Спосіб калібрування торцевих частин бочки валка правильної машини
Номер патенту: 42442
Опубліковано: 10.07.2009
Автори: Дєхтярьов Володимир Сергійович, Фролов Ярослав Вікторович, Дуплій Юлія Володимирівна, Кацапов Костянтин Миколайович, Терещенко Андрій Анатолійович
Формула / Реферат
Спосіб калібрування торцевих частин бочки валка правильної машини, згідно з яким торцеві частини, виконані у формі кривих, побудованих на основі математичних обчислень, спрягають з твірною робочого профілю валка, утвореною гіперболоїдом обертання, який відрізняється тим, що увігнуту до осі валка твірну робочого профілю, що описується першою функцією, плавно спрягають кривою по її кінцях, утвореною випуклою від його осі, другою сплайн-функцією, спрягають в точці, де функції мають спільні дотичні, випуклість другої функції задають таким чином, що ця функція проходить через свою точку перегину, спрягаючись з торцем валка нижче неї на (0,05¸0,25).Rг, де Rг - радіус горловини бочки валка, а точки перегину, що розташовані симетрично горловині бочки на відстані (0,45¸0,48).L), де L - довжина бочки валка, розраховують на відповідність контакту поверхонь валка і прокату максимального розміру, розраховують для валка, розташованого під кутом до осі правки, кут нахилу валка забезпечує контакт з прокатом максимального розміру в точці спрягання увігнутої та випуклої функцій та контакт з прокатом цього розміру, збільшеним на величину його овалізації, в точках перегину другої функції, а в точках спрягання першої і другої функцій та в точках перегину другої функції контактуючі поверхні мають спільну дотичну, при цьому першу та другу функції спрягають, задовольняючи наступну умову обмеження довжини робочої частини валка (lp):
 ,
,
де:
L - загальна довжина бочки валка, мм;
S - лінійне переміщення труби за кожний оберт валка, мм;
D - максимальний діаметр прокату з діапазону діаметрів, що будуть виправлятись в правильній машині, мм;
a - максимальний, за технічною характеристикою правильної машини, кут нахилу валка до осі правки, град.;
h - коефіцієнт осьового сковзання, приймають h=085¸0,90.
Текст
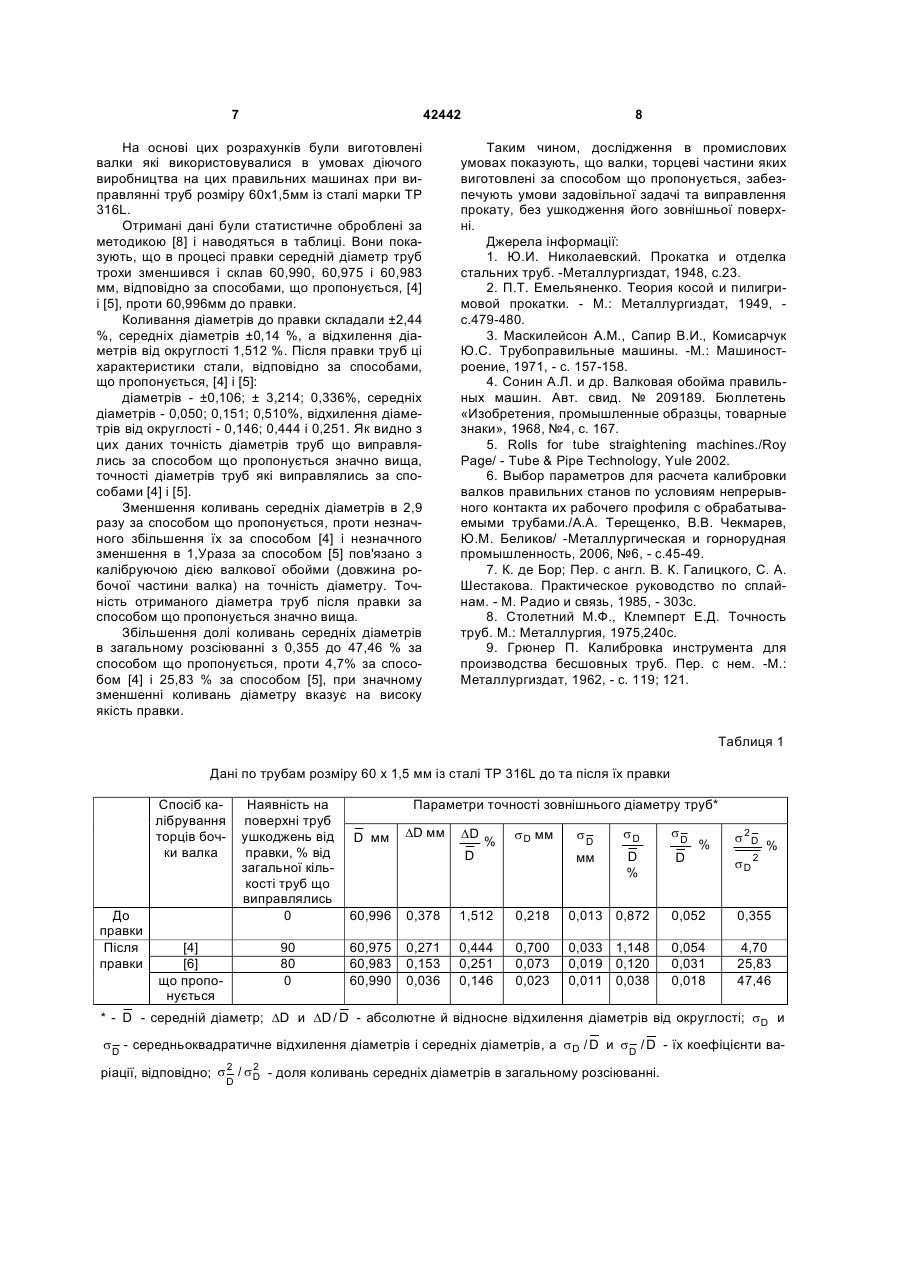
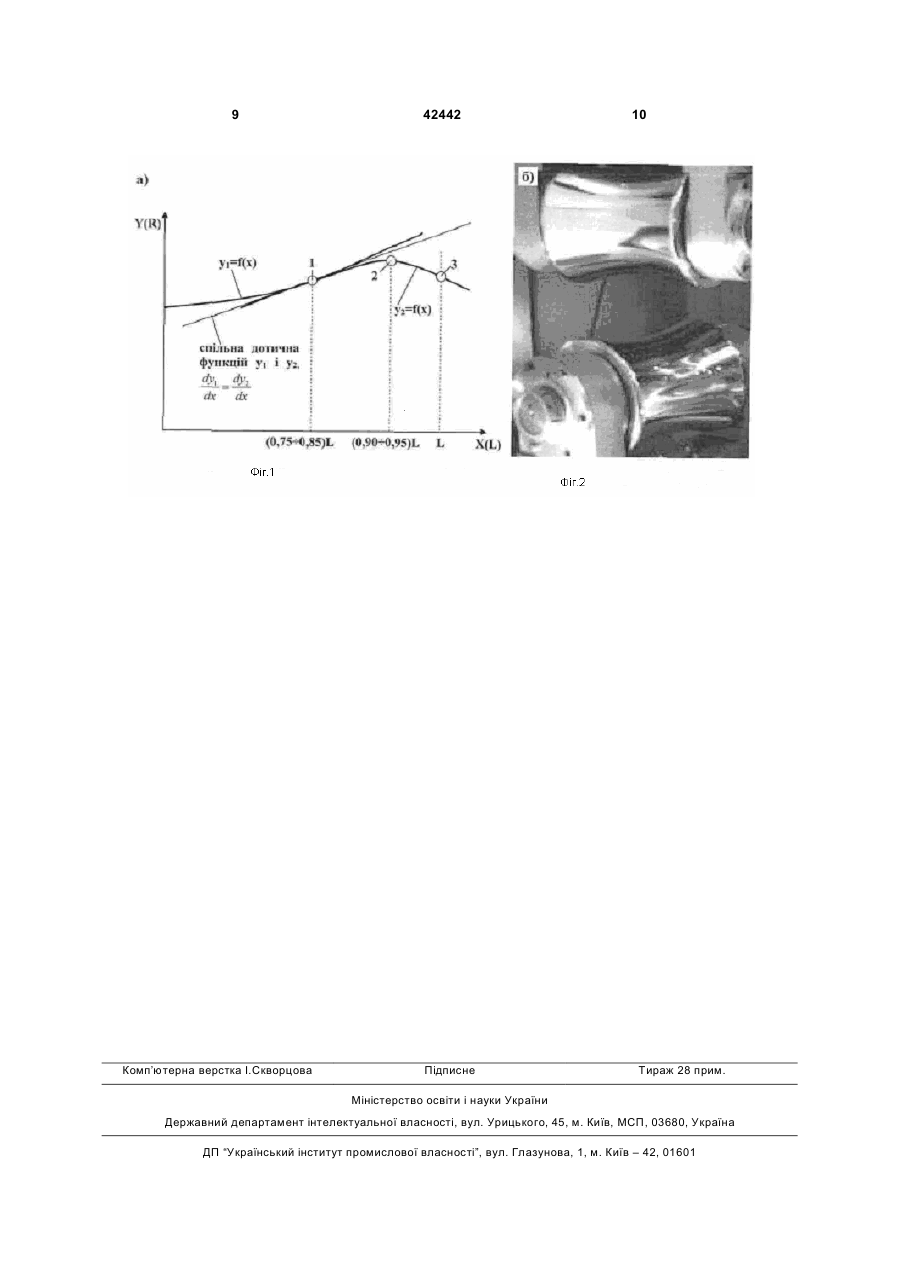
Спосіб калібрування торцевих частин бочки валка правильної машини, згідно з яким торцеві частини, виконані у формі кривих, побудованих на основі математичних обчислень, спрягають з твірною робочого профілю валка, утвореною гіперболоїдом обертання, який відрізняється тим, що увігнуту до осі валка твірну робочого профілю, що описується першою функцією, плавно спрягають кривою по її кінцях, утвореною випуклою від його осі, другою сплайн-функцією, спрягають в точці, де функції мають спільні дотичні, випуклість другої функції задають таким чином, що ця функція проходить через свою точку перегину, спрягаючись з торцем валка нижче неї на (0,05¸0,25).Rг, де Rг