Спосіб одержання порожнистих циліндричних виробів із змінною товщиною стінки
Номер патенту: 36907
Опубліковано: 16.04.2001
Автори: Орлюк Михайло Володимирович, Хоменко Ірина Іванівна, Стеблюк Володимир Іванович


Текст
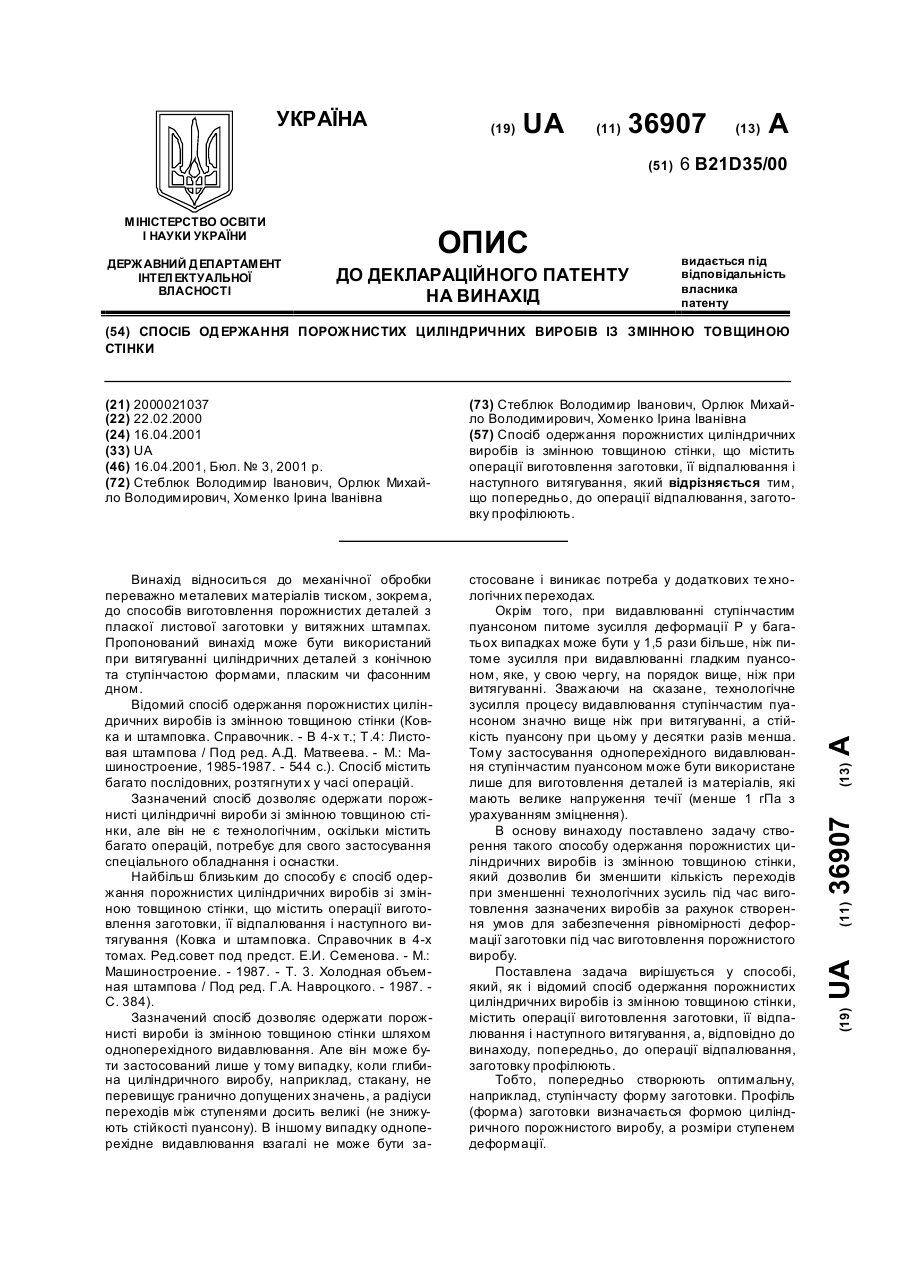
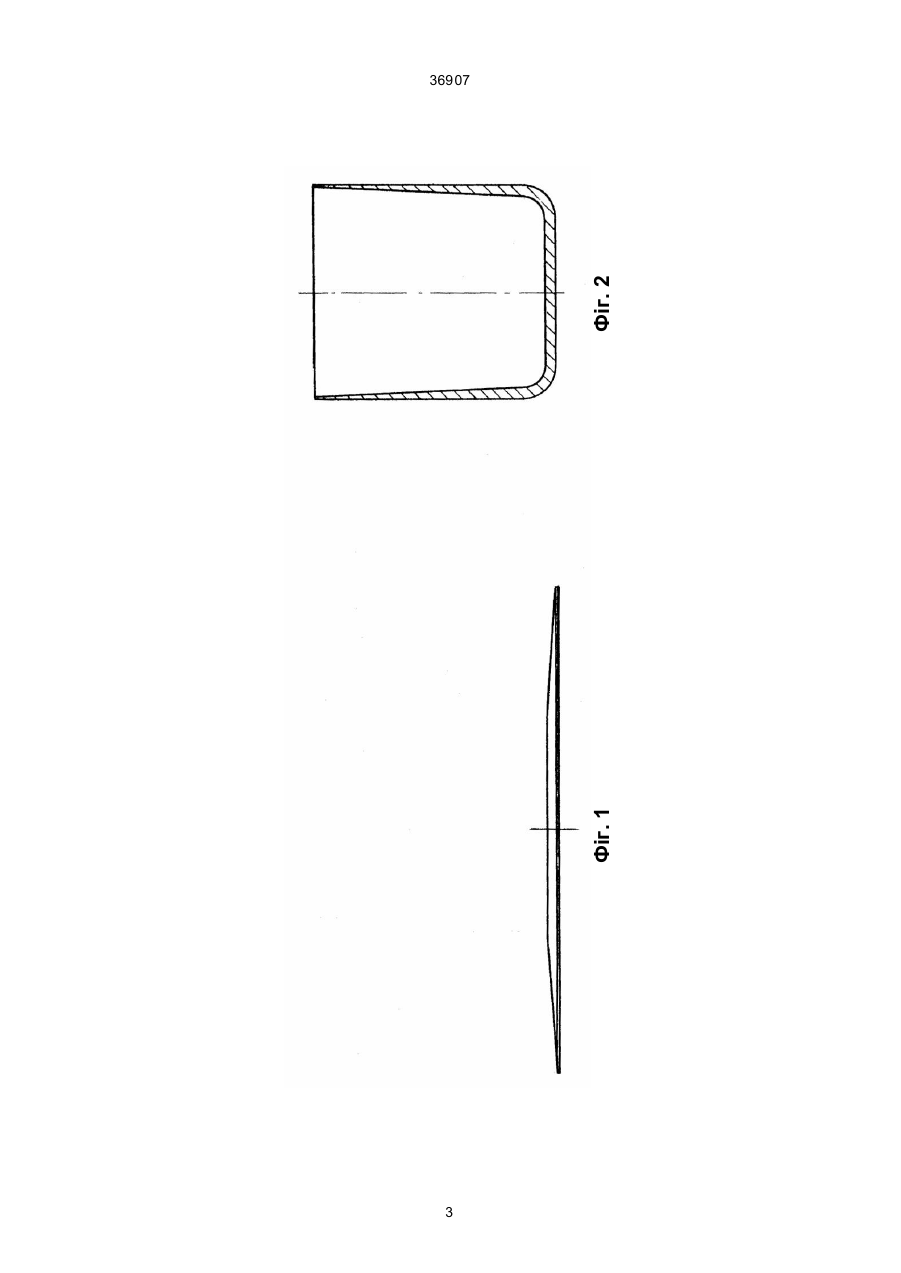
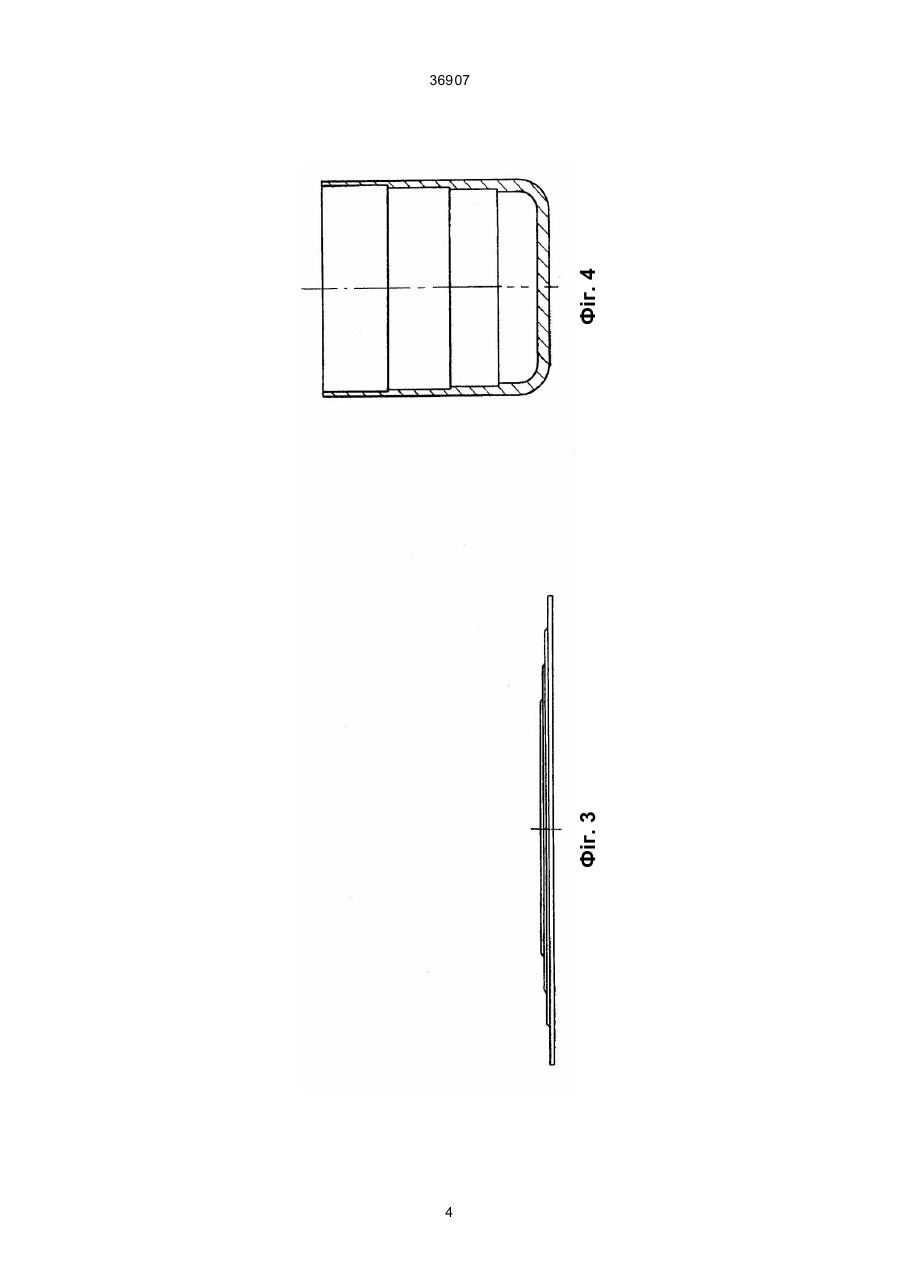
Спосіб одержання порожнистих циліндричних виробів із змінною товщиною стінки, що містить операції виготовлення заготовки, її відпалювання і наступного витягування, який відрізняється тим, що попередньо, до операції відпалювання, заготовку профілюють. (19) (21) 2000021037 (22) 22.02.2000 (24) 16.04.2001 (33) UA (46) 16.04.2001, Бюл. № 3, 2001 р. (72) Стеблюк Володимир Іванович, Орлюк Михайло Володимирович, Хоменко Ірина Іванівна 36907 Особливість способу полягає у тому, що, зокрема, на відмінність від відомої операції зворотного видавлювання, у пропонованому способі в процесі витягування виробу з попередньо з профільованої заготовки ступінь деформації на різних ділянках стінки виробу не залежить від її товщини або залежить несуттєво. Тобто, спосіб забезпечує рівномірність деформації заготовки при виготовленні порожнистого виробу. Завдяки цьому виріб із змінною товщиною стінки може бути виготовлений за один перехід. Окрім цього, попереднє профілювання заготовки створює сприятливу схему напружено-деформованого стану для