Прокатний інструмент стана холодної прокатки труб
Номер патенту: 52659
Опубліковано: 10.09.2010
Автори: Бєліков Юрій Михайлович, Дуплій Юлія Володимирівна, Фролов Ярослав Вікторович, Поночовний Володимир Володимирович, Дудка Сергій Сергійович, Павленко Олександр Миколайович, Терещенко Андрій Анатолійович


Формула / Реферат
Прокатний інструмент для пільгерної прокатки труб, що містить оправку і валки із канавкою змінного поперечного перерізу, твірна розгортки по гребеню яких описується функцією аналогічно функції, що утворює профіль оправки, оправка по ходу прокатки має циліндричну зону редукування, приєднану до неї випуклу спочатку і потім увігнуту до кінця обтискну та калібруючу зони, який відрізняється тим, що зону редукування та початкову ділянку обтискної зони виконують з плавним підвищенням конусності від нуля до конусності початкової ділянки оправки з увігнутим профілем, а форму твірних оправки та розгортки по гребеню канавки валків визначають за відповідними виразами:
для оправки:
 ,
,
для канавки калібрів:
 ,
,
де:
![]() ,
, ![]() і
і ![]() ,
, ![]() - відповідно, увігнуті та випуклі функції твірних оправки та розгортки по гребеню канавки валків;
- відповідно, увігнуті та випуклі функції твірних оправки та розгортки по гребеню канавки валків;
![]() і
і ![]() - внутрішній і зовнішній діаметри готової труби і труби-заготівки;
- внутрішній і зовнішній діаметри готової труби і труби-заготівки;
![]() і
і ![]() - прийняті, для конкретного випадку прокатки, діаметр оправки в точці сполучення функцій
- прийняті, для конкретного випадку прокатки, діаметр оправки в точці сполучення функцій ![]() і
і ![]() , за умовами допустимого вільного редукування
, за умовами допустимого вільного редукування ![]() , тут
, тут ![]() - внутрішній діаметр труби-заготівки, і діаметр канавки калібрів в точці сполучення функцій
- внутрішній діаметр труби-заготівки, і діаметр канавки калібрів в точці сполучення функцій ![]() і
і ![]() , що забезпечує для набутого значення dp заданий режим обтиснень
, що забезпечує для набутого значення dp заданий режим обтиснень ![]() на ділянці
на ділянці ![]() ;
;
![]() - протяжність ділянок функцій
- протяжність ділянок функцій ![]() і
і ![]() ,
, ![]() , тут
, тут ![]() - загальна довжина обтискної зони та зони редукування;
- загальна довжина обтискної зони та зони редукування;
![]() - прийнята для конкретного випадку прокатки протяжність ділянок функцій
- прийнята для конкретного випадку прокатки протяжність ділянок функцій ![]() і
і ![]() ,
, ![]() ;
;
![]() і
і ![]() - мінімальні конусності по гребеню канавки валків і оправки,
- мінімальні конусності по гребеню канавки валків і оправки, ![]() ;
;
х - поточна координата довжини увігнутої та випуклої зон (від пережиму);
n - показник ступеня, що визначає крутість профілю розгортки гребеня канавки калібрів і твірної оправки, n=2,5...3,5;
а, b, с, d і А, В, С, D - відповідні коефіцієнти функцій fdв(x) і FDв(x),
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
де - ![]() ;
; ![]()
![]() - діаметр циліндричної частки оправки;
- діаметр циліндричної частки оправки; ![]() , тут
, тут ![]()
![]() і
і ![]() , відповідно, діаметр, товщина стінки труби-заготівки і прийнята величина зазору,
, відповідно, діаметр, товщина стінки труби-заготівки і прийнята величина зазору, ![]() .
.
