Послідовний змащувальний мастильноповітряний живильник

Формула / Реферат
1. Послідовний змащувальний мастильноповітряний живильник, що містить вхідну і кінецеву секції; пакет проміжних секцій, кожна з яких містить рухливий золотник із пасками, що утворюють у циліндричній розточці дозувальні і кільцеві порожнини і систему внутрішніх каналів для почергового з'єднання дозувальної камери однієї проміжної секції з кільцевою камерою іншої проміжної секції, вхідний і вихідні мастильні канали до точок змащування; ущільненні прокладки або кільця по стиках; стяжні шпильки і гайки, який відрізняється тим, що в кінецевїй секції і пакеті проміжних секцій виконаний наскрізний вхідний канал для стиснутого повітря, який пронизує проміжні секції й обмежений на виході упором, наприклад торцем вхідної секції, при цьому в кожній проміжній секції вхідний канал виконаний розділеним на два розвідні канали, оснащені власним регульованим повітряним клапаном, через які сполучений із відповідними вихідними мастильними каналами, вихідний мастильний канал у проміжній секції оснащений клапаном у вигляді кульки, який разом з регульованим повітряним клапаном утворює елемент «або-або», при цьому регульований повітряний клапан у проміжній секції встановлений таким чином, що в усіх режимах роботи живильника він закриває кулькою випускний мастильний отвір, а в режимі тиску мастильного матеріалу в змішувальному каналі, що перевищує тиск стиснутого повітря в магістралі, тією ж кулькою закриває повітряну магістраль.
2. Послідовний змащувальний мастильноповітряний живильник по п. 1, який відрізняється тим, що в корпусі регульованого повітряного клапана розміщений обернений мастильний клапан.
Текст
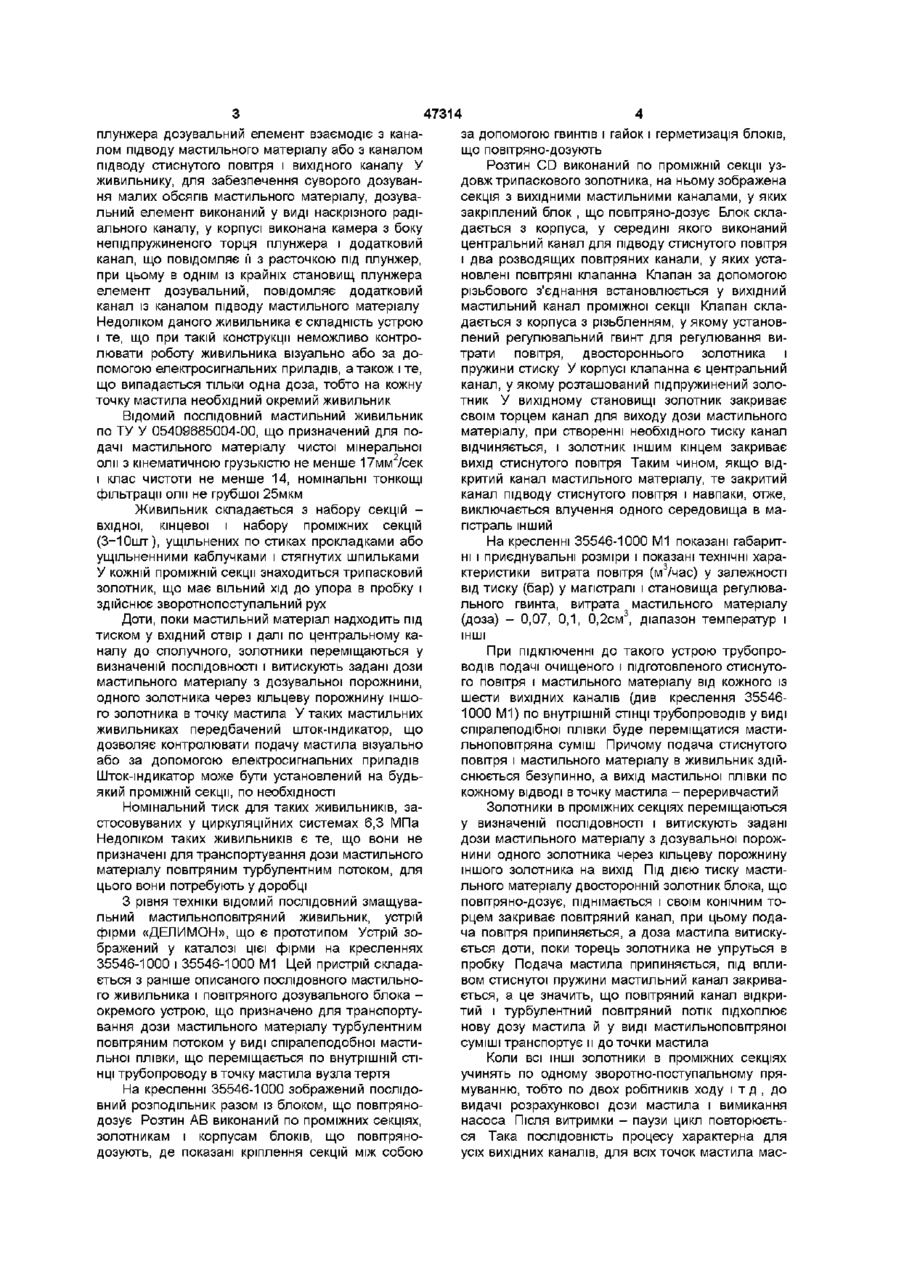
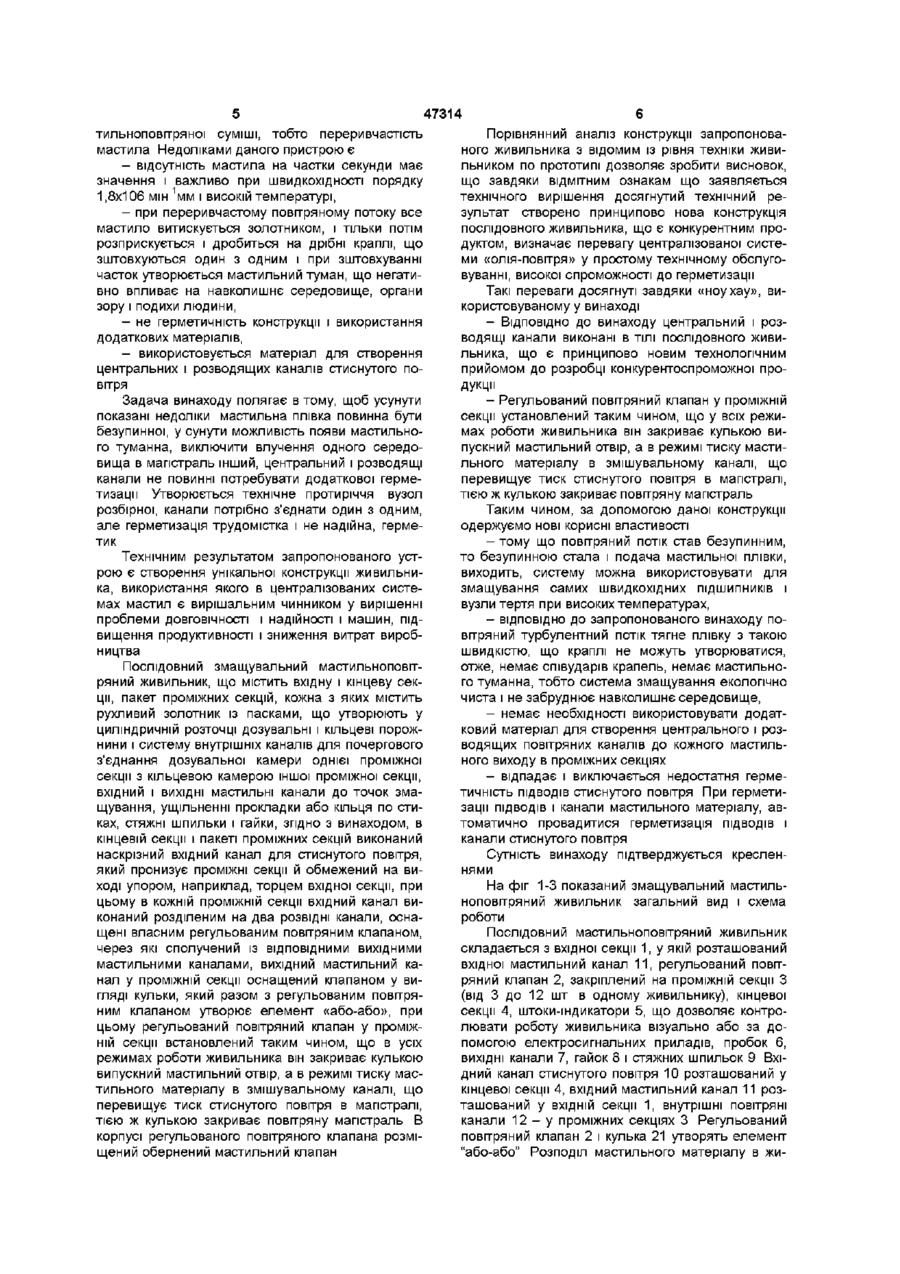
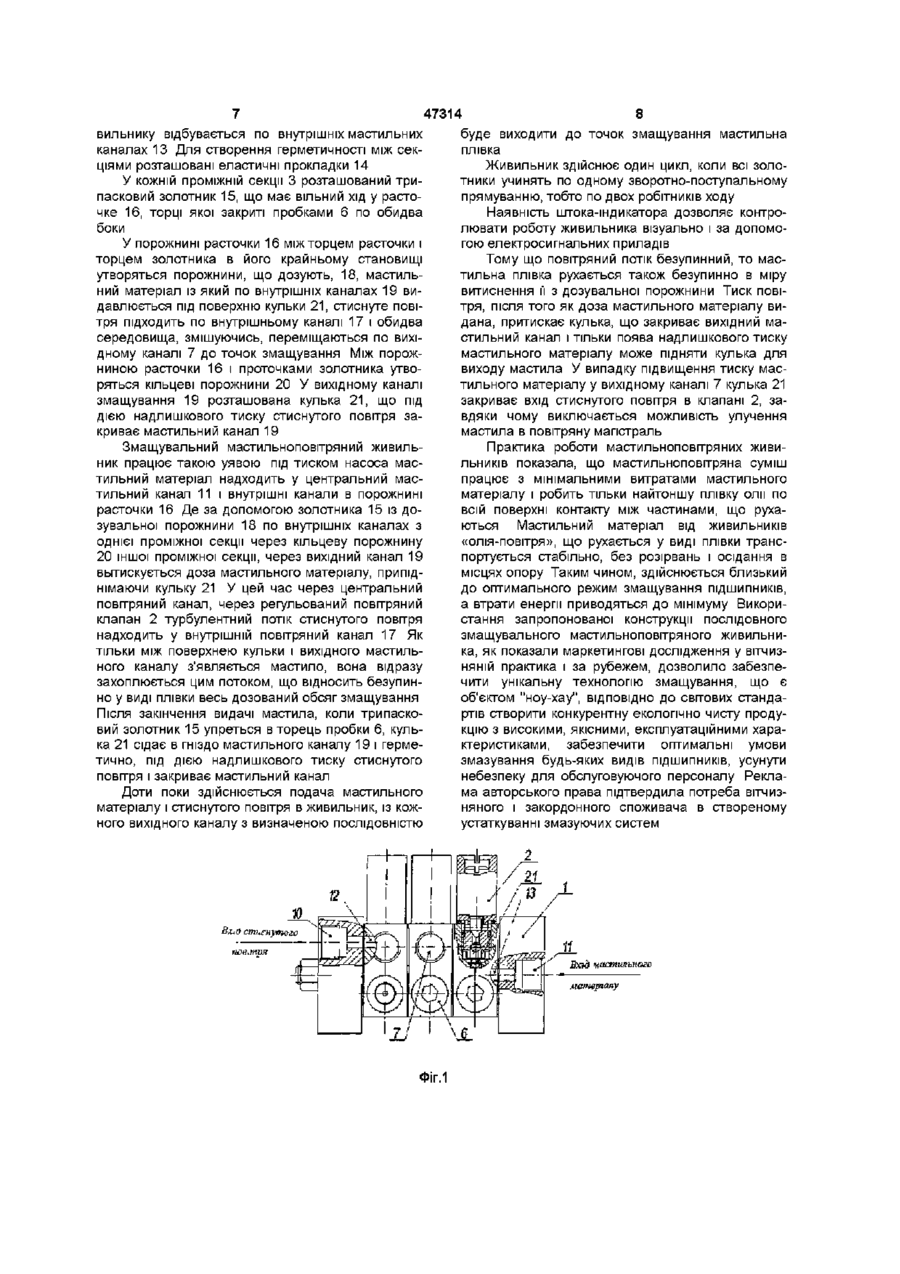
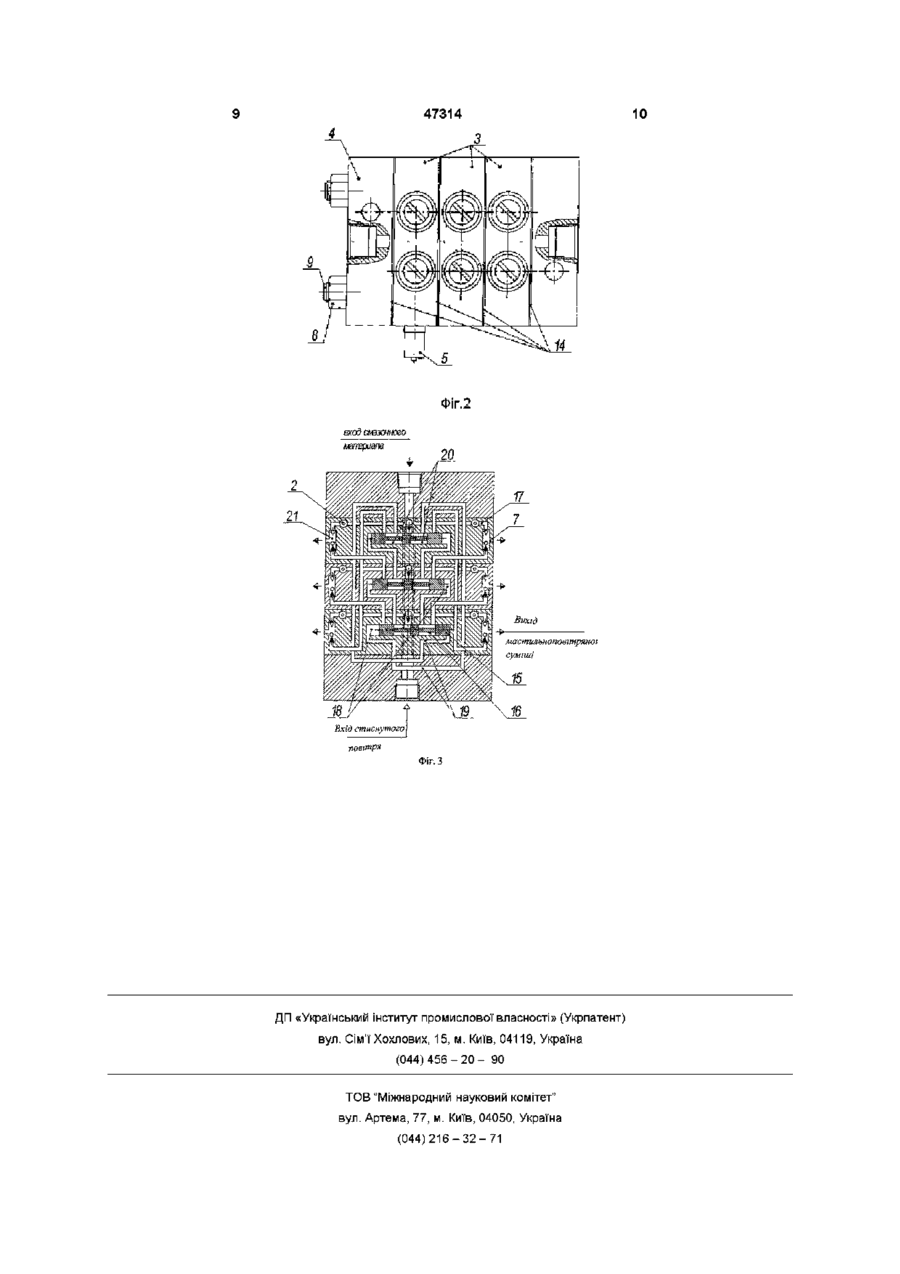
1 Послідовний змащувальний мастильноповітряний живильник, що містить вхідну і кінецеву секції, пакет проміжних секцій, кожна з яких містить рухливий золотник із пасками, що утворюють у циліндричній розточці дозувальні і кільцеві порожнини і систему внутрішніх каналів для почергового з'єднання дозувальної камери однієї проміжної секції з кільцевою камерою іншої проміжної секції, вхідний і ВИХІДНІ мастильні канали до точок змащування, ущільненні прокладки або кільця по стиках, стяжні шпильки і гайки, який відрізняється тим, що в кінецевій секції і пакеті проміжних секцій виконаний наскрізний вхідний канал для стиснутого повітря, який пронизує проміжні секції й обмежений на виході упором, наприклад торцем вхід Винахід відноситься до конструкцій мастильноповітряних живильників і стосується техніки змащування підшипникових вузлів (колихання і ковзання) на листопрокатних, безперервнозаготівельних, рейкобалочних і інших станах, машинах безупинного лиття заготівель, рольгангах, редукторах, у тому числі і зубцюватих зачепленнях Для змащування високошвидкісних ПІДШИПНИ КІВ, де присутні закурявліність, забруднення, підвищене утримання вологи й інших шкідливих домішок, при екстремальних навантаженнях і підвищеній температурі експлуатації або навколишнього середовища і де потрібно подача малих обсягів