Кристалізатор машини безперервного лиття заготівок
Номер патенту: 51726
Опубліковано: 26.07.2010
Автори: Волошин Олексій Іванович, Кирпичніков Сергій Петрович, Калашников Андрій Анатолійович, Білобров Юрій Миколайович, Резников Віктор Іванович, Романенко Віталій Володимирович

Формула / Реферат
Кристалізатор машини безперервного лиття заготівок, до складу якого входять стаціонарна рама з базовою широкою мідною стінкою, рухома рама із установленою на ній широкою мідною стінкою та розміщені між широкими стінками вузькі торцеві мідні стінки, а також два механізми настроювання базової широкої стінки, кожний з яких має ексцентриковий вал з ексцентриситетом ![]() і встановлений на стаціонарній рамі, який відрізняється тим, що кожний механізм настроювання базової мідної стінки виконаний у вигляді знімного кронштейна, закріпленого на стаціонарній рамі, у розточеннях якого встановлений згаданий ексцентриковий вал, при цьому розточення зміщені щодо вертикальної площини симетрії кронштейна на величину
і встановлений на стаціонарній рамі, який відрізняється тим, що кожний механізм настроювання базової мідної стінки виконаний у вигляді знімного кронштейна, закріпленого на стаціонарній рамі, у розточеннях якого встановлений згаданий ексцентриковий вал, при цьому розточення зміщені щодо вертикальної площини симетрії кронштейна на величину ![]() , а зміщення розточень одного кронштейна виконано дзеркальним зміщенню розточень в іншому кронштейні.
, а зміщення розточень одного кронштейна виконано дзеркальним зміщенню розточень в іншому кронштейні.
Текст
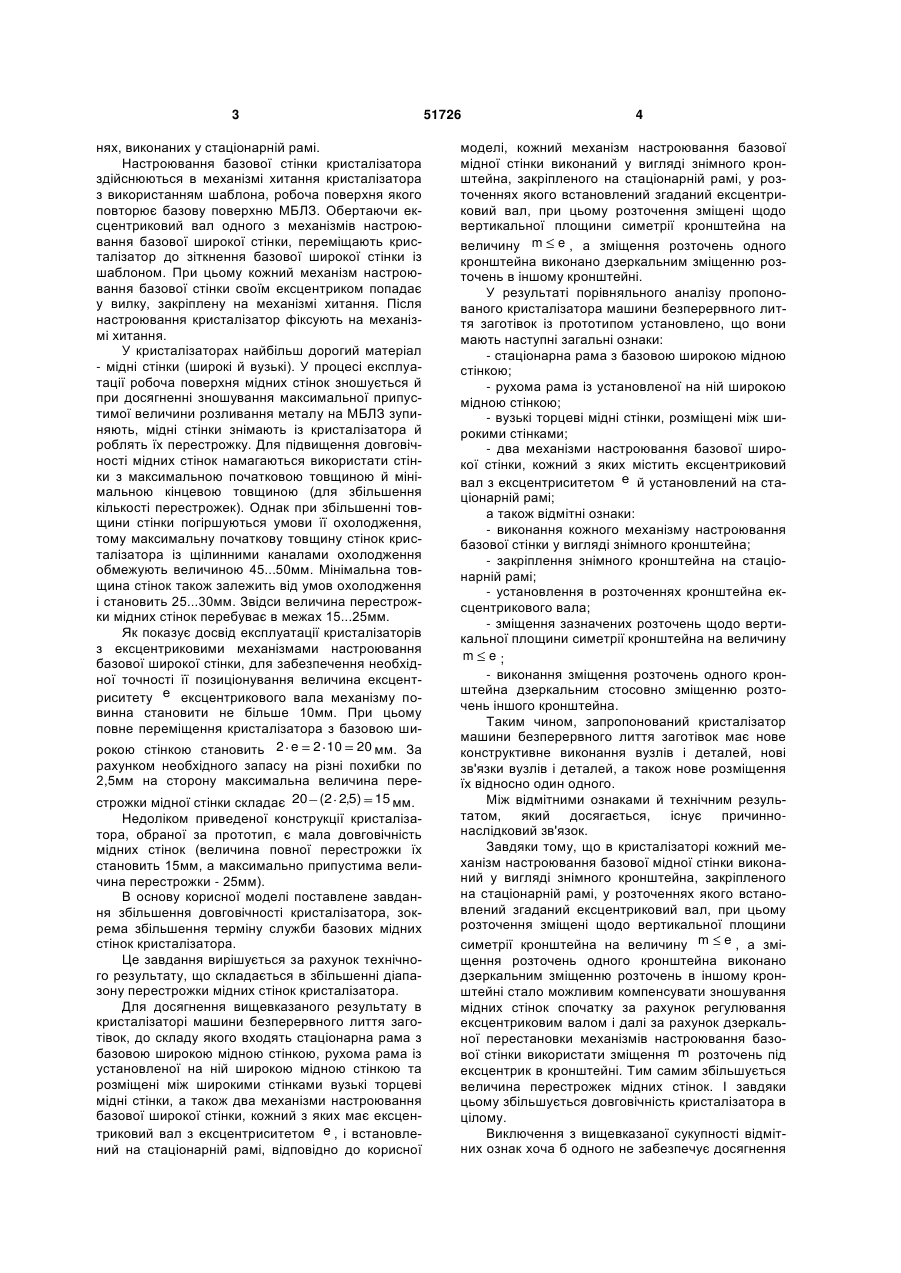
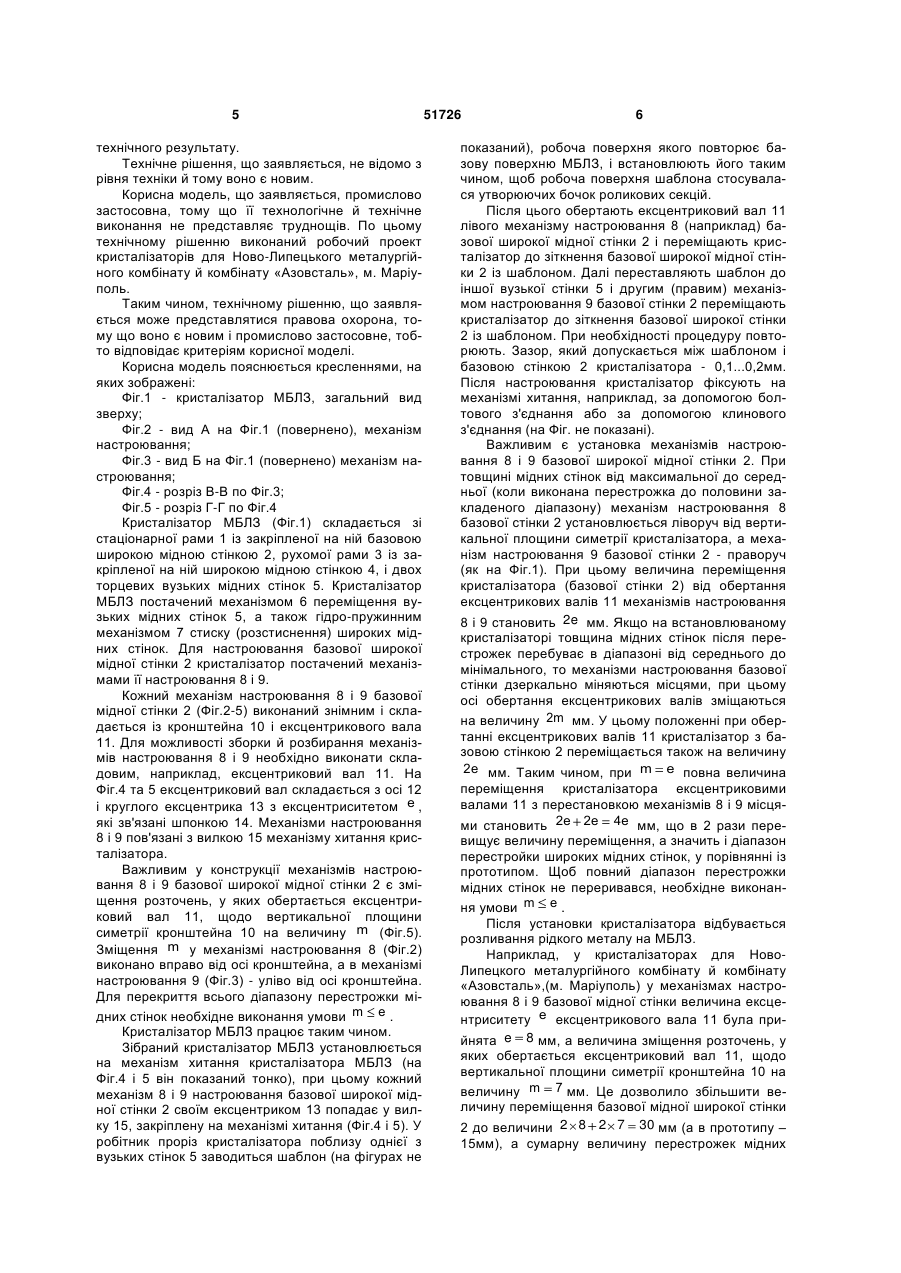
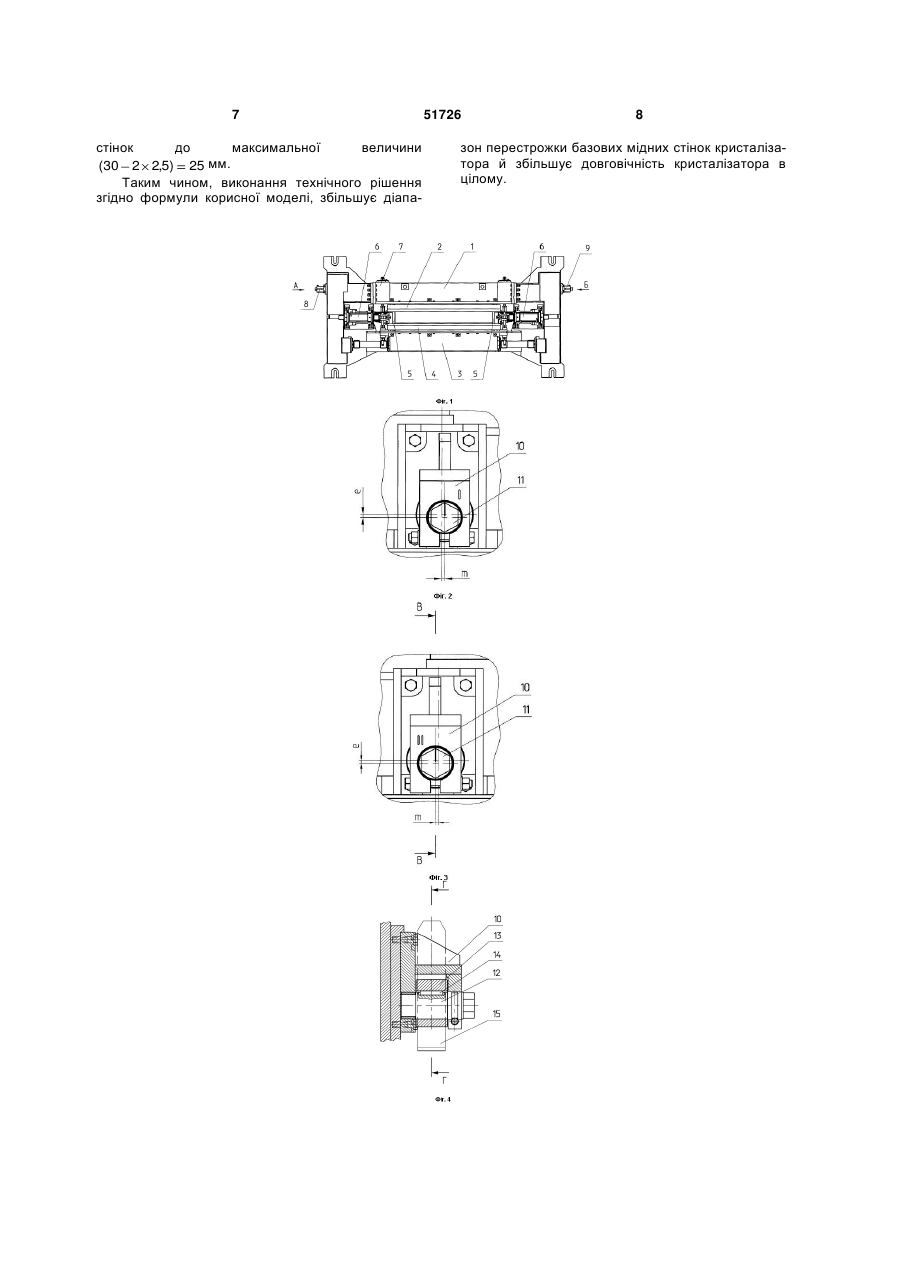
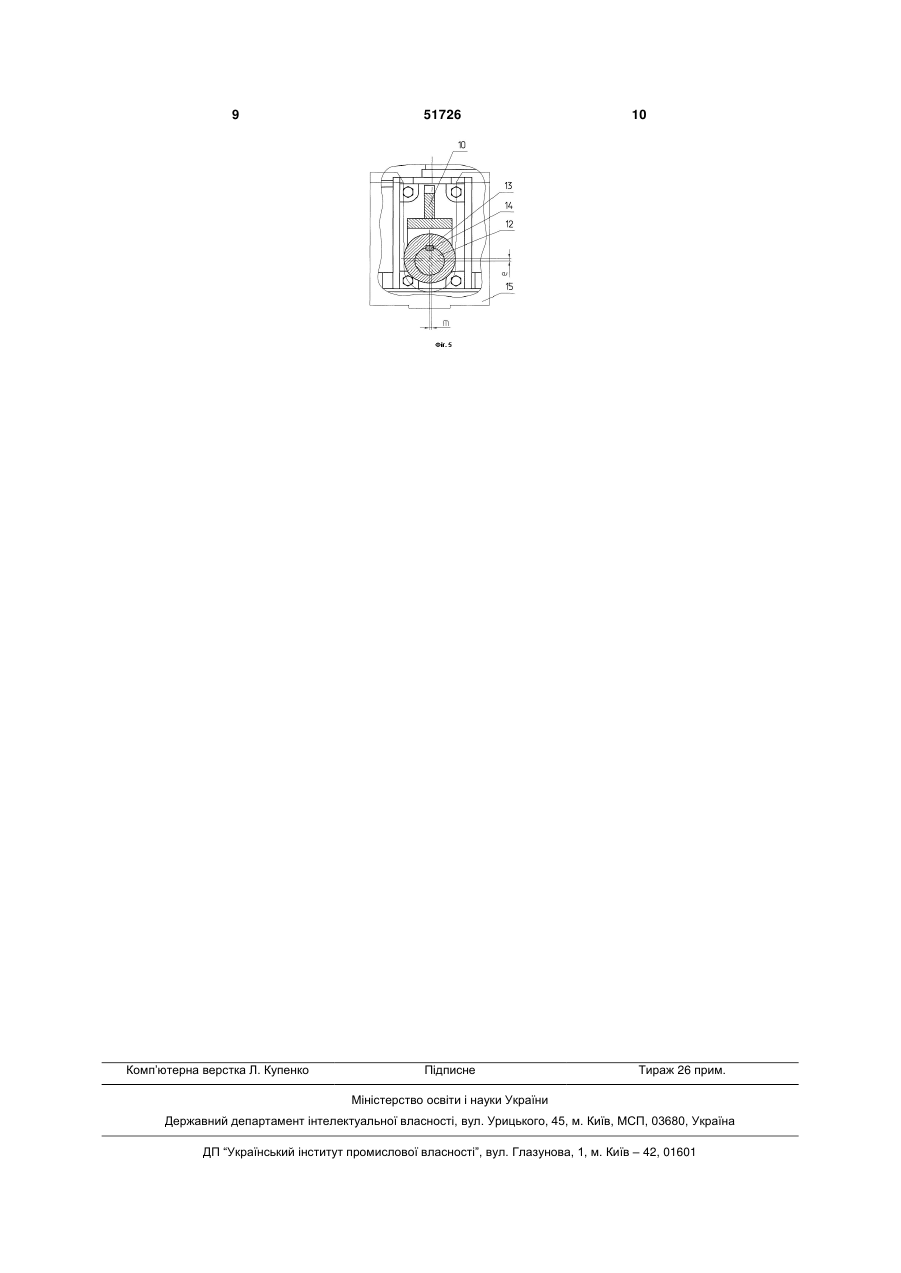
Кристалізатор машини безперервного лиття заготівок, до складу якого входять стаціонарна рама з базовою широкою мідною стінкою, рухома рама із установленою на ній широкою мідною стін 3 нях, виконаних у стаціонарній рамі. Настроювання базової стінки кристалізатора здійснюються в механізмі хитання кристалізатора з використанням шаблона, робоча поверхня якого повторює базову поверхню МБЛЗ. Обертаючи ексцентриковий вал одного з механізмів настроювання базової широкої стінки, переміщають кристалізатор до зіткнення базової широкої стінки із шаблоном. При цьому кожний механізм настроювання базової стінки своїм ексцентриком попадає у вилку, закріплену на механізмі хитання. Після настроювання кристалізатор фіксують на механізмі хитання. У