Спосіб виготовлення арматурної секції періодичного профілю
Номер патенту: 50939
Опубліковано: 25.06.2010
Автори: Усенко Анатолій Павлович, Мироненко Юрій Анатолійович, Вєрбіцкій Юрій Сєрєєвіч, Пікінер Володимир Олександрович, Павлов Адольф Опанасович, Овеченко Олег Олександрович
Формула / Реферат
Спосіб виготовлення арматурної секції періодичного профілю, що включає послідовне по переходах підгинання валками профілезгинального стана смугової заготовки з формуванням проміжного симетричного коритоподібного профілю з відігнутими в протилежні сторони бічними полицями, при якому на перших переходах формують центральну донну частину профілю, сполучені з нею стінки і полиці, здійснюючи згинання як стінок, так і бічних полиць на задані кути від горизонталі, витримуючи відстань між місцями вигину донної частини рівною її величині на готовому профілі арматурної секції, при цьому формування проміжного профілю на перших трьох переходах здійснюють таким чином, що лінія формування перетинає стінки і полиці профілю і поділяє їх навпіл, а в останньому переході формують увігнуту донну частину профілю, утворену поверхнею, описаною радіусом R, величину якого визначають з виразу:
R = к·А,
де к - числовий коефіцієнт, рівний 8-12;
А - ширина донної частини на готовому профілі арматурної секції, мм,
а потім здійснюють його крокове штампування в кілька етапів, у штампі на матриці перемінного профілю, у процесі яких виконують пробивання отворів, надають увігнутій донній частині прямолінійного вигляду, прорізають, надрізають, а також відгинають елементи полиці у вигляді "гачків" і "пелюстків", який відрізняється тим, що штампування здійснюють у два етапи, причому на першому етапі штампування поєднують пробивання отворів і надання дну профілю прямолінійного вигляду з вирізкою елементів полиці, при цьому надрізання "пелюстків" полиці виконують під кутом 11°-13°, далі, на другому етапі штампування, виконують відгинання "пелюстків" полиці на кут 29°-31° і "гачків" до одержання готового профілю арматурної секції.
Текст
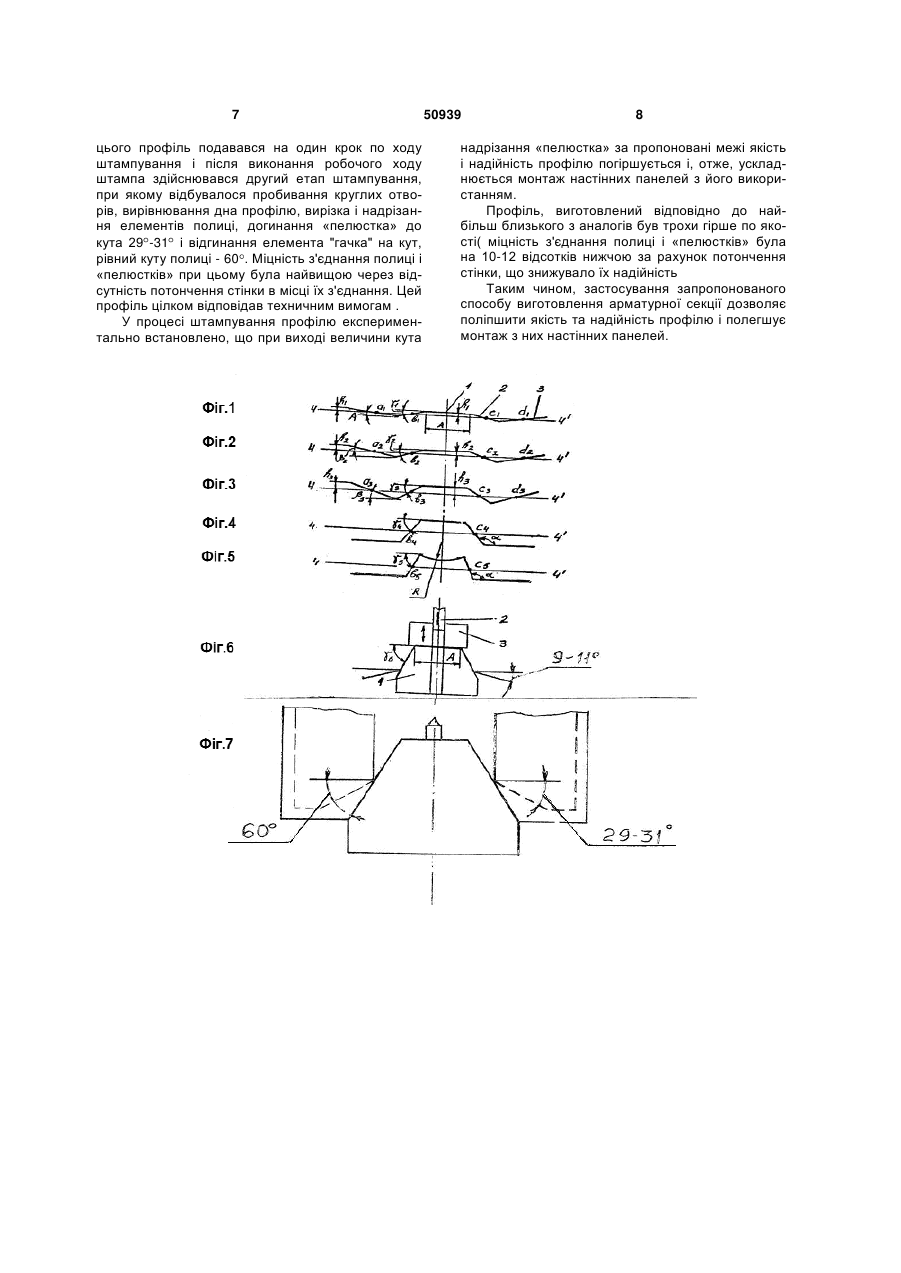
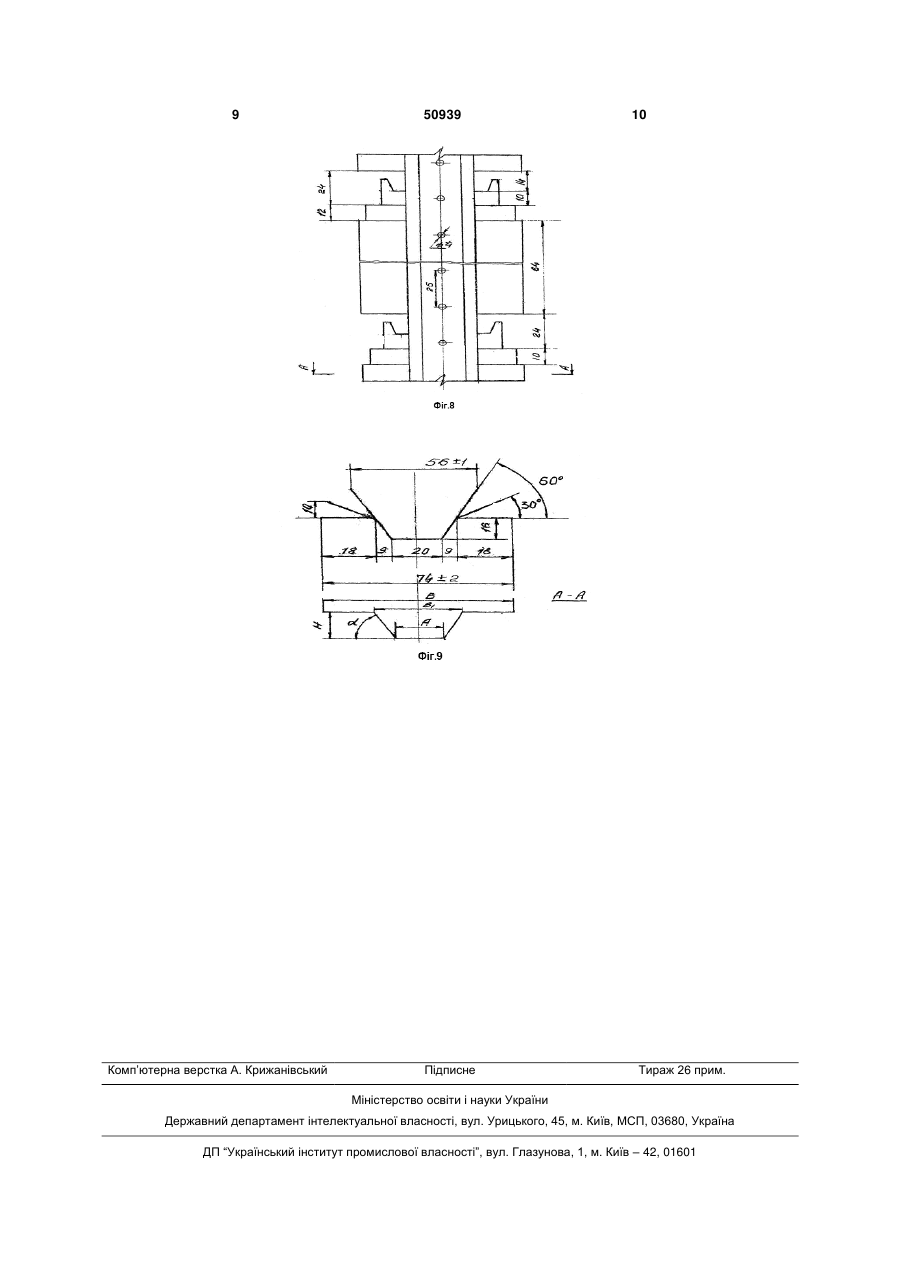
Спосіб виготовлення арматурної секції періодичного профілю, що включає послідовне по переходах підгинання валками профілезгинального стана смугової заготовки з формуванням проміжного симетричного коритоподібного профілю з відігнутими в протилежні сторони бічними полицями, при якому на перших переходах формують центральну донну частину профілю, сполучені з нею стінки і полиці, здійснюючи згинання як стінок, так і бічних полиць на задані кути від горизонталі, витримуючи відстань між місцями вигину донної частини рівною її величині на готовому профілі арматурної секції, при цьому формування проміж U 2 (19) 1 3 При використанні даного способу, у