Штамп для глибокого витягування
Номер патенту: 47765
Опубліковано: 15.07.2002
Автори: Луценко Віктор Олександрович, Майоров Дмитро Геннадійович, Майоров Геннадій Іванович, Коробко Тамара Борисовна
Формула / Реферат
Штамп для глибокого витягування циліндричних деталей, що містить вирубний і витяжний пуансони, вирубну і витяжну матриці і притискач, який відрізняється тим, що на притискачі і на матриці встановлені поворотні диски і волочильні ребра, що входять у матрицю на величину 2r, причому відстань між осями виступних поворотних дисків і ребер на притискачі дорівнює [d+4(1,5г+S0)], а відстань між зовнішніми осями поворотних дисків матриці й обойми дорівнює [d+5(2г+1,2S0)], при цьому довжина поворотних дисків дорівнює![]() , де: d - діаметр витяжного вічка матриці; r - радіус скруглення робочого отвору витяжної матриці, він же радіус поворотного диска; S0 - початкова товщина заготовки; dі - діаметр окружності, на якій розташовані поворотні диски;
, де: d - діаметр витяжного вічка матриці; r - радіус скруглення робочого отвору витяжної матриці, він же радіус поворотного диска; S0 - початкова товщина заготовки; dі - діаметр окружності, на якій розташовані поворотні диски; ![]() - максимальна довжина відрізка, перпендикулярного хорді, від хорди до окружності, а притискач оснащений обмежником ходу, виконаним у вигляді кільця і встановленим на вирубному пуансоні.
- максимальна довжина відрізка, перпендикулярного хорді, від хорди до окружності, а притискач оснащений обмежником ходу, виконаним у вигляді кільця і встановленим на вирубному пуансоні.
Текст
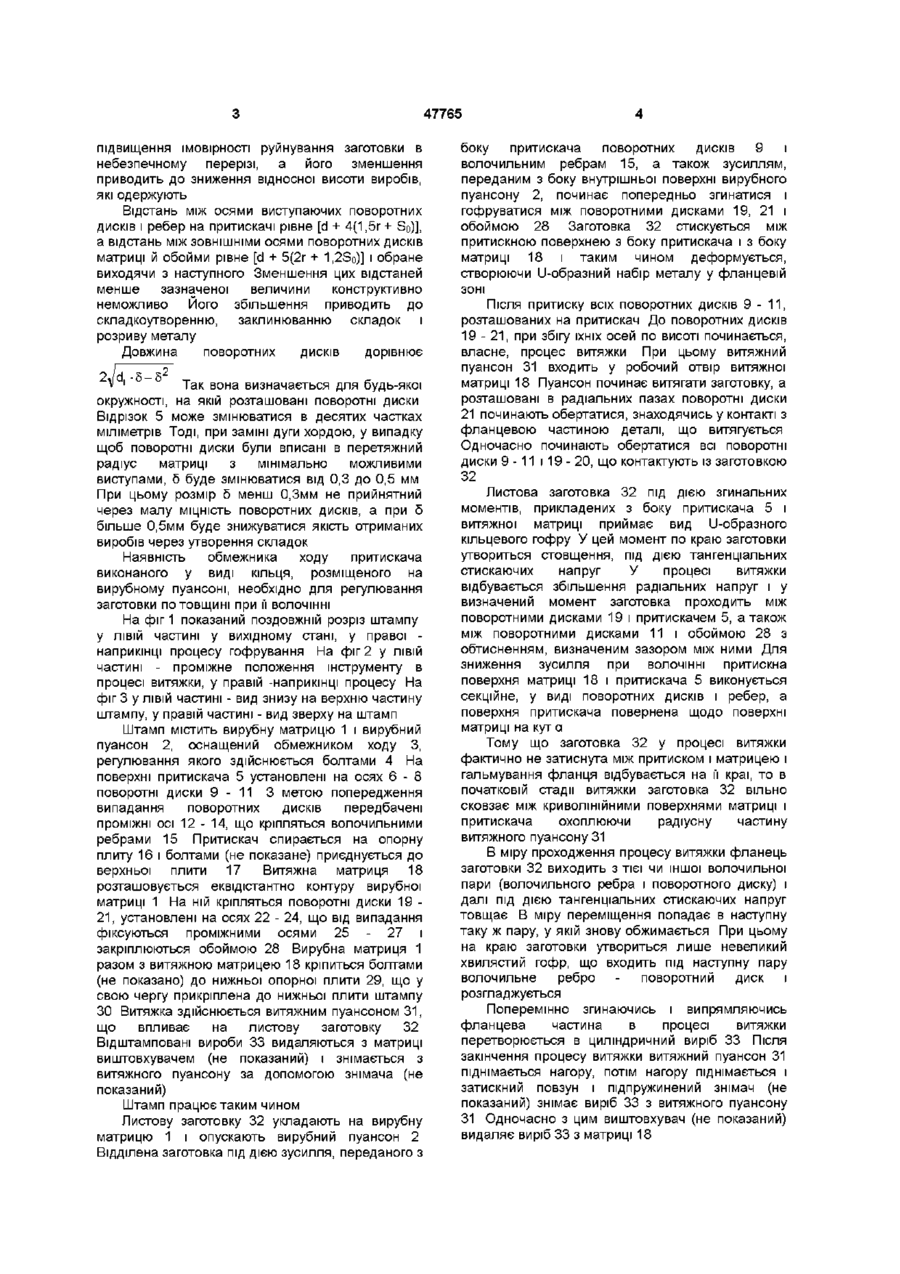
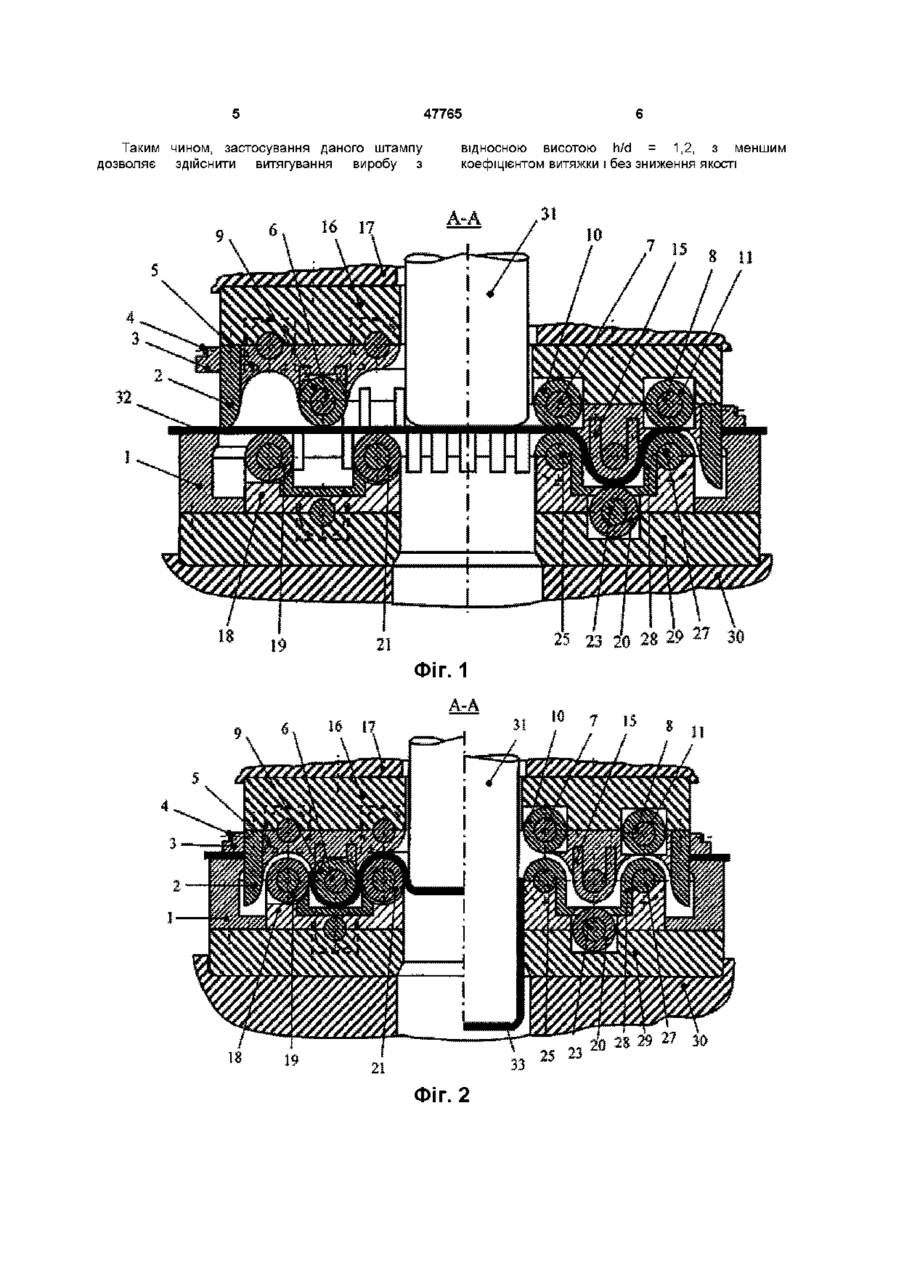
Штамп для глибокого витягування циліндричних деталей, що містить вирубний і витяжний пуансони, вирубну і витяжну матриці і притискач, який відрізняється тим, що на притискачі і на матриці встановлені поворотні диски і волочильні ребра, що входять у матрицю на величину 2г, причому відстань між осями Винахід відноситься до обробки металів тиском, а точніше до листового штампування і може бути використано, наприклад, для одержання циліндричних деталей без фланця глибокою витяжкою з тонколистового матеріалу Відомий штамп для, глибокого витягування, що включає вирубний і витяжний пуансони, вирубну і витяжну матриці і притиск, у якому витяжка відбувається в