Інструмент для отримання нанокристалічних структур високошвидкісним тертям
Номер патенту: 42155
Опубліковано: 25.06.2009
Автори: Никифорчин Григорій Миколайович, Кирилів Володимир Іванович
Формула / Реферат
Інструмент для отримання нанокристалічних структур високошвидкісним тертям на поверхні деталей машин, що складається із корпусу і робочого диска, виконаного із титанового сплаву або нержавіючої сталі із радіальними отворами, в яких розташовані пальці із повернутими всередину диска буртами, що контактують із корпусом, який відрізняється тим, що, з метою збільшення глибини та мікротвердості зміцненого шару за рахунок підвищення дисперсності структури і збільшення стійкості інструменту, пальці виконують із матеріалу твердістю HRC 52-55, наприклад зі сталі, а кількість пальців вибирають із співвідношення:
![]() ,
,
де D - зовнішній діаметр диска, мм; d - діаметр пальців, мм.
Текст
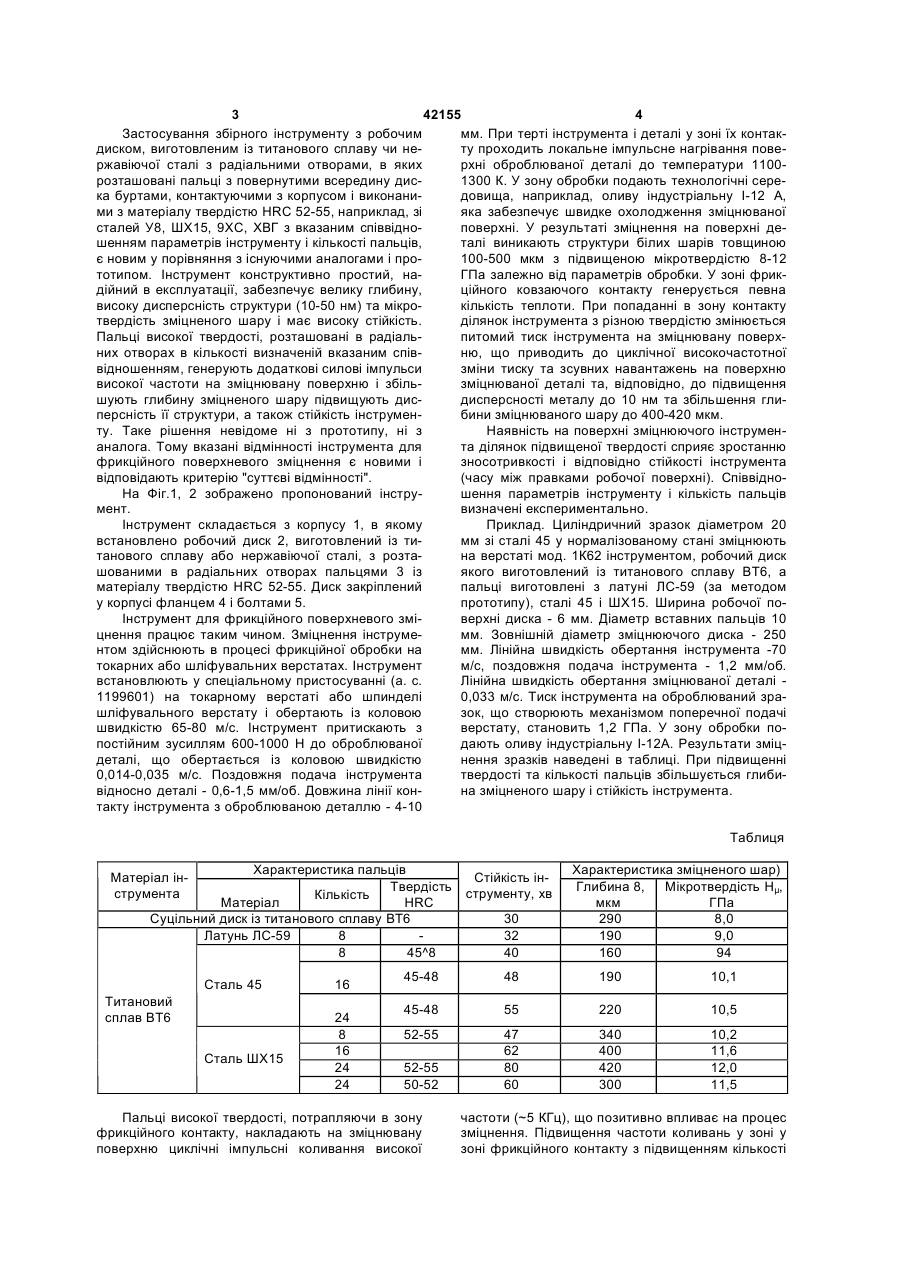
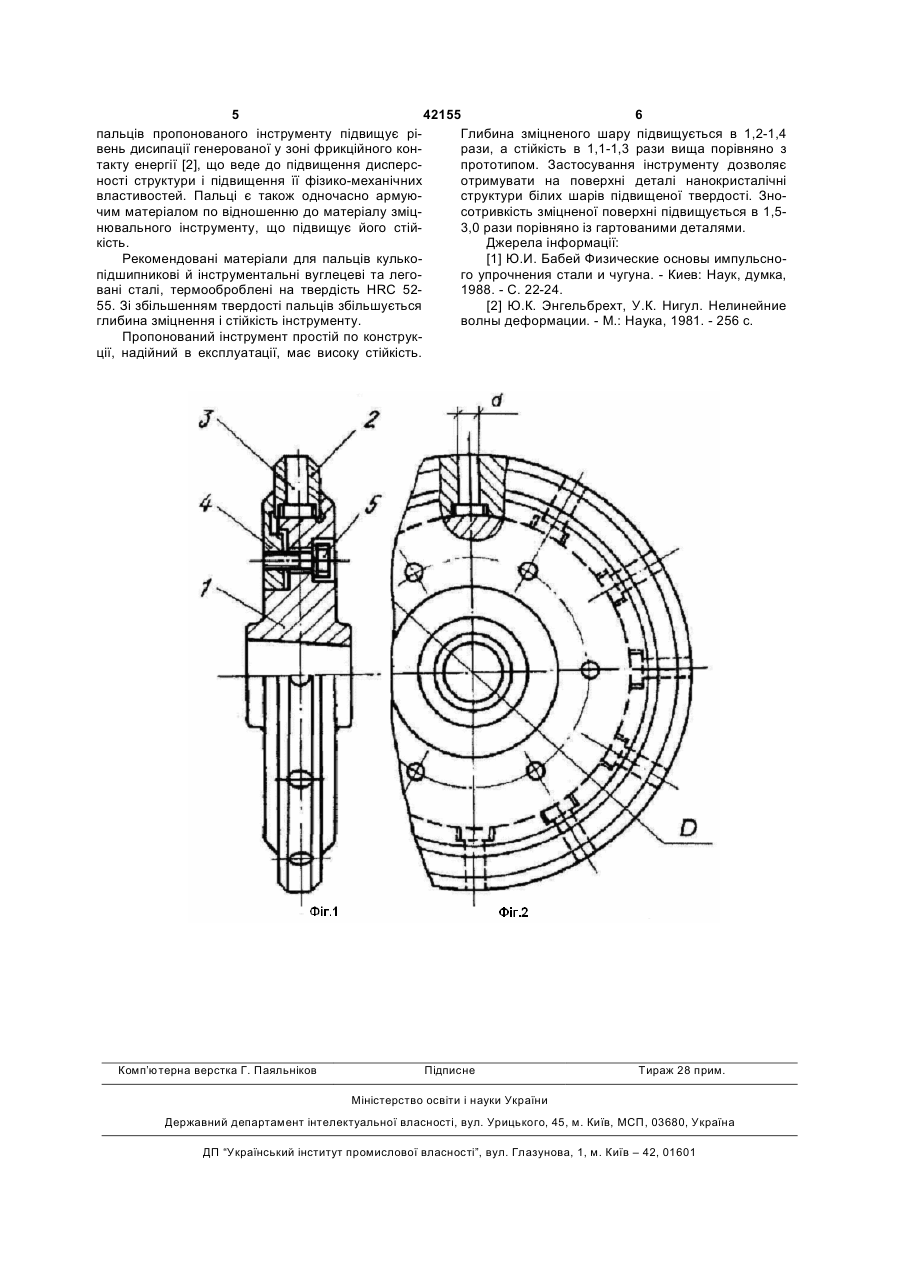
Інструмент для отримання нанокристалічних структур високошвидкісним тертям на поверхні деталей машин, що складається із корпусу і робочого диска, виконаного із титанового сплаву або нержавіючої сталі із радіальними отворами, в яких 3 42155 4 Застосування збірного інструменту з робочим мм. При терті інструмента і деталі у зоні їх контакдиском, виготовленим із титанового сплаву чи нету проходить локальне імпульсне нагрівання повержавіючої сталі з радіальними отворами, в яких рхні оброблюваної деталі до температури 1100розташовані пальці з повернутими всередину дис1300 К. У зону обробки подають технологічні серека буртами, контактуючими з корпусом і виконанидовища, наприклад, оливу індустріальну І-12 А, ми з матеріалу твердістю HRC 52-55, наприклад, зі яка забезпечує швидке охолодження зміцнюваної сталей У8, ШХ15, 9ХС, ХВГ з вказаним співвідноповерхні. У результаті зміцнення на поверхні дешенням параметрів інструменту і кількості пальців, талі виникають структури білих шарів товщиною є новим у порівняння з існуючими аналогами і про100-500 мкм з підвищеною мікротвердістю 8-12 тотипом. Інструмент конструктивно простий, наГПа залежно від параметрів обробки. У зоні фрикдійний в