Текст
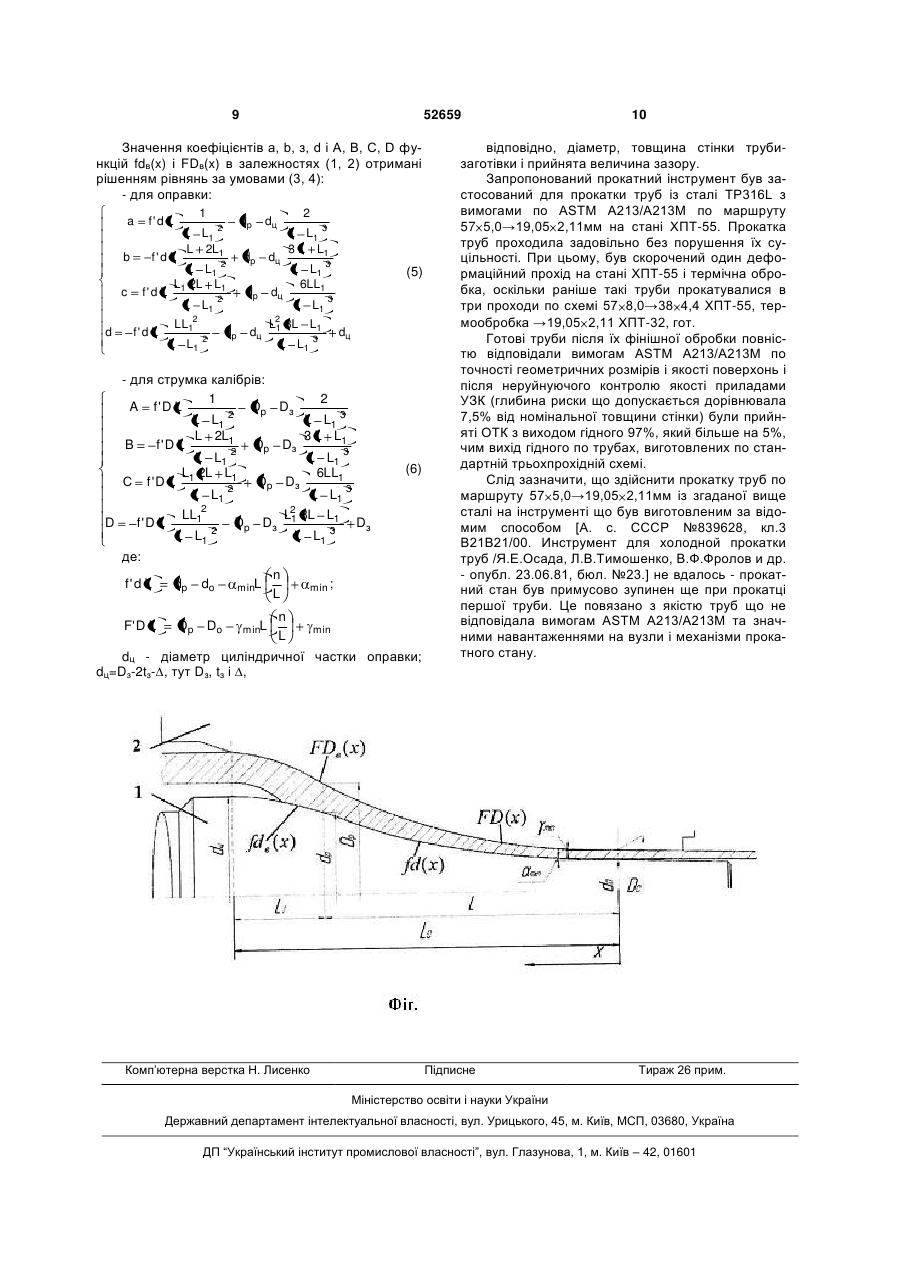
Прокатний інструмент для пільгерної прокатки труб, що містить оправку і валки із канавкою змінного поперечного перерізу, твірна розгортки по гребеню яких описується функцією аналогічно функції, що утворює профіль оправки, оправка по ходу прокатки має циліндричну зону редукування, приєднану до неї випуклу спочатку і потім увігнуту до кінця обтискну та калібруючу зони, який відрізняється тим, що зону редукування та початкову ділянку обтискної зони виконують з плавним підвищенням конусності від нуля до конусності початкової ділянки оправки з увігнутим профілем, а форму твірних оправки та розгортки по гребеню канавки валків визначають за відповідними виразами: для оправки: 3 С f'D L L1 2L L1 L L1 D f'D L де LL12 F' D L 2 L L1 2 Dp Do 52659 Dp Dз Dp Dз f' d L minL dp n L 6LL1 L L1 L2 1 3 3L L1 do dц minL Dз діаметр 2t з циліндричної частки оправки; , тут Dз , t з і , відповідно, діаметр, товщина стінки труби-заготівки і прийнята величина зазору, 0,5... 5 . Dз; n L dц ; L L1 3 4 min ; min Корисна модель відноситься до області обробки металів тиском і може бути використана при виготовленні прокатного іструмента - валків і оправок станів холодної прокатки труб (ХПТ), який застосовується при прокатці труб по маршрутам з несприятливим співвідношенням загального обтиснення по товщині стінки і діаметру і великими абсолютними обтисненнями по діаметру. Основним напрямком розвитку способів пільгерної прокатки труб на станах ХПТ є раціоналізація форми прокатного інструменту, яка забезпечує бажаний (раціональний) розподіл приватних обтисків металу по діаметру (D) і товщині стінки (t) на довжині робочого конуса, дозволяє збільшити загальне обтиснення металу за один деформаційний прохід, а у ряді випадків зменшити кількість цих проходів. Відомо що для процесу задовільної прокатки якісних труб оптимальне співвідношення відносних t D обтиснень по товщині стінки і діаметру t ср Dср в маршруті прокатки і в кожному миттєвому осередку деформації (МОД) має вигляд tx Dx 1... 12 . Оскільки тенденцією виробни, tx Dx цтва тепло/холоднодеформованих труб є зменшення циклічності, то в нових маршрутах прокатки співвідношення діаметрів труб-заготовок і труб після деформації досягає 3 і більш. В цих умовах Dx tx D t і, відповідно, в МОД більше і Dср t ср Dx tx (наприклад, для прокатки труб із сталі TP316L по маршруту 57x5,0→19,05x2,11мм; t D 0,87 ) і, саме це, вимагає розробки t ср Dср універсального прокатного інструменту, що забезпечує відповідну якість труб що прокатуються по маршрутам з несприятливим співвідношенням загального обтиснення по товщині стінки і діаметру і великими абсолютними обтисненнями по діаметру. Відомий прокатний інструмент для пільгерної прокатки труб що включає оправку і валки із струмком змінного поперечного перерізу утворююча розгортки по гребеню яких описується функцією аналогічно функції що утворює криволінійний профіль оправки [Фролов В.Ф., Данченко В.М., Фролов Я.