Спосіб рівноканального багатокутового пресування виробів
Номер патенту: 62615
Опубліковано: 15.12.2003
Автори: Матросов Микола Іванович, Варюхін Віктор Миколайович, Давиденко Олександр Анатолійович, Спусканюк Віктор Захарович, Дугадко Олександр Борисович, Білошенко Віктор Олександрович, Медведська Ельвіда Олександрівна, Шевченко Борис Антонович
Формула / Реферат
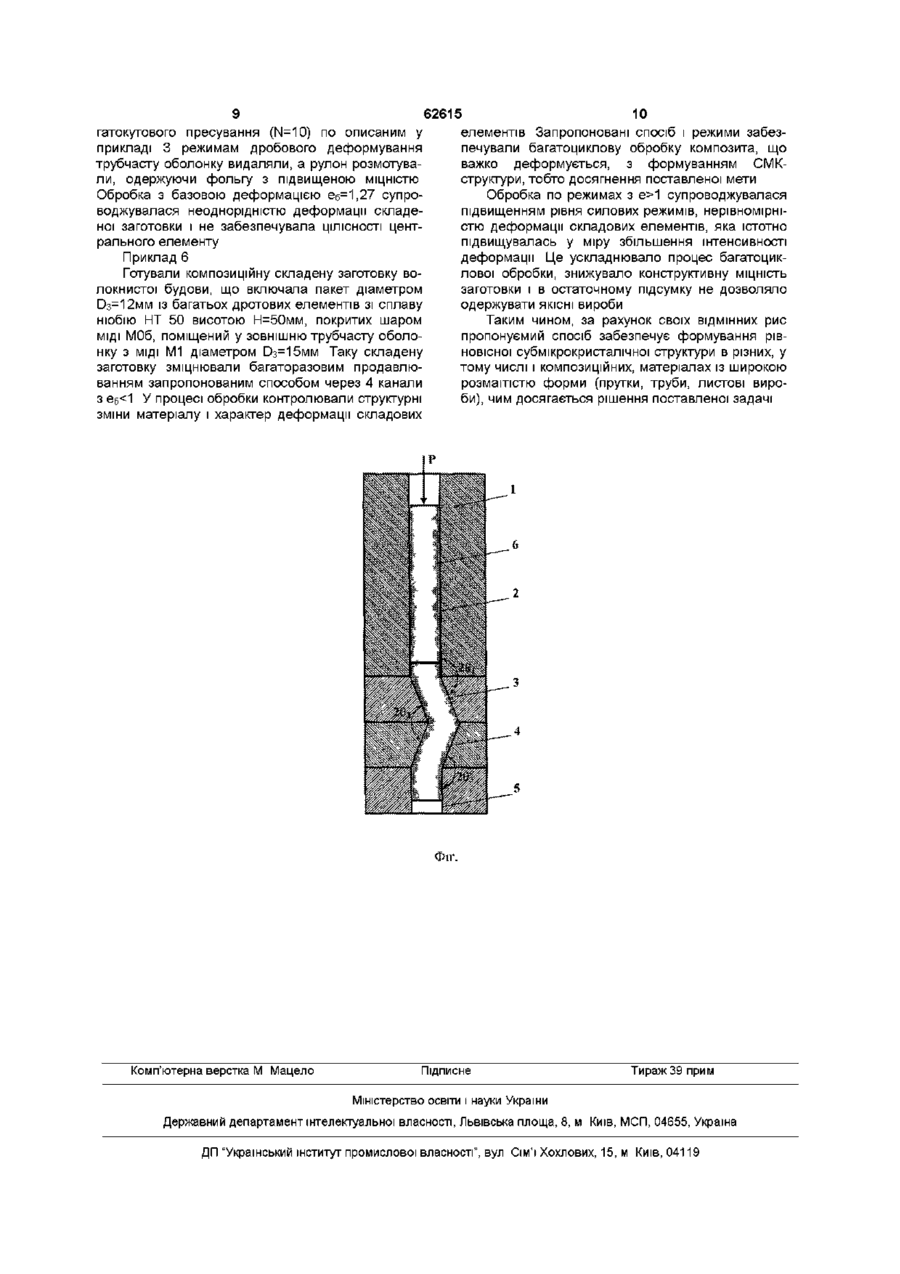
1. Спосіб рівноканального багатокутового пресування виробів, заснований на деформуванні заготовки простим зсувом з накопиченням пластичної деформації шляхом багаторазового повторення циклів продавлювання заготовки зі збереженням її первісних форми і розмірів за однокутовою схемою деформування через пару суміжних каналів, які знаходяться в одній площині, перетинаються і мають рівні між собою поперечні перерізи, що відповідають перерізу заготовки, який відрізняється тим, що вихідну заготовку в кожному циклі деформування продавлюють через систему, утворену з чотирьох чи більшої, переважно парної, кількості каналів, що перетинаються, при тому, що деформування здійснюють у дробовому режимі з величиною базової трикутової деформації ![]() де
де ![]() - половинні кути перетинання і-ої пари суміжних каналів,
- половинні кути перетинання і-ої пари суміжних каналів, ![]() - число кутів перетинання, та величиною деформації за цикл
- число кутів перетинання, та величиною деформації за цикл ![]() рівною або більшою ніж базова
рівною або більшою ніж базова ![]() а число циклів продавлювання повторюють N разів до накопичення величини сумарної деформації
а число циклів продавлювання повторюють N разів до накопичення величини сумарної деформації ![]() яка забезпечує формування у заготовці рівновісної субмікрокристалічної структури.