радіус горловини бочки валка, а точки перегину, що розташовані симетрично горловині бочки на відстані (0,45¸0,48).L), де L - довжина бочки валка, розраховують на відповідність контакту поверхонь 2 42442 1 3 Спосіб [1] не враховує геометрію прокату що виправляється при контакті з торцями валка і тому валки з таким профілем не забезпечують задовільних умов якісної правки прокату. Відомий спосіб калібрування торцевих частин бочки валка правильної машини [2], у якому на довжині (lо) від торців валка виконують воронкообразне округлення двома радіусами - більшим на торцю валка і меншим при спряганні з твірною гіперболоїда обертання робочого профілю бочки валка, при цьому, довжину (lо) визначають за наступним вираженням: lо = 0.05L. Тут L те ж саме як і в вираженні [1]. В основу способу [2] покладений спосіб задовільної задачі прокату в валкову обойму без ушкодження його поверхні, але в цьому способі даються тільки загальні рекомендації по формі спрягання гіперболоїдного профілю з торцями валка, що не дозволяє отримати закінчений профіль бочки валка. Відомий спосіб калібрування торцевих частин бочки валка правильної машини, у якому крайні, біля торців, ділянки бочки валка з твірною гіперболоїда обертання скругліють, [3]. Цьому способу [3] також присуджені недоліки способів [1, 2]. Важливим фактором, що впливає на якість прокату що виправляється, є форма спрягання торців валка з його твірною профілю. Правка прокату в валках, які мають невизначену форму, або мають форму валка з неоптимальною геометрією, призводить до черезмірного тиску торцевих частин валка на поверхню прокату, що оказує негативний вплив на механічні властивості, точність геометричних розмірів і якість поверхні прокату, що виправляється. Частково негативний вплив торців валка усувають округленням реборд для облегшення захвату прокату в начальний період [1, 3], інколи виконується вхідна та вихідна частини валків у формі галтелі, що має направляючу ділянку з виконаними воронкообразними закругленнями [2] для плавного захвату прокату що виправляється. Але, в способах [2, З], даються тільки загальні рекомендації щодо виконання форм торців валка і їх спрягання з твірною профілю, що не дозволяє отримати закінчений профіль валка. В процесі правки прокату, особливо труб, що загубили стійкість профілю в поперечних перетинах, відомі способи [1, 3] не забезпечують їх задовільної задачі в валкову обойму. Близьким до технічного рішення що заявляється, є спосіб калібрування торцевих частин бочки валка правильної машини, у якому торцеві частини валка виконують з направляючими прямолінійними поясками, що спрягаються з робочім профілем валка, а його торці спрягають з направляючими поясками по радіусу, [4]. При цьому робочій профіль валка поглиблюють по радіусу відносно розрахованої твірної гіперболоїда. Спосіб забезпечує задовільну задачу прокату