кристалізаторах найбільш дорогий матеріал - мідні стінки (широкі й вузькі). У процесі експлуатації робоча поверхня мідних стінок зношується й при досягненні зношування максимальної припустимої величини розливання металу на МБЛЗ зупиняють, мідні стінки знімають із кристалізатора й роблять їх перестрожку. Для підвищення довговічності мідних стінок намагаються використати стінки з максимальною початковою товщиною й мінімальною кінцевою товщиною (для збільшення кількості перестрожек). Однак при збільшенні товщини стінки погіршуються умови її охолодження, тому максимальну початкову товщину стінок кристалізатора із щілинними каналами охолодження обмежують величиною 45...50мм. Мінімальна товщина стінок також залежить від умов охолодження і становить 25...30мм. Звідси величина перестрожки мідних стінок перебуває в межах 15...25мм. Як показує досвід експлуатації кристалізаторів з ексцентриковими механізмами настроювання базової широкої стінки, для забезпечення необхідної точності її позиціонування величина ексцентриситету e ексцентрикового вала механізму повинна становити не більше 10мм. При цьому повне переміщення кристалізатора з базовою широкою стінкою становить 2 e 2 10 20 мм. За рахунком необхідного запасу на різні похибки по 2,5мм на сторону максимальна величина перестрожки мідної стінки складає 20 (2 2,5) 15 мм. Недоліком приведеної конструкції кристалізатора, обраної за прототип, є мала довговічність мідних стінок (величина повної перестрожки їх становить 15мм, а максимально припустима величина перестрожки - 25мм). В основу корисної моделі поставлене завдання збільшення довговічності кристалізатора, зокрема збільшення терміну служби базових мідних стінок кристалізатора. Це завдання вирішується за рахунок технічного результату, що складається в збільшенні діапазону перестрожки мідних стінок кристалізатора. Для досягнення вищевказаного результату в кристалізаторі машини безперервного лиття заготівок, до складу якого входять стаціонарна рама з базовою широкою мідною стінкою, рухома рама із установленої на ній широкою мідною стінкою та розміщені між широкими стінками вузькі торцеві мідні стінки, а також два механізми настроювання базової широкої стінки, кожний з яких має ексцентриковий вал з ексцентриситетом e , і встановлений на стаціонарній рамі, відповідно до корисної 51726 4 моделі, кожний механізм настроювання базової мідної стінки виконаний у вигляді знімного кронштейна, закріпленого на стаціонарній рамі, у розточеннях