експлуатації, забезпечує велику глибину, ційного ковзаючого контакту генерується певна високу дисперсність структури (10-50 нм) та мікрокількість теплоти. При попаданні в зону контакту твердість зміцненого шару і має високу стійкість. ділянок інструмента з різною твердістю змінюється Пальці високої твердості, розташовані в радіальпитомий тиск інструмента на зміцнювану поверхних отворах в кількості визначеній вказаним співню, що приводить до циклічної високочастотної відношенням, генерують додаткові силові імпульси зміни тиску та зсувних навантажень на поверхню високої частоти на зміцнювану поверхню і збільзміцнюваної деталі та, відповідно, до підвищення шують глибину зміцненого шару підвищують дисдисперсності металу до 10 нм та збільшення глиперсність її структури, а також стійкість інструменбини зміцнюваного шару до 400-420 мкм. ту. Таке рішення невідоме ні з прототипу, ні з Наявність на поверхні зміцнюючого інструменаналога. Тому вказані відмінності інструмента для та ділянок підвищеної твердості сприяє зростанню фрикційного поверхневого зміцнення є новими і зносотривкості і відповідно стійкості інструмента відповідають критерію "суттєві відмінності". (часу між правками робочої поверхні). СпіввідноНа Фіг.1, 2 зображено пропонований інструшення параметрів інструменту і кількість пальців мент. визначені експериментально. Інструмент складається з корпусу 1, в якому Приклад. Циліндричний зразок діаметром 20 встановлено робочий диск 2, виготовлений із тимм зі сталі 45 у нормалізованому стані зміцнюють танового сплаву або нержавіючої сталі, з розтана верстаті мод. 1К62 інструментом, робочий диск шованими в радіальних отворах пальцями 3 із якого виготовлений із титанового сплаву ВТ6, а матеріалу твердістю HRC 52-55. Диск закріплений пальці виготовлені з латуні ЛС-59 (за методом у корпусі фланцем 4 і болтами 5. прототипу), сталі 45 і ШХ15. Ширина робочої поІнструмент для фрикційного поверхневого зміверхні диска - 6 мм. Діаметр вставних пальців 10 цнення працює таким чином. Зміцнення інструмемм. Зовнішній діаметр зміцнюючого диска - 250 нтом здійснюють в процесі фрикційної обробки на мм. Лінійна швидкість обертання інструмента -70 токарних або шліфувальних