яка забезпечує формування у заготовці рівновісної субмікрокристалічної структури.
2. Спосіб рівноканального багатокутового пресування за п. 1, переважно виробів з міді, який відрізняється тим, що пресування здійснюють з величиною сумарно накопиченої деформації ![]()
3. Спосіб рівноканального багатокутового пресування за п. 1, переважно для одержання профільних виробів у вигляді труб, листів, смуг, а також виробів з біметалічних і композиційних матеріалів, який відрізняється тим, що як вихідну заготовку використовують складену заготовку, яку виконують у вигляді трубчастої оболонки з поміщеним у неї центральним елементом.
4. Спосіб рівноканального багатокутового пресування виробів за пп. 1-3, переважно у вигляді труб, листів і смуг, який відрізняється тим, що після виконання N циклів деформування виріб розділяють на центральний елемент і трубчасту оболонку, а відділену трубчасту оболонку розрізають по твірній, розвертають, а потім формують лист заданої товщини.
5. Спосіб рівноканального багатокутового пресування виробів за пп. 1-3, переважно тонколистових, який відрізняється тим, що центральний елемент вихідної складеної заготовки виконують у вигляді спірально навитого на стрижень рулону з листового матеріалу, а після видалення трубчастої оболонки рулон розвертають.
6. Спосіб рівноканального багатокутового пресування виробів за пп. 1-3, переважно композиційних виробів волокнистої будови, який відрізняється тим, що центральний елемент вихідної складеної заготовки виконують у вигляді пучка з багатьох рівновеликих дротових елементів.
Текст
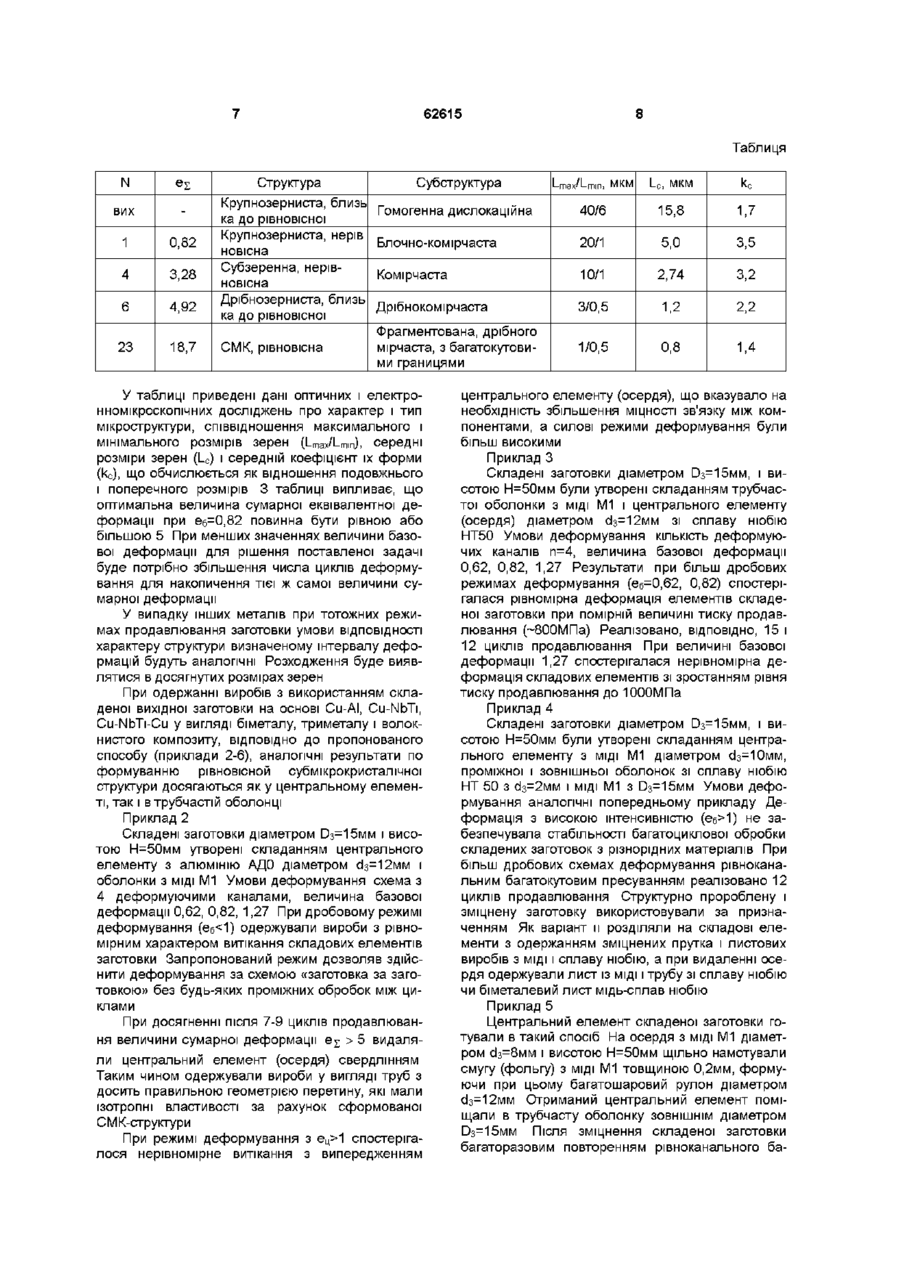
1 Спосіб рівноканального багато кутового пресування виробів, заснований на деформуванні заготовки простим зсувом з накопиченням пластичної деформації шляхом багаторазового повторення циклів продавлювання заготовки зі збереженням її первісних форми і розмірів за однокутовою схемою деформування через пару суміжних каналів, які знаходяться в одній площині, перетинаються і мають рівні між собою поперечні перерізи, що відповідають перерізу заготовки, який відрізняється тим, що вихідну заготовку в кожному циклі деформування продавлюють через систему, утворену з чотирьох чи більшої, переважно парної, КІЛЬКОСТІ каналів, що перетинаються, при тому, що деформування здійснюють у дробовому режимі з величиною базової трикутової деформа2 п=з ції е б = —== 2 ctgB, з цикл е ц = —== 2 ctg6,, рівною або більшою ніж л/3 і=і базова eg, а число циклів продавлювання повторюють N разів до накопичення величини сумарної Винахід належить до обробки металів тиском