Спосіб і пристрій для виготовлення пакетів із фольги
Формула / Реферат
1. Спосіб виготовлення пакетів із фольги, при якому подають першу і другу фольгу для формування бокових стінок пакета із фольги, подають фольгу для дна пакета, причому під час подачі принаймні у фользі для дна пробивають отвори, рознесені у напрямку переміщення цієї фольги на інтервал (х), який відповідає ширині пакета з фольги, і складають фольгу для дна по її осьовій лінії, яка проходить паралельно напряму руху цієї фольги, причому отвори розміщують по суті симетрично відносно осьової лінії, та складують одну на одну першу бокову фольгу, складену фольгу для дна і другу бокову фольгу, з'єднують послідовність шарів фольги вздовж передбачуваних бокових кромок пакета з фольги таким чином, що у тому місці, де між першою і другою боковою фольгою розміщена фольга для дна, бокові кромки з'єднуються безпосередньо одна з одною тільки через пробиті отвори, і розрізають з'єднану послідовність з’єднаних стрічок фольги так, щоб ділянка з'єднання бокових кромок була відповідно розділена між двома пакетами із фольги, який відрізняється тим, що під час подачі фольги для дна пакета виконують контроль фольги для визначення присутності фольги для дна та забезпеченості фольгою для дна, та при цьому у ході виконання цієї операції здійснюють контроль наявності пробитих отворів.
2. Спосіб згідно з п. 1, який відрізняється тим, що операція з'єднання має у своєму складі паяння або зварювання.
3. Спосіб згідно з п. 1 або 2, який відрізняється тим, що на етапі подачі фольги для дна пакета пробивання отворів виконують до складання фольги.
4. Спосіб згідно з п. 1 або 2, який відрізняється тим, що на етапі подачі фольги для дна пакета складання фольги виконують до пробивання отворів.
5. Спосіб згідно з будь-яким із пп. 1-4, який відрізняється тим, що контроль наявності пробитих отворів виконують оптичним способом.
6. Спосіб згідно з будь-яким із пп. 1-4, який відрізняється тим, що контроль наявності пробитих отворів виконують за допомогою датчика наближення.
7. Спосіб згідно з будь-яким із пп. 1-6, який відрізняється тим, що принаймні два отвори, які пробиваються, пробивають поряд один з одним симетрично відносно осьової лінії фольги для дна.
8. Спосіб згідно з п.1, який відрізняється тим, що контроль фольги виконують оптично.
9. Спосіб згідно з п.1, який відрізняється тим, що контроль фольги виконують за допомогою принаймні одного датчика наближення.
10. Спосіб згідно з будь-яким із пп. 1-9, який відрізняється тим, що контроль отворів і контроль фольги виконують за допомогою одних і тих самих засобів контролю.
11. Спосіб згідно з будь-яким із пп. 5, 8 або 10, який відрізняється тим, що для оптичного контролю використовують принаймні один фоторелейний бар’єр.
12. Спосіб згідно з будь-яким із пп. 1-11, який відрізняється тим, що перша і друга бокова фольга, що подаються, мають ширину, що відповідає висоті декількох пакетів із фольги, при цьому подають відповідне число заготовок фольги для дна.
13. Пристрій для виготовлення пакетів із фольги, призначений для здійснення способу виготовлення пакетів із фольги, який містить перший і другий подавальний засіб для подачі фольги для бокових стінок пакетів із фольги, принаймні один третій подавальний засіб для подачі фольги для дна пакетів із фольги, засіб пробивання у фользі для дна отворів, розміщених симетрично відносно осьової лінії фольги для дна, засіб складання для складання фольги для дна, засіб з'єднання для з'єднання бокових стрічок фольги і фольги для дна і засіб розрізання для розрізання з'єднаних стрічок фольги вздовж областей з'єднання, який відрізняється тим, що містить перший засіб контролю наявності пробитих отворів та другий засіб контролю наявності фольги для дна.
14. Пристрій згідно з п. 13, який відрізняється тим, що засіб з'єднання містить засіб зварювання.
15. Пристрій згідно з п. 13 або 14, який відрізняється тим, що перший засіб контролю містить оптичний засіб контролю.
16. Пристрій згідно з п. 13 або 14, який відрізняється тим, що перший засіб контролю містить датчик наближення.
17. Пристрій згідно з п. 13, який відрізняється тим, що другий засіб контролю є оптичним засобом контролю.
18. Пристрій згідно з п. 17, який відрізняється тим, що другий засіб контролю містить датчик наближення.
19. Пристрій згідно з п. 15 або17, який відрізняється тим, що оптичний засіб контролю містить фоторелейний бар’єр.
20. Пристрій згідно з п. 13, який відрізняється тим, що перший і другий засоби контролю виконані у вигляді об'єднаного пункту контролю.
21. Пристрій згідно з будь-яким із пп. 13-20, який відрізняється тим, що численність засобів пробивання отворів розміщені один за одним у напрямі, перпендикулярному напряму руху фольги для дна, і відповідне число засобів контролю розміщені один за одним у напрямі, перпендикулярному напряму руху фольги для дна.
22. Пристрій згідно з будь-яким із пп. 13-21, який відрізняється тим, що засіб складання фольги розміщений до засобу пробивання отворів.
23. Пристрій згідно з будь-яким із пп. 13-21, який відрізняється тим, що засіб складання фольги розміщений після засобу пробивання отворів.
