Спосіб виготовлення зетової нерівнополичної арматурної секції
Номер патенту: 69906
Опубліковано: 15.02.2006
Автори: Усенко Анатолій Павлович, Мироненко Юрій Анатолійович, Сергєєв Віктор Володимирович, Павлов Адольф Опанасович, Вєрбіцкій Юрій Сєргєєвіч, Овеченко Олег Олександрович
Формула / Реферат
A method for production of mayonnaise provides for mixing oat flour, sugar, dry nonfat milk, table salt, refined deodorized oil, acetic acid, dry garlic and rosemary with water, emulsifying and homogenizing. In doing so the oat flour is mixed with the dry nonfat milk, salt, sugar, water is added, it is mixed and kept, scalded and emulsified with the refined deodorized oil, whereupon the 3% acetic acid, dry garlic, rosemary are added, and the mixture thus obtained is homogenized.
Текст
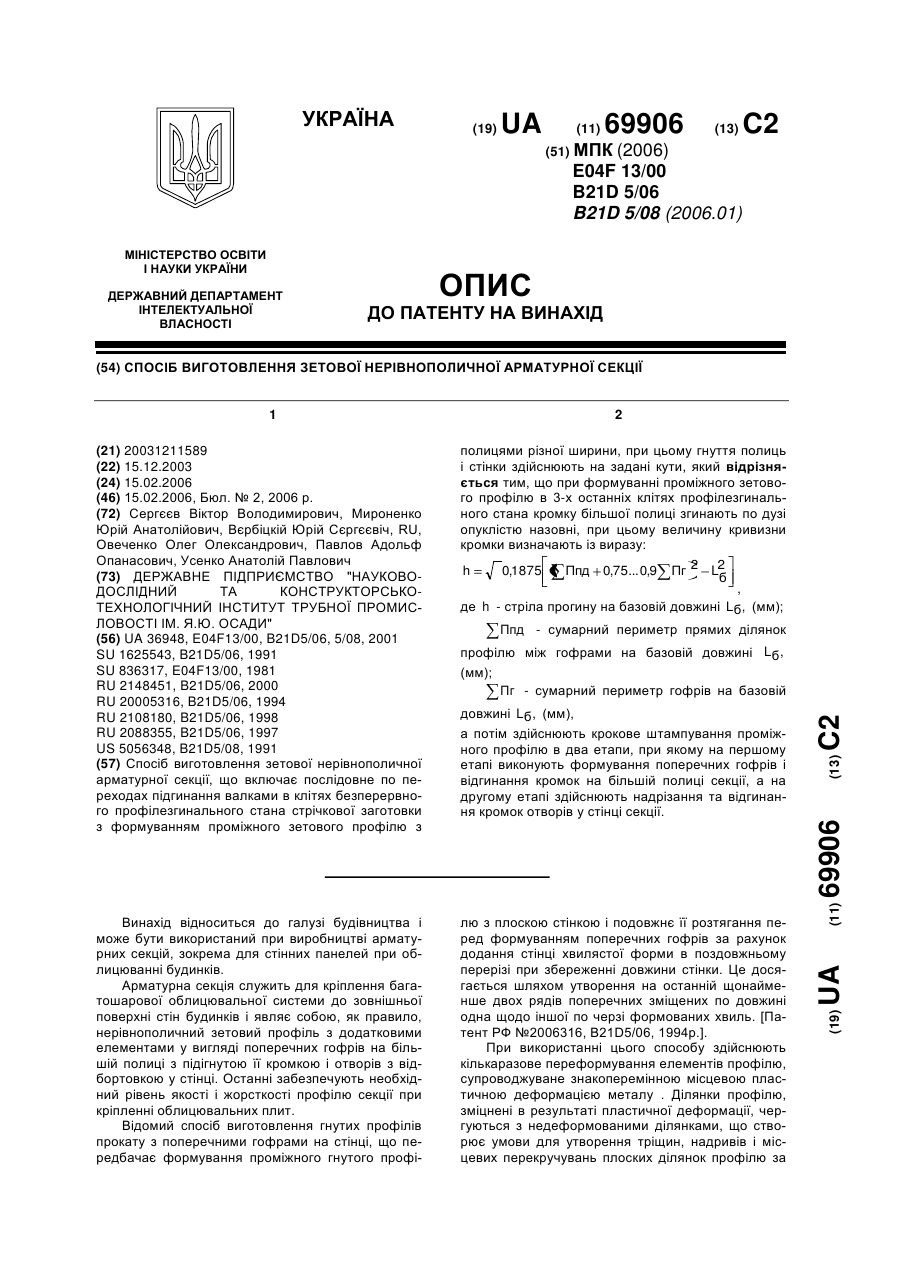
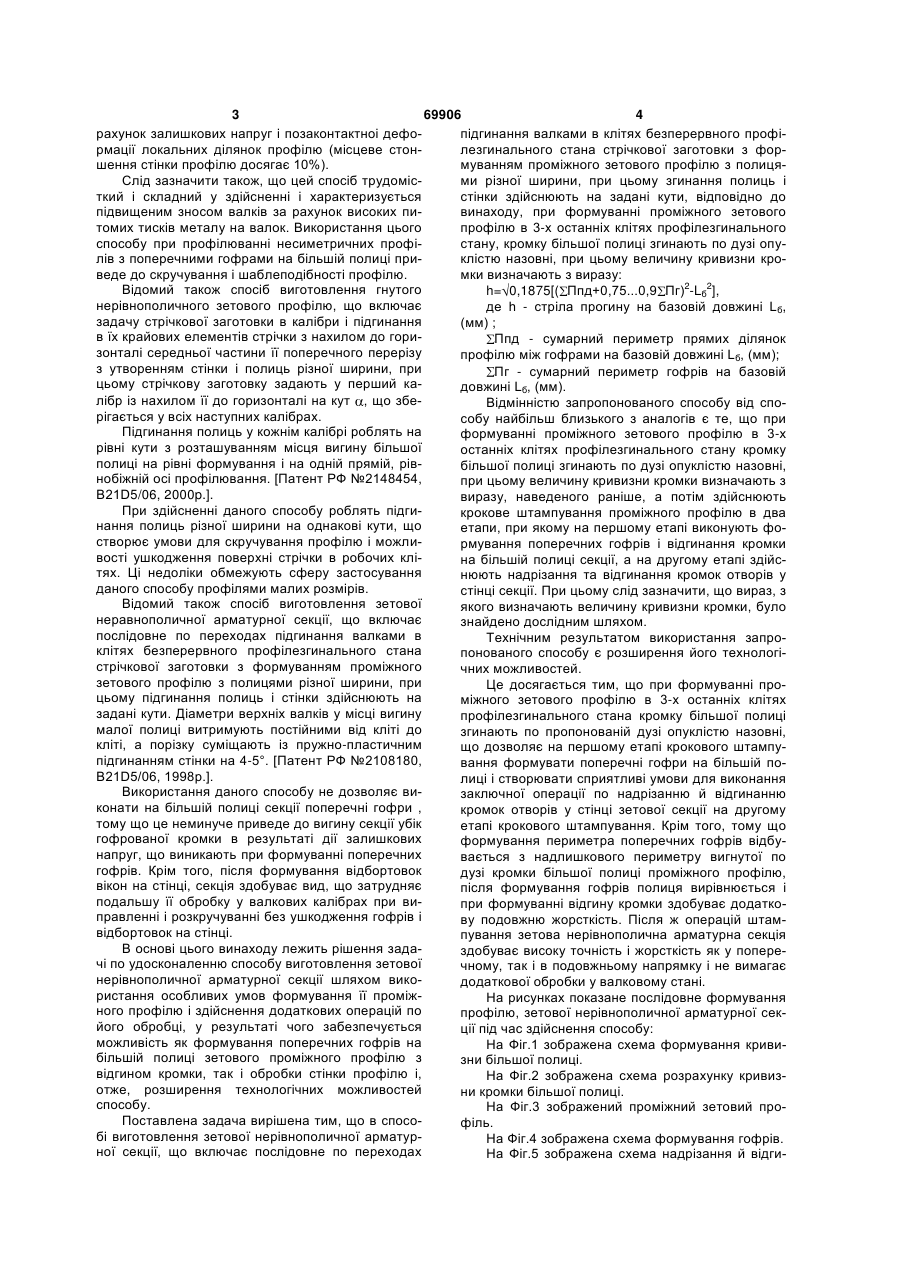
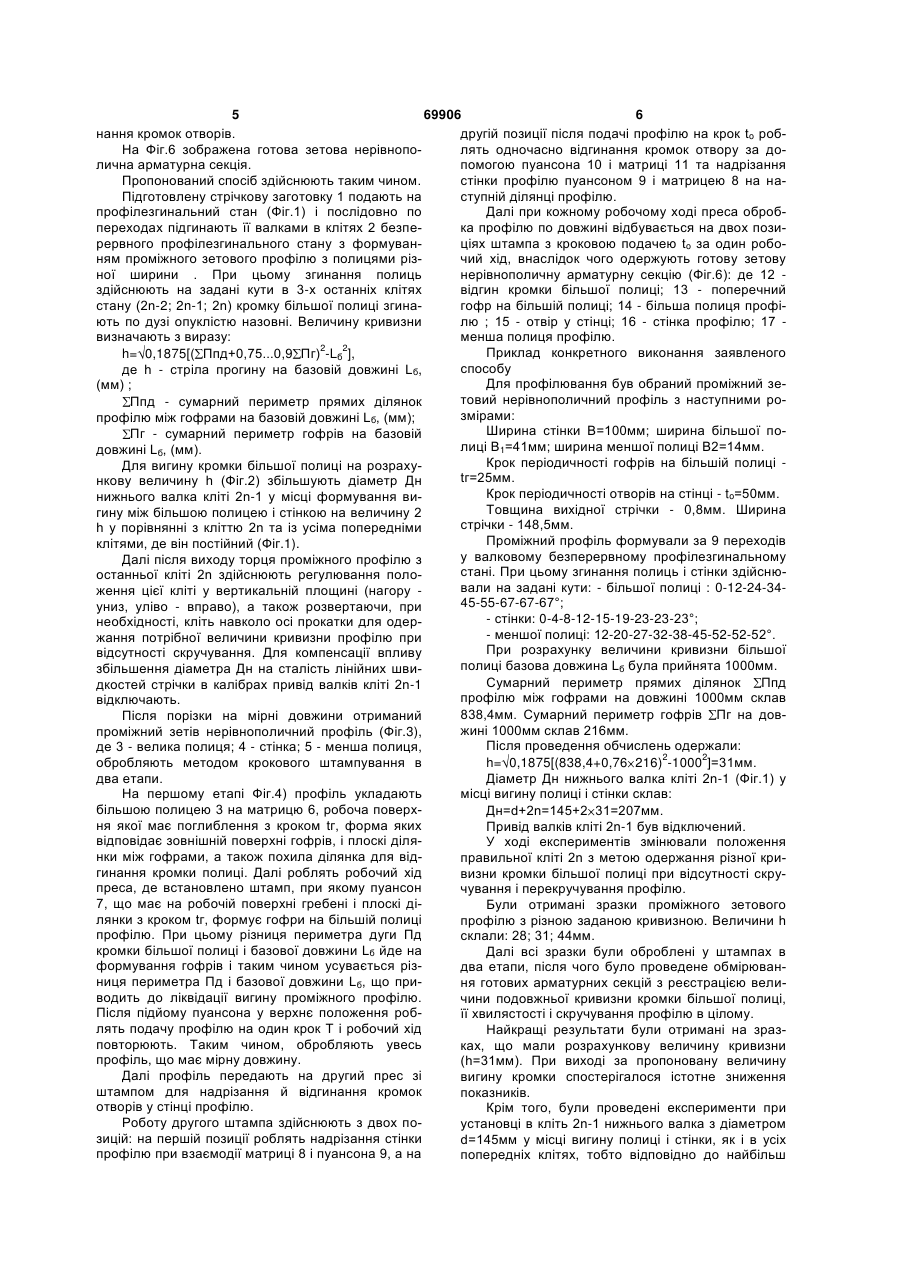
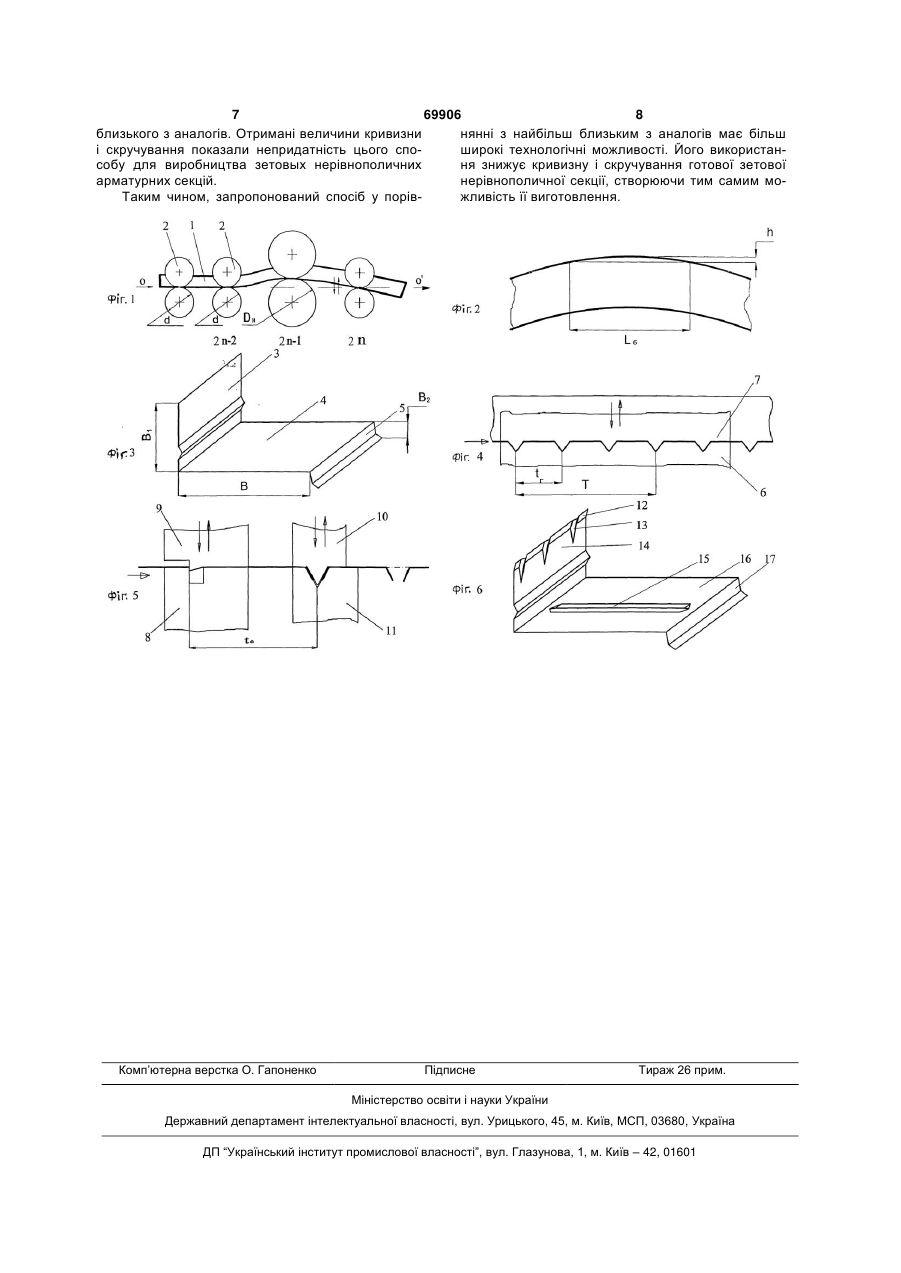
Спосіб виготовлення зетової нерівнополичної арматурної секції, що включає послідовне по переходах підгинання валками в клітях безперервного профілезгинального стана стрічкової заготовки з формуванням проміжного зетового профілю з полицями різної ширини, при цьому гнуття полиць і стінки здійснюють на задані кути, який відрізняється тим, що при формуванні проміжного зетового профілю в 3-х останніх клітях профілезгинального стана кромку більшої полиці згинають по дузі опуклістю назовні, при цьому величину кривизни кромки визначають із виразу: h 0,1875 Ппд 0,75... 0,9 Пг 2 L2 б , де h - стріла прогину на базовій довжині Lб , (мм); Винахід відноситься до галузі будівництва і може бути використаний при виробництві арматурних секцій, зокрема для стінних панелей при облицюванні будинків. Арматурна секція служить для кріплення багатошарової облицювальної системи до зовнішньої поверхні стін будинків і являє собою, як правило, нерівнополичний зетовий профіль з додатковими елементами у вигляді поперечних гофрів на більшій полиці з підігнутою її кромкою і отворів з відбортовкою у стінці. Останні забезпечують необхідний рівень якості і жорсткості профілю секції при кріпленні облицювальних плит. Відомий спосіб виготовлення гнутих профілів прокату з поперечними гофрами на стінці, що передбачає формування проміжного гнутого профі лю з плоскою стінкою і подовжнє її розтягання перед формуванням поперечних гофрів за рахунок додання стінці хвилястої форми в поздовжньому перерізі при збереженні довжини стінки. Це досягається шляхом утворення на останній щонайменше двох рядів поперечних зміщених по довжині одна щодо іншої по черзі формованих хвиль. [Патент РФ №2006316, B21D5/06, 1994p.]