Спосіб виготовлення гарматного ствола
Номер патенту: 50854
Опубліковано: 15.11.2002
Автори: Богач Станіслав Григорович, Чернов Юрій Костянтинович, Синюгін Анатолій Михайлович, Бусяк Юрій Митрофанович, Шаламов Олександр Миколайович, Борисюк Михайло Дем'янович, Якименко Олег Миколайович
Формула / Реферат
1. Спосіб виготовлення гарматного ствола, що включає формування принаймні тришарової казенної частини ствола із заготовок трубчастої форми шляхом їх скріплення із заданим натягом гарячим напресовуванням, який відрізняється тим, що другий шар ствола формують з двох заготовок, при цьому довжина першої заготовки 6-9 калібрів ствола, а заготовку для першого шару попередньо виконують з двома кільцевими сходинами на зовнішній поверхні із зменшенням діаметра кожної сходини у напрямі від зрізу казенної частини ствола на величину 0,3-0,5 мм, причому довжина першої сходини дорівнює довжині першої заготовки для другого шару ствола, довжина другої сходини дорівнює довжині другої заготовки для другого шару ствола, першу заготовку для другого шару ствола скріплюють із заготовкою для першого шару ствола по довжині першої сходини, а другу заготовку для другого шару ствола скріплюють із заготовкою для першого шару ствола по довжині другої сходини в стик з торцем двошарової сходини, що утворилася, третій шар ствола формують з перекриттям стику двох частин другого шару на 0,5-2 калібри ствола.
2. Спосіб за п. 1, який відрізняється тим, що після скріплення першої заготовки для другого шару із заготовкою для першого шару проводять механічну обробку торця двошарової сходини, що утворилася.
3. Спосіб за п. 1, який відрізняється тим, що заготовку для другого шару виконують з буртом.
Текст
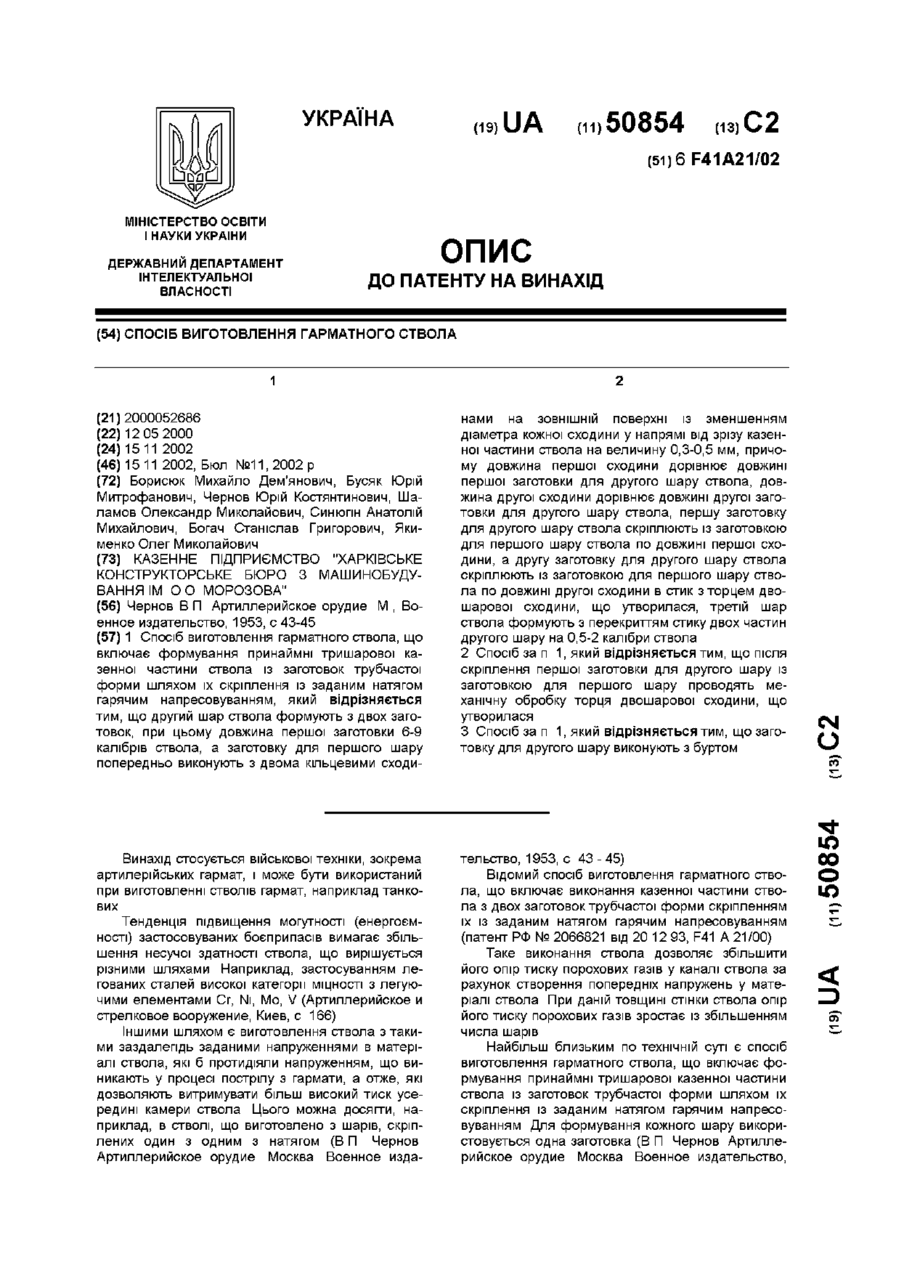
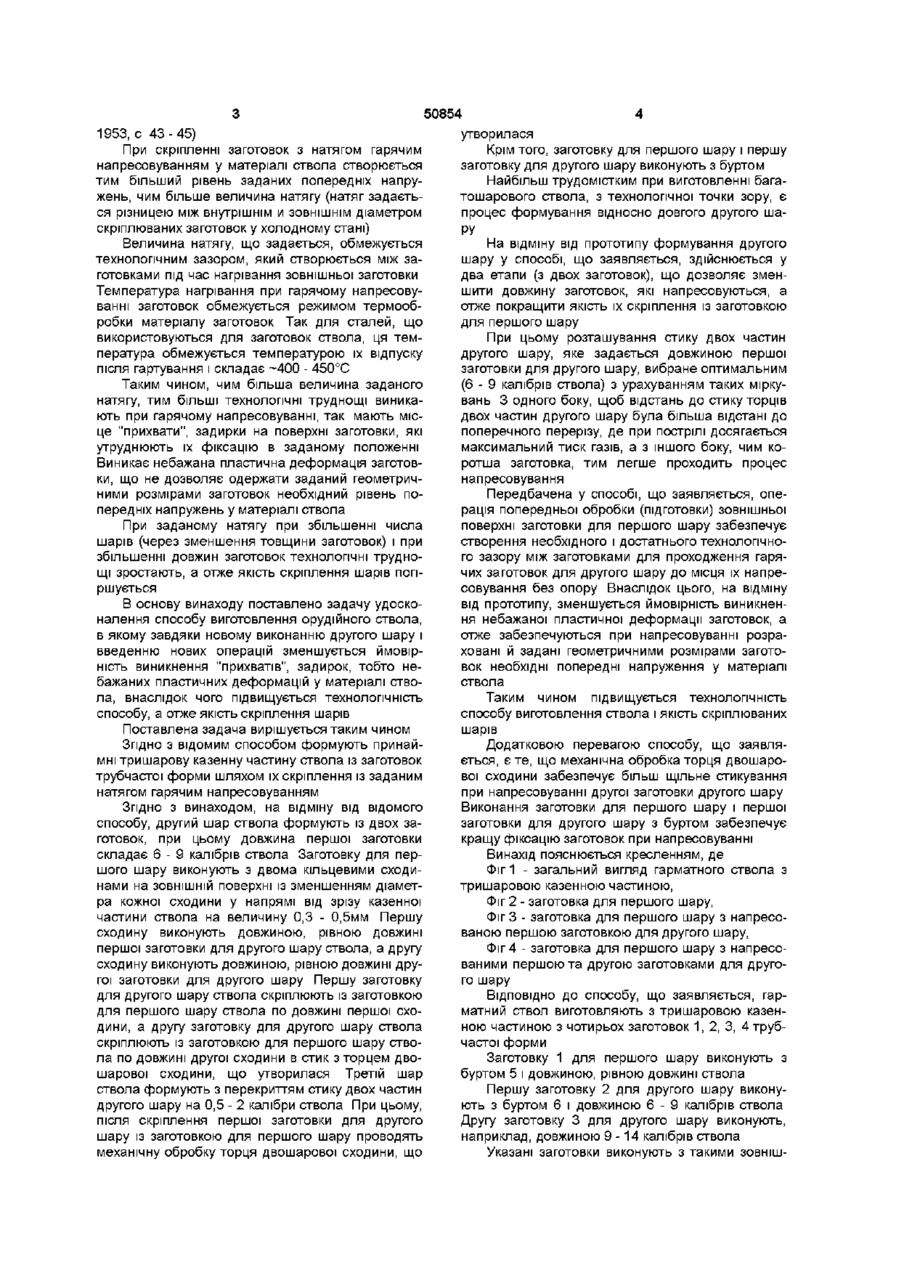
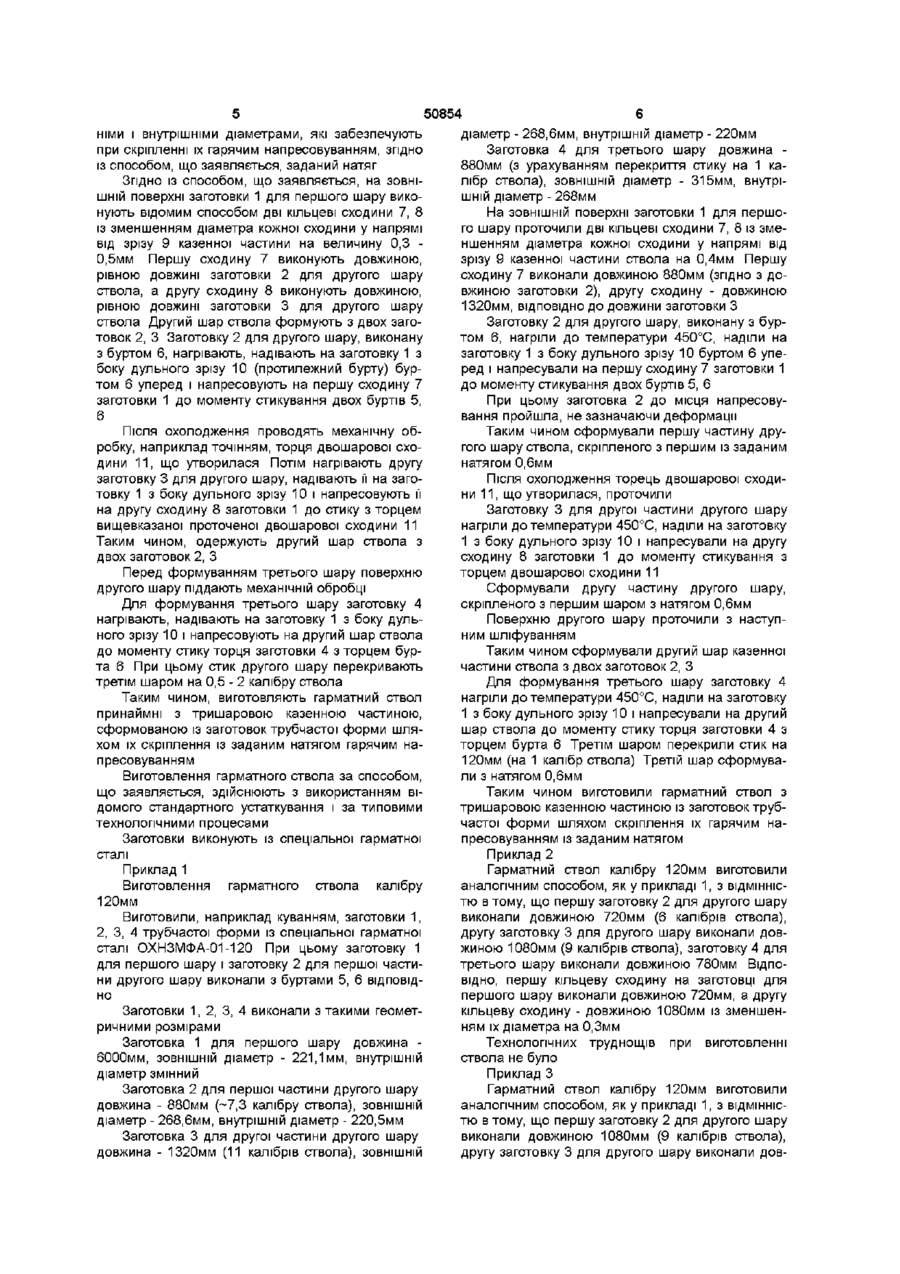
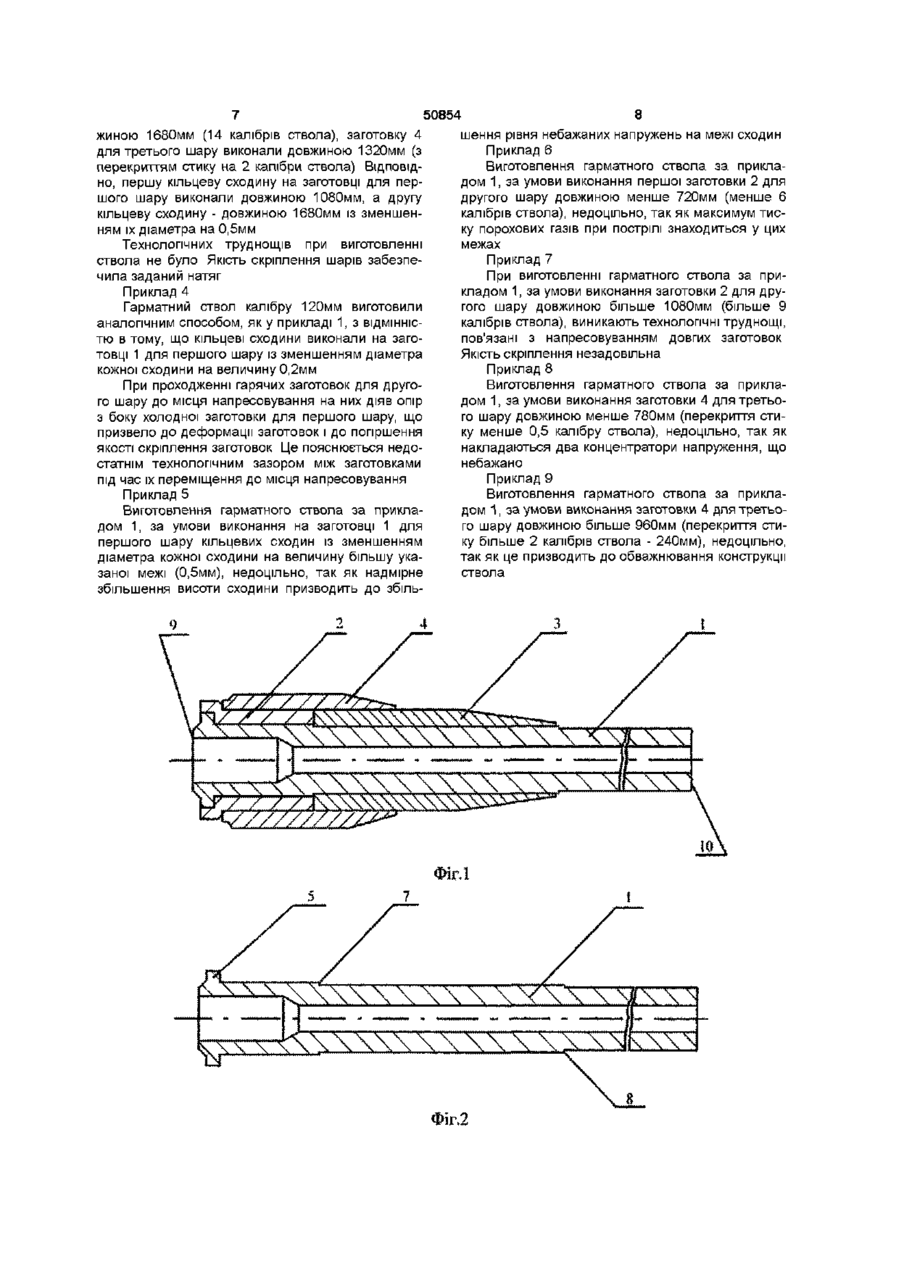
1 Спосіб виготовлення гарматного ствола, що включає формування принаймні тришарової казенної частини ствола із заготовок трубчастої форми шляхом їх скріплення із заданим натягом гарячим напресовуванням, який відрізняється тим, що другий шар ствола формують з двох заготовок, при цьому довжина першої заготовки 6-9 калібрів ствола, а заготовку для першого шару попередньо виконують з двома кільцевими сходи нами на ЗОВНІШНІЙ поверхні із зменшенням діаметра кожної сходини у напрямі від зрізу казенної частини ствола на величину 0,3-0,5 мм, причому довжина першої сходини дорівнює довжині першої заготовки для другого шару ствола, довжина другої сходини дорівнює довжині другої заготовки для другого шару ствола, першу заготовку для другого шару ствола скріплюють із заготовкою для першого шару ствола по довжині першої сходини, а другу заготовку для другого шару ствола скріплюють із заготовкою для першого шару ствола по довжині другої сходини в стик з торцем двошарової сходини, що утворилася, третій шар ствола формують з перекриттям стику двох частин другого шару на 0,5-2 калібри ствола 2 Спосіб за п 1, який відрізняється тим, що після скріплення першої заготовки для другого шару із заготовкою для першого шару проводять механічну