного відключення фрикційного механізму подачі роликів після завершення набору розміру подачі на глибину формуючого профілю. Робота накатної головки основана на принципі обертання самої накатної головки, а циліндричну заготовку переміщують без обертання вдовж осі за допомогою супорту станка. При обертанні накатної головки і узгодженим з її числом обертів осьовим переміщенням трубної заготовки на поверхні трубної заготовки накатують спіральну поверхню заданого деформіруючим роликом профілю (RU №2076786, В21113/04, публ. 10.04.1997г.) Відома накатна головка має складну конструкцію, обумовлену наявністю складного інерційного механізму автоматичної радіальної подачі роликів, який також призначений для передачі крутного моменту від приводного механізму до накатної головки шляхом використання незрівноваженої інерційної маси механізму автоматичної радіальної подачі роликів оснащеної системою шарнірно зв'язаних приводних тяг з муфтами повороту, ексцентрично розташованими на цапфах роликів. А у випадку необхідності накатування спіральної поверхні на заготовці зі зниженою пластичністю і підвищеним опором деформуванню для передачі крутного моменту крім використання інерційної системи додатково використовують ще і фрикційний привод, що ще більше ускладнює конструкцію накатної головки. Відома накатна головка характеризується значною металомісткістю і підвищеною навантаженістю на робочі елементи, що веде до зниження міцності конструкції взагалі і не дозволяє передавати великі крутні моменти. Крім того, можливості накатування спіральної поверхні на циліндричних заготовках відомої накатної головки обмежені по довжині. Це обумовлено тим, ню в процесі накатування при обертанні накатної головки навколо осі циліндричної заготовки, остання утримується від обертального руху опорою у вигляді супорту. Враховуючи ту обставину, що в цьому випадку виникає значний реактивний момент, опора повинна бути масивною і знаходитися на напрямній станині, розташованій на фундаменті. Це обмежує довжину накатуємої заготов 41312 4 ки, яка не може перебільшувати довжину напрямної станини і потребує значних виробничих площ. В основу корисної моделі поставлена задача удосконалення відомої накатної головки в якій, шляхом додаткового введення нових конструктивних елементів, нової форми виконання відомих елементів та нової форми виконання зв'язків між елементами. забезпечується можливість спрощення її конструкції і роботи з одночасним забезпеченням необмеженої накатки по довжині циліндричної заготовки. Поставлена задача вирішується тим, що відома накатна головка для накатування спіральної поверхні на циліндричних заготовках, яка включає виконаний з двох частин складовий корпус, накатні ролики і механізм передачі крутного моменту, згідно запропонованої корисної моделі додатково включає установлені в корпусі під кутом 120° один від одного з можливістю вільного обертання на радіально-упорних підшипниках, три однакові вали з розташованими на них накатними роликами. виконаними у вигляді наборів конічної форми; а механізм передачі крутного моменту викопаний у вигляді редуктора, який складається з, установленої в одній з частин корпусу з можливістю обертання на підшипниках кочення, внутрішньої прямозубої циліндричної обойми, яка входить в зачеплення з жорстко закріпленими безпосередньо на валах косозубими шестірнями, причому кут нахилу зуба косозубих шестірень рівний куту нахилу спіральної лінії ребер, що формуються на циліндричній заготовці. Поставлена задача вирішується тим, що частини складовою корпусу жорстко з'єднані між собою за допомогою однієї розпірної і двох опірних планок. Поставлена задача вирішується також тим, що накатна головка додатково включає кришку, з'єднану