Текст
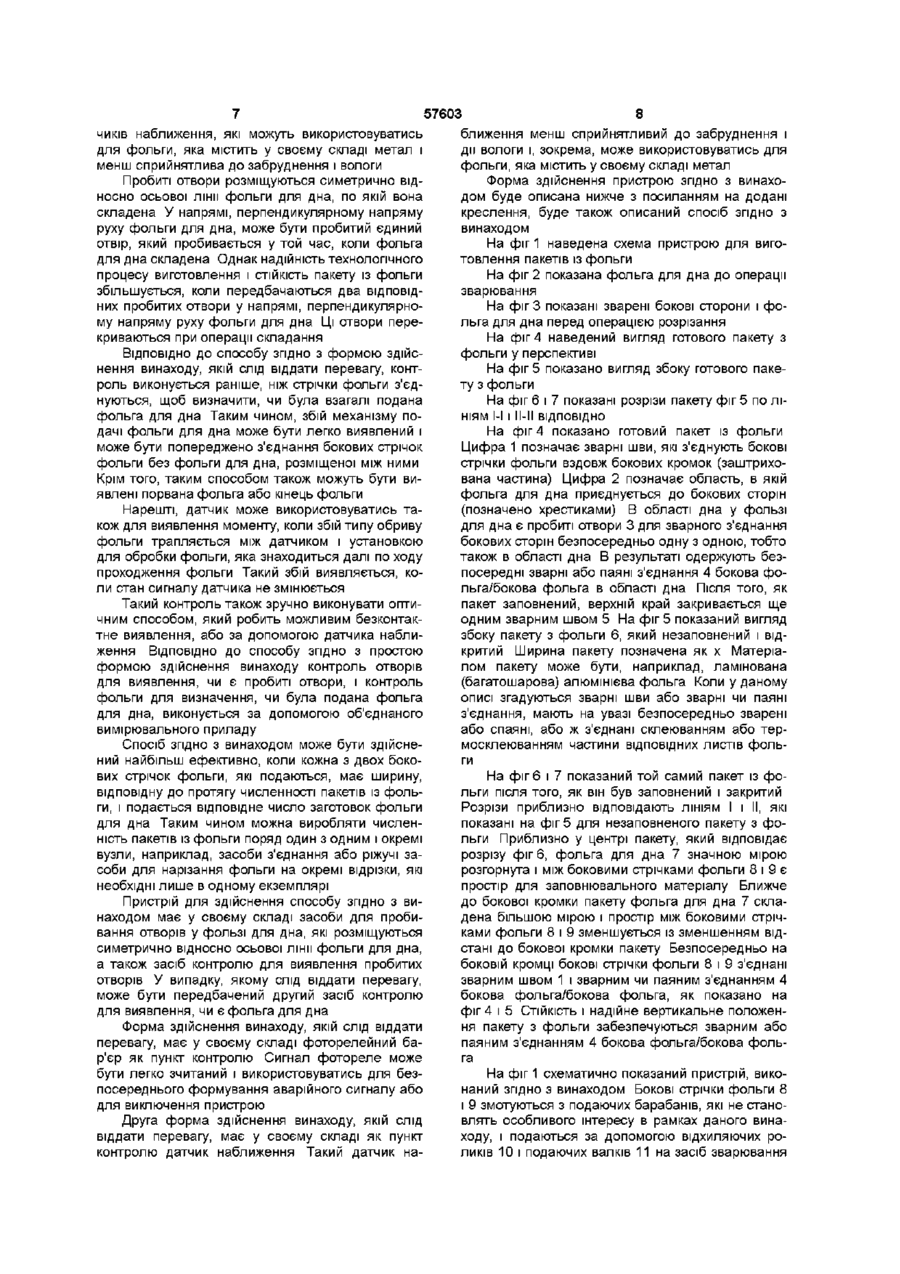
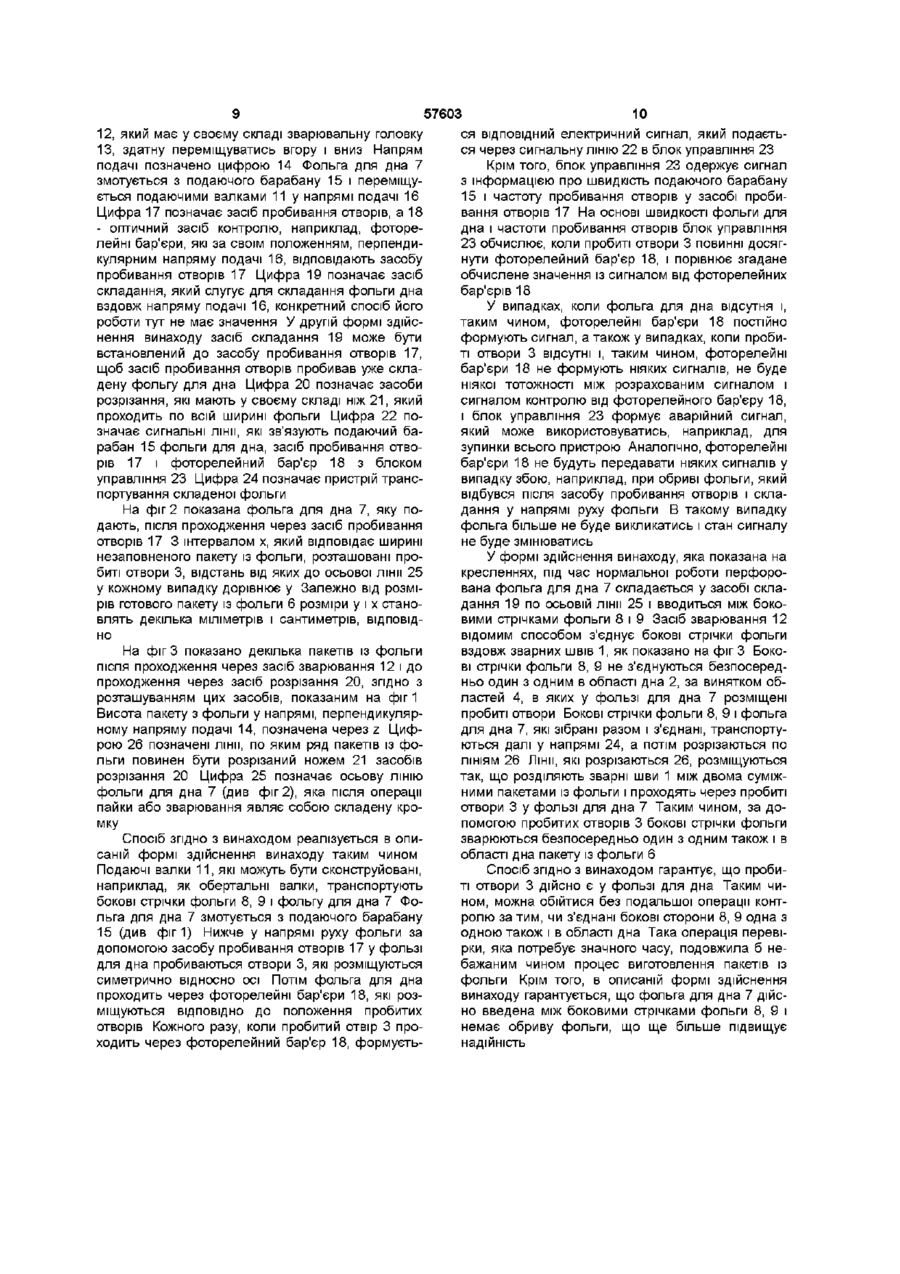
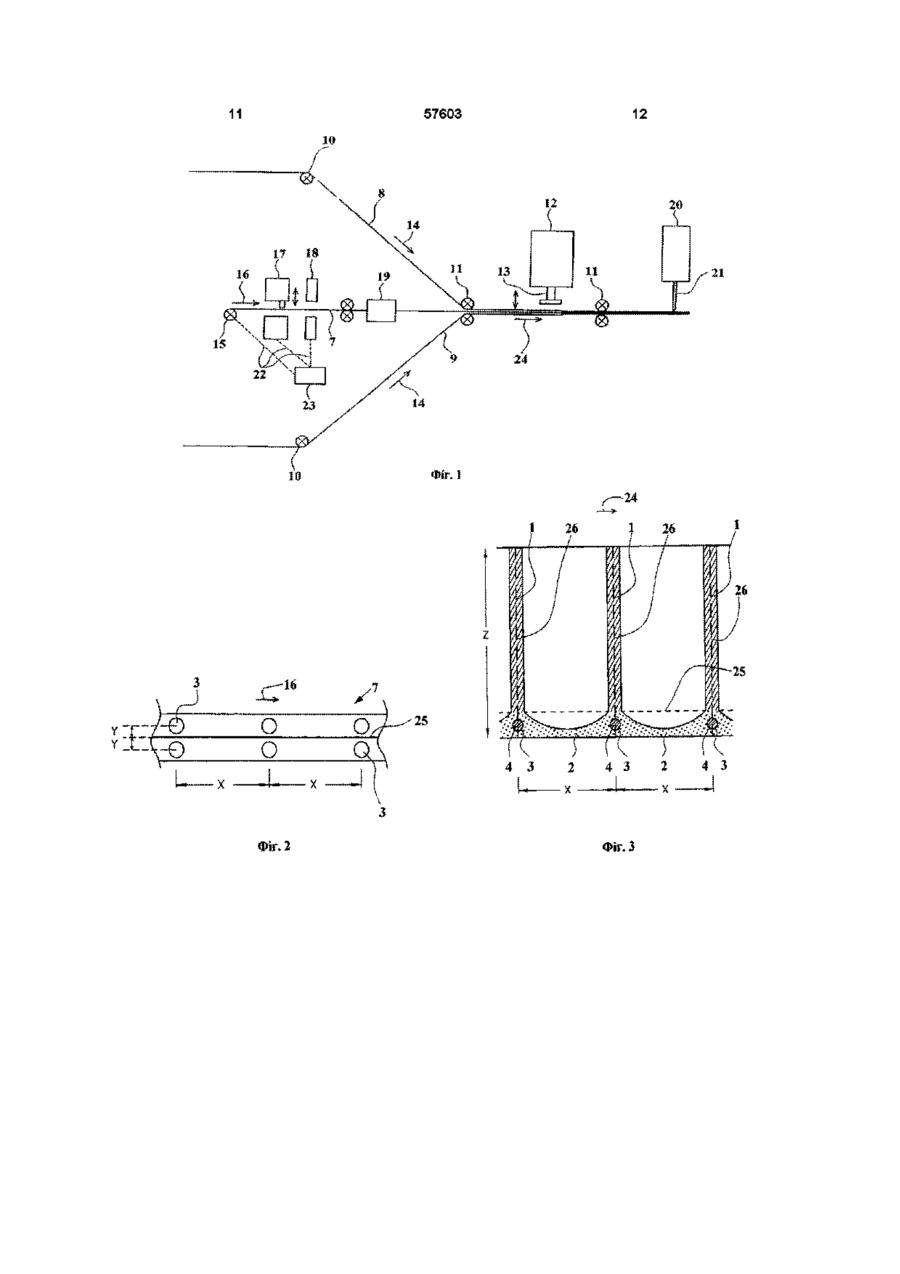
1 Спосіб виготовлення пакетів із фольги, при якому подають першу і другу фольгу для формування бокових стінок пакета із фольги, подають фольгу для дна пакета, причому під час подачі принаймні у фользі для дна пробивають отвори, рознесені у напрямку переміщення цієї фольги на інтервал (х), який відповідає ширині пакета з фольги, і складають фольгу для дна по її осьовій лінії, яка проходить паралельно напряму руху цієї фольги, причому отвори розміщують по суті симетрично відносно осьової лінії, та складують одну на одну першу бокову фольгу, складену фольгу для дна і другу бокову фольгу, з'єднують ПОСЛІДОВНІСТЬ шарів фольги вздовж передбачуваних бокових кромок пакета з фольги таким чином, що утому МІСЦІ, де між першою і другою боковою фольгою розміщена фольга для дна, бокові кромки з'єднуються безпосередньо одна з одною тільки через пробиті отвори, і розрізають з'єднану ПОСЛІДОВНІСТЬ з'єднаних стрічок фольги так, щоб ділянка з'єднання бокових кромок була ВІДПОВІДНО розділена між двома пакетами із фольги, який відрізняється тим, що під час подачі фольги для дна пакета виконують контроль фольги для визначення присутності фольги для дна та забезпеченості фольгою для дна, та при цьому у ході виконання цієї операції здійснюють контроль наявності пробитих отворів 2 Спосіб згідно з п 1, який відрізняється тим, що операція з'єднання має у своєму складі паяння або зварювання 3 Спосіб згідно з п 1 або 2, який відрізняється тим, що на етапі подачі фольги для дна пакета пробивання отворів виконують до складання фольги 4 Спосіб згідно з п 1 або 2, який відрізняється тим, що на етапі подачі фольги для дна пакета складання фольги виконують до пробивання отворів 5 Спосіб згідно з будь-яким із пп 1-4, який відрізняється тим, що контроль наявності пробитих отворів виконують оптичним способом 6 Спосіб згідно з будь-яким із пп 1-4, який відрізняється тим, що контроль наявності пробитих отворів виконують за допомогою датчика наближення 7 Спосіб згідно з будь-яким із пп 1-6, який відрізняється тим, що принаймні два отвори, які пробиваються, пробивають поряд один з одним симетрично відносно осьової лінії фольги для дна 8 Спосіб згідно з п 1, який відрізняється тим, що контроль фольги виконують оптично 9 Спосіб згідно з п 1, який відрізняється тим, що контроль фольги виконують за допомогою принаймні одного датчика наближення 10 Спосіб згідно з будь-яким із пп 1 -9, який відрізняється тим, що контроль отворів і контроль фольги виконують за допомогою одних і тих самих засобів контролю 11 Спосіб згідно з будь-яким із пп 5, 8 або 10, який відрізняється тим, що для оптичного контролю використовують принаймні один фоторелейний бар'єр 12 Спосіб згідно з будь-яким із пп 1-11, який відрізняється тим, що перша і друга бокова фольга, що подаються, мають ширину, що відповідає висоті декількох пакетів із фольги, при цьому подають відповідне число заготовок фольги для дна 13 Пристрій для виготовлення пакетів із фольги, призначений для здійснення способу виготовлення пакетів із фольги, який містить перший і другий подавальний засіб для подачі фольги для бокових стінок пакетів із фольги, принаймні один третій подавальний засіб для подачі фольги для дна пакетів із фольги, засіб пробивання у фользі для дна отворів, розміщених симетрично відносно осьової лінії фольги для дна, засіб складання для складання фольги для дна, засіб з'єднання для з'єднання бокових стрічок фольги і фольги для дна і засіб розрізання для розрізання з'єднаних стрічок фольги вздовж областей з'єднання, який відрізняється тим, що містить перший засіб контролю наявності пробитих отворів та другий засіб конт О со о (О ю 57603 4 ролю наявності фольги для дна 14 Пристрій згідно з п 13, який відрізняється тим, що засіб з'єднання містить засіб зварювання 15 Пристрій