обробку торця двошарової сходини, що утворилася 3 Спосіб за п 1, який відрізняється тим, що заготовку для другого шару виконують з буртом Винахід стосується військової техніки, зокрема артилерійських гармат, і може бути використаний при виготовленні стволів гармат, наприклад танкових Тенденція підвищення могутності (енергоємності) застосовуваних боєприпасів вимагає збільшення несучої здатності ствола, що вирішується різними шляхами Наприклад, застосуванням легованих сталей високої категорії МІЦНОСТІ З легуючими елементами Cr, Ni, Mo, V (Артиллерийское и стрелковое вооружение, Киев, с 166) Іншими шляхом є виготовлення ствола з такими заздалегідь заданими напруженнями в матеріалі ствола, які б протидіяли напруженням, що виникають у процесі пострілу з гармати, а отже, які дозволяють витримувати більш високий тиск усередині камери ствола Цього можна досягти, наприклад, в стволі, що виготовлено з шарів, скріплених один з одним з натягом (В П Чернов Артиллерийское орудие Москва Военное изда тельство, 1953, с 43 - 45) Відомий спосіб виготовлення гарматного ствола, що включає виконання казенної частини ствола з двох заготовок трубчастої форми скріпленням їх із заданим натягом гарячим напресовуванням (патент РФ № 2066821 від 20 12 93, F41 А 21/00) Таке виконання ствола дозволяє збільшити його опір тиску порохових газів у каналі ствола за рахунок створення попередніх напружень у матеріалі ствола При даній товщині стінки ствола опір його тиску порохових газів зростає із збільшенням числа шарів Найбільш близьким по технічній суті є спосіб виготовлення гарматного ствола, що включає формування принаймні тришарової казенної частини ствола із заготовок трубчастої форми шляхом їх скріплення із заданим натягом гарячим напресовуванням Для формування кожного шару використовується одна заготовка (В П Чернов Артиллерийское орудие Москва Военное издательство, О ю 00 о ю 50854 1953, с 43-45) При скріпленні заготовок з натягом гарячим напресовуванням у матеріалі ствола створюється тим більший рівень заданих попередніх напружень, чим більше величина натягу (натяг задається різницею між внутрішнім и ЗОВНІШНІМ діаметром скріплюваних заготовок у холодному стані) Величина натягу, що задається, обмежується технологічним зазором, який створюється між заготовками під час нагрівання зовнішньої заготовки Температура нагрівання при гарячому напресовуванні заготовок обмежується режимом термообробки матеріалу заготовок Так для сталей, що використовуються для заготовок ствола, ця температура обмежується температурою їх відпуску після гартування і складає -400 - 450°С Таким чином, чим більша величина заданого натягу, тим більші технологічні труднощі виникають при гарячому напресовуванні, так мають місце "прихвати", задирки на поверхні заготовки, які утруднюють їх фіксацію в заданому положенні Виникає небажана пластична деформація заготовки, що не дозволяє одержати заданий геометричними розмірами заготовок необхідний рівень попередніх напружень у матеріалі ствола При заданому натягу при збільшенні числа шарів (через зменшення товщини заготовок) і при збільшенні довжин заготовок