зв'язку з наявністю операцій по відгинанню полиць до горизонтального положення має місце знакоперемінна деформація, а отже створюються умови, що приводять до виникнення тріщин у місцях сполучення полиць і бічних стінок, що піддаються розгинанню після попереднього загинання. При цьому деформація стиску внутрішніх шарів металу і деформація розтягу зовнішніх змінює свій знак на протилежний, що при неминучоиу нагартуванню металу приводить до утворення тріщин. А збіг лінії формування з положенням полиць створює умови для утворення хвилястості дна і подовжньої кривизни профілю. Відомий також спосіб виготовлення арматурної секції періодичного профілю, що включає послідовне по переходах підгинання валками профілезгинального стану смугової заготовки з формуванням проміжного симетричного коритоподібного профілю з відігнутими в протилежні сторони бічними полицями, при якому на перших переходах формують центральну донну частину профілю, сполучені з нею стінки і полиці, здійснюючи згинання як стінок, так і бічних полиць на задані кути від горизонталі, витримуючи відстань між місцями вигину донної частини рівним його величині на готовому профілі арматурної секції, при цьому формування проміжного профілю на перших трьох переходах здійснюють таким чином, що лінія формування перетинає стінки і полиці профілю і поділяє їх навпіл, а в останньому переході формують увігнуту донну частину профілю, утворену поверхнею, описаною радіусом R, величину якого визначають з виразу: R=k, де: К - числовий коефіцієнт, рівний 8-12; А - ширина донної частини на готовому профілі арматурної секції, мм, а потім здійснюють його крокове штампування в кілька етапів у штампі на матриці перемінного профілю, у процесі яких роблять пробивання отворів, надають увігнутій донній частині прямолінійний вигляд, прорізають і надрізають, а також відгинають елементи полиці у вигляді «гачків» і «пелюстків». При цьому штампування здійснюють у три етапи: на першому з яких одночасно надають увігнутій донній частині проміжного профілю прямолінійний вигляд і пробивають у ній отвір, після чого, перед другим етапом, подають профіль на один крок і фіксують його положення за допомогою отвору, а потім на другому етапі штампування сполучають прорізку і надрізання елементів ( у вигляді «гачків» і «пелюстків»), на бічних полицях профілю, а після подачі профілю ще на один крок, на третьому етапі штампування, відгинають частину профілю полиць на заданий кут для одержання готового профілю арматурної секції [патент України № 36948, МПК E04F13/08, B21D5/06,B21D5/08, 2001р.]