згідно з п 13 або 14, який відрізняється тим, що перший засіб контролю містить оптичний засіб контролю 16 Пристрій згідно з п 13 або 14, який відрізняється тим, що перший засіб контролю містить датчик наближення 17 Пристрій згідно з п 13, який відрізняється тим, що другий засіб контролю є оптичним засобом контролю 18 Пристрій згідно з п 17, який відрізняється тим, що другий засіб контролю містить датчик наближення 19 Пристрій згідно з п 15 або17, який відрізняється тим, що оптичний засіб контролю містить фоторелейний бар'єр 20 Пристрій згідно з п 13, який відрізняється тим, що перший і другий засоби контролю виконані у вигляді об'єднаного пункту контролю 21 Пристрій згідно з будь-яким із пп 13-20, який відрізняється тим, що численність засобів пробивання отворів розміщені один за одним у напрямі, перпендикулярному напряму руху фольги для дна, і відповідне число засобів контролю розміщені один за одним у напрямі, перпендикулярному напряму руху фольги для дна 22 Пристрій згідно з будь-яким із пп 13-21, який відрізняється тим, що засіб складання фольги розміщений до засобу пробивання отворів 23 Пристрій згідно з будь-яким із пп 13-21, який відрізняється тим, що засіб складання фольги розміщений після засобу пробивання отворів Даний винахід стосується способу виготовлення пакетів із фольги, при якому подаються дві стрічки фольги для формування бокових стінок пакету, подається фольга для формування дна пакету і подана фольга з'єднується, а також стосується пристрою для здійснення цього способу Пакети з фольги використовуються для розміщення в них заповнювальних матеріалів, наприклад, напоїв Такі пакети містять, наприклад, дві бокові стінки із фольги, які герметично з'єднуються одна з одною вздовж двох протилежних кромок Фольга для дна, яка у розкладеному стані утворює основу пакету і створює між боковими стінками простір для заповнювального матеріалу, герметично приєднується між ВІДПОВІДНИМИ кромками третього краю пакету Після операції заповнення кромки четвертого краю пакету герметично з'єднуються одна з одною Для виготовлення таких пакетів фольга для бокових сторін пакету і фольга для дна розмотується у вигляді єдиних заготовок з ВІДПОВІДНИХ подаючих барабанів автоматизованих ЛІНІЙ обробки, розміщується одна на одну з правильною ПОСЛІДОВНІСТЮ стрічок і потім, як описано вище, герметично з'єднується Одержаний в результаті цього ряд пакетів із фольги нарізається по зварним швам на окремі пакети з фольги Для одержання стійкого пакету необхідно забезпечити, щоб бокові сторони пакету були з'єднані також в області його дна 3 цією метою у фользі для дна повинні бути передбачені ВІДПОВІДНІ вирізи, щоб гарантувати, що бокові кромки бокових сторін пакету будуть з'єднані також і в області дна Із Австрійського патенту № AT 368973 відомо спосіб виготовлення пакетів із фольги, згідно з яким подають першу і другу фольгу для формування бокових стінок пакету із фольги, подають фольгу для дна пакету, причому під час подачі у фользі для дна пробивають принаймні отвори, рознесені у напрямі переміщення цієї фольги на інтервал (х), який відповідає ширині пакету з фольги, і складають фольгу для дна по її осьовій лінії, яка проходить паралельно напряму руху цієї фольги, причому отвори розміщують по суті симе трично відносно осьової лінії, та розміщують одну на одну першу бокову фольгу, складену фольгу для дна і другу бокову фольгу, з'єднують ПОСЛІДОВНІСТЬ шарів фольги вздовж майбутніх бокових кромок пакету з фольги таким чином, що у тому МІСЦІ, де між першою і другою боковою фольгою розміщена фольга для дна, бокові кромки з'єднуються безпосередньо одна з одною тільки через пробиті отвори, і розрізають з'єднану ПОСЛІДОВНІСТЬ шарів фольги так, щоб ділянка з'єднання бокових кромок була ВІДПОВІДНО розділена між двома пакетами із фольги Через збій може легко трапитись, що отвори будуть дефектними, зміщеними або взагалі не будуть виконані Оскільки