якого встановлений згаданий ексцентриковий вал, при цьому розточення зміщені щодо вертикальної площини симетрії кронштейна на величину m e , а зміщення розточень одного кронштейна виконано дзеркальним зміщенню розточень в іншому кронштейні. У результаті порівняльного аналізу пропонованого кристалізатора машини безперервного лиття заготівок із прототипом установлено, що вони мають наступні загальні ознаки: - стаціонарна рама з базовою широкою мідною стінкою; - рухома рама із установленої на ній широкою мідною стінкою; - вузькі торцеві мідні стінки, розміщені між широкими стінками; - два механізми настроювання базової широкої стінки, кожний з яких містить ексцентриковий вал з ексцентриситетом e й установлений на стаціонарній рамі; а також відмітні ознаки: - виконання кожного механізму настроювання базової стінки у вигляді знімного кронштейна; - закріплення знімного кронштейна на стаціонарній рамі; - установлення в розточеннях кронштейна ексцентрикового вала; - зміщення зазначених розточень щодо вертикальної площини симетрії кронштейна на величину m e; - виконання зміщення розточень одного кронштейна дзеркальним стосовно зміщенню розточень іншого кронштейна. Таким чином, запропонований кристалізатор машини безперервного лиття заготівок має нове конструктивне виконання вузлів і деталей, нові зв'язки вузлів і деталей, а також нове розміщення їх відносно один одного. Між відмітними ознаками й технічним результатом, який досягається, існує причиннонаслідковий зв'язок. Завдяки тому, що в кристалізаторі кожний механізм настроювання базової мідної стінки виконаний у вигляді знімного кронштейна, закріпленого на стаціонарній рамі, у розточеннях якого встановлений згаданий ексцентриковий вал, при цьому розточення зміщені щодо вертикальної площини симетрії кронштейна на величину m e , а зміщення розточень одного кронштейна виконано дзеркальним зміщенню розточень в іншому кронштейні стало можливим компенсувати зношування мідних стінок спочатку за рахунок регулювання ексцентриковим валом і далі за рахунок дзеркальної перестановки механізмів настроювання базової стінки використати зміщення m розточень під ексцентрик в кронштейні. Тим самим збільшується величина перестрожек мідних стінок. І завдяки цьому збільшується довговічність кристалізатора в цілому. Виключення з вищевказаної сукупності відмітних ознак хоча б одного не забезпечує досягнення 5 технічного результату. Технічне рішення, що заявляється, не відомо з рівня техніки й тому воно є