і може бути використаний для одержання профільних виробів у вигляді прутків, труб, листів, а також композиційних виробів із субмікрокристалічною структурою деформації e s = N e 4 , яка забезпечує формування у заготовці рівновісної субмікрокристалічної структури 2 Спосіб рівноканального багато кутового пресування за п 1, переважно виробів з МІДІ, ЯКИЙ відрізняється тим, що пресування здійснюють з величиною сумарно накопиченої деформації е Е > 5 3 Спосіб рівноканального багато кутового пресування за п 1, переважно для одержання профільних виробів у вигляді труб, листів, смуг, а також виробів з біметалічних і композиційних матеріалів, який відрізняється тим, що як вихідну заготовку використовують складену заготовку, яку виконують у вигляді трубчастої оболонки з поміщеним у неї центральним елементом 4 Спосіб рівноканального багато кутового пресування виробів за пп 1-3, переважно у вигляді труб, листів і смуг, який відрізняється тим, що після виконання N циклів деформування виріб розділяють на центральний елемент і трубчасту оболонку, а відділену трубчасту оболонку розрізають по твірній, розвертають, а потім формують лист заданої товщини 5 Спосіб рівноканального багато кутового пресування виробів за пп 1-3, переважно тонколистових, який відрізняється тим, що центральний елемент вихідної складеної заготовки виконують у вигляді спірально навитого на стрижень рулону з листового матеріалу, а після видалення трубчастої оболонки рулон розвертають 6 Спосіб рівноканального багато кутового пресування виробів за пп 1-3, переважно композиційних виробів волокнистої будови, який відрізняється тим, що центральний елемент вихідної складеної заготовки виконують у вигляді пучка з багатьох рівновеликих дротових елементів Відомий спосіб пластичного структуроутворення (В М Грешнев, М Г Амиров, О В Голубев и др, Ас СССР №1741960, кл B21/J5/00), у якому за рахунок циклічного повторення деформування заготовок зі збереженням їхньої первісної форми і ю (О (О 62615 розмірів шляхом видавлювання з наступним одночасним осадженням досягається однорідність і підвищена інтенсивність структуроутворення Однак, зазначений спосіб недостатньо ефективний з погляду формування субмікрокристалічної (СМК) структури щодо малої інтенсивності деформації при деформуванні традиційними методами видавлювання й осадження ВІДОМІ методи інтенсивної пластичної деформації (Р 3 Валиев, И В Александров, Наноструктурные материалы, полученные интенсивной пластической деформацией М Логос, 2000, 280с), наприклад, крутіння під тиском (С 10-13), усебічне кування (С 