Спосіб отримання прутків з цирконієвих та титанових сплавів
Номер патенту: 60536
Опубліковано: 15.10.2003
Автори: Артамонов Юрій Вікторович, Бедросова Лариса Василівна, Лазоркін Віктор Андрійович, Лазоркіна Дар'я Вікторівна, Терновий Юрій Федорович
Формула / Реферат
1. Спосіб отримання прутків з цирконієвих та титанових сплавів, що включає холодне прокатування на стані валкового типу, відпалення, калібрування прутків та прикінцеве відпалення, який відрізняється тим, що прокатування здійснюють за один прохід з деформацією понад 75 % для цирконієвих сплавів та 55 % для титанових сплавів, а після відпалення здійснюють холодне ротаційне кування заготовок на чотирибойковій ротаційно-кувальній машині зі зменшенням разових ступенів деформації та величин подавань відносно початкової стадії кування, з загальною деформацією 27-40 %, при цьому калібрування прутків здійснюють під час ротаційного кування на останніх одному або двох проходах з подаванням заготовки з бойків та витримуючи співвідношення:
![]() ,
,
де S - подача заготовки;
L - ширина робочої поверхні бойка в напрямку подавання заготовки;
n - частота обертання шпинделя з бойками;
N - частота обтиснення заготовки,
а на останньому проході обтиснення здійснюють в томуж розмірному калібрі бойків, що й на попередньому проході, налаштованому на кінцевий розмір прутка.
2. Спосіб за п. 1, який відрізняється тим, що калібрування прутків в розмірному калібрі бойків, налаштованому на кінцевий розмір прутка, здійснюють після кінцевого відпалення прутків.
3. Спосіб за п. 1, 2, який відрізняється тим, що при калібруванні прутків, до заготовки, в напрямку її повздовжньої осі прикладають зусилля, яке забезпечує розтягуючу напругу, що становить 0,1-0,9 межі текучості оброблюваного матеріалу.
Текст
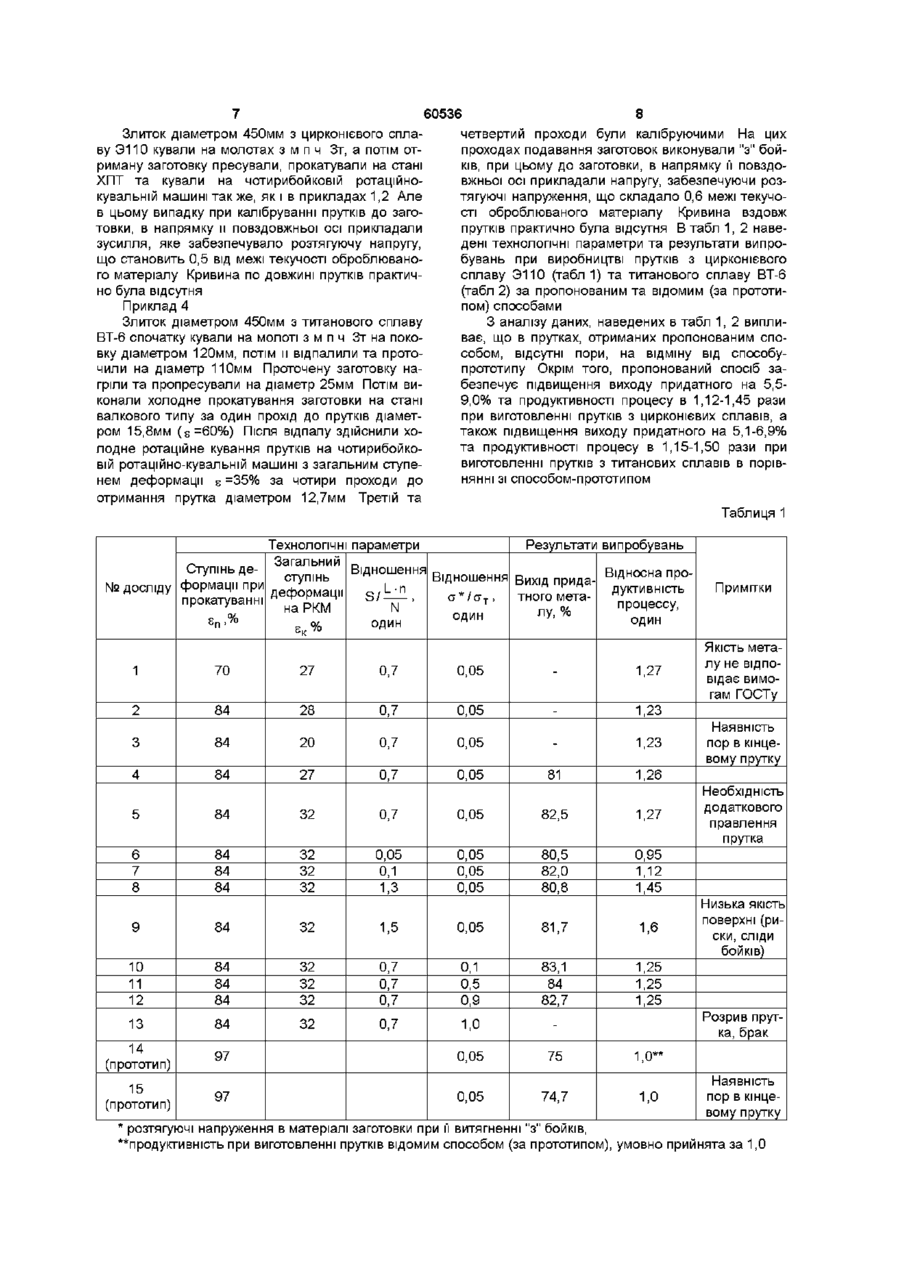
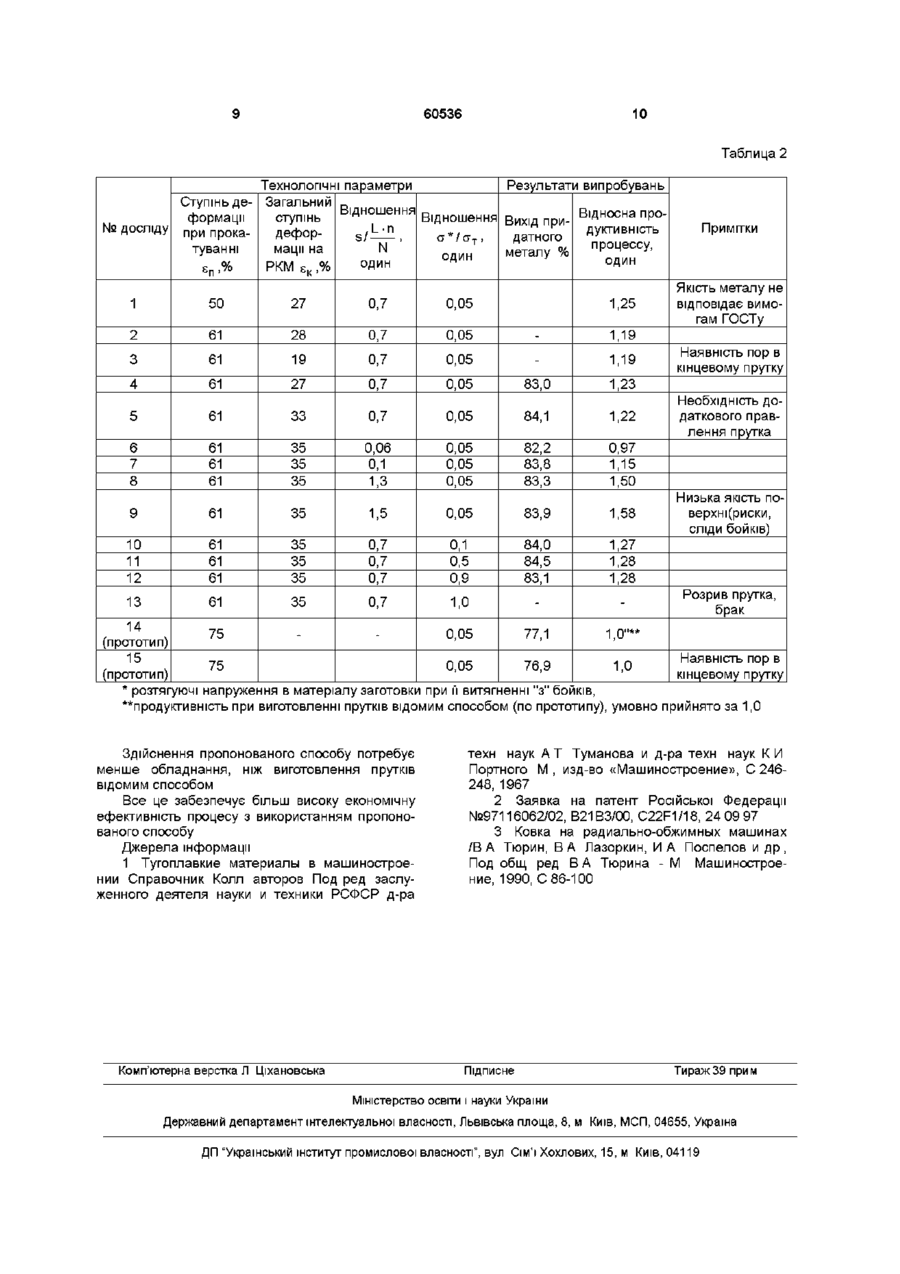
1 Спосіб отримання прутків з цирконієвих та титанових сплавів, що включає холодне прокатування на стані валкового типу, відпалення, калібрування прутків та прикінцеве відпалення, який відрізняється тим, що прокатування здійснюють за один прохід з деформацією понад 75% для цирконієвих сплавів та 55% для титанових сплавів, а після відпалення здійснюють холодне ротаційне кування заготовок на чотирибойковій ротаційнокувальній машині зі зменшенням разових ступенів деформації та величин подавань відносно початкової стадії кування, з загальною деформацією 2740%, при цьому калібрування прутків здійснюють під час ротаційного кування на останніх одному Винахід стосується обробки металів тисненням, а саме способів отримання прутків з цирконієвих та титанових сплавів Відомий спосіб отримання прутків з цирконію та цирконієвих сплавів, який включає кування злитків в нагрітому стані, пресування прутків та наступне перекування заготовок в холодному стані на ротаційно-кувальних машинах (РКМ) з проміжними відпалами [1] Недоліком цього способу є низька якість отримуваної поверхні прутків, невисока їх точність, а