новим. Корисна модель, що заявляється, промислово застосовна, тому що її технологічне й технічне виконання не представляє труднощів. По цьому технічному рішенню виконаний робочий проект кристалізаторів для Ново-Липецького металургійного комбінату й комбінату «Азовсталь», м. Маріуполь. Таким чином, технічному рішенню, що заявляється може представлятися правова охорона, тому що воно є новим і промислово застосовне, тобто відповідає критеріям корисної моделі. Корисна модель пояснюється кресленнями, на яких зображені: Фіг.1 - кристалізатор МБЛЗ, загальний вид зверху; Фіг.2 - вид А на Фіг.1 (повернено), механізм настроювання; Фіг.3 - вид Б на Фіг.1 (повернено) механізм настроювання; Фіг.4 - розріз В-В по Фіг.3; Фіг.5 - розріз Г-Г по Фіг.4 Кристалізатор МБЛЗ (Фіг.1) складається зі стаціонарної рами 1 із закріпленої на ній базовою широкою мідною стінкою 2, рухомої рами 3 із закріпленої на ній широкою мідною стінкою 4, і двох торцевих вузьких мідних стінок 5. Кристалізатор МБЛЗ постачений механізмом 6 переміщення вузьких мідних стінок 5, а також гідро-пружинним механізмом 7 стиску (розстиснення) широких мідних стінок. Для настроювання базової широкої мідної стінки 2 кристалізатор постачений механізмами її настроювання 8 і 9. Кожний механізм настроювання 8 і 9 базової мідної стінки 2 (Фіг.2-5) виконаний знімним і складається із кронштейна 10 і ексцентрикового вала 11. Для можливості зборки й розбирання механізмів настроювання 8 і 9 необхідно виконати складовим, наприклад, ексцентриковий вал 11. На Фіг.4 та 5 ексцентриковий вал складається з осі 12 і круглого ексцентрика 13 з ексцентриситетом e , які зв'язані шпонкою 14. Механізми настроювання 8 і 9 пов'язані з вилкою 15 механізму хитання кристалізатора. Важливим у конструкції механізмів настроювання 8 і 9 базової широкої мідної стінки 2 є зміщення розточень, у яких обертається ексцентриковий вал 11, щодо вертикальної площини симетрії кронштейна 10 на величину m (Фіг.5). Зміщення m у механізмі настроювання 8 (Фіг.2) виконано вправо від осі кронштейна, а в механізмі настроювання 9 (Фіг.3) - уліво від осі кронштейна. Для перекриття всього діапазону перестрожки мідних стінок необхідне виконання умови m e . Кристалізатор МБЛЗ працює таким чином. Зібраний кристалізатор МБЛЗ установлюється на механізм хитання кристалізатора МБЛЗ (на Фіг.4 і 5 він показаний тонко), при цьому кожний механізм 8 і 9 настроювання базової широкої мідної стінки 2 своїм ексцентриком 13 попадає у вилку 15, закріплену