технологічні труднощі зростають, а отже якість скріплення шарів погіршується В основу винаходу поставлено задачу удосконалення способу виготовлення орудійного ствола, в якому завдяки новому виконанню другого шару і введенню нових операцій зменшується ймовірність виникнення "прихватів", задирок, тобто небажаних пластичних деформацій у матеріалі ствола, внаслідок чого підвищується технологічність способу, а отже якість скріплення шарів Поставлена задача вирішується таким чином Згідно З ВІДОМИМ способом формують принаймні тришарову казенну частину ствола із заготовок трубчастої форми шляхом їх скріплення із заданим натягом гарячим напресовуванням Згідно З винаходом, на відміну від відомого способу, другий шар ствола формують із двох заготовок, при цьому довжина першої заготовки складає 6 - 9 калібрів ствола Заготовку для першого шару виконують з двома кільцевими сходинами на ЗОВНІШНІЙ поверхні із зменшенням діаметра кожної сходини у напрямі від зрізу казенної частини ствола на величину 0,3 - 0,5мм Першу сходину виконують довжиною, рівною довжині першої заготовки для другого шару ствола, а другу сходину виконують довжиною, рівною довжині другої заготовки для другого шару Першу заготовку для другого шару ствола скріплюють із заготовкою для першого шару ствола по довжині першої сходини, а другу заготовку для другого шару ствола скріплюють із заготовкою для першого шару ствола по довжині другої сходини в стик з торцем двошарової сходини, що утворилася Третій шар ствола формують з перекриттям стику двох частин другого шару на 0,5 - 2 калібри ствола При цьому, після скріплення першої заготовки для другого шару із заготовкою для першого шару проводять механічну обробку торця двошарової сходини, що утворилася Крім того, заготовку для першого шару і першу заготовку для другого шару виконують з буртом Найбільш трудомістким при виготовленні багатошарового ствола, з технологічної точки зору, є процес формування відносно довгого другого шаРУ На відміну від прототипу формування другого шару у способі, що заявляється, здійснюється у два етапи (з двох заготовок), що дозволяє зменшити довжину заготовок, які напресовуються, а отже покращити якість їх скріплення із заготовкою для першого шару При цьому розташування стику двох частин другого шару, яке задається довжиною першої заготовки для другого шару, вибране оптимальним (6 - 9 калібрів ствола) з урахуванням таких міркувань 3 одного боку, щоб відстань до стику торців двох частин другого шару була більша відстані до поперечного перерізу, де при пострілі досягається максимальний тиск газів, а з іншого боку, чим коротша заготовка, тим легше проходить процес напресовування Передбачена у способі, що заявляється, операція попередньої обробки (підготовки) ЗОВНІШНЬОЇ поверхні заготовки для першого шару забезпечує створення необхідного і достатнього технологічного зазору між заготовками для проходження гарячих заготовок для другого шару до місця їх напресовування без опору Внаслідок цього, на відміну від прототипу, зменшується ймовірність виникнення небажаної пластичної деформації заготовок, а отже забезпечуються