використання ресурсу пластичності матеріалу порівняно із напруженим станом при витягуванні із плоскої заготовки за рахунок раціонального розподілу металу по радіусу заготовки, що сприяє підвищенню граничного ступеню деформації при витягуванні. Операції профілювання можуть бути виконані відомими методами, з використанням, зокрема, холодної штамповки, або штамповки обкочуванням. На кресленнях показані зразки виробів, одержаних з профільованих заготовок. На фіг. 1 - показана заготовка у вигляді прямого зрізаного конусу, а на фіг. 2 - порожнистий виріб із змінною товщиною стінки, виготовлений із показаної на фіг. 1 заготовки. На фіг. 3 - показана заготовка у вигляді ступінчастого диску, а на фіг. 4 - виріб, виготовлений із зазначеної на фіг. 3 заготовки. Приклад. Попередньо виготовляли серію відпалених зразків-заготовок у вигляді диска із сталі Х18Н10Т діаметром 20,0 мм й висотою 20,0 мм. Зразки-заготовки навантажували зусиллям стис кання із різними швидкостями деформування в установці СН-10 (Установки для исследования механических свойств материалов и элементов конструкций. Каталог-справочник. Авторы-составители А.П. Волощенхо, М.М. Алексюк. - Киев: Наукова Думка, 1982. - С. 61-62). Таким чином, визначали оптимальну швидкість деформування, тобто швидкість, при якій механізм деформування не вносив би великих змін у структур у матеріалу. Оптимальною