напрямку ходу повзуна пресу [М Е Зубцов Листовая штамповка -1980 с 356, рис 201] Недоліком цього штампу є те, що при використанні такої конструкції можна одержувати вироби з обмеженням відносної висоти (h/d) не більш 0,7 - 0,8, де h - висота виробу, d - діаметр витяжного вічка матриці, і низька якість виробів В основу винаходу поставлена задача розробити штамп для глибокої витяжки для одержання виробів з збільшеною відносною висотою (h/d > 0,8), з меншим коефіцієнтом витяжки без зниження якості виробів Поставлена задача досягається тим, що в штампі для глибокої витяжки циліндричних деталей, що містить у собі вирубний і витяжний пуансони, вирубну і витяжну матриці і притискач, виступних поворотних дисків і ребер на притискачі дорівнює [d+4(1,5r+So)], а відстань між ЗОВНІШНІМИ осями поворотних дисків матриці й обойми дорівнює [d+5(2r+1,2So)], при цьому довжина поворотних дисків дорівнює 2^/dj • б — б , де d діаметр витяжного вічка матриці, г - радіус скруглення робочого отвору витяжної матриці, він же радіус поворотного диска, So - початкова товщина заготовки, d, - діаметр окружності, на якій розташовані поворотні диски, б - максимальна довжина відрізка, перпендикулярного хорді, від хорди до окружності, а притискач оснащений обмежником ходу, виконаним у вигляді кільця і встановленим на вирубному пуансоні ВІДПОВІДНО до винаходу, на притискачі і на матриці встановлені поворотні диски і волочильні ребра, що входять у матрицю на величину 2г, причому відстань між осями виступних поворотних дисків і ребер на притискачі дорівнює [d + 4(1,5r + So)], a відстань між ЗОВНІШНІМИ осями поворотних дисків матриці й обойми дорівнює [d + 5(2r + 1,2So)], при Ц Ь О М У Д О В Ж И Н а П О В О Р О Т Н И Х ДИСКІВ * І ' д е d -діаметр витяжного вічка матриці, г - радіус скруглення робочого отвору витяжної матриці, що є радіусом поворотного диска So - початкова товщина заготовки, d, - діаметр окружності, на якій розташовані поворотні диски, 5 - максимальна довжина відрізка від хорди до окружності, перпендикулярного хорді, а притиск оснащений обмежником ходу, виконаним у виді кільця і встановленим на вирубному пуансоні, що дозволяє одержувати вироби з збільшеною відносною висотою (h/d > 0,8), низьким коефіцієнтом витяжки, без зниження якості виробів при досить великій МІЦНОСТІ поворотних дисків Глибина