також низька продуктивність процесу Відомий також спосіб отримання прутків з цирконієвих та титанових сплавів, який включає багатостадійну холодну проробку на станах валкового, а потім роликового типу з проміжними відпалами, калібровку прутків волочінням, прикінцевий відпал та правлення прутків [2] При цьому холодне прокатування здійснюють з загальною деформацією більшою за 90% для цирконієвих сплавів та 70% для титанових сплавів або двох проходах з подаванням заготовки з бойків та витримуючи співвідношення S = (0,1-1,3) N де S - подача заготовки, L - ширина робочої поверхні бойка в напрямку подавання заготовки, п - частота обертання шпинделя з бойками, N - частота обтиснення заготовки, а на останньому проході обтиснення здійснюють в тому ж розмірному калібрі бойків, що й на попередньому проході, налаштованому на кінцевий розмір прутка 2 Спосіб за п 1, який відрізняється тим, що калібрування прутків в розмірному калібрі бойків, налаштованому на кінцевий розмір прутка, здійснюють після кінцевого відпалення прутків 3 Спосіб за п 1 , 2, який відрізняється тим, що при калібруванні прутків, до заготовки, в напрямку и повздовжньої осі прикладають зусилля, яке забезпечує розтягуючу напругу, що становить 0,1-0,9 межі текучості оброблюваного матеріалу Недоліками відомого способу є низька якість, вихід придатного металу, продуктивність процесу, а також використання великої КІЛЬКОСТІ високовартісного обладнання Задачею винаходу є розроблення способу, який забезпечує підвищення виходу придатного, якості металу, продуктивності процесу, а також зменшення КІЛЬКОСТІ обладнання, необхідного для отримання прутків з цирконієвих та титанових сплавів пластичним деформуванням Це досягається тим, що в способі отримання прутків з цирконієвих та титанових сплавів, який включає холодне прокатування на стані валкового типу, відпал, калібрування прутків та прикінцевий відпал, новим є те, що прокатування здійснюють за один прохід з загальною деформацією понад 75% для цирконієвих сплавів та 55% для титанових сплавів, а після відпалу здійснюють холодне ротаційне кування заготовок на чотирибойковій ротаційно-кувальній машині зі зменшенням разових ступенів деформування та величин подач сто (О со Ю О (О 60536 а потім холодне деформування за декілька прохосовно початкової стадії кування з загальною дедів на чотирибойковій ротаційно-кувальній машині формацією 27-40%, при цьому калібрування прутПід час холодного прокатування на стані ХПТ за ків здійснюють під час ротаційного кування на один прохід з високим ступенем деформування останнім одному або двох проходах з подачами забезпечується висока продуктивність процесу та заготовки "з" бойків, витримуючи співвідношення якість металу прутків S = 0,1-1,3 ,L-n При прокатуванні заготовок з цирконієвих N сплавів зі ступенем деформування менше 75% та де S - подача заготовки, з титанових сплавів менше 55%, якість металу в L - ширина робочої поверхні бойка в напрямку кінцевих прутках не відповідає