В. / Холодна пільгерна прокатка труб: Монографія, - Дніпропетровськ: Пороги, 2005. стор. 138-147]. При використанні цього інструменту забезпеtx Dx чується оптимальне співвідношення в tx Dx стандартних маршрутах прокатки ( t t ср D Dср 1) , що дозволяє, при точній установці інструменту в прокатний стан, прокатувати труби з високою якістю поверхонь, відповідної точності. Названий вище інструмент вимагає сурової збіжності профілю гребня струмка і твірної оправки, що в значній мірі утруднює настроювання стана. Так переміщення оправки щодо номінального положення вперед приведе до неприпустимого збільшення обтиснень труби-заготівки і, відповідно, тиску металу на валки на початку обтискної зони і є украй небезпечним, оскільки можлива поломка деталей і вузлів робочої кліті прокатного стану. Переміщення оправки назад від номінального положення, наприклад, для зміни товщини стінки труби що прокатується небажано, але на практиці необхідно, особливо для прецизійних труб. Це переміщення оправки приводить до інтенсивного збільшення обтиснень по діаметру труби-заготівки в зоні вільного редукування і, як правило, погіршенню якості внутрішньої поверхні труб - утворенню неприпустимих дефектів типу подовжніх складок, рисок і т. п. Таким чином, основним із недоліків цього інструмента є високі вимоги щодо його установки в прокатний стан та майже неможливість переміщення оправки у осередку деформації бо порушуtx Dx ються умови 1... 12 і якість труб що , tx Dx прокатуються різко погіршується. Також відомий прокатний інструмент для пільгерної прокатки труб що включає оправку і валки із струмком змінного поперечного перерізу утворююча розгортки по гребеню яких описується функцією аналогічно функції що утворює профіль оправки, оправка по ходу прокатки має циліндричну зону редукування, приєднану до неї випуклу спочатку і потім увігнуту до кінця обтискну та калібруючу зони [А. с. СССР №839628, кл. 3 В21В21/00. Инстру 5 52659 мент для холодной прокатки труб / Я.Е.Осада, Л.В. Тимошенко, В.Ф.Фролов и др. - опубл. 23.06.81, бюл. №23.]. При застосуванні даного інструменту контакт труби-заготівки з оправкою в кінці зони редукування здійснюється на циліндричній ділянці оправки, що виконано для мінімізації вільного редукування і попередження утворення на внутрішній поверхні труб дефектів типа складок. Проте це приводить до збільшення зусилля подачі труби-заготівки в осередок деформації, утрудненої її перезарядки при бічному завантаженні у прокатний стан та налипанню металу на циліндричну частку оправки, що погіршує якість труб та обумовлює низьку стійкість прокатного інструменту. Тому цей прокатний інструмент практично не застосовується на виробництві. Задачею даної корисної моделі є створення універсального прокатного інструменту для пільгерної прокатки труб що забезпечує відповідну якість труб що прокатуються по маршрутам з несприятливим співвідношенням загального обтиснення по товщині стінки і діаметру і великими абсолютними обтисненнями по діаметру, полегшує настроювання стана, дає можливість корегування товщини стінки