мастильного матеріалу і транспортування їхнім стиснутим повітрям у виді плівки Дозволяє поліпшити експлуатаційні властивості мастильних живильників і мастильних систем у цілому ' Відомий мастильний живильник, керований імпульсами стиснутого повітря (а с 638797 від 25 12 1978, Бюл 47, F16N 7/30) Живильник складається з корпуса з каналами для підводу мастильного матеріалу і повідомлених між собою каналу ної секції, при цьому в кожній проміжній секції вхідний канал виконаний розділеним на два розвідні канали, оснащені власним регульованим повітряним клапаном, через які сполучений із ВІДПОВІДНИМИ ВИХІДНИМИ мастильними каналами, вихідний мастильний канал у проміжній секції оснащений клапаном у вигляді кульки, який разом з регульованим повітряним клапаном утворює елемент «або-або», при цьому регульований повітряний клапан у проміжній секції встановлений таким чином, що в усіх режимах роботи живильника він закриває кулькою випускний мастильний отвір, а в режимі тиску мастильного матеріалу в змішувальному каналі, що перевищує тиск стиснутого повітря в магістралі, тією ж кулькою закриває повітряну магістраль 2 Послідовний змащувальний мастильноповітряний живильник по п 1, який відрізняється тим, що в корпусі регульованого повітряного клапана розміщений обернений мастильний клапан підводу стиснутого повітря і вихідного каналу, підпружіного розподільного штуцера, приміщеного в розточці корпуса й елемента дозованої подачі мастила з каналу дозувального підводу у вихідний канал із регулятором ходу у вигляді рухливого упора Даний живильник відрізняється тим, що з метою одержання мінімальних подач дозованого мастильного матеріалу і спрощення конструкції, що дозують елементи виконані у виді поглиблень, розташованих на поверхні розподільного плунжера Недоліком є відсутність контролю подачі мастила, що не дозволяє використовувати їх у системах мастила дорогих підшипникових вузлів Відомий мастильний живильник, керований імпульсами стиснутого повітря (а с 1218239 від 15 03 1986, F16N 7/30, 25/00, Бюл №10) Живильник складається з корпуса з камерою керування і каналами для підводу стиснутого повітря керування і підводу мастильного матеріалу, вхідним каналом, расточкою, у якій розташований підпружинений плунжер з дозувальним елементом, виконаним у ТІЛІ плунжера У крайніх становищах го 47314 за допомогою гвинтів і гайок і герметизація блоків, плунжера дозувальний елемент взаємодіє з канащо повітряно-дозують лом підводу мастильного матеріалу або з каналом Розтин CD виконаний по проміжній секції узпідводу стиснутого повітря і вихідного каналу У довж трипаскового золотника, на ньому зображена живильнику, для забезпечення суворого дозувансекція з вихідними мастильними каналами, у яких ня малих обсягів мастильного матеріалу, дозувазакріплений блок , що повітряно-дозує Блок склальний елемент виконаний у виді наскрізного радідається з корпуса, у середині якого виконаний ального каналу, у корпусі виконана камера з боку центральний канал для підводу стиснутого повітря непідпружиненого торця плунжера і додатковий і два розводящих повітряних канали, у яких устаканал, що повідомляє її з расточкою під плунжер, новлені повітряні клапанна Клапан за