на механізмі хитання (Фіг.4 і 5). У робітник проріз кристалізатора поблизу однієї з вузьких стінок 5 заводиться шаблон (на фігурах не 51726 6 показаний), робоча поверхня якого повторює базову поверхню МБЛЗ, і встановлюють його таким чином, щоб робоча поверхня шаблона стосувалася утворюючих бочок роликових секцій. Після цього обертають ексцентриковий вал 11 лівого механізму настроювання 8 (наприклад) базової широкої мідної стінки 2 і переміщають кристалізатор до зіткнення базової широкої мідної стінки 2 із шаблоном. Далі переставляють шаблон до іншої вузької стінки 5 і другим (правим) механізмом настроювання 9 базової стінки 2 переміщають кристалізатор до зіткнення базової широкої стінки 2 із шаблоном. При необхідності процедуру повторюють. Зазор, який допускається між шаблоном і базовою стінкою 2 кристалізатора - 0,1...0,2мм. Після настроювання кристалізатор фіксують на механізмі хитання, наприклад, за допомогою болтового з'єднання або за допомогою клинового з'єднання (на Фіг. не показані). Важливим є установка механізмів настроювання 8 і 9 базової широкої мідної стінки 2. При товщині мідних стінок від максимальної до середньої (коли виконана перестрожка до половини закладеного діапазону) механізм настроювання 8 базової стінки 2 установлюється ліворуч від вертикальної площини симетрії кристалізатора, а механізм настроювання 9 базової стінки 2 - праворуч (як на Фіг.1). При цьому величина переміщення кристалізатора (базової стінки 2) від обертання ексцентрикових валів 11 механізмів настроювання 8 і 9 становить 2e мм. Якщо на встановлюваному кристалізаторі товщина мідних стінок після перестрожек перебуває в діапазоні від середнього до мінімального, то механізми настроювання базової стінки дзеркально міняються місцями, при цьому осі обертання ексцентрикових валів зміщаються на величину 2m мм. У цьому положенні при обертанні ексцентрикових валів 11 кристалізатор з базовою стінкою 2 переміщається також на величину 2e мм. Таким чином, при m e повна величина переміщення кристалізатора ексцентриковими валами 11 з перестановкою механізмів 8 і 9 місцями становить 2e 2e 4e мм, що в 2 рази перевищує величину переміщення, а значить і діапазон перестройки широких мідних стінок, у порівнянні із прототипом. Щоб повний діапазон перестрожки мідних стінок не переривався, необхідне виконання умови m e . Після установки кристалізатора відбувається розливання рідкого металу на МБЛЗ. Наприклад, у кристалізаторах для НовоЛипецкого металургійного