фольга для дна знаходиться між двома боковими шарами фольги і, таким чином, її не видно, доки пакет із фольги незаповнений, візуальний контроль того, чи має фольга для дна ВІДПОВІДНІ отвори, ускладнений і пов'язаний з уповільненням або перериванням подальших операцій по обробці В Японському патенті № 7001617 добре зазначено відому концепцію виробництва пакетів, а саме пристрій для виготовлення пакетів із фольги і який має у своєму складі перший і другий подаючий засіб для подачі фольги для бокових стінок пакетів із фольги, принаймні один третій подаючий засіб для подачі фольги для дна пакетів із фольги, засіб пробивання у фользі для дна отворів, розміщених симетрично відносно осьової лінії фольги для дна, засіб складання для складання фольги для дна, засіб з'єднання для з'єднання бокових стрічок фольги і фольги для дна і засіб розрізання для розрізання з'єднаних стрічок фольги вздовж областей з'єднання Але цей пристрій у зазначеному патенті не містить сприймаючих засобів контролю пробиття отворів та виявлення наявності фольги до дна Тому задачею даного винаходу є створення способу і пристрою для виготовлення пакетів із фольги, за допомогою якого виконання ВІДПОВІДНИХ вирізів контролюється надійним чином Ця задача вирішується за допомогою способу виготовлення пакетів із фольги, згідно з яким по дають першу і другу фольгу для формування бокових стінок пакету із фольги, подають фольгу для дна пакету, причому під час подачі у фользі для дна пробивають принаймні отвори, рознесені у напрямі переміщення цієї фольги на інтервал (х), який відповідає ширині пакету з фольги, і складають фольгу для дна по її осьовій лінії, яка проходить паралельно напряму руху цієї фольги, причому отвори розміщують по суті симетрично відносно осьової лінії, та розміщують одну на одну першу бокову фольгу, складену фольгу для дна і другу бокову фольгу, з'єднують ПОСЛІДОВНІСТЬ шарів фольги вздовж майбутніх бокових кромок пакету з фольги таким чином, що у тому МІСЦІ, де між першою і другою боковою фольгою розміщена фольга для дна, бокові кромки з'єднуються безпосередньо одна з одною тільки через пробиті отвори, і розрізають з'єднану ПОСЛІДОВНІСТЬ шарів фольги так, щоб ділянка з'єднання бокових кромок була ВІДПОВІДНО розділена між двома пакетами із фольги, причому під час операції подання фольги до дна виконують контроль фольги для визначення, чи присутня фольга для дна та чи забезпечується фольга до дна, та при цьому у ході виконання цієї операції здійснюють контроль отворів для з'ясування, чи були пробиті отвори, і принаймні два отвори, які пробиваються, пробивають поряд один з одним симетрично відносно осьової лінії фольги для дна Крім того, контроль здійснюють оптичним способом та виконують за допомогою датчика наближення, а операція з'єднання має у своєму складі паяння або зварювання Більш того, на другому етапі, подачі фольги для дна пакету, пробивання отворів виконують до складання фольги, а складання фольги виконують до пробивання отворів, а також виконується контроль фольги для визначення, чи присутня фольга для дна, його виконують за допомогою принаймні одного датчика наближення оптично та використовують принаймні один фоторелейний бар'єр Крім того, згідно винаходу задача вирішується за допомогою пристрою виготовлення пакетів із фольги, призначений для здійснення вищевказаного способу, який має у своєму складі перший і другий подаючий засіб для подачі фольги для бокових стінок пакетів із фольги, принаймні один третій подаючий засіб для подачі фольги для дна пакетів із фольги, засіб пробивання у фользі для дна отворів, розміщених симетрично відносно осьової лінії фольги для дна, засіб складання для складання фольги для дна, засіб з'єднання для з'єднання бокових стрічок фольги і фольги для дна і засіб розрізання для розрізання з'єднаних стрічок фольги вздовж областей з'єднання, в якому згідно з пристроєм перший засіб контролю забезпечується