допомогою при цьому в однім із крайніх становищ плунжера різьбового з'єднання встановлюється у вихідний елемент дозувальний, повідомляє додатковий мастильний канал проміжної секції Клапан склаканал із каналом підводу мастильного матеріалу дається з корпуса з різьбленням, у якому установНедоліком даного живильника є складність устрою лений регулювальний гвинт для регулювання виі те, що при такій конструкції неможливо контротрати повітря, двостороннього золотника і лювати роботу живильника візуально або за допружини стиску У корпусі клапанна є центральний помогою електросигнальних приладів, а також і те, канал, у якому розташований підпружинений золощо випадається тільки одна доза, тобто на кожну тник У вихідному становищі золотник закриває точку мастила необхідний окремий живильник своїм торцем канал для виходу дози мастильного Відомий ПОСЛІДОВНИЙ мастильний живильник матеріалу, при створенні необхідного тиску канал по ТУ У 05409685004-00, що призначений для повідчиняється, і золотник іншим кінцем закриває дачі мастильного матеріалу чистої мінеральної 2 вихід стиснутого повітря Таким чином, якщо відолії з кінематичною грузькістю не менше 17мм /сек критий канал мастильного матеріалу, те закритий і клас чистоти не менше 14, номінальні тонкощі канал підводу стиснутого повітря і навпаки, отже, фільтрації олії не грубшої 25мкм виключається влучення одного середовища в маЖивильник складається з набору секцій гістраль інший вхідної, кінцевої і набору проміжних секцій (3-10шт), ущільнених по стиках прокладками або На кресленні 35546-1000 М1 показані габаритущільненними каблучками і стягнутих шпильками ні і приєднувальні розміри і показані технічні хараУ кожній проміжній секції знаходиться трипасковий ктеристики витрата повітря (м3/час) у залежності золотник, що має вільний хід до упора в пробку і від тиску (бар) у магістралі і становища регулюваздійснює зворотнопоступальний рух льного гвинта, витрата мастильного матеріалу (доза) - 0,07, 0,1, 0,2см3, діапазон температур і Доти, поки мастильний матеріал надходить під тиском у вхідний отвір і далі по центральному каІНШІ налу до сполучного, золотники переміщаються у При підключенні до такого устрою трубопровизначеній ПОСЛІДОВНОСТІ і витискують задані дози водів подачі очищеного і підготовленого стиснутомастильного матеріалу з дозувальної порожнини, го повітря і мастильного матеріалу від кожного із одного золотника через кільцеву порожнину іншошести вихідних каналів (див креслення 35546го золотника в точку мастила У таких мастильних 1000 М1) по внутрішній СТІНЦІ трубопроводів у виді живильниках передбачений шток-індикатор, що спіралеподібної плівки буде переміщатися мастидозволяє контролювати подачу мастила візуально льноповітряна суміш Причому подача стиснутого або за допомогою електросигнальних приладів повітря і мастильного матеріалу в живильник здійШток-індикатор може бути установлений на будьснюється безупинно, а вихід мастильної плівки по який проміжній секції, по необхідності кожному ВІДВОДІ в точку мастила - переривчастий Номінальний тиск для таких живильників, заЗолотники в проміжних секціях переміщаються стосовуваних у циркуляційних системах 6,3 МПа у визначеній