вимогам ГОСТів подавання заготовки, Завдячуючи всебічному деформуванню при п - частота обертання шпинделя з бойками, наступному ротаційному куванні забезпечується N - частота обтиснення заготовки, більш однорідна структура та механічні властивоа на останнім проході обтиснення здійснюють сті металу, повністю видаляються залишені при в тому ж розмірному калібрі бойків, що й на попепопередній обробці пори в металі Для отримання редньому проході, налаштованому на кінцевий високих механічних властивостей металу та гарарозмір прутка нтованого видалення залишених від попередньої Задача винаходу досягається також тим, що обробки пор в металі, а також забезпечення високалібрування прутків в розмірному калібрі бойків, кої продуктивності процесу, ротаційне кування налаштованому на кінцевий розмір прутка здійсздійснюють з загальною деформацією не менше нюють після прикінцевого відпалу прутків 27-40% В разі, коли загальна деформація при Окрім того, задача винаходу досягається тим, ротаційному куванні буде меншою за 27% в готощо при калібруванні прутків до заготовки, в напрявих прутках можуть лишитись пори, а при загальмку и повздовжньої осі, прикладають зусилля, яке ній деформації більшій за 40% - знижується прозабезпечує розтягуючу напругу, що становить 0,1дуктивність процесу 0,9 межі текучості оброблюваного матеріалу Ступінь деформації розраховують за формуСпосіб здійснюють наступним чином лою Злиток з титанового або цирконієвого сплаву нагрівають до температури деформування та кують вільним куванням на молотах або пресах Під час кування відбувається деформування вилитої де Fo, Fi - площа перерізу заготовки до та пісструктури злитка, при цьому забезпечується переля деформації, ВІДПОВІДНО важно деформаційне пророблення осьової зони Окрім того, деформування на ротаційнозаготовки, внаслідок чого під час наступного нагрікувальній машині забезпечує інтенсивну дефорвання тут активно відбувається процес рекристамаційну проробку металу в поверхневій зоні та лізації Після кування пластичні характеристики сприяє, при наступній термообробці, протіканню отриманої заготовки суттєво підвищуються динамічної рекристалізації в цій зоні з формуванОтриману після кування заготовку відпалюють ням дрібнозернистої структури та видаляють поверхневий дефектний шар шляПослідовне поєднання процесів холодного хом переточування заготовки на менший розмір прокатування за один прохід на стані валкового Потім заготовку нагрівають та здійснюють її пресутипу та чотирибічного радіального кування зі стування Після пресування здійснюють холодне пропенем деформування не менше 27% здійснює ковування заготовки на стані валкового типу з навзаємопідсилюючий вплив на заварення внутріступним відпалом, а після цього холодне ротаційшніх пор в заготовці та покращення фізиконе кування заготовок на чотирибойковій ротаційномеханічних властивостей металу кувальній машині При пресуванні найбільш інтенРотаційне кування прутків виконують зі зменсивно пророблюється