з однією частиною корпусу, і фланець, з'єднаний з другою частиною корпусу. В порівнянні з відомою накатною головкою запропонована накатна головка дозволяє: спростити конструкцію шляхом виключення складною механізму інерційної радіальної подачі роликів. А автоматичну радіальну подачу здійснювати шляхом використання конічної форми набору накатних роликів, одночасно забезпечуючих також обертально-поступальний рух циліндричній заготовці; здійснювати передачу крутного моменту від приводного механізму на вали з накатними роликами при нерухомій накатній головці за допомогою редуктора, складеного з внутрішньої прямозубої циліндричної обойми, яка входить в зачеплення з косозубими шестірнями, установленими безпосередньо на валах, які вільно обертаються на радіально-упорних підшипниках; значно знизити металомісткість накатної головки та зменшити навантаження на робочі елементи, що приводить до збільшення міцності конструкції накатної головки в цілому, дозволяє передавати великі крутні моменти і, як наслідок, збільшити продуктивність накатної головки; здійснювати необмежену по довжині труби на 5 катку шляхом забезпечення вільного обертального руху циліндричній заготовці при нерухомій накатній головці; здійснювати накатку спіральної поверхні профілю на циліндричних заготовках виготовлених як з моно-пластичних металів (алюміній, мідь) так і на біметалевих заготовках. Запропонована накатна головка має відносно просту конструкцію і не погребує утримування труби від обертання з застосуванням масивних опор, розташованих на напрямній станині. Наладку головки на накатку профілю різних діаметрів і кроків здійснюють шляхом заміни комплекту накатних роликів. Технічний результат запропонованої корисної моделі заключається у спрощенні конструкції накатної головки і забезпеченні необмеженої накатки по довжині циліндричної заготовки. Запропонована накатна головка включає: складовий корпус, виконаний з двох жорстко з'єднаних між собою частин за допомогою однієї розпірної і двох опірних планок, три однакові вали, установлені в корпусі під кутом 120° один від одною з можливістю вільного обертання на радіально-упорних підшипниках, накатні ролики, редуктор для передачі крутного моменту від приводного механізму до валів і накатними роликами, до складу якого входить установлена в одній з частин корпусу з можливістю обертання на підшипниках кочення внутрішня прямозуба циліндрична обойма, яка входить в зачеплення з жорстко закріпленими безпосередньо на валах косозубими шестірнями. Кут нахилу зуба косозубих шестірень рівний куту нахилу спіральної лінії ребер, що формуються на циліндричній заготовці. Накатні ролики змонтовані на кожному з валів у вигляді наборів конічної форми. Зовнішній діаметр дисків накатних роликів поступово збільшується від мінімальною діаметра заходного диску до максимального діаметра калібровочного диску. Накатна головка додатково включає кришку, з'єднану з однією частиною корпусу, і фланець, з'єднаний з другою частиною корпусу. В процесі роботи крутний момент від приводного механізму передається прямозубій циліндричній обоймі, яка передає обертовий рух через косозубі шестірні наборам накатних роликів, розташованих на валах під кутом 120° один від одного і навколо осі циліндричної заготовки (накатної труби), при цьому накатна труба здійснює вільний обертальний рух навколо своєї осі і поступальний рух вдовж осі при нерухомій накатній головці. В основу методу накатування циліндричної заготовки заложений принцип самозатягування циліндричної заготовки, в процесі якого циліндрична заготовка переміщується вдовж своєї осі і здійснює обертальний рух навколо осі за рахунок сил тертя, виникаючих у зоні контакту дисків роликів з циліндричною