комбінату й комбінату «Азовсталь»,(м. Маріуполь) у механізмах настроювання 8 і 9 базової мідної стінки величина ексцентриситету e ексцентрикового вала 11 була прийнята e 8 мм, а величина зміщення розточень, у яких обертається ексцентриковий вал 11, щодо вертикальної площини симетрії кронштейна 10 на величину m 7 мм. Це дозволило збільшити величину переміщення базової мідної широкої стінки 2 до величини 2 8 2 7 30 мм (а в прототипу – 15мм), а сумарну величину перестрожек мідних 7 стінок до максимальної величини (30 2 2,5) 25 мм. Таким чином, виконання технічного рішення згідно формули корисної моделі, збільшує діапа 51726 8 зон перестрожки базових мідних стінок кристалізатора й збільшує довговічність кристалізатора в цілому. 9 Комп’ютерна верстка Л. Купенко 51726 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCrystallizer of machine for continuous casting billets
Автори англійськоюVoloshyn Oleksii Ivanovych, Bilobrov Yurii Mykolaiovych, Kalashnykov Andrii Anatoliovych, Reznykov Viktor Ivanovych, Romanenko Vitalii Volodymyrovych, Kyrpychnikov Serhii Petrovych
Назва патенту російськоюКристаллизатор машины непрерывного литья заготовок
Автори російськоюВолошин Алексей Иванович, Билобров Юрий Николаевич, Калашников Андрей Анатольевич, Резников Виктор Иванович, Романенко Виталий Владимирович, Кирпичников Сергей Петрович
МПК / Мітки
МПК: B22D 11/04
Мітки: лиття, кристалізатор, заготівок, безперервного, машини
Код посилання
<a href="https://ua.patents.su/5-51726-kristalizator-mashini-bezperervnogo-littya-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Кристалізатор машини безперервного лиття заготівок</a>
Кристалізатор машини безперервного лиття заготівок
Номер патенту: 5718
Опубліковано: 15.03.2005
Автори: Вольвач Олександр Євгенійович, Титаренко Олександр Іванович, Смирнов Віктор Григорович, Попік Вадим Геннадійович, Калашников Андрій Анатолійович
МПК: B22D 11/04
Мітки: безперервного, заготівок, кристалізатор, машини, лиття
Формула / Реферат:
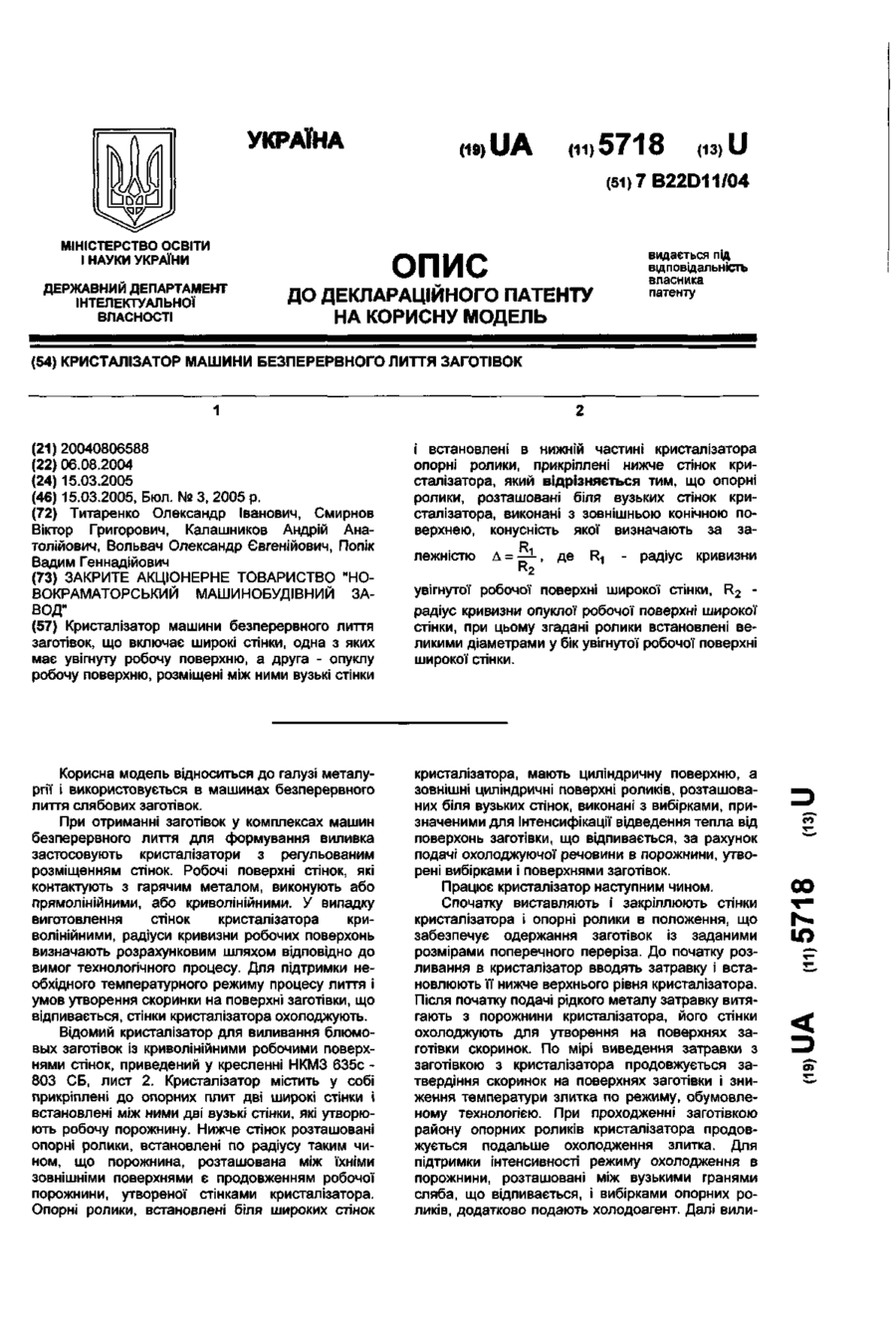
Кристалізатор машини безперервного лиття заготівок, що включає широкі стінки, одна з яких має увігнуту робочу поверхню, а друга - опуклу робочу поверхню, розміщені між ними вузькі стінки і встановлені в нижній частині кристалізатора опорні ролики, прикріплені нижче стінок кристалізатора, який відрізняється тим, що опорні ролики, розташовані біля вузьких стінок кристалізатора, виконані з зовнішньою конічною поверхнею, конусність якої...