структура металу в перифешенням разових ступенів деформування та велирійній зоні заготовки, яка досягає середини радіучин подач відносно початкової стадії кування, але са, оскільки зсувні деформації найбільших значень з таким розрахунком, щоб не втрапити в критичний досягають у цій зоні ступінь деформації для оброблюваного сплаву Послідовне поєднання процесів гарячого куЗменшення разових ступенів деформацій та вання та пресування виявляють взаємнопідсилювеличин подач дозволяє суттєво покращити якість ючий вплив на підвищення рівномірності проробки поверхні прутків, отримати в перерізі геометрично структури по всьому перетину і зниження нерівноправильне коло ще на основній стадії ротаційного мірності фізико-механічних властивостей, а також кування на підвищення пластичних властивостей металу Прикінцеву механічну обробку прутків (калібДля зменшення втрат металу, пов'язаних з інрування) здійснюють також ротаційним куванням тенсивним окисленням при температурі гарячого на останніх одному або двох проходах з подавандеформування, а також для підвищення механічням заготовки "з" бойків [3] витримуючи при цьому них властивостей та отримання дрібнозернистої співвідношення структури сплаву здійснюють холодне деформу,L-n вання заготовок після пресування S = 0,1-1,3 N В пропонованому способі холодне деформуде S - подача заготовки, вання заготовок здійснюють спочатку на стані валL - ширина робочої поверхні бойка в напрямку кового типу (ХПТ) за один прохід з загальною деосі подавання заготовки, формацією понад 75% для цирконієвих сплавів та п - частота обертання шпинделя з бойками, 55% для титанових сплавів з наступним відпалом, 60536 N - частота обтиснень заготовки В пропонованому в заявці інтервалі подач кожна ділянка поверхні заготовки багаторазово обтискується бойками на протязі одного проходу При S 13 П суттєво збільшуються витрати N часуна калібрування, що є недоцільним, оскільки зменшується продуктивність процесу не завжди досягаються потріN бна точність та якість поверхні прутків Виконання калібруючих обтиснень в тому ж розмірному калібрі бойків, що й на попередньому проході, налаштованому на кінцевий розмір прутка, дозволяє загладити всі нерівності на його поверхні та тим самим суттєво покращити якість поверхні прутка Під час калібрування заготовка на останніх одному або двох проходах подається "з" бойків, тобто витягується з осередку деформування При витягненні здійснюється виправлення заготовки, видаляється повздовжня кривизна заготовки Для більш ефективного правлення до заготовки, в напрямку її повздовжньої осі прикладають зусилля, що забезпечує розтягуючу напругу, яка становить 0,1-0,9 межі текучості оброблюваного матеріалу При прикладенні зусилля в напрямку повздовжньої осі заготовки, що створює розтягуючу напругу меншу за 0,1 межі текучості оброблюваного матеріалу не завжди досягається висока якість прутків після правлення При прикладенні зусилля в напрямку повздовжньої осі заготовки, що створює