в валкову обойму, але при цьому профіль валка виконують необосновано поглибленим. Таке поглиблення профілю перекручує геометрію осеред 42442 4 ку деформації, при цьому відсутнє плавне спрягання робочої частини валка з прямолінійним пояском, що призводе до ушкоджень поверхні прокату. Також, недоліком способу є те, що в ньому даються тільки загальні рекомендації по формі спрягання гіперболоїдного профілю з торцями валка, а параметри для розрахунку профілю взагалі не оговорюються, що не дозволяє отримати закінчений профіль бочки валка. Найбільш близьким до технічного рішення, що заявляється, по призначенню, технічній сутності і результату, що досягається при використанні є відомий спосіб калібрування торцевих частин бочки валка правильної машини, у якому торцеві частини виконують у формі кривих, побудованих на основі математичних обчислень, а криві спрягають з твірною робочого профілю валка, утвореною гіперболоїдом обертання [5]. Форма кривих в способі [5] розраховується та виконується з допомогою змішаних подвійних тангенціальних радіусів що повинні забезпечувати «м'який», плавний перехід від гіперболічного профілю бочки валка до його торців. Це забезпечує не ушкодження зовнішньої поверхні прокату що виправляється. Але при задачі і виправленні тонкостінних труб що загубили стійкість профілю в поперечних перетинах (особливо після термічної обробки) торці валків що не розраховані щоб з такими трубами контактувати ушкоджують їх поверхню. До того, профіль валків що розраховується на середній діапазон розмірів прокату, не забезпечує умов задовільної правки прокату що має менші ніж розрахункові значення [6]. В основу корисної моделі поставлена задача удосконалення способу калібрування торцевих частин бочки валка правильної машини в якому змінена форма спрягання робочого профілю з його торцями, що дозволяє отримати плавність цього спрягання, до того забезпечуються умови задовільної задачі та виправлення прокату, без ушкодження його зовнішньої поверхні. Поставлена задача вирішується тим, що в способі калібрування торцевих частин бочки валка правильної машини, у якому торцеві частини, виконані у формі кривих, побудованих на основі математичних обчислень, спрягають з твірною робочого профілю валка, утвореною гіперболоїдом обертання, відповідно до корисної моделі, що увігнуту до осі валка твірну робочого профілю, що описується першою функцією, плавно спрягають кривою по її кінцям, утвореною випуклою від його осі, другою сплайн-функцією, спрягають в точці де функції мають спільні дотичні, випуклість другої функції задають таким чином, що ця функція проходе через свою точку перегину спрягаючись з торцем валка нижче її на (0,05¸0,25).Rг, де: - радіус горловини бочки валка, а точки перегину, що знаходяться симетрично горловини бочки на відстані (0,45¸0,48).L), де: L - довжина бочки валка, розраховують