проникнення притискача матрицю обумовлена в 2г і обрана таких міркувань Збільшення цього розміру приводить до ю (О 47765 підвищення імовірності руйнування заготовки в небезпечному перерізі, а його зменшення приводить до зниження відносної висоти виробів, які одержують Відстань між осями виступаючих поворотних дисків і ребер на притискачі рівне [d + 4(1,5r + So)], а відстань між ЗОВНІШНІМИ ОСЯМИ поворотних дисків матриці й обойми рівне [d + 5(2r + 1,2So)] і обране виходячи з наступного Зменшення цих відстаней менше зазначеної величини конструктивно неможливо Його збільшення приводить до складкоутворенню, заклинюванню складок і розриву металу Довжина поворотних дисків дорівнює * ' Так вона визначається для будь-якої окружності, на якій розташовані поворотні диски Відрізок 5 може змінюватися в десятих частках міліметрів Тоді, при заміні дуги хордою, у випадку щоб поворотні диски були вписані в перетяжний радіус матриці з мінімально можливими виступами, 5 буде змінюватися від 0,3 до 0,5 мм При цьому розмір 5 менш 0,3мм не прийнятний через малу МІЦНІСТЬ поворотних дисків, а при 5 більше 0,5мм буде знижуватися якість отриманих виробів через утворення складок Наявність обмежника ходу притискача виконаного у виді кільця, розміщеного на вирубному пуансоні, необхідно для регулювання заготовки по товщині при її ВОЛОЧІННІ На фіг 1 показаний поздовжній розріз штампу у ЛІВІЙ частині у вихідному стані, у правої наприкінці процесу гофрування На фіг 2 у ЛІВІЙ частині - проміжне положення інструменту в процесі витяжки, у правій -наприкінці процесу На фіг 3 у ЛІВІЙ частині - вид знизу на верхню частину штампу, у правій частині - вид зверху на штамп Штамп містить вирубну матрицю 1 і вирубний пуансон 2, оснащений обмежником ходу З, регулювання якого здійснюється болтами 4 На поверхні притискача 5 установлені на осях 6 - 8 поворотні диски 9 - 1 1 3 метою попередження випадання поворотних дисків передбачені проміжні осі 12 - 14, що кріпляться волочильними ребрами 15 Притискач спирається на опорну плиту 16 і болтами (не показане) приєднується до верхньої плити 17 Витяжна матриця 18 розташовується еквідістантно контуру вирубної матриці 1 На ній кріпляться поворотні диски 19 21, установлені на осях 22 - 24, що від випадання фіксуються проміжними осями 25 - 27 і закріплюються обоймою 28 Вирубна матриця 1 разом