розтягуючу напругу більшу за 0,9 межі текучості оброблюваного матеріалу, можливі локальні стоншення перерізу заготовки та и розриви Для отримання гарантованої якості по кривині прутків калібрування їх в розмірному калібрі бойків, налаштованому на кінцевий розмір прутка, здійснюють після прикінцевого відпалу прутків В цьому випадку позбавляються від можливих викривлень прутка під час термообробки Оскільки ПІСЛЯ гарячого кування та пресування здійснюють прокатування з деформацією понад 75% для цирконієвих сплавів та 55% для титанових сплавів, що збільшує частину холодного деформування заготовки на протязі всього процесу виготовлення прутків, втрати металу за рахунок окислення при високих температурах також зменшуються, що підвищує вихід придатного металу Приклад 1 Злиток діаметром 450мм з цирконієвого сплаву Э110 нагріли до температури 750°С та прокували на молоті з м п ч Зт на заготовку перерізом 120мм Отриману заготовку відпалили при температурі 600°С та обточили на діаметр 110мм Обточену заготовку нагріли до температури 750°С та пропресували на заготовку діаметром 25мм Після цього виконали холодне прокатування заготовки діаметром 25мм на стані валкового типу (ХПТ) за один прохід до отримання прутків діаметром 11,5мм (s n =84%) Після відпалу прутків здійснювали їх холодне ротаційне кування на чотирибойковій ротаційно-кувальній машині до діаметра 6 9,5мм Загальний ступінь деформації при ротаційному куванні склав 2 2 2 d -d? 115 - Q 5 1 s = ° . • 100% = - ^ ^— • 100 = 31,75% d 11,5 Кування здійснювали за чотири прохода зі зменшенням ступеню деформування та величини подачі на кожному наступному проході відносно попереднього На першому проході прокували з діаметру 11,5 на діаметр 10,6мм (s-j =15%, SI=14MM), на другому проході - з діаметру 10,6мм = на діаметр 10,0мм (є 2 11%> S2=12,25мм), на третьому проході - з діаметру 10,0мм на діаметр 9,5мм (s 3 -9,75%, S3=10,5мм), на четвертому проході - з діаметру 9,5мм на діаметр 9,5мм (s4~0> S4=3,5MM) Третій та четвертий проходи були калібрувальними, а тому подачі на цих проходах призначали розрахованими за формулами N 2000 S 44 = 0 , 2 ^ = 0 , 2 ^ ^ мм , , N 2000 На третім та четвертім проходах (калібрувальних) подавання заготовки здійснювали "з" бойків, при цьому на останнім (четвертім) проході обтиснення здійснювали втім же розмірнім калібрі, що й на попередньому проході, налаштованому на кінцевий розмір прутка (диаметр 9,5мм) Після калібрування прутки відпалювали при температурі 600°С Для порівняння прутки діаметром 9,5мм з цирконієвого сплаву Э110 отримували за відомою технологією Базовим визнано спосіб, що включає - кування нагрітого злитку діаметром 450мм на заготовку діаметром 120мм, відпал та обточування и на діаметр 110мм, - пресування гарячої заготовки діаметром 110мм на заготовку діаметром 25мм, - багатопрохідне холодне прокатування на стані валкового типу (ХПТ) на заготовку діаметром 11,5мм з наступним відпалом прутків, - холодне прокатування на