. При використанні цього способу здійснюють кількаразове переформування елементів профілю, супроводжуване знакоперемінною місцевою пластичною деформацією металу . Ділянки профілю, зміцнені в результаті пластичної деформації, чергуються з недеформованими ділянками, що створює умови для утворення тріщин, надривів і місцевих перекручувань плоских ділянок профілю за Ппд - сумарний периметр прямих ділянок (13) 69906 (11) UA (19) довжині Lб , (мм), а потім здійснюють крокове штампування проміжного профілю в два етапи, при якому на першому етапі виконують формування поперечних гофрів і відгинання кромок на більшій полиці секції, а на другому етапі здійснюють надрізання та відгинання кромок отворів у стінці секції. C2 профілю між гофрами на базовій довжині Lб , (мм); Пг - сумарний периметр гофрів на базовій 3 69906 4 рахунок залишкових напруг і позаконтактноі дефопідгинання валками в клітях безперервного профірмації локальних ділянок профілю (місцеве стонлезгинального стана стрічкової заготовки з форшення стінки профілю досягає 10%). муванням проміжного зетового профілю з полицяСлід зазначити також, що цей спосіб трудомісми різної ширини, при цьому згинання полиць і ткий і складний у здійсненні і характеризується стінки здійснюють на задані кути, відповідно до підвищеним зносом валків за рахунок високих пивинаходу, при формуванні проміжного зетового томих тисків металу на валок. Використання цього профілю в 3-х останніх клітях профілезгинального способу при профілюванні несиметричних профістану, кромку більшої полиці згинають по дузі опулів з поперечними гофрами на більшій полиці приклістю назовні, при цьому величину кривизни кроведе до скручування і шаблеподібності профілю. мки визначають з виразу: Відомий також спосіб виготовлення гнутого h= 0,1875[( Ппд+0,75...0,9 Пг)2-Lб2], нерівнополичного зетового профілю, що включає де h - стріла прогину на базовій довжині Lб, задачу стрічкової заготовки в калібри і підгинання (мм) ; в їх крайових елементів стрічки з нахилом до гориПпд - сумарний периметр прямих ділянок зонталі середньої частини її поперечного перерізу профілю між гофрами на базовій довжині Lб, (мм); з утворенням стінки