верстатах. Інструмент м/с, поздовжня подача інструмента - 1,2 мм/об. встановлюють у спеціальному пристосуванні (а. с. Лінійна швидкість обертання зміцнюваної деталі 1199601) на токарному верстаті або шпинделі 0,033 м/с. Тиск інструмента на оброблюваний зрашліфувального верстату і обертають із коловою зок, що створюють механізмом поперечної подачі швидкістю 65-80 м/с. Інструмент притискають з верстату, становить 1,2 ГПа. У зону обробки попостійним зусиллям 600-1000 Н до оброблюваної дають оливу індустріальну I-12А. Результати зміцдеталі, що обертається із коловою швидкістю нення зразків наведені в таблиці. При підвищенні 0,014-0,035 м/с. Поздовжня подача інструмента твердості та кількості пальців збільшується глибивідносно деталі - 0,6-1,5 мм/об. Довжина лінії конна зміцненого шару і стійкість інструмента. такту інструмента з оброблюваною деталлю - 4-10 Таблиця Характеристика пальців Твердість Кількість Матеріал HRC Суцільний диск із титанового сплаву ВТ6 Латунь ЛС-59 8 8 45^8 Матеріал інструмента Сталь 45 Титановий сплав ВТ6 Сталь ШХ15 16 24 8 16 24 24 Стійкість інструменту, хв 30 32 40 Характеристика зміцненого шар) Глибина 8, Мікротвердість Нμ, мкм ГПа 290 8,0 190 9,0 160 94 45-48 48 190 10,1 45-48 55 220 10,5 52-55 47 62 80 60 340 400 420 300 10,2 11,6 12,0 11,5 52-55 50-52 Пальці високої твердості, потрапляючи в зону фрикційного контакту, накладають на зміцнювану поверхню циклічні імпульсні коливання високої частоти (~5 КГц), що позитивно впливає на процес зміцнення. Підвищення частоти коливань у зоні у зоні фрикційного контакту з підвищенням кількості 5 42155 6 пальців пропонованого інструменту підвищує ріГлибина зміцненого шару підвищується в 1,2-1,4 вень дисипації генерованої у зоні фрикційного конрази, а стійкість в 1,1-1,3 рази вища порівняно з такту енергії [2], що веде до підвищення дисперспрототипом. Застосування інструменту дозволяє ності структури і підвищення її фізико-механічних отримувати на поверхні деталі нанокристалічні властивостей. Пальці є також одночасно армуюструктури білих шарів підвищеної твердості. Зночим матеріалом по відношенню до матеріалу зміцсотривкість зміцненої поверхні підвищується в 1,5нювального інструменту, що підвищує його стій3,0 рази порівняно із гартованими деталями. кість. Джерела інформації: Рекомендовані матеріали для пальців кулько[1] Ю.