заготовкою. По мірі просування накатуємої труби вдовж конічної поверхні набору накатних роликів, у зоні контакту зовнішньої поверхні труби з дисками роликів. виникає напруга стиску, яка перевищує межу 41312 6 текучості матеріалу труби. Під впливом цієї напруги стиску здійснюється екструзія матеріалу труби і заповнення ним між дискового простору у наборі накатних роликів. Формування гвинтової лінії ребер здійснюється за рахунок розвороту осей валів накатних роликів, відносно осі труби, на кут α. α = arctg (t/3,14 Dcp.) (1), де: t - крок оребрення, Dcp. - середній діаметр оребрення. Для збереження принципу кінематичного суміщення формуючих накатних роликів з гвинтовою лінією профілю оребрення на оброблюємій трубі набори накатних роликів установлюють у корпусі відносно один одного з осьовим суміщенням ∆. ∆ = t/3 (2), де: t - крок оребрення. Шестірні валів накатних роликів виконані косозубими, з кутом нахилу зуба α (1). Зовнішній діаметр трубної заготовки розраховують за формулою: 2 D3 = 4Vt λ / 3,14t + dвн. (3), де: Vt - об'єм елемента профілю труби довжиною, рівною кроку ребер, мм2, t - крок оребрення, мм, dвн. - внутрішній діаметр трубної заготовки, мм, λ =1,1-1,6 - коефіцієнт осьової витяжки труби, визначається емпірично, залежить від матеріалу. Подача труби здійснюється автоматично, за рахунок конічної форми набору накатних роликів визначеної діаметрами калібровочного і заходного дисків і кута конусу набору накатних роликів: Pr=(D-d)/2 (4), де: Pr - радіальна подача; D - діаметр калібровочного диску; d - діаметр заходного диску. Кут конусу набору накатних роликів β установлюється таким, щоб напруга, виникаюча на поверхні циліндричної заготовки (труби) у зоні контакту з дисками, находилась в діапазоні між: ∂ еж 0,2< ∂ < ∂ т (5) для матеріалу труби, де: ∂ - напруга, виникаюча на поверхні труби, ∂ еж 0,2 - межа текучості при стиску, ∂ Т - межа міцності. Ця умова забезпечує екструзію матеріалу трубної заготовки без руйнування ребер. Запропонована накатна головка пояснюється кресленням: Фіг.1 - накатна головка в розрізі, Фіг.2 - кут конусу набору накатних роликів В, Фіг.3 - накатні ролики в процесі накатування циліндричної заготовки (труби), S - осьове переміщення труби, w - обертальний рух труби навколо осі. Запропонована накатна головка в загальному вигляді включає: складовий корпус, виконаний з двох жорстко з'єднаних між собою частин 1, 2 за допомогою однієї розпірної 3 і двох опірних 4 планок, три однакові вали 5, установлені в корпусі під кутом 120° один від одного з можливістю вільного 7 обертання на радіально-упорних підшипниках 6, накатні ролики 7, редуктор для передачі крутного моменту від приводного механізму до валів 5 з накатними роликами 7, до складу якого входить, установлена в одній і частин корпусу з можливістю обертання на підшипниках кочення 8, внутрішня прямозуба циліндрична обойма 9, яка входить в зачеплення з жорстко закріпленими безпосередньо на валах 5 косозубими шестірнями 10. Накатні ролики 7 змонтовані на кожному з валів 5 у вигляді наборів конічної форми. Зовнішній діаметр дисків накатних роликів 7 поступово збільшується від мінімальною діаметра заходного диску до максимального діаметра калібровочного диску. Кут нахилу зуба косозубих шестірень 10 рівний куту нахилу спіральної лінії ребер, що формуються на циліндричній заготовці. На кресленні також показані: кришка 11, з'єднана з складовою частиною 1 корпусу; фланець 12, з'єднаний з складовою частиною 2 корпусу; упорна втулка 13; кріпильні болти 14 і циліндрична заготовка 15 в процесі накатування накатними роликами 7. 