при напресовуванні розраховані й задані геометричними розмірами заготовок необхідні попередні напруження у матеріалі ствола Таким чином підвищується технологічність способу виготовлення ствола і якість скріплюваних шарів Додатковою перевагою способу, що заявляється, є те, що механічна обробка торця двошарової сходини забезпечує більш щільне стикування при напресовуванні другої заготовки другого шару Виконання заготовки для першого шару і першої заготовки для другого шару з буртом забезпечує кращу фіксацію заготовок при напресовуванні Винахід пояснюється кресленням, де Фіг 1 - загальний вигляд гарматного ствола з тришаровою казенною частиною, Фіг 2 - заготовка для першого шару, Фіг 3 - заготовка для першого шару з напресованою першою заготовкою для другого шару, Фіг 4 - заготовка для першого шару з напресованими першою та другою заготовками для другого шару ВІДПОВІДНО ДО способу, що заявляється, гарматний ствол виготовляють з тришаровою казенною частиною з чотирьох заготовок 1, 2, 3, 4 трубчастої форми Заготовку 1 для першого шару виконують з буртом 5 і довжиною, рівною довжині ствола Першу заготовку 2 для другого шару виконують з буртом 6 і довжиною 6 - 9 калібрів ствола Другу заготовку 3 для другого шару виконують, наприклад, довжиною 9 - 1 4 калібрів ствола Указані заготовки виконують з такими зовніш 50854 німи і внутрішніми діаметрами, які забезпечують при скріпленні їх гарячим напресовуванням, згідно із способом, що заявляється, заданий натяг Згідно ІЗ способом, що заявляється, на ЗОВНІШНІЙ поверхні заготовки 1 для першого шару виконують відомим способом дві кільцеві сходини 7, 8 із зменшенням діаметра кожної сходини у напрямі від зрізу 9 казенної частини на величину 0,3 0,5мм Першу сходину 7 виконують довжиною, рівною довжині заготовки 2 для другого шару ствола, а другу сходину 8 виконують довжиною, рівною довжині заготовки 3 для другого шару ствола Другий шар ствола формують з двох заготовок 2, 3 Заготовку 2 для другого шару, виконану з буртом 6, нагрівають, надівають на заготовку 1 з боку дульного зрізу 10 (протилежний бурту) буртом 6 уперед і напресовують на першу сходину 7 заготовки 1 до моменту стикування двох буртів 5, 6 Після охолодження проводять механічну обробку, наприклад точінням, торця двошарової сходини 1 1 , що утворилася Потім нагрівають другу заготовку 3 для другого шару, надівають її на заготовку 1 з боку дульного зрізу 10 і напресовують її на другу сходину 8 заготовки 1 до стику з торцем вищевказаної проточеної двошарової сходини 11 Таким чином, одержують другий шар ствола з двох заготовок 2, З Перед формуванням третього шару поверхню другого шару піддають механічній обробці Для формування третього шару заготовку 4 нагрівають, надівають на заготовку 1 з боку дульного зрізу 10 і напресовують на другий шар ствола до моменту стику торця заготовки 4 з торцем бурта 6 При цьому стик другого шару перекривають третім шаром на 0,5 - 2 калібру ствола Таким чином, виготовляють гарматний ствол принаймні з тришаровою казенною частиною, сформованою із заготовок трубчастої форми шляхом їх скріплення із заданим натягом гарячим