И. Бабей Физические основы импульснопідшипникові й інструментальні вуглецеві та легого упрочнения стали и чугуна. - Киев: Наук, думка, вані сталі, термооброблені на твердість HRC 521988. - С. 22-24. 55. Зі збільшенням твердості пальців збільшується [2] Ю.К. Энгельбрехт, У.К. Нигул. Нелинейние глибина зміцнення і стійкість інструменту. волны деформации. - М.: Наука, 1981. - 256 с. Пропонований інструмент простій по конструкції, надійний в експлуатації, має високу стійкість. Комп’ютерна верстка Г. Паяльніков Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюTool for producing nanocrystalline structures by high-speed friction
Автори англійськоюKyryliv Volodymyr Ivanovych, Nykyforchyn Hryhorii Mykolaiovych
Назва патенту російськоюИнструмент для получения нанокристаллических структур высокоскоростным трением
Автори російськоюКирилив Владимир Иванович, Никифорчин Григорий Николаевич
МПК / Мітки
МПК: B24B 39/00
Мітки: високошвидкісним, структур, отримання, інструмент, нанокристалічних, тертям
Код посилання
<a href="https://ua.patents.su/3-42155-instrument-dlya-otrimannya-nanokristalichnikh-struktur-visokoshvidkisnim-tertyam.html" target="_blank" rel="follow" title="База патентів України">Інструмент для отримання нанокристалічних структур високошвидкісним тертям</a>
Спосіб отримання нанокристалічних структур на поверхні деталей машин
Номер патенту: 42154
Опубліковано: 25.06.2009
Автори: Кирилів Володимир Іванович, Никифорчин Григорій Миколайович
МПК: B24B 39/00
Мітки: машин, структур, деталей, поверхні, спосіб, нанокристалічних, отримання
Формула / Реферат:
Спосіб отримання нанокристалічних структур на поверхні деталей машин за рахунок високошвидкісного тертя, який полягає у тому, що нанокристалічні структури отримують шляхом нагрівання приповерхневого шару до температур 1100-1300 К і термопластичного деформування поверхні деталі тертям спеціальним металевим інструментом, що обертається зі швидкістю 65-80 м/с, притискається до оброблюваної деталі з питомим тиском 1,0-1,6 ГПа, а деталь...