. При використанні даного способу виключається утворення тріщин в місцях сполучення стінок і дна та підвищується точність профілю. Однак, на другому етапі штампування надрізання симетричних елементів («пелюстків») і вирізка («гачків») 50939 4 відбувається паралельно полицям профілю. Прорізка «гачка» на полиці відбувається з відділенням вирізаної частини і частина полиці, що залишилася, створивши «гачок», не перетерплює на даний момент ніякої деформації. Надрізання елементів "пелюстків" відбувається без їхнього повного відділення від полиці профілю і тому наприкінці надрізу полиця деформується (її стінка потончується). Це приводить до зменшення міцності з'єднання «пелюстка» з полицею, що знижує міцність профілю. В основі корисної моделі лежить вирішення задачі по удосконаленню способу виготовлення арматурної секції періодичного профілю шляхом зміни умов штампування проміжного коритоподібного профілю з відігнутими в протилежні сторони полицями, внаслідок чого поліпшується якість профілю при одночасному підвищенні його надійності. Поставлена задача вирішена тим, що в способі, що включає послідовне по переходах підгинання валками профілезгинального стану смугової заготовки з формуванням проміжного симетричного коритоподібного профілю з відігнутими в протилежні сторони бічними полицями, при якому на перших переходах формують центральну донну частину профілю, сполучені з нею стінки і полиці, здійснюють згинання як стінок, так і бічних полиць на задані кути від горизонталі, витримуючи відстань між місцями вигину донної частини рівним його величині на готовому профілі арматурної секції, при цьому формування проміжного профілю на перших трьох переходах здійснюють таким чином, що лінія формування перетинає стінки і полиці профілю і поділяє їх навпіл, а в останньому переході формують увігнуту донну частину профілю, утворену поверхнею, описаною радіусом R, величину якого визначають з виразу: R=k, де: К - числовий коефіцієнт, рівний 8-12; А - ширина донної частини на готовому профілі арматурної секції, мм, а потім здійснюють його крокове штампування в кілька етапів у штампі на матриці перемінного профілю, у процесі яких роблять пробивання отворів, надають увігнутій донній частині прямолінійний вигляд, прорізають і надрізають, а також відгинають елементи полиці у вигляді «гачків» і «пелюстків», відповідно до корисної моделі, штампування здійснюють у два етапи, причому на першому етапі штампування сполучають пробивання отворів і надання дну профіля прямолінійного вигляду з вирізкою елементів полиці, при цьому надрізання «пелюстків» полиці роблять під кутом 11 13 , а на другому етапі штампування роблять відгинання «пелюстків» на кут 29 -31 і «гачків» до одержання готового профілю арматурної секції. Зазначені параметри відгинання отримані дослідним шляхом. Відмінність запропонованого способу від найбільш близького з аналогів полягає в зміні числа етапів штампування (замість трьох - два) при зазначених видах операцій