стані роликового типу (ХПТР) на заготовку діаметром 10,0мм та відпал прутків, - калібрування прутків методом волочіння за декілька проходів на діаметр 9,5мм зі спеціальним покриттям прутків та використанням мастила, наприклад на основі графіту, - відпал та правлення прутків Приклад 2 Злиток діаметром 450мм з цирконієвого сплаву Э110 кували на молоті з м п ч Зт, потім отриману заготовку пресували, прокатували на стані ХПТ та кували на чотирибойковій ротаційнокувальній машині, як і в прикладі 1 Однак, цей спосіб відрізнявся тим, що після третього проходу при ротаційному куванні, прутки діаметром 9,5мм прикінцево відпалювали при температурі 600°С, а потім вже на четвертому проході їх калібрували в розмірному калібрі бойків, налаштованому на кінцевий розмір прутка - діаметром 9,5мм Приклад З Злиток діаметром 450мм з цирконієвого сплаву Э110 кували на молотах з м п ч Зт, а потім отриману заготовку пресували, прокатували на стані ХПТ та кували на чотирибойковій ротаційнокувальній машині так же, як і в прикладах 1,2 Але в цьому випадку при калібруванні прутків до заготовки, в напрямку и повздовжньої осі прикладали зусилля, яке забезпечувало розтягуючу напругу, що становить 0,5 від межі текучості оброблюваного матеріалу Кривина по довжині прутків практично була відсутня Приклад 4 Злиток діаметром 450мм з титанового сплаву ВТ-6 спочатку кували на молоті з м п ч Зт на поковку діаметром 120мм, потім и відпалили та проточили на діаметр 110мм Проточену заготовку нагріли та пропресували на діаметр 25мм Потім виконали холодне прокатування заготовки на стані валкового типу за один прохід до прутків діаметром 15,8мм ( s =60%) Після відпалу здійснили холодне ротаційне кування прутків на чотирибойковій ротаційно-кувальній машині з загальним ступенем деформації s =35% за чотири проходи до отримання прутка діаметром 12,7мм Третій та 60536 8 четвертий проходи були калібруючими На цих проходах подавання заготовок виконували "з" бойків, при цьому до заготовки, в напрямку її повздовжньої осі прикладали напругу, забезпечуючи розтягуючі напруження, що складало 0,6 межі текучості оброблюваного матеріалу Кривина вздовж прутків практично була відсутня В табл 1, 2 наведені технологічні параметри та результати випробувань при виробництві прутків з цирконієвого сплаву Э110 (табл 1) та титанового сплаву ВТ-6 (табл 2) за пропонованим та відомим (за прототипом) способами З аналізу даних, наведених в табл 1, 2 випливає, що в прутках, отриманих пропонованим способом, відсутні пори, на відміну від способупрототипу Окрім того, пропонований спосіб забезпечує підвищення виходу придатного на 5,59,0% та продуктивності процесу в 1,12-1,45 рази при виготовленні прутків з цирконієвих сплавів, а також підвищення виходу придатного на 5,1-6,9% та продуктивності процесу в 1,15-1,50 рази при виготовленні прутків з титанових сплавів в порівнянні зі способом-прототипом Таблиця 1 Технологічні параметри Результати випробувань Загальний Ступінь деВідношення