Спосіб отримання нанокристалічних порошків дихалькогенідів ніобію
Номер патенту: 40674
Опубліковано: 15.08.2001
Автори: Куліков Леонід Мінейович, Аксельруд Лев Григорович, Ромака Любов Петрівна, Семенов-Кобзар Андрій Олександрович
МПК: C30B 7/00, C01G 33/00, C01B 19/00, C30B 30/00
Мітки: спосіб, ніобію, нанокристалічних, порошків, дихалькогенідів, отримання
Формула / Реферат:
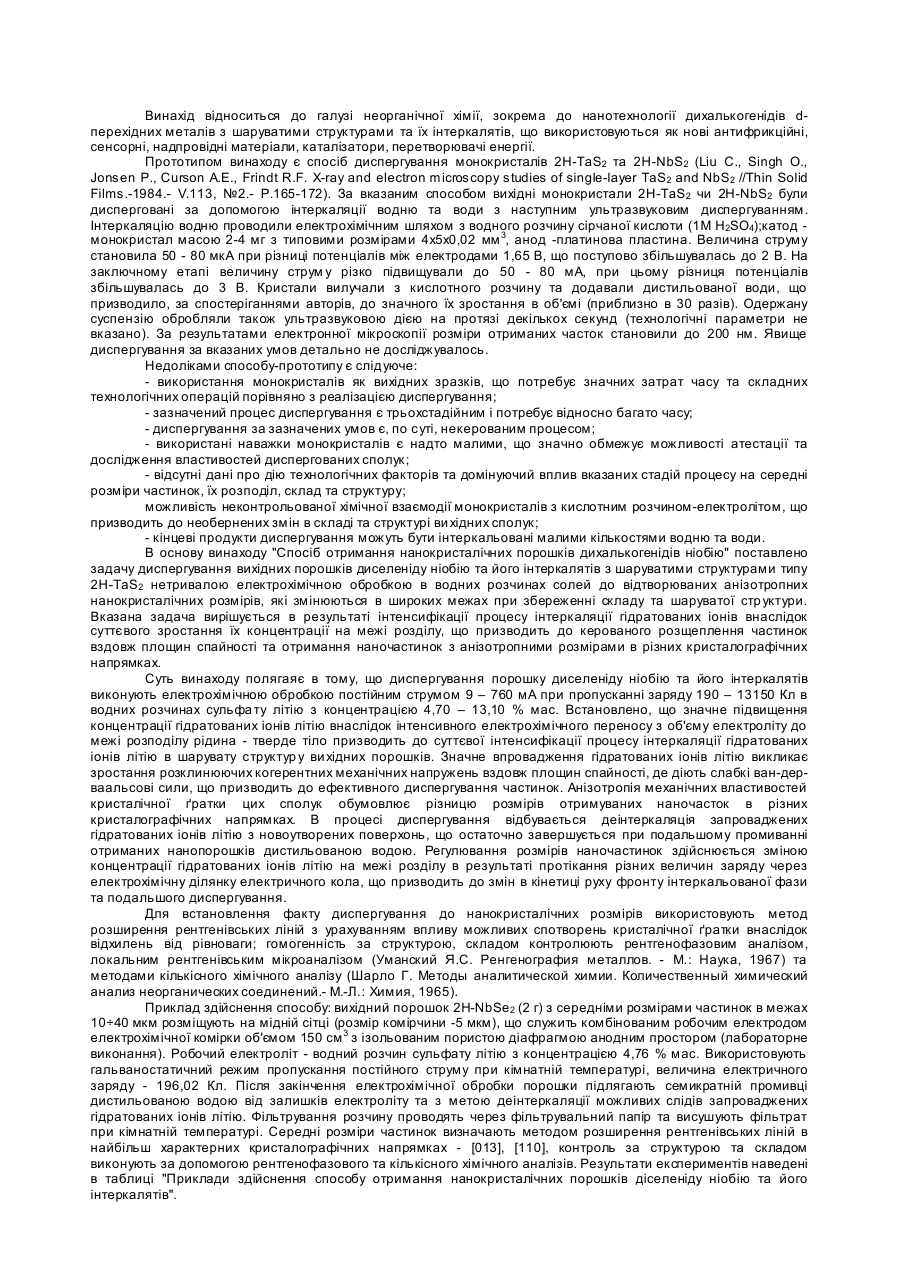
Спосіб отримання нанокристалічних порошків дихалькогенідів ніобію, що включає їх диспергування при електрохімічній обробці в розчинах електролітів, який відрізняється тим, що електрохімічну обробку диселеніду ніобію та його інтеркалятів виконують постійним струмом 9 - 760 мА при пропусканні заряду 190 - 13150 Кл в водних розчинах сульфату літію з концентрацією 4,70 - 13,10 % мас.