на відповідність контакту поверхонь валка і прокату максимального розміру, розраховують для валка розташованого під кутом до вісі правки, кут нахилу валка забезпечує контакт з 5 прокатом максимального розміру в точці спрягання увігнутої та випуклої функцій та контакт з прокатом цього розміру, збільшеним на величину його овалізації, в точках перегину другої функції, а в точках спрягання першої і другої функцій та в точках перегину другої функції контактуючі поверхні мають спільну дотичну, при цьому, першу та другу функції спрягають задовольняючи наступній умові обмеження довжини робочої частини валка (lp): 0,75 × L £ lp £ 0,85 × L ì ï ; (1) í ï2L > lp > S, при S = p × D × tg a × h î де: L - загальна довжина бочки валка, мм; S - лінійне переміщення труби за кожний оберт валка, мм; D - максимальний діаметр прокату з діапазону діаметрів що будуть виправлятись в правильній машині, мм; a - максимальний, за технічною характеристикою правильної машини, кут нахилу валка до вісі правки, град; h - коефіцієнт осьового сковзання, приймають h=085¸0,90. Спрягання твірної робочого профілю з торцями валка сплайн-функцією, виконання плавних переходів, виключає ушкодження поверхні прокату що виправляється. Плавне спрягання забезпечується тим, що спрягають в точці де увігнута функція, що описує робочій профіль бочки валка, та випукла функція, що описує його торцеву частину, мають спільні дотичні. Використання сплайн - функції [7] дозволяє на наявному устаткуванні забезпечити плавність переходу поверхонь що обробляються у зазначених, основних вузлових точках (точки спрягання увігнутої та випуклої функцій, точки перегину сплайн-функції та точки спрягання її з торцями). До того, оскільки сплайн-функція y2=:f(x) порядку k з послідовністю вузлів n є будьяка лінійна комбінація В-сплайнів порядку k для послідовності вузлів t (у, t), то вибір кількості та послідовності вузлів t (проміжні вузлові точки) дозволяє пов'язати бажану ступінь гладкості в точці розриву з числом вузлів у цій точці. При цьому менше число вузлів відповідає більшому числу умов безперервності. Торцеві частини бочки валка забезпечують умови задовільної задачі та виправлення прокату що загубив стійкість профілю в поперечних перетинах, без ушкодження його зовнішньої поверхні. Це забезпечено тим, що максимальний діаметр валка в точці перегину випуклої сплайн - функції розраховують під контакт з прокатом максимального розміру, збільшеним на величину його овалізації. Довжина робочого профілю, яку обмежують залежністю (1), оптимальна для пластичної проробки поперечного перетину прокату що буде виправлятись в машині і це в свою чергу сприяє якості правки, отриманню точного зовнішнього діаметру прокату після правки, майже без його овалізації. Виконання торцевих частин однією випуклою функцією полегшує виготовлення бочок валків на верстатах з ЧПУ, бо