переміщенням оправки в осередку деформації. Ця задача вирішена тим, що у відомому прокатному інструменті для пільгерної прокатки труб що включає оправку і валки із струмком змінного поперечного перерізу утворююча розгортки по гребеню яких описується функцією аналогічно функції що утворює профіль оправки, оправка по ходу прокатки має циліндричну зону редукування, приєднану до неї випуклу спочатку і потім увігнуту до кінця обтискну та калібруючу зони, відповідно до корисної моделі, зону редукування та начальну ділянку обтискної зони виконують з плавним підвищенням конусності від нуля до конусності начальної ділянки оправки з увігнутим профілем, а форму твірних оправки та розгортки по гребеню струмка валків визначають за відповідними вираженнями: - для оправки: n x fd x do dp do minL minx; 0 x L L fdв x ax3 bx 2 cx d; L x L1 - для струмка калібрів: FD x FDв x Do x L Cx D; L x Dp Do Ax3 Bx2 n minL minx; 0 x L; L1 де: fd(x), FD(x) і fdв(x), FDв(x) - відповідно, увігнуті та випуклі функції твірних оправки та розгортки по гребеню струмка валків; dо і Do - внутрішній і зовнішній діаметри готової труби і труби-заготівки; dp і Dp - прийняті, для конкретного випадку прокатки, діаметр оправки в точці сполучення функцій fd(x) і fdв(x), за умовами допустимого вільного редукування dp=(0,90÷0,85)d3, тут d3 - внутрішній діаметр труби-заготівки, і діаметр струмка калібрів в точці сполучення функцій FD(x) і FDв(x), що за 6 безпечує для набутого значення dp заданий режим tx Dx обтиснень на ділянці L x L1 ; tx Dx L - протяжність ділянок функцій fd(x) і FD(x), LL0-L1, тут L0 - загальна довжина обтискної зони та зони редукування; L1 - прийнята для конкретного випадку прокатки протяжність ділянок функцій fdв(x) і FDв(x), L1≤0,2L0; γmin і αmin - мінімальні конусності по гребеню струмка валків і оправки, tgγmin=tgαmin=0,0025...0,0075; х - поточна координата довжини вігнутої та випуклої зон (від пережиму); n - показник ступеня, що визначає крутість профілю розгортки гребеня струмка калібрів і утворюючої оправки, n=2,5...3,5; а, b, с, d і А, В, С, D - відповідні коефіцієнти функцій fdв(x) і FDв(x), 1 2 a f' d L dp dц ; L L1 2 L L1 3 L 2L1 3 L L1 b f' d L dp dц ; L L1 2 L L1 3 L 2L L1 6LL1 c f' d L 1 dp dц ; L L1 2 L L1 3 d A LL12 f' d L f'D L B С L L1 2 1 L 2L1 L1 2L L1 L L1 D f'D L LL12 L L1 де F' D L Dp Do 2 L2 3L L1 1 Dp Dз L L1 2 2 dц Dp Dз L L1 2 f'D L f'D L dp L L1 3 2 ; L L1 3 3 L L1 Dp Dз Dp Dз f' d L minL dp n L L L1 3 dц ; ; 6LL1 L L1 3 ; L2 3L L1 1 L L1 3 do minL Dз; n L min ; min dц - діаметр циліндрічної частки оправки; dц=Dз-2tз-∆, тут Dз, tз, і ∆, відповідно, діаметр, товщина стінки труби-заготівки і прийнята величина зазору, ∆=0,5...5. Нова форма прокатного інструмента забезпечує наступну умову в МОД: на початку обтискної tx Dx зони 1... 