напресовуванням Виготовлення гарматного ствола за способом, що заявляється, здійснюють з використанням відомого стандартного устаткування і за типовими технологічними процесами Заготовки виконують із спеціальної гарматної сталі Приклад 1 Виготовлення гарматного ствола калібру 120мм Виготовили, наприклад куванням, заготовки 1, 2, 3, 4 трубчастої форми із спеціальної гарматної сталі ОХНЗМФА-01-120 При цьому заготовку 1 для першого шару і заготовку 2 для першої частини другого шару виконали з буртами 5, 6 ВІДПОВІДНО Заготовки 1, 2, 3, 4 виконали з такими геометричними розмірами Заготовка 1 для першого шару довжина 6000мм, ЗОВНІШНІЙ діаметр - 221,1мм, внутрішній діаметр змінний Заготовка 2 для першої частини другого шару довжина - 880мм (-7,3 калібру ствола), ЗОВНІШНІЙ діаметр - 268,6мм, внутрішній діаметр - 220,5мм Заготовка 3 для другої частини другого шару довжина - 1320мм (11 калібрів ствола), ЗОВНІШНІЙ діаметр - 268,6мм, внутрішній діаметр - 220мм Заготовка 4 для третього шару довжина 880мм (з урахуванням перекриття стику на 1 калібр ствола), ЗОВНІШНІЙ діаметр - 315мм, внутрішній діаметр - 268мм На ЗОВНІШНІЙ поверхні заготовки 1 для першого шару проточили дві кільцеві сходини 7, 8 із зменшенням діаметра кожної сходини у напрямі від зрізу 9 казенної частини ствола на 0,4мм Першу сходину 7 виконали довжиною 880мм (згідно з довжиною заготовки 2), другу сходину - довжиною 1320мм, ВІДПОВІДНО до довжини заготовки З Заготовку 2 для другого шару, виконану з буртом 6, нагріли до температури 450°С, наділи на заготовку 1 з боку дульного зрізу 10 буртом 6 уперед і напресували на першу сходину 7 заготовки 1 до моменту стикування двох буртів 5, 6 При цьому заготовка 2 до місця напресовування пройшла, не зазначаючи деформації Таким чином сформували першу частину другого шару ствола, скріпленого з першим із заданим натягом 0,6мм Після охолодження торець двошарової сходини 1 1 , що утворилася, проточили Заготовку 3 для другої частини другого шару нагріли до температури 450°С, наділи на заготовку 1 з боку дульного зрізу 10 і напресували на другу сходину 8 заготовки 1 до моменту стикування з торцем двошарової сходини 11 Сформували другу частину другого шару, скріпленого з першим шаром з натягом 0,6мм Поверхню другого шару проточили з наступним шліфуванням Таким чином сформували другий шар казенної частини ствола з двох заготовок 2, З Для формування третього шару заготовку 4 нагріли до температури 450°С, наділи на заготовку 1 з боку дульного зрізу 10 і напресували на другий шар ствола до моменту стику торця заготовки 4 з торцем бурта 6 Третім шаром перекрили стик на 120мм (на 1 калібр ствола) Третій шар сформували з натягом 0,6мм Таким чином виготовили гарматний ствол з тришаровою казенною частиною із заготовок трубчастої форми шляхом скріплення їх гарячим напресовуванням із заданим натягом Приклад 2 Гарматний ствол калібру 120мм виготовили аналогічним способом, як у прикладі 1, з ВІДМІННІСТЮ в тому, що першу заготовку 2 для другого шару виконали довжиною 720мм (6 калібрів ствола), другу заготовку 3 для другого шару виконали довжиною 1080мм (9 калібрів