Кристалізатор машини безперервного лиття слябових заготівок

Номер патенту: 82616
Опубліковано: 25.04.2008
Автори: Романенко Віталій Володимирович, Реука Юрій Юрійович, Чижик Володимир Васильович, Калашников Андрій Анатолійович, Білобров Юрій Миколайович, Грибанов Олексій Вячеславович, Резников Віктор Іванович, Плугатар Віктор Семенович
МПК: B22D 11/04
Мітки: машини, слябових, безперервного, лиття, кристалізатор, заготівок
Формула / Реферат:
Кристалізатор машини безперервного лиття слябових заготівок, що включає корпус з широкими та вузькими мідними стінками, останні з яких виконані зі зносостійкими вставками, встановленими в нижній частині стінок, який відрізняється тим, що на кожній вузькій стінці розміщено по дві зносостійкі вставки, кожна з яких виготовлена із шириною,де: В – ширина вузької...
Кристалізатор машини безперервного лиття заготовок
Номер патенту: 36130
Опубліковано: 16.04.2001
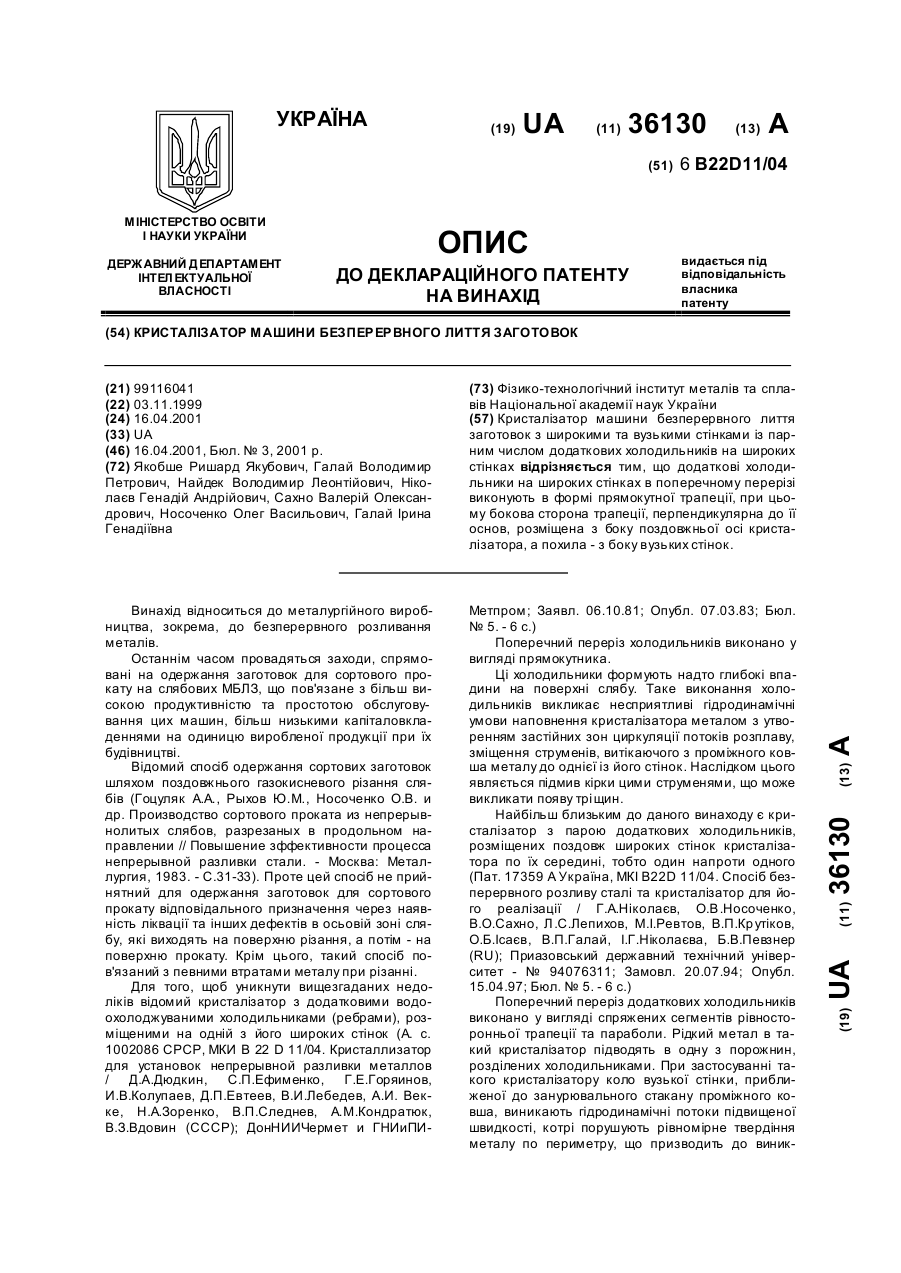
Автори: Ніколаєв Генадій Андрійович, Якобше Ришард Якубович, Галай Володимир Петрович, Галай Ірина Генадіївна, Сахно Валерій Олександрович, Найдек Володимир Леонтійович, Носоченко Олег Васильович
МПК: B22D 11/04, B22D 11/112
Мітки: заготовок, лиття, кристалізатор, безперервного, машини
Текст:
...їх прилягання до стінок, а більш коротка вершина холодильника забезпечує одержання більш короткої перемички, що забезпечує її підвищену суцільність. Поперечна форма, одержаної за допомогою запропонованого кристалізатора заготовки відповідає формі порожнини кристалізатора. Поздовжнє різання заготовки проводиться по лінії А-А. Таким чином, забезпечується перпендикулярність не менше трьох граней отриманих заготовок, що зручно при подачі їх до...