17-19), що дозволяють одержувати матеріали із субмікрокристалічною, у тому числі з наноструктурою Однак зазначені методи не придатні для виготовлення профільних виробів у вигляді біметалічних прутків, труб і листів, а також виробів з композиційних матеріалів Відомий спосіб інтенсивної пластичної деформації металів і сплавів (В М Сегал, В И Резников, В И Копылов и др Процессы пластического структурообразования Минск Навука і тзхніка, 1994, С 29), який, іменують рівноканальним кутовим пресуванням (РКК-пресуванням), що обрано за прототип для заявляемого винаходу, по збігу призначення і ряду істотних ознак Він полягає в здійсненні деформації простим зсувом з накопиченням пластичної деформації і реалізується шляхом багаторазового повторення циклів продавлювання заготовки зі збереженням и первісних форми і розмірів за однокутовою схемою деформування через пару суміжних каналів, які знаходяться в одній площині, перетинаються, і мають рівні між собою поперечні перерізи, що відповідають перерізу заготовки При цьому максимальна інтенсивність деформації в одному циклі продавлювання досягає значень, еквівалентних величині однорід2 ноі деформації є = -=• ctg6 = 1,15 , V3 де Є - половинний кут перетинання деформуючих каналів Така обробка супроводжується ефективним здрібнюванням зерен і швидким (за 4 12 циклів) досягненням субмікрокристалічної структури Недолік зазначеного способу полягає в тому, що такі великі інтенсивності деформації в циклі РКК-пресування ускладнюють обробку малопластичних металів і сплавів, які важко деформуються, наприклад вольфраму, приводять до необхідності підвищувати температуру обробки за рахунок попереднього нагрівання заготовки й інструменту Це спричиняє зниження ефективності структуроутворення, необхідність збільшення числа циклів деформування і, ВІДПОВІДНО, підвищення трудомісткості обробки З іншого боку, велика інтенсивність деформації, супроводжувана значним тепловиділенням, не дозволяє забезпечити необхідного здрібнювання структури в матеріалах з низькою гомологічною температурою обробки через істотний вплив ефектів динамічної рекристалізації Це також обмежує можливості структуроутворення при РККпресуванні 4 Аналіз існуючого рівня техніки свідчить про актуальність проблеми удосконалення способу РККпресування як ефективного методу пластичного структуроутворення з метою розширення області його застосування і зниження трудомісткості Загальними ознаками прототипу і винаходу, що заявляється, є деформування заготовки простим зсувом з накопиченням пластичної деформації шляхом багаторазового повторення