з витяжною матрицею 18 кріпиться болтами (не показано) до нижньої опорної плити 29, що у свою чергу прикріплена до нижньої плити штампу ЗО Витяжка здійснюється витяжним пуансоном 31, що впливає на листову заготовку 32 Відштамповані вироби 33 видаляються з матриці виштовхувачем (не показаний) і знімається з витяжного пуансону за допомогою знімача (не показаний) Штамп працює таким чином Листову заготовку 32 укладають на вирубну матрицю 1 і опускають вирубний пуансон 2 Відділена заготовка під дією зусилля, переданого з боку притискача поворотних дисків 9 і волочильним ребрам 15, а також зусиллям, переданим з боку внутрішньої поверхні вирубного пуансону 2, починає попередньо згинатися і гофруватися між поворотними дисками 19, 21 і обоймою 28 Заготовка 32 стискується між притискною поверхнею з боку притискача і з боку матриці 18 і таким чином деформується, створюючи U-образний набір металу у фланцевій зоні Після притиску всіх поворотних дисків 9 - 1 1 , розташованих на притискач До поворотних дисків 1 9 - 2 1 , при збігу їхніх осей по висоті починається, власне, процес витяжки При цьому витяжний пуансон 31 входить у робочий отвір витяжної матриці 18 Пуансон починає витягати заготовку, а розташовані в радіальних пазах поворотні диски 21 починають обертатися, знаходячись у контакті з фланцевою частиною деталі, що витягується Одночасно починають обертатися всі поворотні диски 9-11 і 19 - 20, що контактують із заготовкою 32 Листова заготовка 32 під дією згинальних моментів, прикладених з боку притискача 5 і витяжної матриці приймає вид U-образного кільцевого гофру У цей момент по краю заготовки утвориться стовщення, під дією тангенціальних стискаючих напруг У процесі витяжки відбувається збільшення радіальних напруг і у визначений момент заготовка проходить між поворотними дисками 19 і притискачем 5, а також між поворотними дисками 11 і обоймою 28 з обтисненням, визначеним зазором між ними Для зниження зусилля при ВОЛОЧІННІ притискна поверхня матриці 18 і притискача 5 виконується секційне, у виді поворотних дисків і ребер, а поверхня притискача повернена щодо поверхні матриці на кут а Тому що заготовка 32 у процесі витяжки фактично не затиснута між притиском і матрицею і гальмування фланця відбувається на її краї, то в початковій стадії витяжки заготовка 32 вільно сковзає між криволінійними