виявилася швидкість навантаження - 5×10-1 сек -1. Механізм деформування, як виявлено дослідами, був побудований в основному за рахунок тонкого сковзання. Після виявлення оптимальної швидкості деформування 20 зразків-заготовок профілювали на токарному верстаті, тобто виконували на кожному зразку-заготовці по три проточки. При цьому кожний зразок-заготовка мав ступінчасту форму, показану на фіг. 3. Проточки на всіх зразках-заготовках виконували з різним шагом від 3,09 до 5,50 мм. Задавали такі діаметри: перший ступінь - 20,0; другий - 16,0-14,0 і третій - 11,012,5 мм. Потім з зразків-заготовок (фіг. 3) на витяжному штампі з раніше визначеною швидкістю навантаження - 5×10-1 сек-1 формували виріб (фіг. 4) й визначали таким чином експериментальним шляхом оптимальне значення висоти ступінівпроточок і діаметрів на заготовці-зразку (фіг. 3). В результаті витягування створювався виріб у формі стакану, що мав змінну товщину стінки - від найменшої у горловині до найбільшої біля дна. Таким чином, з такої заготовки з оптимальними параметрами вдалося за один прохід виготовити виріб, показаний на фіг. 4. 2 Фіг. 1 Фіг. 2 36907 3 Фіг. 3 Фіг. 4 36907 4 36907 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of hollow cylindrical articles with graduated wall thickness
Автори англійськоюStebliuk Volodymyr Ivanovych, Orliuk Mykhailo Volodymyrovych, Khomenko Iryna Ivanivna