циклів продавлювання заготовки зі збереженням и первісних форми і розмірів через пару суміжних каналів, які знаходяться в одній площині, перетинаються і мають рівні між собою поперечні перерізи, що відповідають перерізу заготовки, з формуванням у заготовці субмікрокристалічної структури Винаходом вирішується задача удосконалення способу РКК-пресування, що розширить область його застосування на метали і сплави, які важко деформуються, композити і матеріали з низькою гомологічною температурою обробки і дозволить виготовляти вироби з рівновісною субмікрокристалічною структурою Така структура забезпечить підвищену СТІЙКІСТЬ матеріалів до дії корозійних середовищ і ізотропність властивостей виробів, оскільки через великі залишкові напруги й анізотропію мікроструктури вироби, отримані традиційними способами, мають недостатню СТІЙКІСТЬ ДО корозії, а також низькі механічні властивості у поперечному перерізі заготовки Поставлена задача вирішується тим, що у відомому способі вихідну заготовку в кожному циклі деформування продавлюють через систему, утворену з чотирьох, чи більшої, переважно парної, КІЛЬКОСТІ каналів, що перетинаються, при тому, що деформування здійснюють у дробовому режимі з величиною базової трикутової деформації 2 п=з е б = —== 2 ctgG, з е ц = —== ^ ctg9, , рівною, або більшою ніж базова л/3 і=і Єб, а число циклів продавлювання повторюють N разів до накопичення величини сумарної деформації e s = ІЧец, яка забезпечує формування у заготовці рівновісної субмікрокристалічної структури Конкретна ВІДМІННІСТЬ пропонуємого способу полягає в тому, що виготовлення виробів, переважно з МІДІ, здійснюють з величиною сумарно накопиченої деформації е Е > 5 Інша ВІДМІННІСТЬ полягає в тому, що для виготовлення переважно профільних виробів у вигляді труб, листів, смуг, а також виробів з біметалічних і композиційних матеріалів, в якості вихідної заготовки використовують складену заготовку, яку роблять у вигляді трубчастої оболонки з поміщеним у неї центральним елементом Іншою конкретною ВІДМІННІСТЮ є те, що для ви готовлення виробів, переважно у вигляді труб і листів, після виконання N циклів деформування виріб розділяють на центральний елемент і трубчасту оболонку, відділену трубчасту оболонку розрізають по утворюючій, розвертають, а потім формують лист заданої товщини 62615 Ще одна ВІДМІННІСТЬ полягає в тому, що для виготовлення переважно тонколистових виробів центральний елемент вихідної заготовки роблять у вигляді спірально навитого на стрижень рулону з листового матеріалу, а після видалення трубчастої оболонки