і полиць різної ширини, при Пг - сумарний периметр гофрів на базовій цьому стрічкову заготовку задають у перший кадовжині Lб, (мм). лібр із нахилом її до горизонталі на кут , що збеВідмінністю запропонованого способу від спорігається у всіх наступних калібрах. собу найбільш близького з аналогів є те, що при Підгинання полиць у кожнім калібрі роблять на формуванні проміжного зетового профілю в 3-х рівні кути з розташуванням місця вигину більшої останніх клітях профілезгинального стану кромку полиці на рівні формування і на одній прямій, рівбільшої полиці згинають по дузі опуклістю назовні, нобіжній осі профілювання. [Патент РФ №2148454, при цьому величину кривизни кромки визначають з В21D5/06, 2000p.]. виразу, наведеного раніше, а потім здійснюють При здійсненні даного способу роблять підгикрокове штампування проміжного профілю в два нання полиць різної ширини на однакові кути, що етапи, при якому на першому етапі виконують фостворює умови для скручування профілю і можлирмування поперечних гофрів і відгинання кромки вості ушкодження поверхні стрічки в робочих кліна більшій полиці секції, а на другому етапі здійстях. Ці недоліки обмежують сферу застосування нюють надрізання та відгинання кромок отворів у даного способу профілями малих розмірів. стінці секції. При цьому слід зазначити, що вираз, з Відомий також спосіб виготовлення зетової якого визначають величину кривизни кромки, було неравнополичної арматурної секції, що включає знайдено дослідним шляхом. послідовне по переходах підгинання валками в Технічним результатом використання запроклітях безперервного профілезгинального стана понованого способу є розширення його технологістрічкової заготовки з формуванням проміжного чних можливостей. зетового профілю з полицями різної ширини, при Це досягається тим, що при формуванні процьому підгинання полиць і стінки здійснюють на міжного зетового профілю в 3-х останніх клітях задані кути. Діаметри верхніх валків у місці вигину профілезгинального стана кромку більшої полиці малої полиці витримують постійними від кліті до згинають по пропонованій дузі опуклістю назовні, кліті, а порізку суміщають із пружно-пластичним що дозволяє на першому етапі крокового штампупідгинанням стінки на 4-5°. [Патент РФ №2108180, вання формувати поперечні гофри на більшій поВ21D5/06, 1998р.]