Багаточашковий абразивний інструмент
Номер патенту: 61788
Опубліковано: 17.11.2003
Автори: Кірик Микола Дмитрович, Озимок Юрій Іванович
МПК: B23D 63/00
Мітки: багаточашковий, абразивний, інструмент
Формула / Реферат:
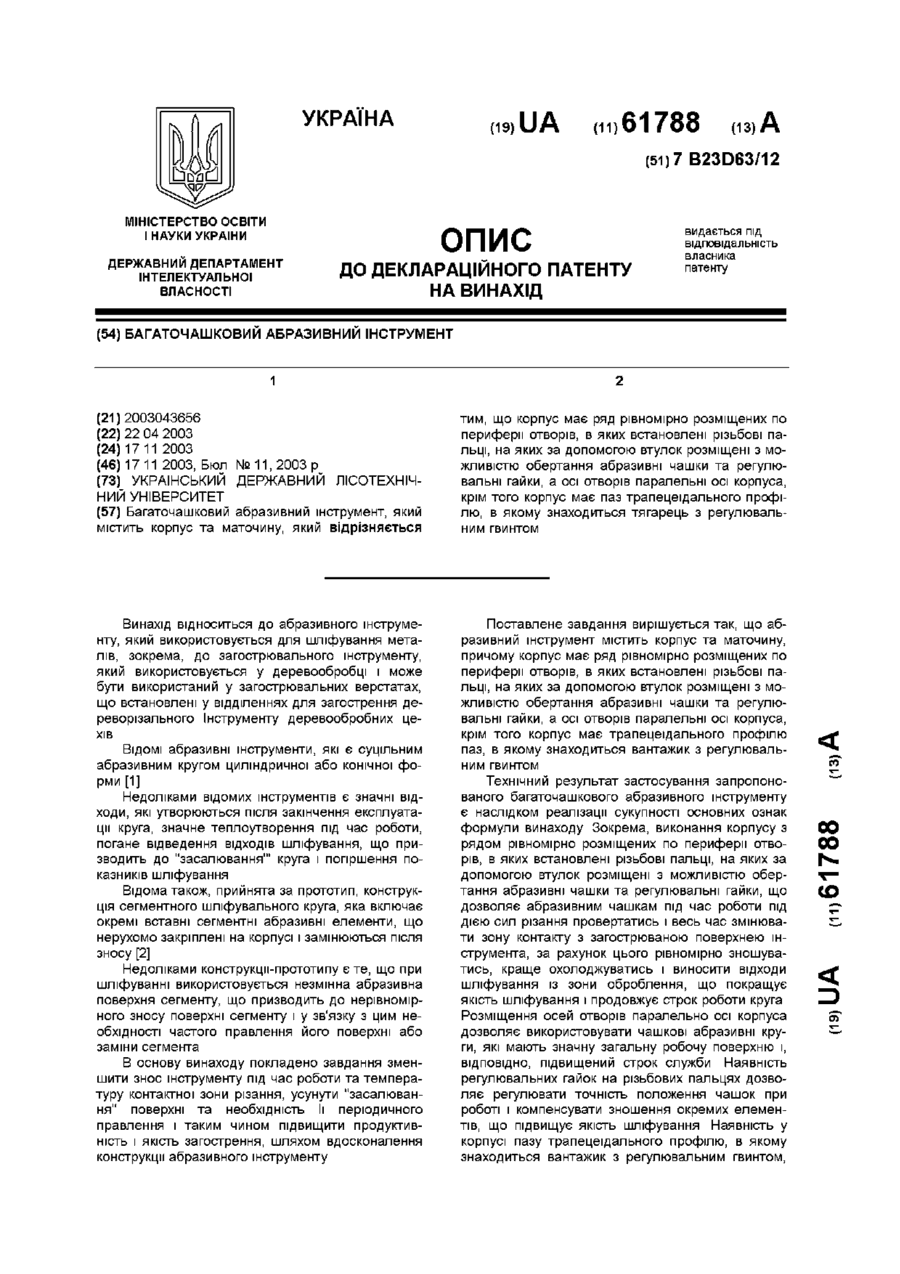
Багаточашковий абразивний інструмент, який містить корпус та маточину, який відрізняється тим, що корпус має ряд рівномірно розміщених по периферії отворів, в яких встановлені різьбові пальці, на яких за допомогою втулок розміщені з можливістю обертання абразивні чашки та регулювальні гайки, а осі отворів паралельні осі корпуса, крім того корпус має паз трапецеїдального профілю, в якому знаходиться тягарець з регулювальним гвинтом.