поверхнями матриці і притискача охоплюючи радіусну частину витяжного пуансону 31 В міру проходження процесу витяжки фланець заготовки 32 виходить з тієї чи іншої волочильної пари (волочильного ребра і поворотного диску) і далі під дією тангенціальних стискаючих напруг товщає В міру переміщення попадає в наступну таку ж пару, у якій знову обжимається При цьому на краю заготовки утвориться лише невеликий хвилястий гофр, що входить під наступну пару волочильне ребро - поворотний диск і розгладжується Поперемінно згинаючись і випрямляючись фланцева частина в процесі витяжки перетворюється в циліндричний виріб 33 Після закінчення процесу витяжки витяжний пуансон 31 піднімається нагору, потім нагору піднімається і затискний повзун і підпружинений знімач (не показаний) знімає виріб 33 з витяжного пуансону 31 Одночасно з цим виштовхувач (не показаний) видаляє виріб 33 з матриці 18 5 47765 Таким чином, застосування даного штампу дозволяє здійснити витягування виробу з 6 відносною висотою h/d = 1,2, з меншим коефіцієнтом витяжки і без зниження якості Фіг. 1 Фіг. 2 47765 23 13 25 14 Фіг. З ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюPunch for deep extension
Автори англійськоюMaiorov Hennadii Ivanovych, Lutsenko Viktor Oleksandrovych
Назва патенту російськоюШтамп для глубокой вытяжки
Автори російськоюМайоров Геннадий Иванович, Луценко Виктор Александрович
МПК / Мітки
МПК: B21D 22/02
Мітки: штамп, витягування, глибокого
Код посилання
<a href="https://ua.patents.su/4-47765-shtamp-dlya-glibokogo-vityaguvannya.html" target="_blank" rel="follow" title="База патентів України">Штамп для глибокого витягування</a>
Штамп для холодного зворотного видавлювання
Номер патенту: 35731
Опубліковано: 16.04.2001
Автори: Качанов Анатолій Петрович, Корольов Дмитро Олександрович
МПК: B21D 22/00
Мітки: видавлювання, штамп, зворотного, холодного
Формула / Реферат:
Штамп для холодного зворотного видавлювання, який складається із пуансона-плунжера, який за допомогою пуансонотримача закріплено в верхній плиті, та притиснуто кільцем до сферичних та циліндричних опор, матриці, яку запресовано в бандажне кільце і закріплено за допомогою матрицетримача в нижній плиті опори матриці, яку запресовано в нижню плиту, виштовкувача, який має можливість вільно рухатись в вертикальному напрямку в матриці, який...