виконуваних на кожнім з 5 етапів з відгинання елементів профілю на кути, що заявляються. Технічним результатом використання запропонованого способу в порівнянні з найбільш близьким з аналогів є поліпшення якості профілю при одночасному підвищенні його надійності. Це досягається тим, що надрізання, що заявляється, «пелюстків» із запропонованими кутами їхнього надрізу дозволяє виключити потончення стінки, а отже і зменшення міцності з'єднання цих елементів з полицею. Останнє створює сприятливі умови при монтажі настінних панелей з використанням запропонованих більш якісних арматурних секцій. На фігурах показана послідовна формозміна поперечного перерізу профілю арматурної секції при здійсненні запропонованого способу, де: На Фіг.1-5 представлена формозміна смугової заготовки по переходах на профілезгинальному стані. На Фіг.6-7 - представлена формозміна профілю при здійсненні поетапного штампування. На Фіг.8, 9 - приведене креслення готової арматурної секції періодичного профілю. Запропонований спосіб здійснюється слідуючим чином. Підготовлену смугову заготовку подають на профілезгинальний стан і послідовно по переходах підгинають її валками цього стану з формуванням проміжного симетричного коритоподібного профілю з відігнутими в протилежні сторони бічними полицями. При цьому в першому переході (Фіг.1) формують центральну донну частину профілю 1, сполучені з нею стінки 2 і полиці 3, здійснюючи згинання як стінок, так і полиць на задані кути від горизонталі, витримуючи відстань між місцями вигину даної частини А рівним їхній величині на готовому профілі арматурної секції. Формування профілю в першому переході здійснюють таким чином, що лінія формування 4-41 перетинає стінки і полки профілю і поділяє їхній навпіл у крапках a1, y1, з1, d1. .Величина вертикального зсуву крайок h1 однакова для стінок і полиць, що досягається величиною кутів 1 i 1, відношення яких зворотньопропорційно відношенню довжин полиць і стінок. В другому переході (Фіг.2) продовжують формувати одночасно всі елементи проміжного профілю (донну частину, стінки і полці), збільшуючи кути підгинання 2 i 2, , від горизонталі і витримуючи відстань А незмінною. Лінія формування 4-41 так само, як і в першому переході поділяє стінки і полиці навпіл у крапках a2, y 2, з2, d2. . Величина вертикального зсуву h2 однакова для стінок і полиць. У третьому переході (Фіг.3) завершують одночасне формування всіх елементів профілю, збільшуючи кути підгинання 3 i 3 , від горизонталі і витримуючи відстань А незмінною. Лінія формування 4-41 поділяє стінки і полиці навпіл у крапках a3, y3, з3, d3. . Величина вертикального зсуву h3 однакова для стінок і полиць. У цьому переході кут 50939 6 між стінками і полками досягає готової величини і надалі не змінюється. У