41312 8 Виробничий процес отримання оребреної труби здійснюють наступним чином. Як приводний механізм використовують токарно-винтовий станок. Накатну головку зажимають в трьохкулачковому патроні станка за прямозубу циліндричну обойму 9, обернену фланцем 12 у бік задньої бабки станка. Число обертів шпинделя станка установлюють в межах 16-31об/хв. Для суміщення осьових ліній трубної заготовки 15, вихідної оребреної труби і накатної головки додатково установлюють напрямний і приймальний жолоби (на кресленні не показані). Опірні планки 4 розташовують на площині станини станка, що перешкоджає провороту складової частини 1 корпусу, при забезпеченні роботи накатної головки. При приведенні в роботу шпинделя станка здійснюється обертання накатних роликів 7. Трубну заготовку 15 по напрямному жолобу направляють вручну через отвір у фланці 12 до роликів 7, де проходить її самозахват з наданням їй обертально-поступального руху, що приводить до процесу формування ребер на трубній заготовці 15. Отримана оребрена труба проходить через отвір в складовій частині 1 корпусу і шпинделі станка у приймальний жолоб. 9 Комп’ютерна верстка А. Крулевський 41312 Підписне 10 Тираж 28 прим. Міністерство освіти інауки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюKnurling head
Автори англійськоюArtilakva Levan Shalvovych, Panasovskyi Leonid Volodymyrovych
Назва патенту російськоюНакатная головка
Автори російськоюАртилаква Леван Шалвович, Панасовский Леонид Владимирович
МПК / Мітки
МПК: B21H 3/00
Код посилання
<a href="https://ua.patents.su/5-41312-nakatna-golovka.html" target="_blank" rel="follow" title="База патентів України">Накатна головка</a>
Багатошпиндельна головка
Номер патенту: 40394
Опубліковано: 10.04.2009
Автори: Котляр Олексій Віталійович, Границя Віктор Олексійович, Карпусь Владислав Євгенович
МПК: B23B 47/00
Мітки: багатошпиндельна, головка
Формула / Реферат:
Багатошпиндельна головка, що складається з корпуса і шпиндельних блоків, зв'язаних з приводним валом, яка відрізняється тим, що має два фланці, один з яких розміщений на корпусі головки, а інший через швидкодіючий механізм фіксації з'єднаний з корпусом шпиндельної бабки верстата.
Силова головка

Номер патенту: 2573
Опубліковано: 15.06.2004
Автори: Пестунов Володимир Михайлович, Гречка Андрій Іванович, Крижанівський Володимир Андрійович
МПК: B23Q 37/00
Формула / Реферат:
1. Силоваголовка, що містить привід головного руху і автономний механізм подачі, яка відрізняється тим, що у приводі головного руху установлена циліндрична косозуба зубчаста передача, ширина вінця якої перевищує довжину ходу пінолі і розташована протилежно кінцевій передачі механізму подачі.2. Силова головка за п. 1, яка відрізняється тим, що вона має датчик пружної деформації пінолі, що через порівняльний, програмний і управляючий...
Торцева шліфувальна головка
Номер патенту: 27888
Опубліковано: 26.11.2007
Автор: Кондратюк Віктор Іванович
Мітки: головка, шліфувальна, торцева
Формула / Реферат:
Торцева шліфувальна головка, що складається з корпусу та закріплених на ньому криволінійних елементів, яка відрізняється тим, що криволінійні абразивні елементи закріплені на корпусі випуклістю назустріч напрямку обертання інструмента.
Багатошпиндельна головка
Номер патенту: 31383
Опубліковано: 10.04.2008
Автори: Карпусь Владислав Євгенович, Котляр Олексій Віталійович
МПК: B23B 9/00
Мітки: головка, багатошпиндельна
Формула / Реферат:
Багатошпиндельна головка, що складається з основного корпусу і зв'язаних з приводом обертання шпинделів, які встановлені у незалежних корпусах, яка відрізняється тим, що незалежні корпуси розташовані з можливістю незалежного і повного кільцевого обертання в обидві сторони навколо осі вала проміжних шестерень і мають можливість фіксування за допомогою болтів, що входять у Т-подібні кільцеві пази основного корпусу.