для виявлення пробитих отворів та другий засіб контролю забезпечується для виявлення наявності фольги до дна, при цьому засіб з'єднання містить засіб зварювання, а перший засіб контролю містить оптичний засіб контролю та датчик наближення Згідно винаходу другий засіб контролю є оптичним засобом контролю і служить для виявлення наявності фольги для дна та також містить датчик наближення Крім того, оптичний засіб контролю містить фоторелейний бар'єр, а перший і другий засоби контролю виконані у вигляді об'єд 57603 наного пункту контролю Додатково, численність засобів пробивання отворів розміщені один за одним у напрямі, перпендикулярному напряму руху фольги для дна, і відповідне число засобів контролю розміщені один за одним у напрямі, перпендикулярному напряму руху фольги для дна Під час операції подачі отвори пробиваються принаймні у фользі для дна, ці отвори розміщуються у напрямі руху фольги для дна з інтервалами, які відповідають ширині одного пакету з фольги Ці отвори розміщуються по суті симетрично відносно осьової лінії фольги дна у напрямі руху фольги Фольга для дна складається по згаданій осьовій лінії Операція пробивання отворів і операція складання можуть також взаємно обмінюватись місцями Під час операції подачі після операції пробивання отворів виконується операція контролю для визначення, чи були пробиті отвори Бокові стрічки фольги і складена фольга для дна розміщуються одна на одну і з'єднуються вздовж майбутніх бокових кромок пакету з фольги так, що в тому МІСЦІ, де фольга для дна розміщена між боковими сторонами, бокові кромки безпосередньо з'єднуються тільки через пробиті отвори Нарешті, ПОСЛІДОВНІСТЬ з'єднаних стрічок фольги розрізається так, що область, яка з'єднує бокові кромки, розділяється ВІДПОВІДНО між двома пакетами з фольги Таким чином, в способі згідно з винаходом ще перед введенням фольги для дна перевіряється, чи були взагалі пробиті отвори і чи зроблені вони у заданих місцях і з заданим інтервалом Оптичний контроль може використовуватись, наприклад, для подачі акустичного або оптичного аварійного сигналу робочому персоналу або для зупинки пристрою, який виробляє пакети з фольги Оскільки пробиті отвори виявляються ще до введення фольги для дна між боковими стрічками фольги, дефектні пакети, які потрібно було б відбраковувати пізніше, не виробляються Таким чином, спосіб згідно з винаходом збільшує надійність і усуває втрати часу, спричинені збоями У способі згідно з винаходом операція пробивання отворів може бути виконана до операції складання фольги для дна Наприклад, наявність пробитих отворів може бути перевірена окремо для всіх пробитих отворів, як розміщені поряд один з одним у напрямі, перпендикулярному до напряму руху фольги для дна Однак можливо також, щоб операція складання виконувалась до операції пробивання отворів Таким чином, операція пробивання і операція контролю отворів можуть бути виконані ефективно і з мінімальною КІЛЬКІСТЮ засобів для пробивання отворів і контролю Фольга може з'єднуватись вздовж майбутніх кромок за допомогою зв'язуючого Однак спаяні або зварені кромки дуже прості і надійні Контроль затим, чи були пробиті отвори, може бути здійснений, наприклад, за допомогою ВІДПОВІДНИХ контактних датчиків Однак слід віддати перевагу використанню оптичного контролю Оптичний контроль забезпечує високонадійну операцію безконтактного контролю Друга форма здійснення винаходу, якій слід віддати перевагу, передбачає використання дат чиків наближення, які можуть використовуватись для фольги, яка містить у своєму складі метал і менш сприйнятлива до забруднення і вологи Пробиті отвори розміщуються симетрично відносно осьової лінії фольги для дна, по якій вона складена У напрямі, перпендикулярному напряму руху фольги для дна, може бути пробитий єдиний отвір, який пробивається у той час, коли фольга для дна складена Однак надійність технологічного процесу виготовлення і