четвертому переході (Фіг.4) формування профілю здійснюється тільки за рахунок підгинання стінок на кут 4 , при цьому полиці звільняють від контакту з валками. Лінія формування 4-41 поділяє навпіл стінки в крапках y 4 i з4 . У чистовому п'ятому переході (Фіг.5) роблять підгинання кута 5 до готової величини й одночасно формують у валках увігнуту донну частину проміжного профілю, утворену поверхнею, описаною радіусом R, величину якого визначають з виразу: R=k, де: К - числовий коефіцієнт, рівний 8-12; А - ширина донної частини на готовому профілі арматурної секції, мм. Полиці профілю, як і в четвертому переході, звільняють від контакту з валками. Отриманий проміжний симетричний коритоподібний профіль, з відігнутими в протилежні сторони бічними полицями далі обробляють методом крокового штампування в два етапи на матриці перемінного профілю На першому етапі штампування (Фіг.6) поєднують пробивання отворів і надання дну профілю прямолінійного вигляду з надрізанням і прорізанням елементів полиці («пелюстків» і «гачків»), при цьому надрізання «пелюстків» полки роблять під кутом 11 -13 , далі, на другому етапі штампування (Фіг.7) роблять відгинання «пелюстків» полиці на кут 29 -31 і «гачків» на кут 60 -61 до одержання готового профілю арматурної секції. Далі при кожному робочому ході преса обробка профілю по довжині здійснюється одночасно на двох позиціях штампа з кроковою подачею на один крок. Конкретний приклад. Для профілювання був обраний періодичний профіль арматурної секції з горизонтальними полками (Фіг.8, 9), що характеризується наступними параметрами: загальна ширина В=74мм, ширина від бортовки коритоподібної частини В1=56мм, ширина донної частини А=20мм, висота профілю по полицях Н=16мм, кут відгинання «гачків» - 60 , кут відгинання «пелюстків» - 30 . Крок періодичності t= 200мм. Товщина смугової заготовки - 0,55мм. Проміжний профіль формували за 5 переходів у валковому профілезгинальному стані. Кути підгинання полиць по переходах: = 5 , 15 , 26 , 0 , 0 . Кути підгинання стінок по переходах: ( = 8, 20 , 32 , 49 , 60 ). Величина радіуса R, при к = 10, дорівнює 10 20=200мм. Сформований у валковому стані проміжний профіль подавали далі на штамп для здійснення його крокового штампування. Проміжний профіль довжиною 3м укладали на профільну матрицю штампа, упираючи його торець у наявний на матриці фіксатор. При робочому ході преса відбувається одночасне пробивання круглих отворів, надання дну профіля прямолінійної форми, вирізка елементів («гачків») і надрізання під кутом 11 -13 елементів «пелюстків. Після 7 цього профіль подавався на один крок по ходу штампування і після виконання робочого ходу штампа здійснювався другий етап штампування, при якому відбувалося пробивання круглих отворів, вирівнювання дна