Багатошпиндельна головка
Номер патенту: 36304
Опубліковано: 27.10.2008
Автори: Котляр Олексій Віталійович, Карпусь Владислав Євгенович
МПК: B23B 39/00
Мітки: головка, багатошпиндельна
Формула / Реферат:
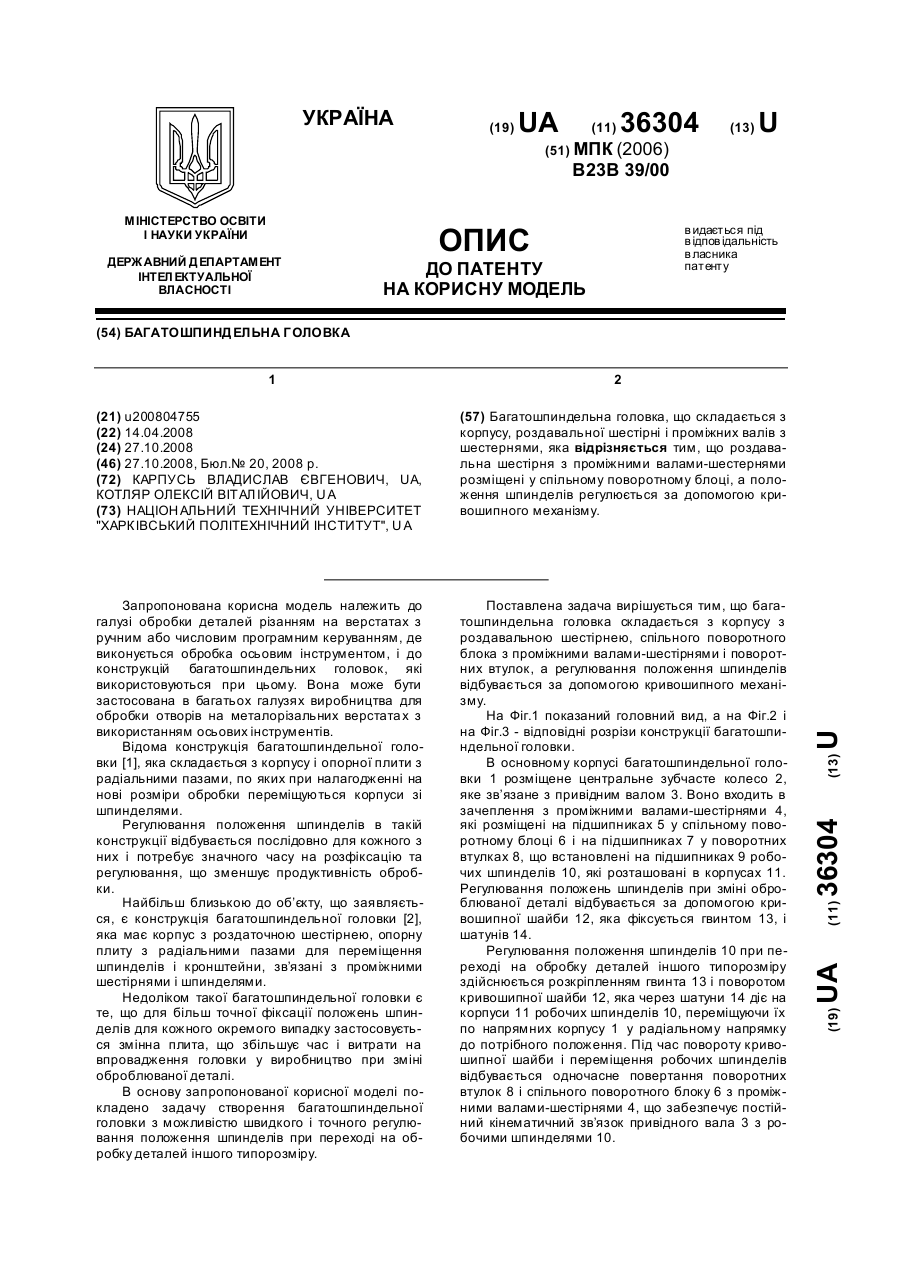
Багатошпиндельна головка, що складається з корпусу, роздавальної шестірні і проміжних валів з шестернями, яка відрізняється тим, що роздавальна шестірня з проміжними валами-шестернями розміщені у спільному поворотному блоці, а положення шпинделів регулюється за допомогою кривошипного механізму.
Попередній патент: Лопатевий ротор вітроустановки
Наступний патент: Спосіб паралельного ключового хешування теоретично доведеної стійкості
Випадковий патент: Спосіб рідинної обробки текстильних пакувань