Кристалізатор для формування зливка на установках безперервного розливання сталі

Номер патенту: 38489
Опубліковано: 12.01.2009
Автори: Попов Анатолій Васильович, Матвієнков Сергій Анатолійович, Степнов Ксенофонт Ксенофонтович, Литвинов Дмитро Олегович
МПК: C21C 5/56
Мітки: безперервного, зливка, розливання, формування, сталі, кристалізатор, установках
Формула / Реферат:
1. Кристалізатор для формування зливка на установках безперервного розливання сталі, що складається з мідних стінок з каналами для охолодження, який відрізняється тим, що кожна мідна стінка додатково містить ребра з тугоплавкого зносостійкого матеріалу, які розташовано між каналами охолодження у нижній частині мідної стінки на відстані 250-300 мм від її основи.2. Кристалізатор за п. 1, який відрізняється тим, що ребра...
Ділянка формування заготівок машини безперервного лиття
Номер патенту: 82270
Опубліковано: 25.03.2008
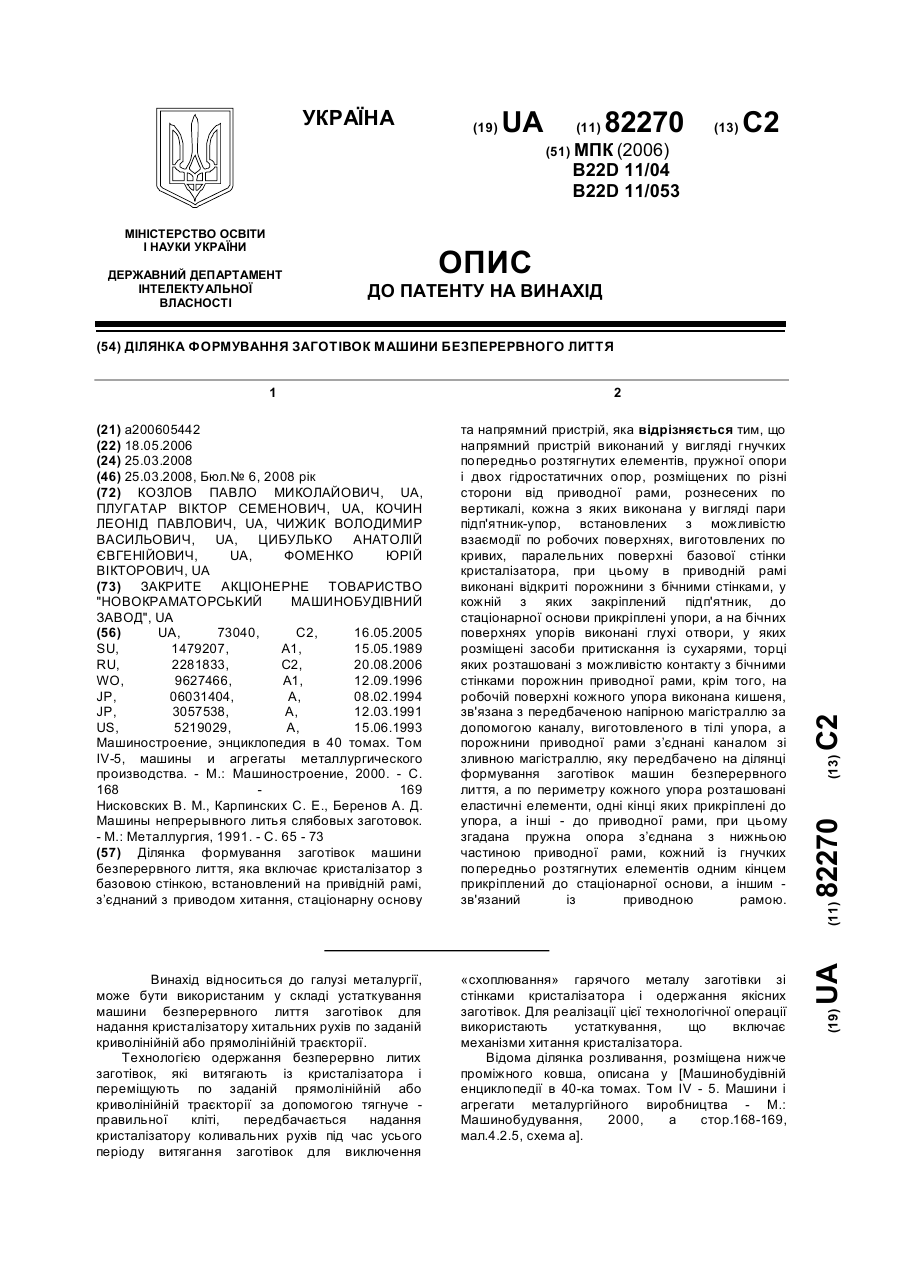
Автори: Чижик Володимир Васильович, Плугатар Віктор Семенович, Цибулько Анатолій Євгенійович, Фоменко Юрій Вікторович, Козлов Павло Миколайович, Кочин Леонід Павлович
МПК: B22D 11/04, B22D 11/053
Мітки: безперервного, лиття, ділянка, формування, заготівок, машини
Формула / Реферат:
Ділянка формування заготівок машини безперервного лиття, яка включає кристалізатор з базовою стінкою, встановлений на привідній рамі, з’єднаний з приводом хитання, стаціонарну основу та напрямний пристрій, яка відрізняється тим, що напрямний пристрій виконаний у вигляді гнучких попередньо розтягнутих елементів, пружної опори і двох гідростатичних опор, розміщених по різні сторони від приводної рами, рознесених по вертикалі, кожна з яких...
Попередній патент: Хірургічний елеватор
Наступний патент: Установка для безреагентного знезараження питної води
Випадковий патент: Фармацевтична композиція