профілю, вирізка і надрізання елементів полиці, догинання «пелюстка» до кута 29 -31 і відгинання елемента "гачка" на кут, рівний куту полиці - 60 . Міцність з'єднання полиці і «пелюстків» при цьому була найвищою через відсутність потончення стінки в місці їх з'єднання. Цей профіль цілком відповідав техничним вимогам . У процесі штампування профілю експериментально встановлено, що при виході величини кута 50939 8 надрізання «пелюстка» за пропоновані межі якість і надійність профілю погіршується і, отже, ускладнюється монтаж настінних панелей з його використанням. Профіль, виготовлений відповідно до найбільш близького з аналогів був трохи гірше по якості( міцність з'єднання полиці і «пелюстків» була на 10-12 відсотків нижчою за рахунок потончення стінки, що знижувало їх надійність Таким чином, застосування запропонованого способу виготовлення арматурної секції дозволяє поліпшити якість та надійність профілю і полегшує монтаж з них настінних панелей. 9 Комп’ютерна верстка А. Крижанівський 50939 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making reinforcing section with periodic profile
Автори англійськоюVerbitskyi Yurii Serhiiovych, Usenko Anatolii Pavlovych, Pavlov Adolf Opanasovych, Ovechenko Oleh Oleksandrovych, Myronenko Yurii Anatoliiopvych, Pikiner Volodymyr Oleksandrovych
Назва патенту російськоюСпособ изготовления арматурной секции периодического профиля
Автори російськоюВербицкий Юрий Сереевич, Усенко Анатолий Павлович, Павлов Адольф Афанасиевич, Овеченко Олег Александрович, Мироненко Юрий Анатолиевич, Пикинер Владимир Александрович
МПК / Мітки
МПК: B21D 5/06, B21D 5/08, E04F 13/00
Мітки: секції, періодичного, виготовлення, спосіб, арматурної, профілю
Код посилання
<a href="https://ua.patents.su/5-50939-sposib-vigotovlennya-armaturno-sekci-periodichnogo-profilyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення арматурної секції періодичного профілю</a>
Спосіб виготовлення арматурної секції періодичного профілю

Номер патенту: 36948
Опубліковано: 16.02.2004
Автори: Сергєєв Віктор Володимирович, Павлов Адольф Опанасович, Блощинський Григорій Павлович, Овеченко Олег Олександрович, Вєрбіцкій Юрій Сєргєєвіч, Мироненко Юрій Анатолійович
МПК: E04F 13/072, B21D 5/06
Мітки: профілю, секції, виготовлення, арматурної, періодичного, спосіб
Формула / Реферат:
Спосіб виготовлення арматурної секції періодичного профілю, що включає послідовне по переходах підгинання валками профілезгинального стана стрічкової заготовки з формуванням проміжного симетричного коритоподібного профілю з відігнутими в протилежні сторони боковими поличками, при якому на перших переходах формують центральну донну частину профілю, спряжені з нею стінки і полички, здійснюючи гнуття як стінок, так і бокових поличок на задані...