СТІЙКІСТЬ пакету із фольги збільшується, коли передбачаються два ВІДПОВІДНИХ пробитих отвори у напрямі, перпендикулярному напряму руху фольги для дна Ці отвори перекриваються при операції складання ВІДПОВІДНО ДО способу згідно з формою здійснення винаходу, якій слід віддати перевагу, контроль виконується раніше, ніж стрічки фольги з'єднуються, щоб визначити, чи була взагалі подана фольга для дна Таким чином, збій механізму подачі фольги для дна може бути легко виявлений і може бути попереджено з'єднання бокових стрічок фольги без фольги для дна, розміщеної між ними Крім того, таким способом також можуть бути виявлені порвана фольга або кінець фольги Нарешті, датчик може використовуватись також для виявлення моменту, коли збій типу обриву фольги трапляється між датчиком і установкою для обробки фольги, яка знаходиться далі по ходу проходження фольги Такий збій виявляється, коли стан сигналу датчика не змінюється Такий контроль також зручно виконувати оптичним способом, який робить можливим безконтактне виявлення, або за допомогою датчика наближення ВІДПОВІДНО ДО способу згідно з простою формою здійснення винаходу контроль отворів для виявлення, чи є пробиті отвори, і контроль фольги для визначення, чи була подана фольга для дна, виконується за допомогою об'єднаного вимірювального приладу Спосіб згідно з винаходом може бути здійснений найбільш ефективно, коли кожна з двох бокових стрічок фольги, які подаються, має ширину, відповідну до протягу численності пакетів із фольги, і подається відповідне число заготовок фольги для дна Таким чином можна виробляти численність пакетів із фольги поряд один з одним і окремі вузли, наприклад, засоби з'єднання або ріжучі засоби для нарізання фольги на окремі відрізки, які необхідні лише в одному екземплярі Пристрій для здійснення способу згідно з винаходом має у своєму складі засоби для пробивання отворів у фользі для дна, які розміщуються симетрично відносно осьової лінії фольги для дна, а також засіб контролю для виявлення пробитих отворів У випадку, якому слід віддати перевагу, може бути передбачений другий засіб контролю для виявлення, чи є фольга для дна Форма здійснення винаходу, якій слід віддати перевагу, має у своєму складі фоторелейний бар'єр як пункт контролю Сигнал фотореле може бути легко зчитаний і використовуватись для безпосереднього формування аварійного сигналу або для виключення пристрою Друга форма здійснення винаходу, якій слід віддати перевагу, має у своєму складі як пункт контролю датчик наближення Такий датчик на 57603 8 ближення менш сприйнятливий до забруднення і дії вологи і, зокрема, може використовуватись для фольги, яка містить у своєму складі метал Форма здійснення пристрою згідно з винаходом буде описана нижче з посиланням на додані креслення, буде також описаний спосіб згідно з винаходом На фіг 1 наведена схема пристрою для виготовлення пакетів із фольги На фіг 2 показана фольга для дна до операції зварювання На фіг 3 показані зварені бокові сторони і фольга для дна перед операцією розрізання На фіг 4 наведений вигляд готового пакету з фольги у перспективі На фіг 5 показано вигляд збоку готового пакету з фольги На фіг 6 і 7 показані розрізи пакету фіг 5 по ЛІНІЯМ 1-І і 1 - 1 ВІДПОВІДНО 11 На фіг 4 показано готовий пакет із фольги Цифра 1 позначає зварні шви, які з'єднують бокові стрічки фольги вздовж бокових кромок (заштрихована частина) Цифра 2 позначає область, в якій фольга для дна приєднується до бокових сторін (позначено хрестиками) В області дна у фользі для дна є пробиті отвори 3 для зварного з'єднання бокових сторін безпосередньо одну з одною, тобто також в області дна В результаті одержують безпосередні зварні або паяні з'єднання 4 бокова фольга/бокова фольга в області дна Після того, як пакет заповнений, верхній край закривається ще одним зварним швом 5 На фіг 5 показаний вигляд збоку пакету з фольги 6, який незаповнений і відкритий Ширина