Багаточашковий абразивний інструмент
Номер патенту: 4331
Опубліковано: 17.01.2005
Автори: Озимок Юрій Іванович, Рудницький Роман Миколайович
МПК: B23D 63/00
Мітки: інструмент, абразивний, багаточашковий
Формула / Реферат:
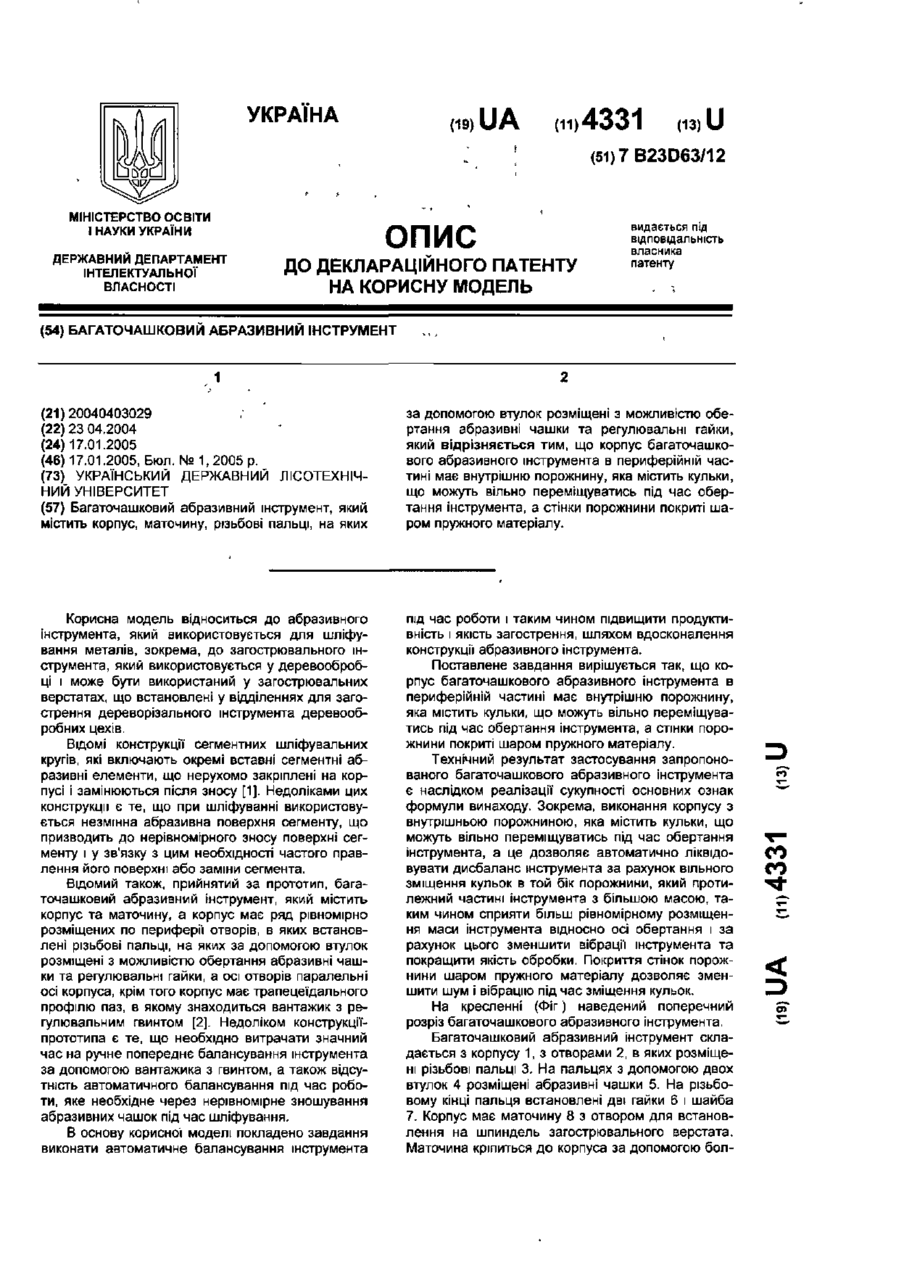
Багаточашковий абразивний інструмент, який містить корпус, маточину, різьбові пальці, на яких за допомогою втулок розміщені з можливістю обертання абразивні чашки та регулювальні гайки, який відрізняється тим, що корпус багаточашкового абразивного інструмента в периферійній частині має внутрішню порожнину, яка містить кульки, що можуть вільно переміщуватись під час обертання інструмента, а стінки порожнини покриті шаром пружного...