Назва патенту російськоюСпособ получения полых цилиндрических изделий с переменной толщиной стенки
Автори російськоюСтеблюк Владимир Иванович, Орлюк Михаил Владимирович, Хоменко Ирина Ивановна
МПК / Мітки
МПК: B21D 35/00
Мітки: порожнистих, виробів, спосіб, стінки, товщиною, одержання, змінною, циліндричних
Код посилання
<a href="https://ua.patents.su/5-36907-sposib-oderzhannya-porozhnistikh-cilindrichnikh-virobiv-iz-zminnoyu-tovshhinoyu-stinki.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання порожнистих циліндричних виробів із змінною товщиною стінки</a>
Спосіб м.ю. докторова виготовлення гнутих профілів з полицями із змінною по розгортці перерізу товщиною
Номер патенту: 2826
Опубліковано: 26.12.1994
Автори: Докторов Марк Юхимович, Пшенична Наталя Веніаміновна
МПК: B21D 5/06
Мітки: виготовлення, товщиною, гнутих, змінною, докторова, спосіб, полицями, перерізу, профілів, розгортці, м.ю
Формула / Реферат:
1. Способ изготовления гнутых профилей с полками и переменной по развертке сечения толщиной, заключающийся в получении заготовки, имеющей переменное по толщине поперечное сечение и последующем формообразовании профиля по переходам, отличающийся тем, что заготовку получают путем сварки периферийных участков отдельных заготовок различной толщины, после чего составной заготовке придают вид корытного профиля с боковыми стенками, расположенными...