ПОСЛІДОВНОСТІ і витискують задані Недоліком таких живильників є те, що вони не дози мастильного матеріалу з дозувальної порожпризначені для транспортування дози мастильного нини одного золотника через кільцеву порожнину матеріалу повітряним турбулентним потоком, для іншого золотника на вихід Під дією тиску мастицього вони потребують у доробці льного матеріалу двосторонній золотник блока, що повітряно-дозує, піднімається і своїм конічним тоЗ рівня техніки відомий послідовний змащуварцем закриває повітряний канал, при цьому подальний мастильноповітряний живильник, устрій ча повітря припиняється, а доза мастила витискуфірми «ДЕЛИМОН», що є прототипом Устрій зоється доти, поки торець золотника не упруться в бражений у каталозі цієї фірми на кресленнях пробку Подача мастила припиняється, під впли35546-1000 і 35546-1000 М1 Цей пристрій складавом стиснутої пружини мастильний канал закривається з раніше описаного послідовного мастильноється, а це значить, що повітряний канал відкриго живильника і повітряного дозувального блока тий і турбулентний повітряний потік підхоплює окремого устрою, що призначено для транспортунову дозу мастила й у виді мастильноповітряної вання дози мастильного матеріалу турбулентним суміші транспортує и до точки мастила повітряним потоком у виді спіралеподобної мастильної плівки, що переміщається по внутрішній СТІКоли всі ІНШІ золотники в проміжних секціях НЦІ трубопроводу в точку мастила вузла тертя учинять по одному зворотно-поступальному прямуванню, тобто по двох робітників ходу і т д , до На кресленні 35546-1000 зображений послідовидачі розрахункової дози мастила і вимикання вний розподільник разом із блоком, що повітрянонасоса Після витримки - паузи цикл повторюєтьдозує Розтин АВ виконаний по проміжних секціях, ся Така ПОСЛІДОВНІСТЬ процесу характерна для золотникам і корпусам блоків, що повітряноусіх вихідних каналів, для всіх точок мастила масдозують, де показані кріплення секцій між собою 47314 тильноповітряної суміші, тобто переривчастість мастила Недоліками даного пристрою є - відсутність мастила на частки секунди має значення і важливо при ШВИДКОХІДНОСТІ порядку 1 1,8x106 мін мм і високій температурі, - при переривчастому повітряному потоку все мастило витискується золотником, і тільки потім розприскується і дробиться на дрібні краплі, що зштовхуються один з одним і при зштовхуванні часток утворюється мастильний туман, що негативно впливає на навколишнє середовище, органи зору і подихи людини, - не герметичність конструкції і використання додаткових матеріалів, - використовується матеріал для створення центральних і розводящих каналів стиснутого повітря Задача винаходу полягає в тому, щоб усунути показані недоліки мастильна плівка повинна бути безупинної, у сунути можливість появи мастильного туманна, виключити влучення одного середовища в магістраль інший, центральний і розводящі канали не повинні потребувати додаткової герметизації Утворюється технічне протиріччя вузол розбірної, канали потрібно з'єднати один з одним, але герметизація трудомістка і не надійна, герметик Технічним результатом запропонованого устрою є створення унікальної конструкції живильника, використання