рулон розвертають Конкретною ВІДМІННІСТЮ є також те, що для виготовлення переважно композиційних виробів волокнистої будови центральний елемент вихідної складеної заготовки роблять у вигляді пучка з багатьох рівновеликих дротових елементів Причинно-наслідковий зв'язок між ВІДМІТНИМИ ознаками і технічним результатом, що досягається, а також обґрунтування діапазону параметрів рівноканального багато кутового пресування полягають у наступному Збільшення в одному циклі продавлювання числа кутів перетинання каналів до трьох і, ВІДПОВІДНО, числа каналів, що перетинаються, до чотирьох (для базової схеми деформування) та більшої їх КІЛЬКОСТІ для інших схем з одночасним збільшенням кутів перетинання каналів до 6|>60°, дозволяючи реалізувати дробовий режим з величиною базової деформації Єб1) не забезпечувала стабільності багатоциклової обробки складених заготовок з різнорідних матеріалів При більш дробових схемах деформування рівноканальним багатокутовим пресуванням реалізовано 12 циклів продавлювання Структурно пророблену і зміцнену заготовку використовували за призначенням Як варіант и розділяли на складові елементи з одержанням зміцнених прутка і листових виробів з МІДІ і сплаву ніобію, а при видаленні осердя одержували лист із МІДІ І трубу зі сплаву ніобію чи біметалевий лист мідь-сплав ніобію Приклад 5 Центральний елемент складеної заготовки готували в такий спосіб На осердя з МІДІ М1 діаметром с!з=8мм і висотою Н=50мм щільно намотували смугу (фольгу) з МІДІ М1 товщиною 0,2мм, формуючи при цьому багатошаровий рулон діаметром с!з=12мм Отриманий центральний елемент поміщали в трубчасту оболонку ЗОВНІШНІМ діаметром Оз=15мм ПІСЛЯ зміцнення складеної заготовки багаторазовим повторенням рівноканального ба 62615 10 елементів Запропоновані спосіб і режими забезпечували багатоциклову обробку композита, що важко деформується, з формуванням СМКструктури, тобто досягнення поставленої мети Обробка по режимах з е>1 супроводжувалася підвищенням рівня силових режимів, нерівномірністю деформації складових елементів, яка істотно підвищувалась у міру збільшення інтенсивності деформації Це ускладнювало процес багатоциклової обробки, знижувало конструктивну МІЦНІСТЬ заготовки і в остаточному підсумку не дозволяло гатокутового пресування (N=10) по описаним у прикладі 3 режимам дробового деформування трубчасту оболонку видаляли, а рулон розмотували, одержуючи фольгу з підвищеною МІЦНІСТЮ Обробка з базовою деформацією Єб=1,27 супроводжувалася неоднорідністю деформації складеної заготовки і не забезпечувала ЦІЛІСНОСТІ центрального елементу Приклад 6 Готували композиційну складену заготовку волокнистої будови, що включала пакет діаметром Оз=12мм ІЗ багатьох дротових елементів зі сплаву ніобію НТ 50 висотою Н=50мм, покритих шаром МІДІ МОб, поміщений у зовнішню трубчасту оболонку з МІДІ М1 діаметром Оз=15мм Таку складену заготовку зміцнювали багаторазовим продавлюванням запропонованим способом через 4 канали з Єб