12 із загальною деформацією , tx Dx по товщині стінки 7...10 % з подальшою деформаtx Dx цією в умовах 1 і поступовою зміною tx Dx цього відношення до кінця обтискної зони до велиtx Dx чини 1. tx Dx Фізична суть даного інструменту полягає в наступному: при мінімальному обтисненні труби 7 заготівки по діаметру в зоні редукування на першій ділянці обтискної зони розкатати дефекти на внутрішній поверхні заготівки при сприятливому відношенні деформацій по товщині стінки і діаметру, далі метал, що зберіг достатній запас пластичності, прокатувати за умови перевищення деформації по діаметру над деформацією по товщині стінки і на кінцевій ділянці обтискної зони деформація максимально зміцненого металу здійснюється в оптимальних умовах відношення цих деформацій. Застосування інструменту з вказаним профілем оправки і, відповідно, гребеня струмка калібру забезпечує менше вільне редукування трубизаготівки як при номінальному положенні оправки у осередку деформації, так і при її переміщенні від номінального положення проти напряму деформації порівняно з цими параметрами при застосуванні стандартного інструменту з увігнутим криволінійним профілем інструменту змінної конусності. Таким чином зменшується зростання величини вільного редукування до допустимого значення ∆d/dз≤10-15%, попереджаючи тим самим утворення неприпустимих, за умовами якості внутрішньої поверхні, дефектів типа складок, рисок і т. д. Схема розгортки осередка деформації з профілем запропонованого прокатного інструменту представлена на Фіг. Згідно Фіг., прокатний інструмент що включає оправку (1) і валки із струмком змінного поперечного перерізу утворююча розгортки яких (2) виконується з профілем, який описується функціями FD(x) і FDв(x), аналогічно функціям fd(x) і fdв(x) що утворюють профіль оправки. На довжині L1, що складає ≤0,2 від загальної довжини обтискної зони і зони редукування, профіль оправки (1) виконують з плавним підвищеним конусності від нуля (циліндрична частка оправки dц) до конусності начальної ділянки оправки з увігнутим профілем. Тобто ця ділянка оправки і, відповідна їй ділянка розгортки по гребеню струмка валків виконуються з профілем який описується функціями fdв(x) і FDв(x), що вигнуті від осі оправки. Далі профілі інструменту виконуються увігнутими до осі оправки, твірна яких описується функціями fd(x) і FD(x). Функції fd(x) і fdв(x) та, відповідно FD(x) і FDв(x) плавно спрягаються в точках dp і Dp, завдяки тому що їхні конусності в цих точках рівні. Діаметр оправки в точці dp вибирають таким чином, щоб він забезпечував умови допустимого вільного редукування при номінальній установці оправки в осередок деформації та при її зміщенні (∆d/dз≤10-15 %, тут ∆d - обтиск труби-заготовки по внутрішньому діаметру без підпора зі сторони оправки, dз - внутрішній діаметр труби-заготовки). До цього, діаметр струмка калібру в точці Dp вибирають таким чином, щоб він забезпечував оптимальні умови обтиснень tx Dx 1... 