якого в централізованих системах мастил є вирішальним чинником у вирішенні проблеми ДОВГОВІЧНОСТІ і надійності і машин, підвищення продуктивності і зниження витрат виробництва Послідовний змащувальний мастильноповітряний живильник, що містить вхідну і кінцеву секції, пакет проміжних секцій, кожна з яких містить рухливий золотник із пасками, що утворюють у циліндричній розточці дозувальні і кільцеві порожнини і систему внутрішніх каналів для почергового з'єднання дозувальної камери однієї проміжної секції з кільцевою камерою іншої проміжної секції, вхідний і ВИХІДНІ мастильні канали до точок змащування, ущільненні прокладки або кільця по стиках, стяжні шпильки і гайки, згідно з винаходом, в кінцевій секції і пакеті проміжних секцій виконаний наскрізний вхідний канал для стиснутого повітря, який пронизує проміжні секції й обмежений на виході упором, наприклад, торцем вхідної секції, при цьому в кожній проміжній секції вхідний канал виконаний розділеним на два розвідні канали, оснащені власним регульованим повітряним клапаном, через які сполучений із ВІДПОВІДНИМИ вихідними мастильними каналами, вихідний мастильний канал у проміжній секції оснащений клапаном у вигляді кульки, який разом з регульованим повітряним клапаном утворює елемент «або-або», при цьому регульований повітряний клапан у проміжній секції встановлений таким чином, що в усіх режимах роботи живильника він закриває кулькою випускний мастильний отвір, а в режимі тиску мастильного матеріалу в змішувальному каналі, що перевищує тиск стиснутого повітря в магістралі, тією ж кулькою закриває повітряну магістраль В корпусі регульованого повітряного клапана розміщений обернений мастильний клапан Порівнянний аналіз конструкції запропонованого живильника з відомим із рівня техніки живильником по прототипі дозволяє зробити висновок, що завдяки ВІДМІТНИМ ознакам що заявляється технічного вирішення досягнутий технічний результат створено принципово нова конструкція послідовного живильника, що є конкурентним продуктом, визначає перевагу централізованої системи «олія-повітря» у простому технічному обслуговуванні, високої спроможності до герметизації Такі переваги досягнуті завдяки «ноухау», використовуваному у винаході - ВІДПОВІДНО ДО винаходу центральний і розводящі канали виконані в ТІЛІ ПОСЛІДОВНОГО живильника, що є принципово новим технологічним прийомом до розробці конкурентоспроможної продукції - Регульований повітряний клапан у проміжній секції установлений таким чином, що у всіх режимах роботи живильника він закриває кулькою випускний мастильний отвір, а в режимі тиску мастильного матеріалу в змішувальному каналі, що перевищує тиск стиснутого повітря в магістралі, тією ж кулькою закриває повітряну магістраль Таким чином, за допомогою даної конструкції одержуємо нові корисні властивості - тому що повітряний потік став безупинним, то безупинною стала і подача мастильної плівки, виходить, систему можна використовувати для змащування самих швидкохідних ПІДШИПНИКІВ І вузли тертя при високих температурах, - ВІДПОВІДНО до запропонованого винаходу повітряний турбулентний потік тягне плівку з такою швидкістю, що краплі не можуть утворюватися, отже, немає співударів