ступінь Відношення Вихід прида- Відносна про№ досліду формації при деформації дуктивність L n тного метаа*/ет т , s/ " , прокатуванні процессу, наРКМ лу, % N один один Є ,% один 8К% Примітки п 1 70 27 0,7 0,05 1,27 2 84 28 0,7 0,05 1,23 3 84 20 0,7 0,05 1,23 4 84 27 0,7 0,05 81 Якість металу не відповідає вимогам ГОСТу 1,26 5 84 32 0,7 0,05 82,5 1,27 6 7 8 84 84 32 32 32 0,05 0,1 1,3 0,05 0,05 0,05 80,5 82,0 80,8 84 32 1,5 0,05 81,7 1,6 10 11 12 84 0,7 0,7 0,7 0,1 0,5 0,9 83,1 84 32 32 32 1,25 1,25 1,25 13 84 32 0,7 1,0 14 (прототип) 97 0,05 75 1,0** 15 (прототип) 97 0,05 74,7 1,0 Необхідність додаткового правлення прутка 0,95 1,12 1,45 9 Наявність пор в кінцевому прутку 84 84 84 82,7 Низька якість поверхні (риски, СЛІДИ бойків) Розрив прутка, брак Наявність пор в кінцевому прутку розтягуючі напруження в матеріалі заготовки при її витягненні "з" бойків, *продуктивність при виготовленні прутків відомим способом (за прототипом), умовно прийнята за 1,0 60536 10 Таблица 2 Технологічні параметри Результати випробувань Ступінь де- Загальний Відношення формації ступінь Відношення Вихід при- Відносна про№ досліду при прокадуктивність ,І_-П дефордатного s/ , процессу, туванні мації на N металу % один один РКМ S|
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of rods from zirconium and titanium alloys
Автори англійськоюLazorkin Viktor Andriovych, Lazorkin Viktor Andriiovych, Ternovyi Yurii Fedorovych, Artamonov Yurii Viktorovych, Bedrosova Larysa Vasylivna
Назва патенту російськоюСпособ получения прутков из циркониевых и титановых сплавов
Автори російськоюЛазоркин Виктор Андреевич, Терновый Юрий Федорович, Артамонов Юрий Викторович, Бедросова Лариса Васильевна
МПК / Мітки
МПК: B21B 3/00
Мітки: титанових, сплавів, прутків, цирконієвих, отримання, спосіб
Код посилання
<a href="https://ua.patents.su/5-60536-sposib-otrimannya-prutkiv-z-cirkoniehvikh-ta-titanovikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання прутків з цирконієвих та титанових сплавів</a>
Спосіб виготовлення трубних виробів з цирконієвих сплавів (варіанти)
Номер патенту: 53696
Опубліковано: 17.02.2003
Автори: Бочаров Олєг Вікторовіч, Заводчіков Сєргєй Юрьєвіч, АКТУГАНОВА Єлєна Ніколаєвна, СЄЛІВЄРСТОВ Владімір Фьодоровіч, ШЄВНІН Юрій Павловіч, Лосіцкій Анатолій Францєвіч, БУХОВЦЄВ Віктор Фьодоровіч, Нікуліна Антоніна Васільєвна, Котрєхов Владімір Андрєєвіч
МПК: C22C 16/00, G21C 3/02, G21C 3/32, C22F 1/18
Мітки: цирконієвих, спосіб, сплавів, варіанти, виробів, трубних, виготовлення
Формула / Реферат:
1. Спосіб виготовлення трубних виробів з бінарних цирконієвих сплавів, який включає виготовлення зливка, його попередню бета-деформаційну обробку до одержання вихідної заготовки, одержання трубної заготовки шляхом гарячого формування вихідної заготовки при температурі існування альфа-цирконію, холодне деформування трубної заготовки з проміжними відпалами при температурі існування альфа-цирконію та доводку її до готового виробу, який...