12 на початку обтискної зони. , tx Dx У новому інструменті профілі розгортки по гребеню струмка калібрів і твірної оправки описуються наступними залежностями: - для оправки: 52659 8 n fd x dp ax3 fdв x do do bx 2 minL cx d; L x L x L1 minx; 0 x L (1) - для струмка калібрів: FD x FDв x Do x L Cx D; L x Dp Do Ax3 Bx2 n minL minx; 0 x L (2) L1 Де: fd(x), FD(x) і fdв(x), FDв(x) - відповідно, увігнуті та випуклі функції твірних оправки та розгортки по гребеню струмка валків; dо - внутрішній діаметр готової труби; dp - прийнятий діаметр оправки в точці сполучення функцій fd(x) і fdв(x), за умовами допустимого вільного редукування dp=(0,90÷0,85)dз, тут dз внутрішній діаметр труби-заготівки; Do - зовнішній діаметр заготівки; Dp - прийнятий діаметр струмка калібрів в точці сполучення функцій FD(x) і FDв(x), що забезпечує для набутого значення dp заданий режим обtx Dx тиснень на ділянці L x L1 ; tx Dx γmin і αmin - мінімальні конусності по гребеню струмка валків і оправки, tgγmin=tgαmin=0,0025...0,0075; х - поточна координата довжини вігнутої та випуклої зон (від пережиму); n - показник ступеня, що визначає крутість профілю розгортки по гребеню струмка калібрів і утворюючої оправки, n=2,5...3,5; а, b, с, d і А, В, С, D - відповідні коефіцієнти функцій fdв(x) і FDв(x); L - протяжність ділянок функцій fd(x) і FD(x), LL0-L1, тут Lo – загальна довжина обтискової зони та зони редукування; L1 - прийнята для конкретного випадку прокатки протяжність ділянок функцій fdв(x) і FDв(x), L1≤0,2L0. Умовою достатньою і необхідною для нерозривності fd(x) і fdв(x), відповідно FD(x) и FDв(x), є рівність значень цих функцій в точках сполучення dp, відповідно Dp. Екстремумами функцій fdв(x) і FDв(x) при x=L1 є, відповідно, значення діаметрів циліндрічної частки оправки (dц) і зовнішнього діаметру труби-заготівки (Dз). Умовою плавного сполучення fd(x) і fdв(x), відповідно FD(x) і FDв(x), є рівність приватних похідних цих функцій в точках сполучення dp і Dp. Ці умови можна записати як: - для оправки: fd L dp fdв L f ' d L f ' dв L fdв L1 dц f ' dв L1 0 (3) - для струмка калібрів: FD L Dз FDв L F' D L F' Dв L FDв L1 Dз F' Dв L1 0 (4) 9 52659 Значення коефіцієнтів a, b, з, d і A, B, C, D функцій fdв(x) і FDв(x) в залежностях (1, 2) отримані рішенням рівнянь за умовами (3, 4): - для оправки: a b f' d L f' d L L L1 L 2L1 L L1 2 L1 2L L1 L L1 2 LL12 L L1 2 2 dp 2 f' d L c d 1 f' d L dp dц dp dц dp dц L L1 3 3 L L1 L L1 3 6LL1 dц L2 1 (5) L L1 3 3L L1 L L1 3 dц - для струмка калібрів: 1 2 A f'D L Dp Dз 2 L L1 L L1 3 L 2L1 3 L L1 B f'D L Dp Dз L L1 2 L L1 3 L 2L L1 6LL1 С f'D L 1 Dp Dз L L1 2 L L1 3 LL12 L2 3L L1 D f'D L Dp Dз 1 Dз L L1 2 L L1 3 (6) де: f' d L dp do F' D L Dp Do minL minL n L min ; n L min dц - діаметр циліндричної частки оправки; dц=Dз-2tз-∆, тут Dз, tз і ∆, Комп’ютерна верстка Н. Лиcенко 10 відповідно, діаметр, товщина стінки трубизаготівки і прийнята величина зазору. Запропонований прокатний інструмент був застосований для прокатки труб із сталі TP316L з вимогами по ASTM A213/A213M по маршруту 57 5,0→19,05 2,11мм на стані ХПТ-55. Прокатка труб проходила задовільно без порушення їх суцільності. При цьому, був скорочений один деформаційний прохід на стані ХПТ-55 і термічна обробка, оскільки раніше такі труби прокатувалися в три проходи по схемі 57 8,0→38 4,4 