крапель, немає мастильного туманна, тобто система змащування екологічно чиста і не забруднює навколишнє середовище, - немає необхідності використовувати додатковий матеріал для створення центрального і розводящих повітряних каналів до кожного мастильного виходу в проміжних секціях - відпадає і виключається недостатня герметичність ПІДВОДІВ стиснутого повітря При герметизації ПІДВОДІВ і канали мастильного матеріалу, автоматично провадитися герметизація ПІДВОДІВ І канали стиснутого повітря Сутність винаходу підтверджується кресленнями На фіг 1-3 показаний змащувальний мастильноповітряний живильник загальний вид і схема роботи Послідовний мастильноповітряний живильник складається з вхідної секції 1, у якій розташований вхідної мастильний канал 11, регульований повітряний клапан 2, закріплений на проміжній секції З (від 3 ДО 12 шт в одному живильнику), кінцевої секції 4, штоки-індикатори 5, що дозволяє контролювати роботу живильника візуально або за допомогою електросигнальних приладів, пробок 6, ВИХІДНІ канали 7, гайок 8 і стяжних шпильок 9 Вхідний канал стиснутого повітря 10 розташований у кінцевої секції 4, вхідний мастильний канал 11 розташований у ВХІДНІЙ секції 1, внутрішні повітряні канали 1 2 - у проміжних секціях 3 Регульований повітряний клапан 2 і кулька 21 утворять елемент "або-або" Розподіл мастильного матеріалу в жи 47314 8 буде виходити до точок змащування мастильна плівка Живильник здійснює один цикл, коли всі золотники учинять по одному зворотно-поступальному прямуванню, тобто по двох робітників ходу Наявність штока-індикатора дозволяє контролювати роботу живильника візуально і за допомогою електросигнальних приладів Тому що повітряний потік безупинний, то мастильна плівка рухається також безупинно в міру витиснення її з дозувальної порожнини Тиск повітря, після того як доза мастильного матеріалу видана, притискає кулька, що закриває вихідний мастильний канал і тільки поява надлишкового тиску мастильного матеріалу може підняти кулька для виходу мастила У випадку підвищення тиску мастильного матеріалу у вихідному каналі 7 кулька 21 закриває вхід стиснутого повітря в клапані 2, завдяки чому виключається можливість улучення мастила в повітряну магістраль Практика роботи мастильноповітряних живильників показала, що мастильноповітряна суміш працює з мінімальними витратами мастильного матеріалу і робить тільки найтоншу плівку олії по всій поверхні контакту між частинами, що рухаються Мастильний матеріал від живильників «олія-повітря», що рухається у виді плівки транспортується стабільно, без розірвань і осідання в місцях опору Таким чином, здійснюється близький до оптимального режим змащування ПІДШИПНИКІВ, а втрати енергії приводяться до мінімуму Використання запропонованої конструкції послідовного змащувального мастильноповітряного живильника, як показали маркетингові дослідження у ВІТЧИЗНЯНІЙ практика і за рубежем, дозволило забезпечити унікальну технологію змащування, що є об'єктом "ноу-хау", ВІДПОВІДНО ДО СВІТОВИХ стандартів створити конкурентну екологічно чисту продукцію з високими, якісними, експлуатаційними характеристиками, забезпечити оптимальні умови змазування будь-яких видів