пакету позначена як х Матеріалом пакету може бути, наприклад, ламінована (багатошарова) алюмінієва фольга Коли у даному описі згадуються зварні шви або зварні чи паяні з'єднання, мають на увазі безпосередньо зварені або спаяні, або ж з'єднані склеюванням або термосклеюванням частини ВІДПОВІДНИХ ЛИСТІВ фольги На фіг 6 і 7 показаний той самий пакет із фольги після того, як він був заповнений і закритий Розрізи приблизно відповідають ЛІНІЯМ І І II, які показані на фіг 5 для незаповненого пакету з фольги Приблизно у центрі пакету, який відповідає розрізу фіг 6, фольга для дна 7 значною мірою розгорнута і між боковими стрічками фольги 8 і 9 є простір для заповнювального матеріалу Ближче до бокової кромки пакету фольга для дна 7 складена більшою мірою і простір між боковими стрічками фольги 8 і 9 зменшується із зменшенням відстані до бокової кромки пакету Безпосередньо на боковій кромці бокові стрічки фольги 8 і 9 з'єднані зварним швом 1 і зварним чи паяним з'єднанням 4 бокова фольга/бокова фольга, як показано на фіг 4 і 5 СТІЙКІСТЬ І надійне вертикальне положення пакету з фольги забезпечуються зварним або паяним з'єднанням 4 бокова фольга/бокова фольга На фіг 1 схематично показаний пристрій, виконаний згідно з винаходом Бокові стрічки фольги 8 і 9 змотуються з подаючих барабанів, які не становлять особливого інтересу в рамках даного винаходу, і подаються за допомогою відхиляючих роликів 10 і подаючих валків 11 на засіб зварювання 57603 12, який має у своєму складі зварювальну головку 13, здатну переміщуватись вгору і вниз Напрям подачі позначено цифрою 14 Фольга для дна 7 змотується з подаючого барабану 15 і переміщується подаючими валками 11 у напрямі подачі 16 Цифра 17 позначає засіб пробивання отворів, а 18 - оптичний засіб контролю, наприклад, фоторелейні бар'єри, які за своїм положенням, перпендикулярним напряму подачі 16, відповідають засобу пробивання отворів 17 Цифра 19 позначає засіб складання, який слугує для складання фольги дна вздовж напряму подачі 16, конкретний спосіб його роботи тут не має значення У другій формі здійснення винаходу засіб складання 19 може бути встановлений до засобу пробивання отворів 17, щоб засіб пробивання отворів пробивав уже складену фольгу для дна Цифра 20 позначає засоби розрізання, які мають у своєму складі ніж 2 1 , який проходить по всій ширині фольги Цифра 22 позначає сигнальні лінії, які зв'язують подаючий барабан 15 фольги для дна, засіб пробивання отворів 17 і фоторелейний бар'єр 18 з блоком управління 23 Цифра 24 позначає пристрій транспортування складеної фольги На фіг 2 показана фольга для дна 7, яку подають, після проходження через засіб пробивання отворів 17 3 інтервалом х, який відповідає ширині незаповненого пакету із фольги, розташовані пробиті отвори 3, відстань від яких до осьової лінії 25 у кожному випадку дорівнює у Залежно від розмірів готового пакету із фольги 6 розміри у і х становлять декілька міліметрів і сантиметрів, ВІДПОВІДНО На фіг 3 показано декілька пакетів із фольги після проходження через засіб зварювання 12 і до проходження через засіб розрізання 20, згідно з розташуванням цих засобів, показаним на фіг 1 Висота пакету з фольги у напрямі, перпендикулярному напряму подачі 14, позначена через z Цифрою 26 позначені лінії, по яким ряд пакетів із фольги повинен бути розрізаний ножем 21 засобів розрізання 20 Цифра 25 позначає осьову ЛІНІЮ фольги для дна 7 (див фіг 2), яка після операції пайки або зварювання являє собою складену кромку Спосіб згідно з винаходом реалізується в описаній формі здійснення винаходу таким чином Подаючі валки 1 1 , які можуть бути сконструйовані, наприклад, як обертальні валки, транспортують бокові стрічки фольги 8, 9 і фольгу для дна 7 Фольга для дна 7 змотується з подаючого барабану 15 (див фіг1) Нижче у напрямі руху фольги за допомогою засобу пробивання отворів 17 у фользі для дна пробиваються отвори 3, які розміщуються