. лиці і створювати сприятливі умови для виконання Використання даного способу не дозволяє визаключної операції по надрізанню й відгинанню конати на більшій полиці секції поперечні гофри , кромок отворів у стінці зетової секції на другому тому що це неминуче приведе до вигину секції убік етапі крокового штампування. Крім того, тому що гофрованої кромки в результаті дії залишкових формування периметра поперечних гофрів відбунапруг, що виникають при формуванні поперечних вається з надлишкового периметру вигнутої по гофрів. Крім того, після формування відбортовок дузі кромки більшої полиці проміжного профілю, вікон на стінці, секція здобуває вид, що затрудняє після формування гофрів полиця вирівнюється і подальшу її обробку у валкових калібрах при випри формуванні відгину кромки здобуває додаткоправленні і розкручуванні без ушкодження гофрів і ву подовжню жорсткість. Після ж операцій штамвідбортовок на стінці. пування зетова нерівнополична арматурна секція В основі цього винаходу лежить рішення задаздобуває високу точність і жорсткість як у поперечі по удосконаленню способу виготовлення зетової чному, так і в подовжньому напрямку і не вимагає нерівнополичної арматурної секції шляхом викододаткової обробки у валковому стані. ристання особливих умов формування її проміжНа рисунках показане послідовне формування ного профілю і здійснення додаткових операцій по профілю, зетової нерівнополичної арматурної секйого обробці, у результаті чого забезпечується ції під час здійснення способу: можливість як формування поперечних гофрів на На Фіг.1 зображена схема формування кривибільшій полиці зетового проміжного профілю з зни більшої полиці. відгином кромки, так і обробки стінки профілю і, На Фіг.2 зображена схема розрахунку кривизотже, розширення технологічних можливостей ни кромки більшої полиці. способу. На Фіг.3 зображений проміжний зетовий проПоставлена задача вирішена тим, що в спософіль. бі виготовлення зетової нерівнополичної арматурНа Фіг.4 зображена схема формування гофрів. ної секції, що включає послідовне по переходах На Фіг.5 зображена схема надрізання й відги 5 69906 6 нання кромок отворів. другій позиції після подачі профілю на крок to робНа Фіг.6 зображена готова зетова нерівнополять одночасно відгинання кромок отвору за долична арматурна секція. помогою пуансона 10 і матриці 11 та надрізання Пропонований спосіб здійснюють таким чином. стінки профілю пуансоном 9 і матрицею 8 на наПідготовлену стрічкову заготовку 1 подають на ступній ділянці