Спосіб виготовлення зетової нерівнополичної арматурної секції
Номер патенту: 69906
Опубліковано: 15.02.2006
Автори: Павлов Адольф Опанасович, Мироненко Юрій Анатолійович, Овеченко Олег Олександрович, Вєрбіцкій Юрій Сєргєєвіч, Сергєєв Віктор Володимирович, Усенко Анатолій Павлович
МПК: E04F 13/00, B21D 5/06, B21D 5/08
Мітки: нерівнополичної, зетової, виготовлення, арматурної, спосіб, секції
Формула / Реферат:
A method for production of mayonnaise provides for mixing oat flour, sugar, dry nonfat milk, table salt, refined deodorized oil, acetic acid, dry garlic and rosemary with water, emulsifying and homogenizing. In doing so the oat flour is mixed with the dry nonfat milk, salt, sugar, water is added, it is mixed and kept, scalded and emulsified with the refined deodorized oil, whereupon the 3% acetic acid, dry garlic, rosemary are added, and the...
Спосіб термічного оброблення рівчаків валків для прокатки арматурної сталі періодичного профілю
Номер патенту: 17140
Опубліковано: 18.03.1997
Автори: Шеремет Володимир Олександрович, Деркач Дмитро Олександрович, Нечепоренко Володимир Андрійович, Демичев Сергій Володимирович, Морозов Валерій Іванович, Горяний Анатолій Григорович, Шапаренко Олександр Володимирович, Бабенко Михайло Антонович
МПК: C21D 1/09
Мітки: рівчаків, сталі, спосіб, періодичного, прокатки, валків, арматурної, оброблення, профілю, термічного
Формула / Реферат:
1. Способ термической обработки ручьев валков для прокатки арматурной стали периодического профиля, включающий последовательный со смещением по поверхности изделия нагрев под закалку плазменной дугой при раздельной подаче плазмообразующего и защитного газов, отличающийся тем, что перед нагревом поперечные канавки для формирования поперечного профиля и участки ручьев валка, прилегающие к кромкам канавок, покрывают электроизоляционным...
Спосіб виготовлення дроту періодичного профілю
Номер патенту: 30290
Опубліковано: 15.11.2000
Автори: Овчаренко Володимир Михайлович, Чигріна Марія Петрівна, Ханонкін Олександр Аркадійович, Кременчуцька Маргарита Костянтинівна, Реньга Вадим Романович
МПК: B21C 1/00
Мітки: виготовлення, періодичного, спосіб, профілю, дроту
Формула / Реферат:
Спосіб виготовлення дроту періодичного профілю, що включає операції волочіння і профілювання, який відрізняється тим, що профілювання здійснюється шляхом дії на дріт імпульсного електричного струму в процесі волочіння.
Арматурний стержень періодичного профілю

Номер патенту: 37375
Опубліковано: 15.05.2001
Автори: Буравльов Ігор Борисович, Коковіхін Юрій Іванович, Большаков Володимир Іванович, Гаркаві Наум Якович, Добров Ігор В'ячеславович, Пінашина Валентина Олександрівна
МПК: E04C 5/01
Мітки: стержень, періодичного, арматурний, профілю
Формула / Реферат:
Арматурний стержень періодичного профілю, який має на бічній поверхні поздовжньо розташовані ряди виступів і вм'ятин, які чергуються, та поздовжні ряди неоребреної циліндричної поверхні, який відрізняється тим, що торцевий переріз вм'ятин являє собою квадрат з округленими вершинами, вписаний у коло діаметром по виступах, із стороною, що дорівнює 0,78-0,9 діаметра виступа, при цьому відстань між виступами або вм'ятинами С визначається...
Попередній патент: Бічна опора рейкового транспортного засобу
Наступний патент: Торкрет-фурма для ремонту футерівки конвертера
Випадковий патент: Пристрій для формування отвору в кістці при дакріоцисториностомії