ствола), заготовку 4 для третього шару виконали довжиною 780мм ВІДПОВІДНО, першу кільцеву сходину на заготовці для першого шару виконали довжиною 720мм, а другу кільцеву сходину - довжиною 1080мм із зменшенням їх діаметра на 0,3мм Технологічних труднощів при виготовленні ствола не було Приклад З Гарматний ствол калібру 120мм виготовили аналогічним способом, як у прикладі 1, з ВІДМІННІСТЮ в тому, що першу заготовку 2 для другого шару виконали довжиною 1080мм (9 калібрів ствола), другу заготовку 3 для другого шару виконали дов 50854 8 шення рівня небажаних напружень на межі сходин Приклад 6 Виготовлення гарматного ствола за прикладом 1, за умови виконання першої заготовки 2 для другого шару довжиною менше 720мм (менше 6 калібрів ствола), недоцільно, так як максимум тиску порохових газів при пострілі знаходиться у цих межах Приклад 7 При виготовленні гарматного ствола за прикладом 1, за умови виконання заготовки 2 для другого шару довжиною більше 1080мм (більше 9 калібрів ствола), виникають технологічні труднощі, пов'язані з напресовуванням довгих заготовок Якість скріплення незадовільна Приклад 8 Виготовлення гарматного ствола за прикладом 1, за умови виконання заготовки 4 для третього шару довжиною менше 780мм (перекриття стику менше 0,5 калібру ствола), недоцільно, так як накладаються два концентратори напруження, що небажано Приклад 9 Виготовлення гарматного ствола за прикладом 1, за умови виконання заготовки 4 для третього шару довжиною більше 960мм (перекриття стику більше 2 калібрів ствола - 240мм), недоцільно, так як це призводить до обважнювання конструкції ствола жиною 1680мм (14 калібрів ствола), заготовку 4 для третього шару виконали довжиною 1320мм (з перекриттям стику на 2 калібри ствола) ВІДПОВІДНО, першу кільцеву сходину на заготовці для першого шару виконали довжиною 1080мм, а другу кільцеву сходину - довжиною 1680мм із зменшенням їх діаметра на 0,5мм Технологічних труднощів при виготовленні ствола не було Якість скріплення шарів забезпечила заданий натяг Приклад 4 Гарматний ствол калібру 120мм виготовили аналогічним способом, як у прикладі 1, з ВІДМІННІСТЮ в тому, що кільцеві сходини виконали на заготовці 1 для першого шару із зменшенням діаметра кожної сходини на величину 0,2мм При проходженні гарячих заготовок для другого шару до місця напресовування на них діяв опір з боку холодної заготовки для першого шару, що призвело до деформації заготовок і до погіршення якості скріплення заготовок Це пояснюється недостатнім технологічним зазором між заготовками під час їх переміщення до місця напресовування Приклад 5 Виготовлення гарматного ствола за прикладом 1, за умови виконання на заготовці 1 для першого шару кільцевих сходин із зменшенням діаметра кожної сходини на величину більшу указаної межі (0,5мм), недоцільно, так як надмірне збільшення висоти сходини призводить до збіль \ W \ W \ \ W \ W \ W \ \ V \ W \ W \ \ M F C X ФІГ.1 WWW \\\\У\Ч \ \ ГУ\\\\\\\\\\ Фіг.2 X I 50854 Фіг.З г\\\\\\ х \\\\\\Х Фіг.4 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 10
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making cannon barrel