Спосіб одержання порошків-гранул з титанових сплавів
Номер патенту: 50981
Опубліковано: 15.11.2002
Автори: Дрозденко Ганна Вікторівна, Петрунько Анатолій Миколайович, Дрозденко Віктор Антонович, Гріга Юдіт, Джонс Михайло Михайлович
МПК: B22F 9/08
Мітки: спосіб, титанових, одержання, порошків-гранул, сплавів
Формула / Реферат:
Спосіб одержання порошків-гранул з титанових сплавів, що включає диспергування розплавленого металу з заглиблення робочого інструменту, який відрізняється тим, що метал розплавляють безпосередньо в заглибленні робочого інструменту, якому надають коливання з частотою 10-1000 сек-1, що диспергують розплавлений метал на окремі краплини, які твердіють при вільному падінні у вигляді частинок сферичної форми.
Спосіб магнітокерованої електрошлакової плавки титанових сплавів

Номер патенту: 55560
Опубліковано: 15.04.2003
Автори: Протоковілов Ігор Вікторович, Компан Ярослав Юрійович
МПК: C22B 9/18
Мітки: спосіб, титанових, електрошлакової, сплавів, магнітокерованої, плавки
Формула / Реферат:
Спосіб магнітокерованої електрошлакової плавки титанових сплавів, який включає плавку витратного електроду і кристалізацію зливка в кристалізаторі з використанням зовнішнього поздовжньо-радіального магнітного поля, який відрізняється тим, що в нижніх шарах шлакової ванни, по її периферії, утворюють зону для осадження шкідливих включень, а зовнішнє поздовжньо-радіальне магнітне поле концентрують в верхніх шарах шлакової ванни та...
Спосіб термічної обробки титанових сплавів
Номер патенту: 53076
Опубліковано: 15.01.2003
Автори: Шаповалова Оксана Михайлівна, Маркова Ірина Анатоліївна, Сусленкова Світлана Василівна
МПК: C22F 1/18
Мітки: титанових, сплавів, термічної, спосіб, обробки
Формула / Реферат:
Спосіб термічної обробки титанових сплавів, переважно тонкостінних напівфабрикатів, який включає нагрівання до температури, що на 10-20 °С перевищує температуру закінчення поліморфного перетворення, витримку та охолодження на повітрі, який відрізняється тим, що титанові сплави витримують в межах від 5 до 90 хвилин, час витримки збільшують зі зростанням ступеня легованості сплаву та визначають рентгенографічно на загартованих зразках-свідках...
Флюс для магнітокерованої електрошлакової плавки титанових сплавів
Номер патенту: 55502
Опубліковано: 15.04.2003
Автори: Петров Анатолій Миколайович, Протоковілов Ігор Вікторович, Компан Ярослав Юрійович
МПК: B23K 35/36
Мітки: сплавів, титанових, плавки, флюс, магнітокерованої, електрошлакової
Формула / Реферат:
Флюс для магнітокерованої електрошлакової плавки титанових сплавів, що містить фторотитанат магнію і фторид кальцію, який відрізняється тим, що в його склад додатково введений хлорид лужноземельного металу, а компоненти взяті в такому співвідношенні, мас. %: хлорид лужноземельного металу 3,0-44,0; фторотитанат магнію 0,5-3,0; фторид кальцію ...
Попередній патент: Спосіб лікування поранень верхньої сідничної артерії
Наступний патент: Композиція інгредієнтів для горілки “мягков срібна”
Випадковий патент: Калориметр для вимірювання середньої нвч-потужності