профілю. профілезгинальний стан (Фіг.1) і послідовно по Далі при кожному робочому ході преса обробпереходах підгинають її валками в клітях 2 безпека профілю по довжині відбувається на двох позирервного профілезгинального стану з формуванціях штампа з кроковою подачею to за один робоням проміжного зетового профілю з полицями різчий хід, внаслідок чого одержують готову зетову ної ширини . При цьому згинання полиць нерівнополичну арматурну секцію (Фіг.6): де 12 здійснюють на задані кути в 3-х останніх клітях відгин кромки більшої полиці; 13 - поперечний стану (2n-2; 2n-1; 2n) кромку більшої полиці згинагофр на більшій полиці; 14 - більша полиця профіють по дузі опуклістю назовні. Величину кривизни лю ; 15 - отвір у стінці; 16 - стінка профілю; 17 визначають з виразу: менша полиця профілю. Приклад конкретного виконання заявленого h= 0,1875[( Ппд+0,75...0,9 Пг)2-Lб2], способу де h - стріла прогину на базовій довжині Lб, Для профілювання був обраний проміжний зе(мм) ; товий нерівнополичний профіль з наступними роПпд - сумарний периметр прямих ділянок змірами: профілю між гофрами на базовій довжині Lб, (мм); Ширина стінки В=100мм; ширина більшої поПг - сумарний периметр гофрів на базовій лиці В1=41мм; ширина меншої полиці В2=14мм. довжині Lб, (мм). Крок періодичності гофрів на більшій полиці Для вигину кромки більшої полиці на розрахуtг=25мм. нкову величину h (Фіг.2) збільшують діаметр Дн Крок періодичності отворів на стінці - to=50мм. нижнього валка кліті 2n-1 у місці формування виТовщина вихідної стрічки - 0,8мм. Ширина гину між більшою полицею і стінкою на величину 2 стрічки - 148,5мм. h у порівнянні з кліттю 2n та із усіма попередніми Проміжний профіль формували за 9 переходів клітями, де він постійний (Фіг.1). у валковому безперервному профілезгинальному Далі після виходу торця проміжного профілю з стані. При цьому згинання полиць і стінки здійснюостанньої кліті 2n здійснюють регулювання половали на задані кути: - більшої полиці : 0-12-24-34ження цієї кліті у вертикальній площині (нагору 45-55-67-67-67°; униз, уліво - вправо), а також розвертаючи, при - стінки: 0-4-8-12-15-19-23-23-23°; необхідності, кліть навколо осі прокатки для одер- меншої полиці: 12-20-27-32-38-45-52-52-52°. жання потрібної величини кривизни профілю при При розрахунку величини кривизни більшої відсутності скручування. Для компенсації впливу полиці базова довжина Lб була прийнята 1000мм. збільшення діаметра Дн на сталість лінійних швиСумарний периметр прямих ділянок Ппд дкостей стрічки в калібрах привід валків кліті 2n-1 профілю між гофрами на довжині 1000мм склав відключають. 