Абразивний інструмент
Номер патенту: 28660
Опубліковано: 25.12.2007
Автори: Кобичев Олександр Сергійович, Чернишев Олег Ігорович, Покладій Георгій Григорович, Самойленко Олександр Ілліч, Філоненко Сергій Федорович
МПК: B24D 17/00, B24D 3/20
Мітки: інструмент, абразивний
Формула / Реферат:
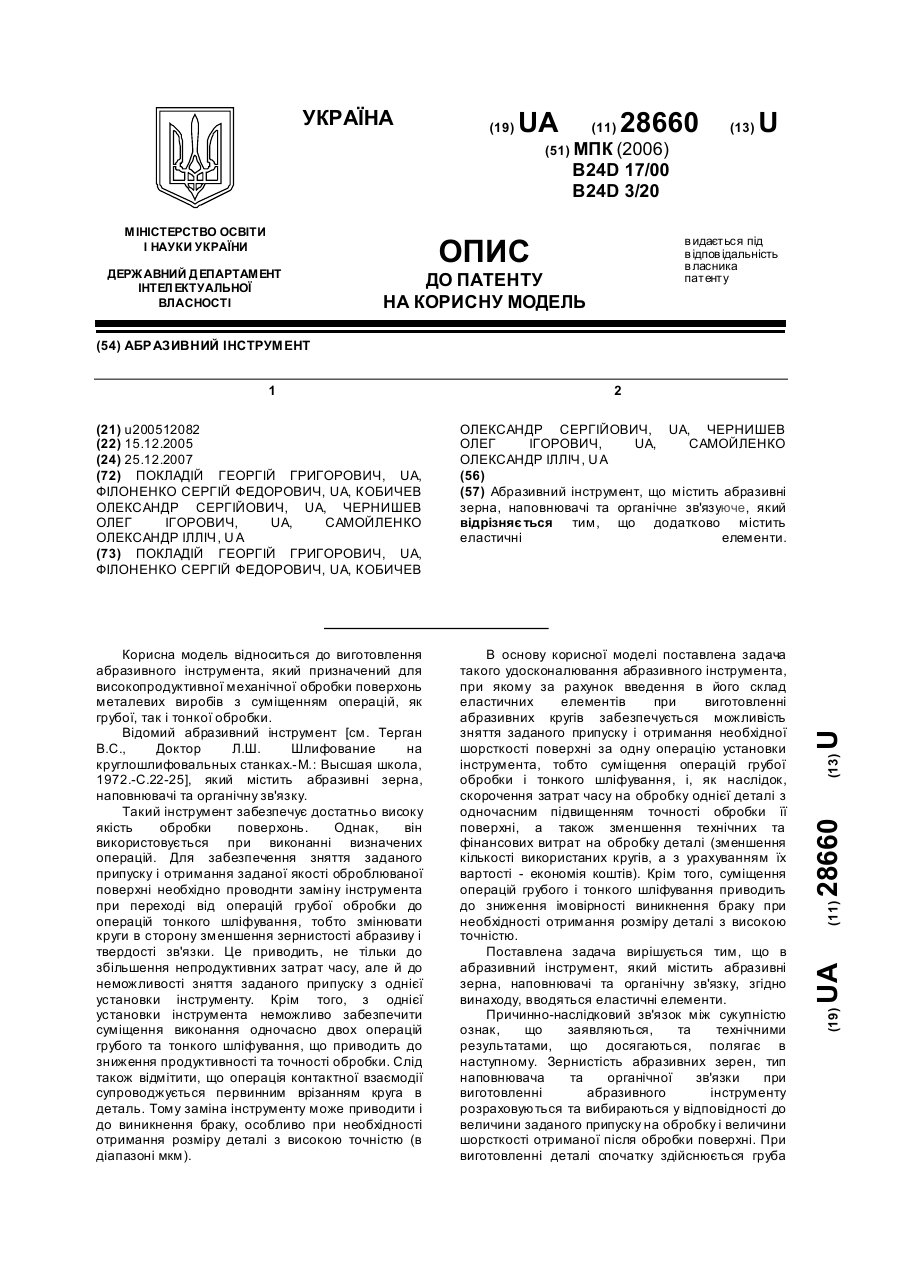
Абразивний інструмент, що містить абразивні зерна, наповнювачі та органічне зв'язуюче, який відрізняється тим, що додатково містить еластичні елементи.
Попередній патент: Спосіб отримання нанокристалічних структур на поверхні деталей машин
Наступний патент: Ізоляційний термостійкий папір
Випадковий патент: Акустична гітара