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for equal-channel polygonal pressing of articles
Автори англійськоюDuhadko Oleksandr Borysovych, Matrosov Mykola Ivanovych, Variukhin Viktor Mykolaiovych, Spuskaniuk Viktor Zakharovych, Biloshenko Viktor Oleksandrovych, Medvedska Elvida Oleksandrivna, Davydenko Oleksandr Anatoliiovych
Назва патенту російськоюСпособ равноканального многоугольного прессования изделий
Автори російськоюДугадко Александр Борисович, Матросов Николай Иванович, Варюхин Виктор Николаевич, Спусканюк Виктор Захарович, Билошенко Виктор Александрович, Медведская Эльвида Александровна, Давыденко Александр Анатольевич
МПК / Мітки
МПК: B21J 5/00, B21C 1/00, B21C 23/02
Мітки: рівноканального, багатокутового, пресування, виробів, спосіб
Код посилання
<a href="https://ua.patents.su/5-62615-sposib-rivnokanalnogo-bagatokutovogo-presuvannya-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб рівноканального багатокутового пресування виробів</a>
Спосіб пресування виробів із сумішей
Номер патенту: 30151
Опубліковано: 15.02.2002
Автори: Романенко Тетяна Миколаївна, Древетняк Ігор Вікторович
МПК: B28B 3/02
Мітки: пресування, сумішей, спосіб, виробів
Формула / Реферат:
Спосіб пресування виробів із сумішей, який включає засипку суміші багатомісну прес-форму, прикладення до неї двостороннього зусилля пресування, який відрізняється тим, що заповнювач суміші перед засипкою роздрібнюють до фракцій, не більше як 1,25 мм, двостороннє зусилля пресування прикладають у два етапи з витримкою кожного з них, причому зусилля пресування другого етапу прикладають з питомим тиском на поверхню виробу 30 - 32 МПа, вироби...
Керамічна маса для виготовлення виробів способом напівсухого пресування
Номер патенту: 7266
Опубліковано: 30.06.1995
Автори: Бек Юрій Маркіянович, Дигдалович Андрій Михайлович, Бек Маркіян Васильович, Чернікова Ірина Валеріївна
МПК: C04B 18/10, C04B 33/00
Мітки: способом, пресування, напівсухого, маса, виготовлення, виробів, керамічна
Формула / Реферат:
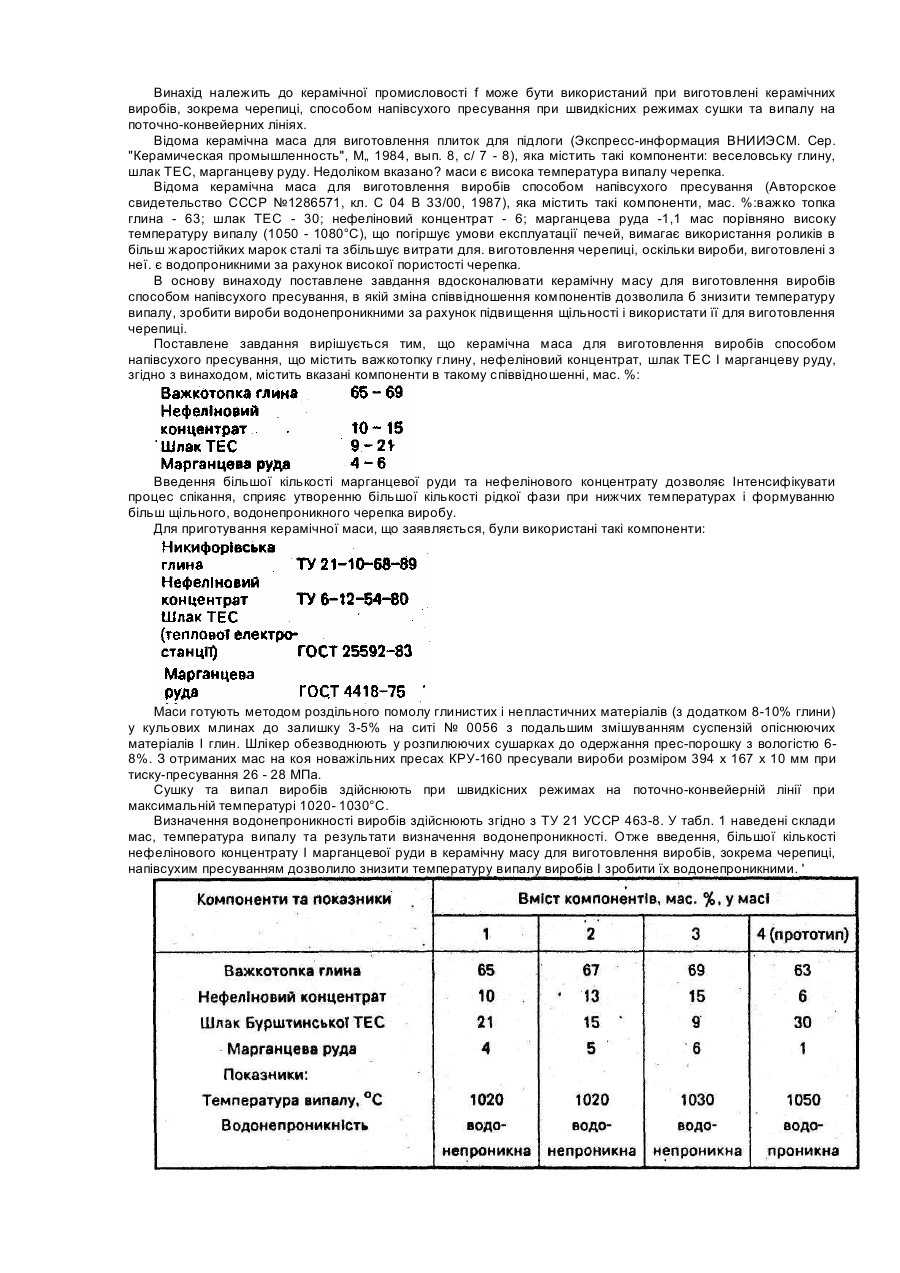