838,4мм. Сумарний периметр гофрів Пг на довПісля порізки на мірні довжини отриманий жині 1000мм склав 216мм. проміжний зетів нерівнополичний профіль (Фіг.3), Після проведення обчислень одержали: де 3 - велика полиця; 4 - стінка; 5 - менша полиця, h= 0,1875[(838,4+0,76 216)2-10002]=31мм. обробляють методом крокового штампування в два етапи. Діаметр Дн нижнього валка кліті 2n-1 (Фіг.1) у На першому етапі Фіг.4) профіль укладають місці вигину полиці і стінки склав: більшою полицею 3 на матрицю 6, робоча поверхДн=d+2n=145+2 31=207мм. ня якої має поглиблення з кроком tг, форма яких Привід валків кліті 2n-1 був відключений. відповідає зовнішній поверхні гофрів, і плоскі діляУ ході експериментів змінювали положення нки між гофрами, а також похила ділянка для відправильної кліті 2n з метою одержання різної кригинання кромки полиці. Далі роблять робочий хід визни кромки більшої полиці при відсутності скрупреса, де встановлено штамп, при якому пуансон чування і перекручування профілю. 7, що має на робочій поверхні гребені і плоскі діБули отримані зразки проміжного зетового лянки з кроком tг, формує гофри на більшій полиці профілю з різною заданою кривизною. Величини h профілю. При цьому різниця периметра дуги Пд склали: 28; 31; 44мм. кромки більшої полиці і базової довжини Lб йде на Далі всі зразки були оброблені у штампах в формування гофрів і таким чином усувається різдва етапи, після чого було проведене обмірюванниця периметра Пд і базової довжини Lб, що приня готових арматурних секцій з реєстрацією веливодить до ліквідації вигину проміжного профілю. чини подовжньої кривизни кромки більшої полиці, Після підйому пуансона у верхнє положення робїї хвилястості і скручування профілю в цілому. лять подачу профілю на один крок Τ і робочий хід Найкращі результати були отримані на зразповторюють. Таким чином, обробляють увесь ках, що мали розрахункову величину кривизни профіль, що має мірну довжину. (h=31мм). При виході за пропоновану величину Далі профіль передають на другий прес зі вигину кромки спостерігалося істотне зниження штампом для надрізання й відгинання кромок показників. отворів у стінці профілю. Крім того, були проведені експерименти при Роботу другого штампа здійснюють з двох