Установка для обкатки порожнистих циліндричних виробів
Номер патенту: 9918
Опубліковано: 30.09.1996
Автори: Новицький Георгій Альбертович, Слуцькій Микола Михайлович, Мясоїд Сергій Михайлович, Губа Микола Іванович, Алпатов Євгеній Миколайович, Малолетній Анатолій Іванович
МПК: B21D 51/16
Мітки: циліндричних, установка, порожнистих, виробів, обкатки
Формула / Реферат:
(57) Установка для обкатки полых цилиндрических изделий, содержащая формующий инструмент, установленный на подвижном в горизонтальной плоскости основании, зажимное устройство с приводом его вращения и нагревательное устройство с профильной рабочей поверхностью, соответствующей рабочей поверхности формующего инструмента, отличающаяся тем, что она снабжена дополнительным с независимым источником питания нагревательным устройством, установленным...
Пристрій для волочіння металевих труб з перемінною вздовж товщиною стінки
Номер патенту: 18111
Опубліковано: 01.07.1997
Автори: Борисенко Юрій Миколайович, Сеніна Тетяна Володимирівна, Фролов Віктор Пилипович, Чуб Анатолій Васильович, Островський Ігор Петрович, Кореняк Юрій Костянтинович
МПК: B21C 3/16
Мітки: перемінною, вздовж, металевих, волочіння, пристрій, товщиною, труб, стінки
Формула / Реферат:
Устройство для волочения металлических труб с переменной по длине толщиной стенки, включающее установленную на станине волоку, короткую коническую оправку, закрепленную на переднем конце оправочного стержня, снабженного механизмом возвратно-поступательного перемещения в процессе волочения трубы, и волочительную тележку, отличающееся тем, что механизм возвратно-поступательного перемещения справочного стержня состоит из двуплечего рычага с осью...
Спосіб одержання хлібобулочних виробів
Номер патенту: 35197
Опубліковано: 15.03.2001
Автор: Обрубінський Геннадій Вікторович
МПК: A21D 8/06
Мітки: хлібобулочних, одержання, спосіб, виробів
Формула / Реферат:
Спосіб одержання хлібобулочних виробів, який передбачає піддання тістових заготовок дії вакууму, який відрізняється тим, що тістові заготовки піддають дії вакууму під тиском 0,76-38 мм рт. ст.
Спосіб одержання полих довжиномірних циліндричних біметалевих заготовок
Номер патенту: 22275
Опубліковано: 03.02.1998
Автори: Соя Володимир Іванович, Реп'ях Сергій Іванович, Матвеева Марина Олегівна, Сабанський Микола Володимирович, Лепіхов Леонід Сергійович, Матюхін Олександр Васильович, Кругленко Володимир Андрійович, Ніколаєв Генадій Андрійович
МПК: B22D 13/02
Мітки: довжиномірних, циліндричних, біметалевих, заготовок, спосіб, одержання, полих
Формула / Реферат:
Способ получения полых длинномерных цилиндрических биметаллических заготовок, включающий последовательную заливку внешнего и внутреннего слоев заготовки, ее затвердевание, извлечение и последующее охлаждение, отличающийся тем, что охлаждение заготовки в интервале области упругих деформаций до температуры окружающей среды осуществляют в режиме:где a1 и a2 - линейные коэффициенты термического расширения металлов внутреннего и...
Попередній патент: Паливна суміш
Наступний патент: Спосіб вирощування цикорію коренеплідного
Випадковий патент: Трифазний тиристорний випрямляч з дискретно змінними параметрами