ПІДШИПНИКІВ, усунути небезпеку для обслуговуючого персоналу Реклама авторського права підтвердила потреба вітчизДоти поки здійснюється подача мастильного няного і закордонного споживача в створеному матеріалу і стиснутого повітря в живильник, із кожустаткуванні змазуючих систем ного вихідного каналу з визначеною ПОСЛІДОВНІСТЮ вильнику відбувається по внутрішніх мастильних каналах 13 Для створення герметичності між секціями розташовані еластичні прокладки 14 У кожній проміжній секції 3 розташований трипасковий золотник 15, що має вільний хід у расточке 16, торці якої закриті пробками 6 по обидва боки У порожнині расточки 16 між торцем расточки і торцем золотника в його крайньому становищі утворяться порожнини, що дозують, 18, мастильний матеріал із який по внутрішніх каналах 19 видавлюється під поверхню кульки 21, стиснуте повітря підходить по внутрішньому каналі 17 і обидва середовища, змішуючись, переміщаються по вихідному каналі 7 до точок змащування Між порожниною расточки 16 і проточками золотника утворяться кільцеві порожнини 20 У вихідному каналі змащування 19 розташована кулька 21, що під дією надлишкового тиску стиснутого повітря закриває мастильний канал 19 Змащувальний мастильноповітряний живильник працює такою уявою під тиском насоса мастильний матеріал надходить у центральний мастильний канал 11 і внутрішні канали в порожнині расточки 16 Де за допомогою золотника 15 із дозувальної порожнини 18 по внутрішніх каналах з однієї проміжної секції через кільцеву порожнину 20 іншої проміжної секції, через вихідний канал 19 витискується доза мастильного матеріалу, припіднімаючи кульку 21 У цей час через центральний повітряний канал, через регульований повітряний клапан 2 турбулентний потік стиснутого повітря надходить у внутрішній повітряний канал 17 Як тільки між поверхнею кульки і вихідного мастильного каналу з'являється мастило, вона відразу захоплюється цим потоком, що відносить безупинно у виді плівки весь дозований обсяг змащування Після закінчення видачі мастила, коли трипасковий золотник 15 упреться в торець пробки 6, кулька 21 сідає в гніздо мастильного каналу 19 і герметично, під дією надлишкового тиску стиснутого повітря і закриває мастильний канал Вхід частимъпого ФІГ.1 47314 10 Фіг.2 вход аавзашюео мастгтьноіювітряно! суміші ЇГ. З ДП «Український інститут промислової власності» (Укрпатент) вул. Сім'їХохлових, 15, м. Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул. Артема, 77, м. Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюYurchenko Mykola Oleksiiiovych
Автори російськоюЮрченко Николай Алексеевич
МПК / Мітки
МПК: F16N 27/00, F16N 25/00
Мітки: живильник, змащувальний, мастильноповітряний, послідовний
Код посилання
<a href="https://ua.patents.su/5-47314-poslidovnijj-zmashhuvalnijj-mastilnopovitryanijj-zhivilnik.html" target="_blank" rel="follow" title="База патентів України">Послідовний змащувальний мастильноповітряний живильник</a>
Живильник
Номер патенту: 897
Опубліковано: 16.07.2001
Автори: Третяк Валентина Іванівна, Мисик Валентина Миколаївна, Чех Ольга Яківна, Михайлов Василь Григорович
МПК: B65G 33/14
Мітки: живильник
Формула / Реферат:
Живильник, що містить корпус, який сполучається з завантажувальним патрубком і аераційною камерою, і розміщений у корпусі привідний шнек, при цьому шнек розміщений у корпусі з утворенням вільної порожнини між останнім витком шнека і порожниною аераційної камери, витки шнека виконані з кроком, що зменшується у бік аераційної камери, а аераційна камера сполучена з джерелом стиснутого повітря, який відрізняється тим, що кінець корпуса привідного...
Живильник камерний
Номер патенту: 22909
Опубліковано: 05.05.1998
Автор: Кутний Федір Семенович
МПК: B02B 1/00
Формула / Реферат:
Живильник камерний, який складається з корпусу, матеріалопроводу і шиберної заслонки, дверок, камери згоряння, підігрівальної установки, який відрізняється тим, що на кінці матеріалопроводу встановлені поворотні відносно осей пластинки, причому вони розташовані ступінчато так, що всі послідуючі від торця пластинки встановлені з перекриттям одна відносно другої в сторону вісі матеріалопроводу.
Гвинтовий живильник пневмотранспортної установки
Номер патенту: 33154
Опубліковано: 15.02.2001
Автори: Чередніченко Ірина Олександрівна, Морозов Євген Олександрович
МПК: B65G 53/40
Мітки: гвинтовий, живильник, установки, пневмотранспортної
Текст:
...матеріалу /цемент, алебастр/ виконується гумовим. Виконання диска гумовим забезпечить підвищення дисперсності подавленого матеріалу , такого як цемент, алебастр та інші за рахунок перетирання його еластичною поверхнею диска. Б Інших випадках /мінеральні добрива, зола, Інше/ диск повинен бути твердим, наприклад з металу, кераміки І т.д. При транспортуванні жорстких сипучих матеріалів, таких як мінеральні добрива або зола, у яких...
Живильник вібраційного сепаратора
Номер патенту: 40981
Опубліковано: 15.08.2001
Автор: Богомолов Олексій Васильович
МПК: B07B 13/00
Мітки: вібраційного, живильник, сепаратора
Формула / Реферат:
Живильник вібраційнолго сепаратора, який включає корпус, живильні вікна з направляючими пластинами, механізм змішення подачі матеріалу, що обробляється, утримуючий регулювальний гвинт, який відрізняється тим, що направляючі пластини одним кінцем закріплені шарнірно на корпусі над кожним живильним отвором, а другим - кінематично зв'язані з регулювальним гвинтом із можливістю повороту навколо шарнірів.
Послідовний регульований мастильний дозатор
Номер патенту: 3070
Опубліковано: 26.12.1994
Автори: Янкілевич Семен Шмилєкович, Чорний Альберт Шмілєвич, Дєордієв Олександр Дмитрович, Бакалор Яків Самуілович
МПК: F16N 25/00
Мітки: мастильний, послідовний, дозатор, регульованій
Формула / Реферат:
Последовательный регулируемый смазочный питатель, включающий по меньшей мере три элемента, каждый из которых содержит плунжер двухстороннего действия с поясками, проточками и рабочими камерами, расположенный в цилиндрической расточке корпуса, в котором имеются две симметрично расположенные системы внутренних каналов связи, отличающийся тем, что в дополнительных каналах, попеременно соединенных через проточку плунжеров с отводами, установлены...
Попередній патент: Стрілецька зброя для стрільби безшумними боєприпасами
Наступний патент: Спосіб діагностики смерті від отруєння алкоголем
Випадковий патент: Спосіб лікування місцеворозповсюдженого раку легень