поустановці в кліть 2n-1 нижнього валка з діаметром зицій: на першій позиції роблять надрізання стінки d=145мм у місці вигину полиці і стінки, які в усіх профілю при взаємодії матриці 8 і пуансона 9, а на попередніх клітях, тобто відповідно до найбільш 7 69906 8 близького з аналогів. Отримані величини кривизни нянні з найбільш близьким з аналогів має більш і скручування показали непридатність цього споширокі технологічні можливості. Його використансобу для виробництва зетовых нерівнополичних ня знижує кривизну і скручування готової зетової арматурних секцій. нерівнополичної секції, створюючи тим самим моТаким чином, запропонований спосіб у порівжливість її виготовлення. Комп’ютерна верстка О. Гапоненко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to make zee-type non-equal shelves armature section
Автори англійськоюSerhieiev Viktor Volodymyrovych, Myronenko Yurii Anatoliiopvych, Ovechenko Oleh Oleksandrovych, Pavlov Adolf Opanasovych, Usenko Anatolii Pavlovych
Назва патенту російськоюСпособ изготовления зетовой неравнополочной арматурной секции
Автори російськоюСергеев Виктор Владимирович, Мироненко Юрий Анатолиевич, Овеченко Олег Александрович, Павлов Адольф Афанасиевич, Усенко Анатолий Павлович
МПК / Мітки
МПК: E04F 13/00, B21D 5/06, B21D 5/08
Мітки: нерівнополичної, секції, арматурної, зетової, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/4-69906-sposib-vigotovlennya-zetovo-nerivnopolichno-armaturno-sekci.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення зетової нерівнополичної арматурної секції</a>
Спосіб виготовлення арматурної секції періодичного профілю

Номер патенту: 36948
Опубліковано: 16.02.2004
Автори: Блощинський Григорій Павлович, Овеченко Олег Олександрович, Павлов Адольф Опанасович, Вєрбіцкій Юрій Сєргєєвіч, Сергєєв Віктор Володимирович, Мироненко Юрій Анатолійович
МПК: E04F 13/072, B21D 5/06
Мітки: періодичного, виготовлення, спосіб, профілю, секції, арматурної
Формула / Реферат:
Спосіб виготовлення арматурної секції періодичного профілю, що включає послідовне по переходах підгинання валками профілезгинального стана стрічкової заготовки з формуванням проміжного симетричного коритоподібного профілю з відігнутими в протилежні сторони боковими поличками, при якому на перших переходах формують центральну донну частину профілю, спряжені з нею стінки і полички, здійснюючи гнуття як стінок, так і бокових поличок на задані...