Керамічна маса для виготовлення виробів способом напівсухого пресування, що містить важ-котопку глину, нефеліновий концентрат, шлак ТЕС і марганцеву руду, яка відрізняється тим, що вона містить вказані компоненти в такому співвідношенні, мас.%:важкотопка глина 65-69 нефеліновий концентрат 10-15 шлак ТЕС 9-21 марганцева руда...
Керамічна маса для виготовлення виробів способом напівсухого пресування при швидкісному режимі сушки та випалу
Номер патенту: 15378
Опубліковано: 30.06.1997
Автори: Чернікова Ірина Валеріївна, Бек Юрій Маркіянович, Дигдалович Андрій Михайлович, Ящук Оксана Богданівна, Бек Маркіян Васильович
МПК: C04B 14/10, C04B 33/00
Мітки: сушки, напівсухого, випалу, керамічна, способом, режимі, маса, виготовлення, виробів, швидкісному, пресування
Формула / Реферат:
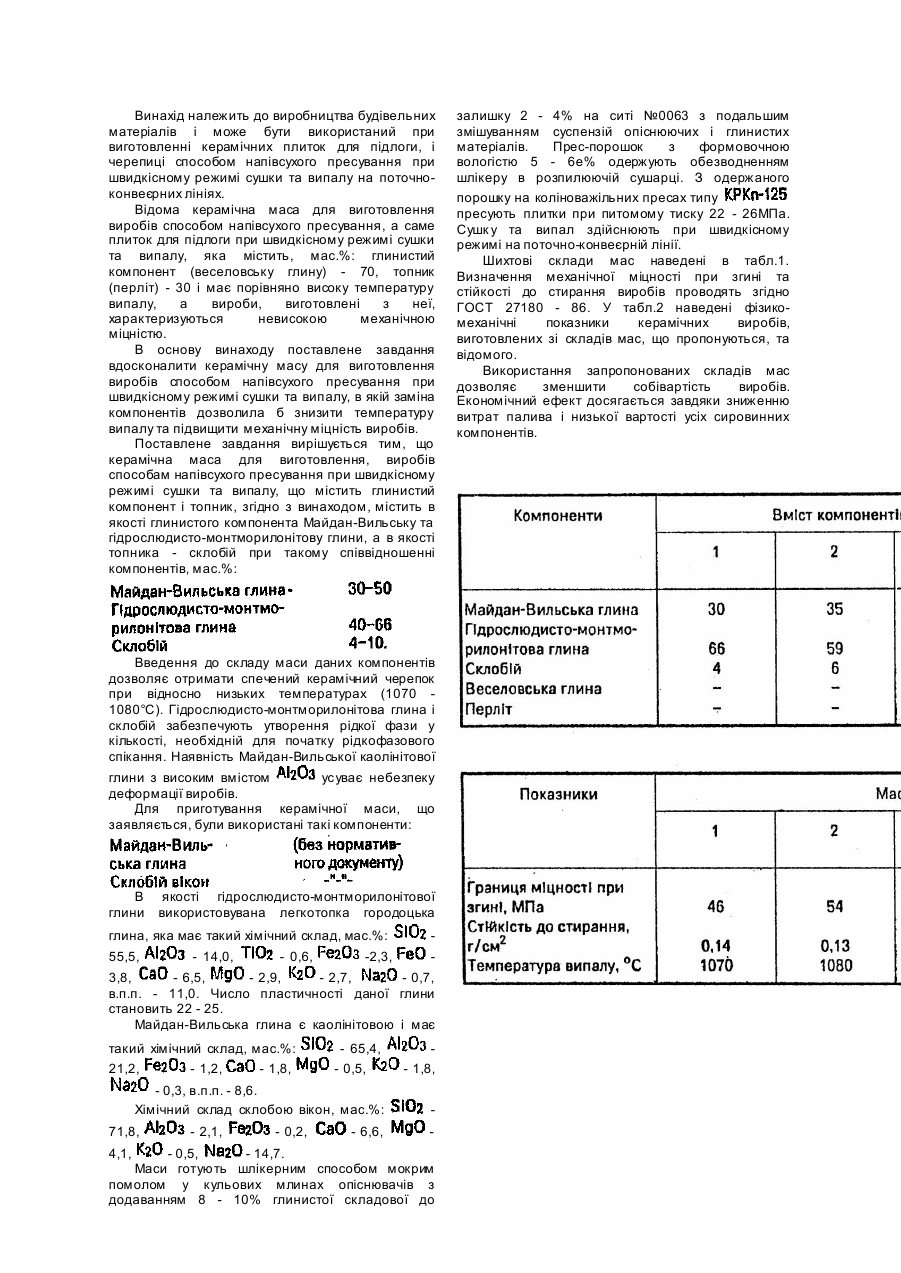
Керамічна маса для виготовлення виробів способом напівсухого пресування при швидкісному режимі сушки та випалу, що містить глинистий компонент і топник, яка відрізняється тим, що містить в якості глинистого компонента Майдан-Вильську та гідрослюдисто-монтморилонітову глини, а в якості топника - склобій, при такому співвідношенні компонентів, мас.%:Майдан-Вильська глина ...
Установка для пресування виробів із порошкових матеріалів
Номер патенту: 46758
Опубліковано: 17.06.2002
Автори: Половина Микола Никифорович, Половина Юрій Никифорович
МПК: B22F 3/02, B30B 12/00
Мітки: пресування, установка, виробів, порошкових, матеріалів
Формула / Реферат:
Установка для пресування виробів з порошкових матеріалів, яка має станину, привід, рухому поперечину, вузол пресування, виконаний з силовими органами, закріпленими на рухомій поперечині, і робочими циліндрами з розміщеними в них робочими органами, взаємозв'язаними з силовими органами за допомогою клинових поверхонь, і механізми зворотного ходу рухомої поперечини і робочих органів, яка відрізняється тим, що її оснащено обмежувачами ходу...
Спосіб одержання порожнистих циліндричних виробів із змінною товщиною стінки
Номер патенту: 36907
Опубліковано: 16.04.2001
Автори: Стеблюк Володимир Іванович, Хоменко Ірина Іванівна, Орлюк Михайло Володимирович
МПК: B21D 35/00
Мітки: одержання, змінною, циліндричних, стінки, спосіб, виробів, порожнистих, товщиною
Текст:
...зразків-заготовок у вигляді диска із сталі Х18Н10Т діаметром 20,0 мм й висотою 20,0 мм. Зразки-заготовки навантажували зусиллям стис кання із різними швидкостями деформування в установці СН-10 (Установки для исследования механических свойств материалов и элементов конструкций. Каталог-справочник. Авторы-составители А.П. Волощенхо, М.М. Алексюк. - Киев: Наукова Думка, 1982. - С. 61-62). Таким чином, визначали оптимальну швидкість...