Штамп послідовної дії
Номер патенту: 2041
Опубліковано: 20.12.1994
Автори: Гавриленко Володимир Васильович, Наливайченко Юрій Михайлович
МПК: B21D 28/14
Мітки: послідовно, дії, штамп
Формула / Реферат:
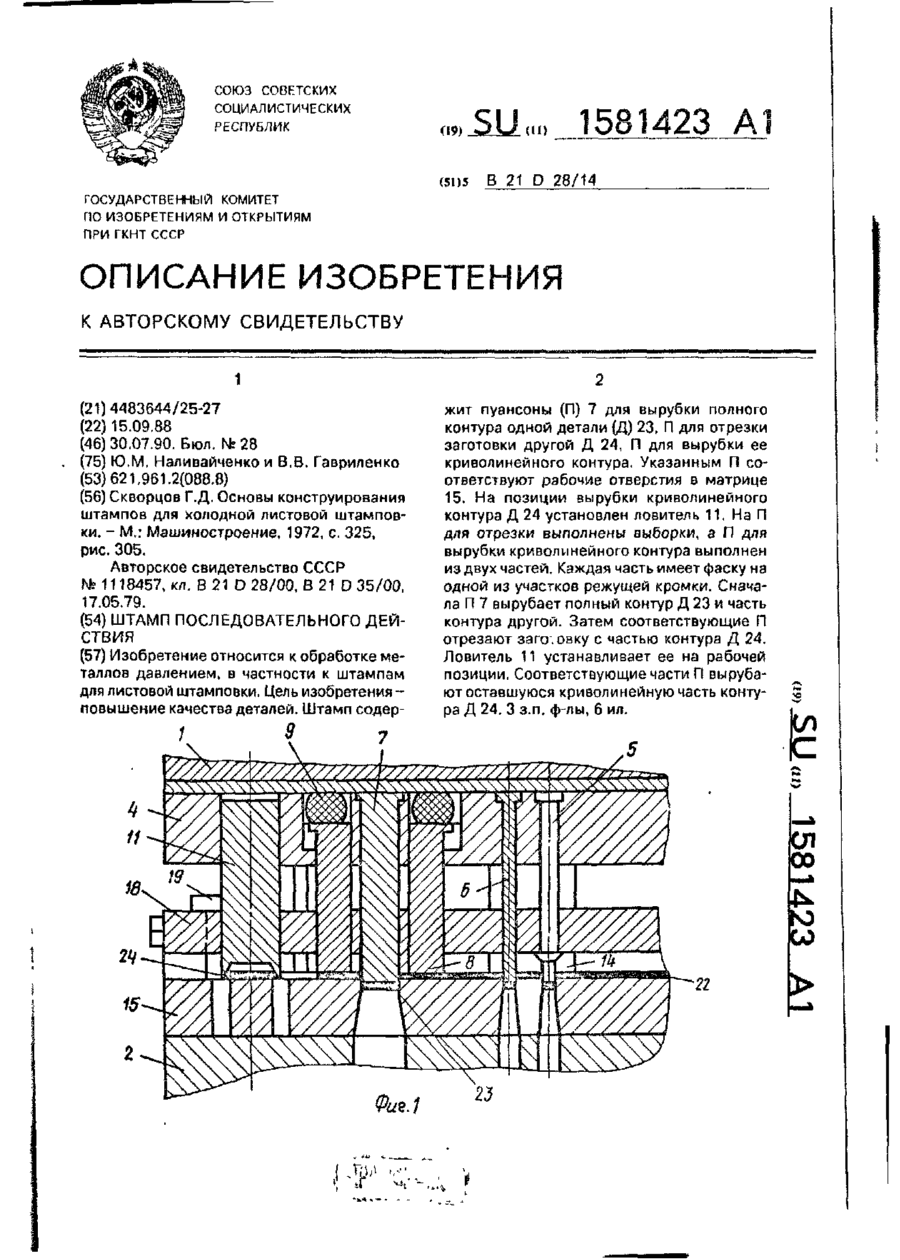
1. Штамп последовательного действия для изготовления плоских деталей с криволинейными противолежащими сторонами, содержащий пуансон и матрицу для вырубки контура первой детали и пуансон и матрицу для вырубки криволинейного контура второй детали, отличающийся тем, что, с целью повышения качества деталей, штамп снабжен пуансонами и матрицами для отрезки заготовки второй детали и боковых кромок отхода от первой, расположенными между...
Штамп для холодного видавлювання з беззазорним направленням пуансона по матриці
Номер патенту: 35734
Опубліковано: 16.04.2001
Автори: Корольов Дмитро Олександрович, Качанов Анатолій Петрович
МПК: B30B 15/00
Мітки: холодного, беззазорним, направленням, видавлювання, штамп, матриці, пуансона
Формула / Реферат:
Штамп для холодного видавлювання з беззазорним направленням пуансона по матриці, який складається із плити нижньої матриці, яку запресовано в бандажне кільце, плаваючого пуансона, закріпленого за допомогою пуансонотримача, який відрізняється тим, що вміщує проміжну верхню плиту, в якій закріплено плаваючий пуансон, проміжну нижню плиту, в якій за допомогою матрицетримача закріплено матрицю, яку запресовано в бандажні кільця, знімач з...
Штамп для карбування
Номер патенту: 1677
Опубліковано: 25.10.1994
Автори: Козачук-Богачук Петро Антонович, Айнбиндер Борис Іойнович, Шустерман Марк Самійлович
МПК: B21J 13/02
Мітки: карбування, штамп
Формула / Реферат:
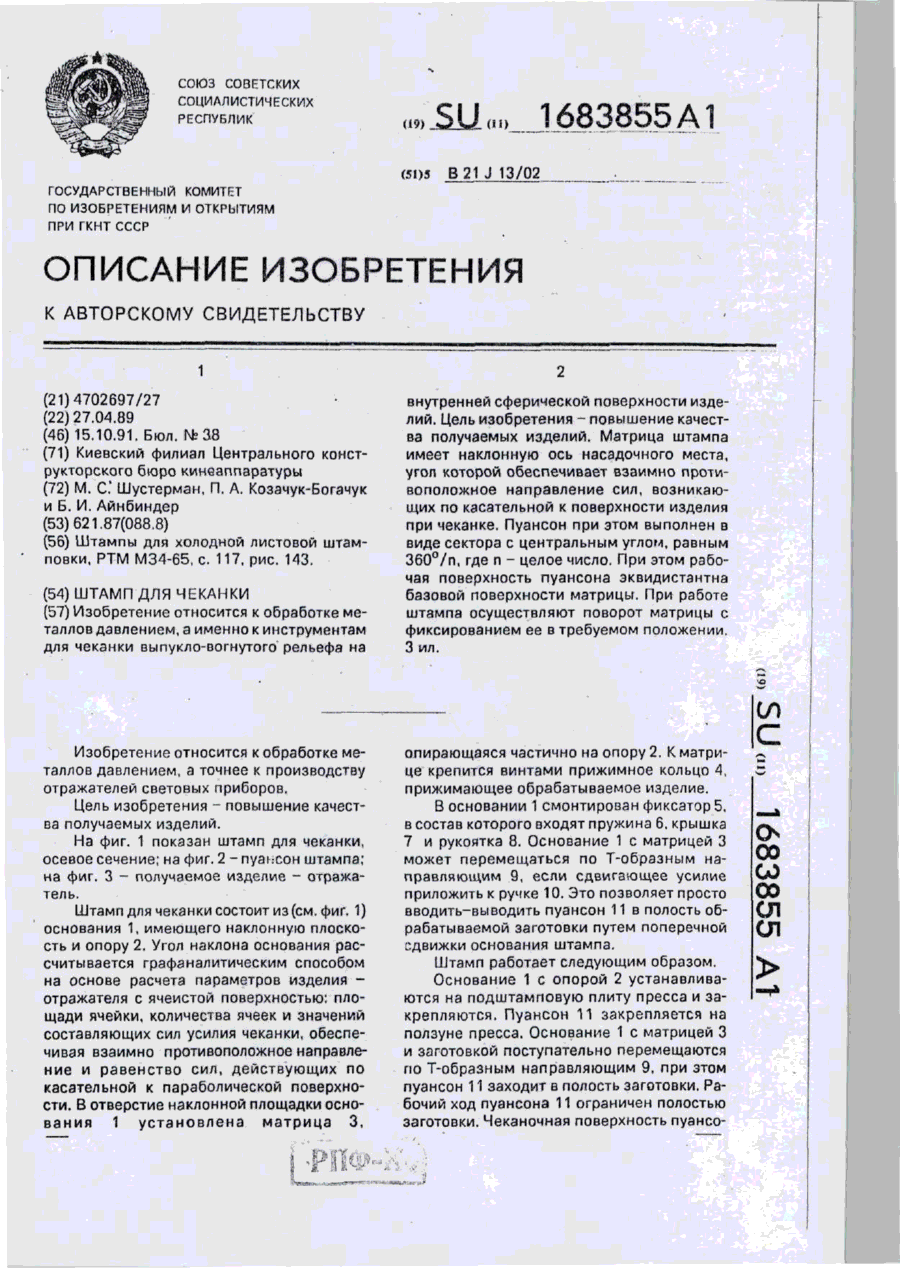
Штамп для чеканки, содержащий пуансон и матрицу с установочно-посадочной поверхностью, отличающийся тем, что, с целью повышения качества получаемых изделий, продольная ось установочно-посадочной поверхности матрицы расположена под углом к опорной поверхности штампа, матрица установлена с возможностью поворота относительно указанной оси, а пуансон выполнен в виде сектора с центральным углом a = 360/n, где n — целое число, и с рабочей...
Штамп для роздачі трубних заготівель
Номер патенту: 36523
Опубліковано: 16.04.2001
Автор: Розов Юрій Георгійович
МПК: B21D 19/00
Мітки: трубних, штамп, заготівель, роздачі
Текст:
...частину 3 нижньої полуматриці. При робочому ході штампа відбувається роздача заготівлі до заданих розмірів, при цьому нижній край що деформується заготівлі упирається в бурт 2 корпуса 1 нижньої полуматри ці, ширина якого, залежно від товщини стінки заготівлі, установлюється за рахунок переміщення рухливої центральної частини 3 нижньої полуматриці. Запропонований штамп для роздачі трубних заготівель забезпечує високу якість деформованих...
Попередній патент: Спосіб екстраперитонізації апендикулярного абсцесу
Наступний патент: Спосіб лікування гнійно-некротичних опікових ран
Випадковий патент: Спосіб очистки розчинів від сульфат-іонів