Окремий елемент секції теплообмінника, секція теплообмінника, теплообмінник, спосіб виготовлення окремого елемента секції теплообмінника, спосіб складання секції теплообмінника, спосіб складання теплообмінника
Номер патенту: 64353
Опубліковано: 16.02.2004
Автори: Погорєльцева Олена Іллівна, Цесельский Олексій Володимирович, Сабо Віктор Петрович
МПК: F24H 1/24, F24H 9/02, F24H 9/14
Мітки: виготовлення, елемент, секція, теплообмінника, теплообмінник, складання, окремого, спосіб, секції, окремий, елемента
Формула / Реферат:
1. Окремий елемент секції теплообмінника, який являє собою відбортовану по зовнішньому контуру пластину прямокутної форми з заокругленими кутами, що містить отвори для циркуляції теплоносія та вертикально розміщені повздовжні формовані виступи, обернені в бік, протилежний напрямку відбортовки, який відрізняється тим, що отвори знаходяться в формованих виступах, обернених в бік, протилежний відбортовці, і розміщених в два ряди по висоті...
Спосіб термічного оброблення рівчаків валків для прокатки арматурної сталі періодичного профілю
Номер патенту: 17140
Опубліковано: 18.03.1997
Автори: Горяний Анатолій Григорович, Деркач Дмитро Олександрович, Шапаренко Олександр Володимирович, Демичев Сергій Володимирович, Нечепоренко Володимир Андрійович, Шеремет Володимир Олександрович, Морозов Валерій Іванович, Бабенко Михайло Антонович
МПК: C21D 1/09
Мітки: сталі, арматурної, прокатки, спосіб, рівчаків, термічного, профілю, періодичного, валків, оброблення
Формула / Реферат:
1. Способ термической обработки ручьев валков для прокатки арматурной стали периодического профиля, включающий последовательный со смещением по поверхности изделия нагрев под закалку плазменной дугой при раздельной подаче плазмообразующего и защитного газов, отличающийся тем, что перед нагревом поперечные канавки для формирования поперечного профиля и участки ручьев валка, прилегающие к кромкам канавок, покрывают электроизоляционным...
Спосіб термомеханічної обробки арматурної сталі
Номер патенту: 3203
Опубліковано: 26.12.1994
Автори: Зосименко Валерій Дмитрович, Сапригін Хразален Михайлович, Крупнік Леонід Ісаакович, Филонов Юрій Всеволодович, Енвальд Анатолій Васильович, Гончар Володимир Павлович, Гавриленко Євген Дмитрович, Крупник Ісаак Абрамович
Мітки: арматурної, спосіб, обробки, термомеханічної, сталі
Формула / Реферат:
Способ термомеханической обработки арматурной стали, включающий аустенизацию заготовки, прокатку в калибрах и ускоренное охлаждение раската, отличающийся тем, что аустенизацию заготовки проводят при температуре 1150—1000 °C, черновую прокатку в калибрах завершают переобжатием прикромочных участков сечения полосового раската, превышающим на 11—30% коэффициент обжатия центрального участка, затем подстуживают переобжатые участки раската до...
Спосіб прокатки-розділення арматурної сталі
Номер патенту: 7907
Опубліковано: 26.12.1995
Автори: Нечепоренко Володимир Андрійович, Омесь Миколай Михайлович, Тільга Степан Сергійович, Івченко Олександр Васильович, Шульгін Григорій Митрофанович, Дишковец Геннадій Анатольович, Бабенко Михайло Антонович, Максаков Анатолій Іванович
МПК: B21B 1/02
Мітки: сталі, прокатки-розділення, арматурної, спосіб
Формула / Реферат:
1. Способ прокатки-разделения арматурной стали, включающий формирование в многоручьевых калибрах раската, состоящего из нескольких заготовок, соединенных между собой перемычкой, продольное разделение раската на отдельные заготовки и их последующую пониточную прокатку в арматурный профиль с продольными ребрами, отличающийся тем, что, с целью повышения стойкости арматурной стали к коррозионному растрескиванию, при формировании готового...
Попередній патент: Стопор для точного впорскування газу
Наступний патент: Протез на довгу куксу стопи
Випадковий патент: Пристрій для вимірювання витрат газу