для цього не потребується складне устаткування по їх виготовленню, таке як 42442 6 потрібно при виготовленні валків з торцями що мають форму радіусів [4] та подвійних тангенціальних радіусів [5]. Описане вище, пояснюється фіг. 1 на якій схематично показано спрягання увігнутої функції y1=f(x), що описує робочій профіль бочки валка, з випуклою функцією y1=f(x), що описує його торцеву частину. До того, на фіг. 1 відповідні точки: 1 точка спрягання робочого профілю та сплайн функції, 2 - точка перегину сплайн - функції і 3 точка спрягання сплайн -функції з торцем валка. Також на фіг. 2 приводиться загальний вигляд валкової обойми правильної машини з валками, торцеві частини бочки яких скалібровані за способом що пропонується. Плавність спрягання функцій досягається тим, що в точці спрягання вони мають спільну дотичну, тобто перші похідні цих функцій в dy 1 dy 2 цій точці рівні = . dx dx Пропонований спосіб здійснюють таким чином: Розраховують твірну робочого профілю, що може бути зроблене по одній з методик, наприклад [9]. Знаходять точки спрягання увігнутого робочого профілю бочки валка з випуклою сплайн - функцією. При цьому робоча довжина бочки валка повинна задовольняти умові (1). Визначають точки перегину випуклої сплайн функції. Точки перегину знаходять симетрично горловини бочки на відстані (0,45¸0,48).L), де: L довжина бочки валка. Їх координати розраховують для валка розташованого під кутом до вісі правки, що може бути зроблене по одній з методик, наприклад [9]. Кут нахилу валка визначають таким чином, що він повинен забезпечувати контакт з прокатом максимального розміру в точці спрягання увігнутої та випуклої функцій та контакт з прокатом цього розміру, збільшеним на величину його овалізації, в точках перегину сплайн - функції. Розрахунки проводять так, щоб в точках спрягання цих функцій та в точках перегину сплайн - функції контактуючі поверхні мали спільну дотичну. Потім, враховуючи те, що випуклість сплайнфункції задається таким чином, що ця функція проходе через свою точку перегину спрягаючись з торцем валка нижче її на (0,05¸0,25).Rг, де: - радіус горловини бочки валка спрягають її з твірною робочого профілю в визначеній точці спрягання. При цьому в цій точці функції мають спільні дотичні що в свою чергу забезпечує плавність їх спрягання, а спрягають сплайн-функцією у2=f(х) степені k>2, що містить n³3 - вузлових точок. Після всіх розрахунків готується технічне креслення яке доповнює загальне креслення бочки валка на основі якого вона виконується. Приклад конкретного здійснення. Були виконані розрахунки торцевих частин бочок валків правильних машин: правильної машини 10-60, ОАО «СКМЗ», Україна за способом аналогом [4], правильної машини VRM-75, фірми «Kieserling», Германія за способом прототипом [5] та правильної машини 12-60 фірми «Sema Systemtechnik», Германія за способом що пропонується. 