ХПТ-55, термообробка →19,05 2,11 ХПТ-32, гот. Готові труби після їх фінішної обробки повністю відповідали вимогам ASTM A213/A213M по точності геометричних розмірів і якості поверхонь і після неруйнуючого контролю якості приладами УЗК (глибина риски що допускається дорівнювала 7,5% від номінальної товщини стінки) були прийняті ОТК з виходом гідного 97%, який більше на 5%, чим вихід гідного по трубах, виготовлених по стандартній трьохпрохідній схемі. Слід зазначити, що здійснити прокатку труб по маршруту 57 5,0→19,05 2,11мм із згаданої вище сталі на інструменті що був виготовленим за відомим способом [А. с. СССР №839628, кл.3 В21В21/00. Инструмент для холодной прокатки труб /Я.Е.Осада, Л.В.Тимошенко, В.Ф.Фролов и др. - опубл. 23.06.81, бюл. №23.] не вдалось - прокатний стан був примусово зупинен ще при прокатці першої труби. Це повязано з якістю труб що не відповідала вимогам ASTM A213/A213M та значними навантаженнями на вузли і механізми прокатного стану. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRolling tool for cold rolling of pipes
Автори англійськоюTereschenko Andrii Anatoliiovych, Bielikov Yurii Mykhailovych, Frolov Yaroslav Viktorovych, Pavlenko Oleksandr Mykolaiovych, Duplii Yulia Volodymyrivna, Ponochovnyi Volodymyr Volodymyrovych, Dudka Serhii Serhiiovych
Назва патенту російськоюПрокатный инструмент для холодной прокатки труб
Автори російськоюТерещенко Андрей Анатольевич, Беликов Юрий Михайлович, Фролов Ярослав Викторович, Павленко Александр Николаевич, Дуплий Юлия Владимировна, Поночовный Владимир Владимирович, Дудка Сергей Сергеевич
МПК / Мітки
МПК: B21C 23/00
Мітки: прокатній, інструмент, труб, прокатки, стана, холодної
Код посилання
<a href="https://ua.patents.su/5-52659-prokatnijj-instrument-stana-kholodno-prokatki-trub.html" target="_blank" rel="follow" title="База патентів України">Прокатний інструмент стана холодної прокатки труб</a>
Інструмент для холодної прокатки труб
Номер патенту: 28574
Опубліковано: 16.10.2000
Автори: Михайленко Михайло Андрійович, Буряк Юрій Григорович, Король Микола Миколайович, Сизюхін Василь Миколайович, Король Радомір Миколайович, Журба Олександр Савельович, Шерстюк Микола Прокопович, Григорченко Віктор Іванович, Півник Юрій Вікторович
МПК: B21D 37/00
Мітки: прокатки, інструмент, холодної, труб
Формула / Реферат:
Інструмент для холодної прокатки труб, включаючий валки з струмком змінного поперечного перерізу, що має калібровану зону, приєднав до неї ділянку обтискуючої зони і редукційну зону з криволінійним профілем струмка, і оправку з криволінійною твірною, який відрізняється тим, що гребінь струмка і твірна оправки виконані в вигляді незалежних експонент і визначені відповідними вираженнями:
Рівчак робочого ролика стана холодної прокатки труб
Номер патенту: 88216
Опубліковано: 25.09.2009
Автори: Мироненко Микола Андрійович, Пройдак Юрій Сергійович, Король Радомір Миколайович
МПК: B21B 21/02
Мітки: робочого, прокатки, ролика, холодної, рівчак, труб, стана
Формула / Реферат:
Рівчак робочого ролика стана холодної прокатки труб з поперечним перерізом, утвореним центральною частиною, дуга якої окреслена постійним радіусом, що дорівнює радіусу готової труби, та примикаючими до неї окресленими радіусом випусками, дуга кожного з яких сполучена з дугою окресленої радіусом реборди, який відрізняється тим, що кожний з випусків рівчака робочого ролика окреслений радіусом, що визначається залежністю:
Опорна планка роликового стана холодної прокатки труб
Номер патенту: 85005
Опубліковано: 10.12.2008
Автори: Король Радомір Миколайович, Очеретна Наталія Миколаївна, Пройдак Юрій Сергійович
МПК: B21B 21/04
Мітки: планка, стана, прокатки, опорна, роликового, труб, холодної
Формула / Реферат:
Опорна планка роликового стана холодної прокатки труб, яка містить ділянку зіва подачі та повороту заготовки, калібровану робочу поверхню з послідовно розташованими зонами деформування: редукування, обтиску з товщини стінки та калібрування з товщини стінки й діаметра, довжина останньої не перевищує 0,33 довжини робочої поверхні опорної планки, яка відрізняється тим, що зона калібрування виконана в вигляді двох зворотних скосів з катетами,...
Валок стана холодної прокатки труб

Номер патенту: 19528
Опубліковано: 25.12.1997
Автори: Сандульский Борис Степанович, Верещагін Олександр Давидович, Чуб Анатолій Васильович, Островський Ігор Петрович, Ісаков Євген Борисович, Черкащенко Татяна Володимирівна, Борисенко Юрій Миколайович, Вольфович Георгій Вольфович, Алпатов Євгеній Миколайович, Кравченко Юрій Олексійович, Попов Марат Васильович, Більдін Констянтин Михайлович
МПК: B21B 21/02, B21B 21/00
Мітки: труб, валок, холодної, прокатки, стана
Формула / Реферат:
Валок стана холодной прокатки труб, включающий установленный на круглом валу кольцевой калибр с ручьем переменного сечения, отличающийся тем, что калибр выполнен разъемным по диаметру, его половины соединены друг с другом болтами, расположенными перпендикулярно плоскости разъема, при этом со стороны зева и калибрующей зоны между торцами половин калибра имеется зазор, величина которого составляет 0,001-0,1 диаметра вала.
Робоча кліть роликового стана холодної прокатки труб
Номер патенту: 89257
Опубліковано: 11.01.2010
Автори: Король Радомір Миколайович, Островський Ігор Петрович
МПК: B21B 13/18, B21B 27/02, B21B 21/00
Мітки: труб, холодної, роликового, кліть, стана, робоча, прокатки
Формула / Реферат:
Робоча кліть роликового стана холодної прокатки труб, що включаєстаціонарний корпус з розташованими в ньому опорними планками та рухомий сепаратор з розміщеними в ньому робочими роликами з рівчаками постійного профілю, яка відрізняється тим, що кожний робочий ролик виконаний збірним у вигляді вала, що містить по середині його довжини кільцевий виступ, з обох сторін якого розташовані роликові елементи кочення, зв'язані між собою сепараторами,...
Попередній патент: Спосіб холодної пільгерної прокатки труб
Наступний патент: Спосіб оцінки реактивності кісткової тканини
Випадковий патент: Реактор для отримання колоїдних розчинів металів