Автори англійськоюBorysiuk Mykhailo Dem'ianovych, Busiak Yurii Mytrofanovych, Chernov Yurii Kostiantynovych, Shalamov Oleksandr Mykolaiovych, Syniuhin Anatolii Mykhailovych, Bohach Stanislav Hryhorovych, Yakymenko Oleh Mykolaiovych
Назва патенту російськоюСпособ изготовления пушечного ствола
Автори російськоюБорисюк Михаил Демьянович, Бусяк Юрий Митрофанович, Чернов Юрий Константинович, Шаламов Александр Николаевич, Синюгин Анатолий Михайлович, Богач Станислав Григорьевич, Якименко Олег Николаевич
МПК / Мітки
МПК: F41A 21/02
Мітки: виготовлення, гарматного, ствола, спосіб
Код посилання
<a href="https://ua.patents.su/5-50854-sposib-vigotovlennya-garmatnogo-stvola.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення гарматного ствола</a>
Кожух гарматного ствола
Номер патенту: 42117
Опубліковано: 15.10.2001
Автори: Павлов Олександр Євгенович, Васильченко Іван Іванович, Веретенніков Олександр Іванович, Колчигін Микола Миколайович, Глебов Василь Васильович
МПК: F41A 21/44, F41H 3/00
Мітки: ствола, гарматного, кожух
Формула / Реферат:
1. Кожух гарматного ствола, що містить багатогранну оболонку і кріпильні елементи, який відрізняється тим, що він складається з окремих секцій, розташованих послідовно одна за одною співвісно поздовжній осі гарматного ствола, оболонка кожної з яких виконана у вигляді правильної багатогранної призми, принаймні восьмигранної, причому кожна грань оболонки кожної секції лежить у площині, що перетинається з площинами граней оболонок решти секцій,...
Спосіб виготовлення зносостійкого ствола вогнепальної зброї
Номер патенту: 35271
Опубліковано: 16.07.2001
Автори: Зозуля Володимир Леонідович, Нікітін Ігор Володимирович, Зозуля Сергій Леонідович, Гамідов Ельмін Аббас-огли, Александров Сергій Миколайович
МПК: F41A 21/02, C23C 24/00, F41A 21/22
Мітки: виготовлення, зброї, ствола, вогнепальної, зносостійкого, спосіб
Формула / Реферат:
1. Спосіб виготовлення зносостійкого ствола вогнепальної зброї, який включає попереднє очищення та обробку ствола ультрадисперсним порошком, який відрізняється тим, що обробку ультрадисперсним порошком або сумішшю ультрадисперсного порошку та технологічного середовища виконують перед кожним пострілом серії, яка включає не менше, ніж 3-5 пострілів шляхом нанесення на зовнішню поверхню кожного снаряда та внутрішню поверхню ствола...
Спосіб виготовлення заготовок артилерійської гільзи і піддону та інших подібних деталей
Номер патенту: 33384
Опубліковано: 15.02.2001
Автори: Звєрєв Анатолій Андрійович, Ситник Микола Давидович
МПК: B21D 51/16
Мітки: деталей, виготовлення, подібних, інших, піддону, заготовок, гільзи, спосіб, артилерійської
Формула / Реферат:
Спосіб виготовлення заготовки артилерійської гільзи і піддону та інших подібних деталей, що включає багатоопераційне обтискання заготовки стакана, який відрізняється тим, що як початкову заготовку використовують круглий прокат, а заготовку у вигляді стакана одержують комбінованим методом обробки - спочатку штампують заготовку із круглого прокату, потім механічно обробляють, готуючи базові поверхні, і ротаційним видавлюванням формують...