7 42442 На основі цих розрахунків були виготовлені валки які використовувалися в умовах діючого виробництва на цих правильних машинах при виправлянні труб розміру 60х1,5мм із сталі марки ТР 316L. Отримані дані були статистичне оброблені за методикою [8] і наводяться в таблиці. Вони показують, що в процесі правки середній діаметр труб трохи зменшився і склав 60,990, 60,975 і 60,983 мм, відповідно за способами, що пропонується, [4] і [5], проти 60,996мм до правки. Коливання діаметрів до правки складали ±2,44 %, середніх діаметрів ±0,14 %, а відхилення діаметрів від округлості 1,512 %. Після правки труб ці характеристики стали, відповідно за способами, що пропонується, [4] і [5]: діаметрів - ±0,106; ± 3,214; 0,336%, середніх діаметрів - 0,050; 0,151; 0,510%, відхилення діаметрів від округлості - 0,146; 0,444 і 0,251. Як видно з цих даних точність діаметрів труб що виправлялись за способом що пропонується значно вища, точності діаметрів труб які виправлялись за способами [4] і [5]. Зменшення коливань середніх діаметрів в 2,9 разу за способом що пропонується, проти незначного збільшення їх за способом [4] і незначного зменшення в 1,Ураза за способом [5] пов'язано з калібруючою дією валкової обойми (довжина робочої частини валка) на точність діаметру. Точність отриманого діаметра труб після правки за способом що пропонується значно вища. Збільшення долі коливань середніх діаметрів в загальному розсіюванні з 0,355 до 47,46 % за способом що пропонується, проти 4,7% за способом [4] і 25,83 % за способом [5], при значному зменшенні коливань діаметру вказує на високу якість правки. 8 Таким чином, дослідження в промислових умовах показують, що валки, торцеві частини яких виготовлені за способом що пропонується, забезпечують умови задовільної задачі та виправлення прокату, без ушкодження його зовнішньої поверхні. Джерела інформації: 1. Ю.И. Николаевский. Прокатка и отделка стальних труб. -Металлургиздат, 1948, с.23. 2. П.Т. Емельяненко. Теория косой и пилигримовой прокатки. - М.: Металлургиздат, 1949, с.479-480. 3. Маскилейсон A.M., Сапир В.И., Комисарчук Ю.С. Трубоправильные машины. -М.: Машиностроение, 1971, - с. 157-158. 4. Сонин А.Л. и др. Валковая обойма правильных машин. Авт. свид. № 209189. Бюллетень «Изобретения, промышленные образцы, товарные знаки», 1968, №4, с. 167. 5. Rolls for tube straightening machines./Roy Page/ - Tube & Pipe Technology, Yule 2002. 6. Выбор параметров для расчета калибровки валков правильних станов по условиям непрерывного контакта их рабочего профиля с обрабатываемыми трубами./А.А. Терещенко, В.В. Чекмарев, Ю.М. Беликов/ -Металлургическая и горнорудная промышленность, 2006, №6, - с.45-49. 7. К. де Бор; Пер. с англ. В. К. Галицкого, С. А. Шестакова. Практическое руководство по сплайнам. - М. Радио и связь, 1985, - 303с. 8. Столетний М.Ф., Клемперт Е.Д. Точность труб. М.: Металлургия, 1975,240с. 9. Грюнер П. Калибровка инструмента для производства бесшовных труб. Пер. с нем. -М.: Металлургиздат, 1962, - с. 119; 121. Таблиця 1 Дані по трубам розміру 60 х 1,5 мм із сталі ТР 316L до та після їх правки Спосіб калібрування торців бочки валка До правки Після правки Параметри точності зовнішнього діаметру труб* Наявність на поверхні труб ушкоджень від правки, % від загальної кількості труб що виправлялись 0 0,378 1,512 0,218 0,013 0,872 0,052 0,355 90 80 0 [4] [6] що пропонується 60,996 60,975 60,983 60,990 0,271 0,153 0,036 0,444 0,251 0,146 0,700 0,073 0,023 0,033 1,148 0,019 0,120 0,011 0,038 0,054 0,031 0,018 4,70 25,83 47,46 D мм DD мм DD D % sD sD sD мм s D мм D % D % s2D sD 2 % * - D - середній діаметр; DD и DD / D - абсолютне й відносне відхилення діаметрів від округлості; s D и s D - середньоквадратичне відхилення діаметрів і середніх діаметрів, а sD / D и s D / D - їх коефіцієнти ва2 ріації, відповідно; s 2 / s D - доля коливань середніх діаметрів в загальному розсіюванні. D 9 Комп’ютерна верстка І.Скворцова 42442 Підписне 10 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of calibration of end parts of body of roll of dressing machine
Автори англійськоюTereschenko Andrii Anatoliiovych, Frolov Yaroslav Viktorovych, Diekhtiariov Volodymyr Serhiiovych, Duplii Yulia Volodymyrivna, Katsapov Kostiantyn Mykolaiovych
Назва патенту російськоюСпособ калибрования торцевых частей бочки валка правильной машины
Автори російськоюТерещенко Андрей Анатольевич, Фролов Ярослав Викторович, Дехтярев Владимир Сергеевич, Дуплий Юлия Владимировна, Кацапов Константин Николаевич
МПК / Мітки
МПК: B21C 23/00
Мітки: машини, калібрування, бочки, правильної, частин, спосіб, валка, торцевих
Код посилання
<a href="https://ua.patents.su/5-42442-sposib-kalibruvannya-torcevikh-chastin-bochki-valka-pravilno-mashini.html" target="_blank" rel="follow" title="База патентів України">Спосіб калібрування торцевих частин бочки валка правильної машини</a>
Спосіб калібрування робочого профілю бочки валка правильної машини
Номер патенту: 42438
Опубліковано: 10.07.2009
Автори: Дуплій Юлія Володимирівна, Терещенко Андрій Анатолійович, Головченко Олексій Павлович, Дєхтярьов Володимир Сергійович, Фролов Ярослав Вікторович
МПК: B21C 23/00
Мітки: валка, правильної, профілю, робочого, спосіб, машини, калібрування, бочки
Формула / Реферат:
Спосіб калібрування робочого профілю бочки валка правильної машини з симетричним відносно горловини робочим профілем, у якому бочку валка виконують по профілю з твірною гіперболоїда обертання, який відрізняється тим, що бочку по профілю з твірною гіперболоїда обертання виконують для умов безперервного контакту поверхні валка, розташованого під мінімальним, по технічній характеристиці машини, кутом відносно осі правки, під радіус калібру,...