Спосіб ремонту ствола димової труби
Номер патенту: 33513
Опубліковано: 15.02.2001
Автори: Пивоваров Валентин Васильович, Яковишин Федір Костянтинович, Магала Віктор Сергійович
МПК: E04H 12/28
Мітки: спосіб, димової, трубі, ствола, ремонту
Текст:
...і методом торкретування укладають силікатополімербетон, формуючи шар футеровки початкової проектної товщини, при цьому виконання футеровки здійснюють послідовно, ярусами по всій висоті труби. -2 Пропонуємии спосіб реалізують таким чином. З внутрішньої поверхні ствола труби видаляють пошкоджені ділянки футеровки і закріплюють на ній арматурний каркас, що складається з повздовжньої арматури діаметром 12-14 мм та кільцевої арматури...
Спосіб чистки зумпфа головного ствола
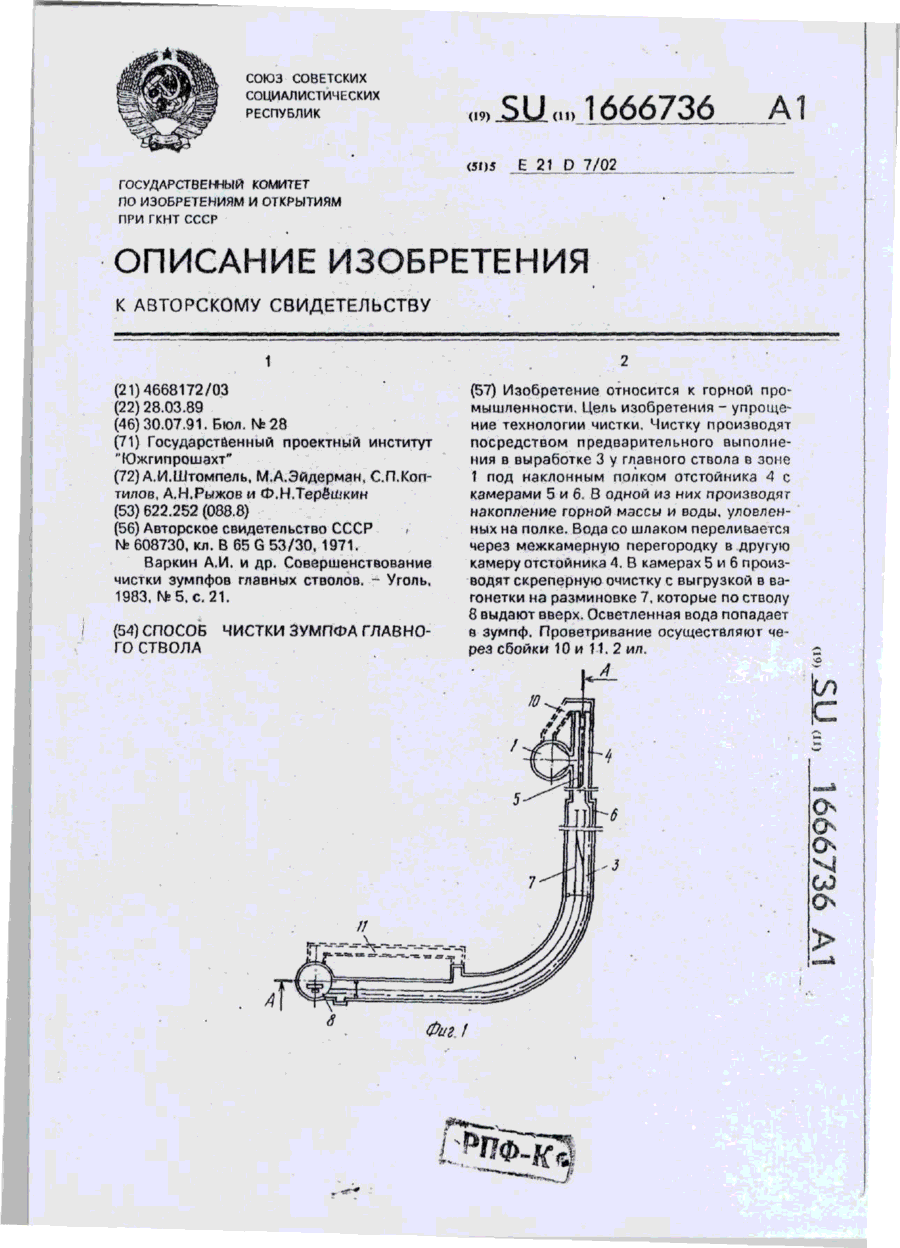
Номер патенту: 2258
Опубліковано: 26.12.1994
Автори: Штомпель Олексій Іванович, Коптілов Сергій Петрович, Терешкін Федір Миколайович, Ейдерман Михайло Олександрович, Рижов Олексій Миколайович
МПК: E21D 9/12
Мітки: ствола, чистки, головного, зумпфа, спосіб
Формула / Реферат:
Способ чистки зумпфа главного ствола, включающий улавливание горной массы и воды на наклонном полке, их накопление, перелив воды со шламом, выполнение двухкамерного отстойника и скреперную очистку его камер с выгрузкой в вагонетки, отличающийся тем, что, с целью упрощения технологии очистки, отстойник выполняют у главного ствола под наклонным полком, а накопление горной массы и воды производят в одной из камер отстойника, при этом перелив...
Попередній патент: Спосіб оцінки рівня психоемоційного напруження у дітей при стоматологічних втручаннях
Наступний патент: Спосіб відновлення деталей
Випадковий патент: Процес припинення стравохідної кровотечі