Правильна машина та спосіб роботи правильної машини

Номер патенту: 86421
Опубліковано: 27.04.2009
Автори: Петренко Віталій Олександрович, Гореславець Анеля Федорівна, Ганжа Віктор Микитович, Бродецький Олександр Леонідович, Єрмократьєв Віктор Олексійович, Андрощук Андрій Володимирович, Ферко Олександр Іванович, Дунаєвський Богдан Леонідович, Белімов Олександр Леонтійович, Шкурко Федір Леонідович
Мітки: спосіб, правильної, машини, роботи, машина, правильна
Формула / Реферат:
1. Правильна машина, що містить розміщені на осях нижні та верхні правильні ролики, причому перед та після згаданої машини розташовані відповідно підвідний та відвідний рольганги, яка відрізняється тим, що правильна машина оснащена приводними візками, кожен з яких містить раму на колесах та приводні ролики, причому кожен зі згаданих візків виконаний з можливістю переміщення по рейковій дорозі з настилом, розміщеній з боку правильної машини, і...
Вузол робочого ролика правильної машини
Номер патенту: 81190
Опубліковано: 10.12.2007
Автор: Дерев'янченко Анатолій Андрійович
МПК: B21D 1/00
Мітки: ролика, правильної, вузол, машини, робочого
Формула / Реферат:
1. Вузол робочого ролика правильної машини, який містить несучу траверсу з установленими на ній у два ряди опорними роликами, робочий ролик, встановлений у опорах несучої траверси з можливістю взаємодії з опорними роликами, який відрізняється тим, що несуча траверса виконана роз'ємною у вигляді траверси та відокремлюваних подушок з компенсуючими прокладками між ними, при цьому відокремлювані подушки з встановленим у їх опорах робочим роликом...
Спосіб експлуатації сталевого прокатного валка
Номер патенту: 80240
Опубліковано: 27.08.2007
Автори: Тилик Василь Трохимович, Мацко Сергій Володимирович, Будаква Сергій Анатолійович, Вербицький Валерій Абрамович, Сімененко Олег Володимирович, Чернов Костянтин Володимирович, Будаква Анатолій Аврамович
МПК: B21B 28/00
Мітки: сталевого, експлуатації, валка, спосіб, прокатного
Формула / Реферат:
1. Спосіб експлуатації сталевого прокатного валка, що включає роботу валка в кліті, механічну обробку валка після витягнення його з кліті на величину, що залежить від кількості прокатаного металу за останню кампанію й номера кліті, з якої витягнули валок, який відрізняється тим, що величину знімання металу з поверхні бочки валка при механічній обробці визначають з урахуванням зменшення вихідної твердості по глибині бочки відповідно до...
Запобіжний пристрій правильної машини
Номер патенту: 37331
Опубліковано: 25.11.2008
Автори: Андрєєв Дмитро Вікторович, Данилов Сергій Сергійович
МПК: B21B 33/00, B21D 1/00
Мітки: машини, правильної, пристрій, запобіжний
Формула / Реферат:
Запобіжний пристрій правильної машини, що включає виконавчий механізм, виконаний у вигляді співвісно встановлених на вертикальному пальці верхнього і нижнього циліндрових елементів, що мають на торцях взаємно контактуючі робочі гвинтові поверхні з можливістю повороту верхнього з них, який відрізняється тим, що можливість повороту забезпечена гідроциліндрами, штоки яких сполучені через шарнірні з'єднання з верхнім циліндровим елементом...
Попередній патент: Сонячно-повітряна електростанція
Наступний патент: Установка для випробування на осьове навантаження і кручення в умовах гідростатичного тиску
Випадковий патент: Пристрій для фіксації кісткових фрагментів