симетрично відносно осі Потім фольга для дна проходить через фоторелейні бар'єри 18, які розміщуються ВІДПОВІДНО до положення пробитих отворів Кожного разу, коли пробитий отвір 3 проходить через фоторелейний бар'єр 18, формуєть 10 ся ВІДПОВІДНИЙ електричний сигнал, який подається через сигнальну ЛІНІЮ 22 в блок управління 23 Крім того, блок управління 23 одержує сигнал з інформацією про швидкість подаючого барабану 15 і частоту пробивання отворів у засобі пробивання отворів 17 На основі швидкості фольги для дна і частоти пробивання отворів блок управління 23 обчислює, коли пробиті отвори 3 повинні досягнути фоторелейний бар'єр 18, і порівнює згадане обчислене значення із сигналом від фоторелеиних бар'єрів 18 У випадках, коли фольга для дна відсутня і, таким чином, фоторелейні бар'єри 18 постійно формують сигнал, а також у випадках, коли пробиті отвори 3 відсутні і, таким чином, фоторелейні бар'єри 18 не формують ніяких сигналів, не буде ніякої тотожності між розрахованим сигналом і сигналом контролю від фоторелейного бар'єру 18, і блок управління 23 формує аварійний сигнал, який може використовуватись, наприклад, для зупинки всього пристрою Аналогічно, фоторелейні бар'єри 18 не будуть передавати ніяких сигналів у випадку збою, наприклад, при обриві фольги, який відбувся після засобу пробивання отворів і складання у напрямі руху фольги В такому випадку фольга більше не буде викликатись і стан сигналу не буде змінюватись У формі здійснення винаходу, яка показана на кресленнях, під час нормальної роботи перфорована фольга для дна 7 складається у засобі складання 19 по осьовій лінії 25 і вводиться між боковими стрічками фольги 8 і 9 Засіб зварювання 12 відомим способом з'єднує бокові стрічки фольги вздовж зварних швів 1, як показано на фіг 3 Бокові стрічки фольги 8, 9 не з'єднуються безпосередньо один з одним в області дна 2, за винятком областей 4, в яких у фользі для дна 7 розміщені пробиті отвори Бокові стрічки фольги 8, 9 і фольга для дна 7, які зібрані разом і з'єднані, транспортуються далі у напрямі 24, а потім розрізаються по ЛІНІЯМ 26 Ліни, ЯКІ розрізаються 26, розміщуються так, що розділяють зварні шви 1 між двома суміжними пакетами із фольги і проходять через пробиті отвори 3 у фользі для дна 7 Таким чином, за допомогою пробитих отворів 3 бокові стрічки фольги зварюються безпосередньо один з одним також і в області дна пакету із фольги 6 Спосіб згідно з винаходом гарантує, що пробиті отвори 3 дійсно є у фользі для дна Таким чином, можна обійтися без подальшої операції контролю за тим, чи з'єднані бокові сторони 8, 9 одна з одною також і в області дна Така операція перевірки, яка потребує значного часу, подовжила б небажаним чином процес виготовлення пакетів із фольги Крім того, в описаній формі здійснення винаходу гарантується, що фольга для дна 7 дійсно введена між боковими стрічками фольги 8, 9 і немає обриву фольги, що ще більше підвищує надійність 11 57603 12 20 12 ХЗ 21 Фіг. 1 ~- 24 ґ 16 ILXI -О о О о \ 43 2 43 2 з Фіг. 2 Фіг. З 4 3 13 57603 14 Фіг. 4 Фіг. 7 Фіг. 6 Комп'ютерна верстка А Крулевський Підписано до друку 05 07 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and appliance for making packs of foil
Автори англійськоюKraft Eberhard
Назва патенту російськоюСпособ и устройство для изготовления пакетов из фольги
Автори російськоюКрафт Эберхард
МПК / Мітки
МПК: B31B 37/00, B31B 29/00
Мітки: пакетів, фольги, виготовлення, пристрій, спосіб
Код посилання
<a href="https://ua.patents.su/7-57603-sposib-i-pristrijj-dlya-vigotovlennya-paketiv-iz-folgi.html" target="_blank" rel="follow" title="База патентів України">Спосіб і пристрій для виготовлення пакетів із фольги</a>
Спосіб та пристрій для виготовлення пакетів із фольги
Номер патенту: 57602
Опубліковано: 16.06.2003
Автори: Вілд Ханс-Петер, Крафт Еберхард
МПК: B31B 29/00
Мітки: виготовлення, спосіб, пакетів, пристрій, фольги
Формула / Реферат:
1. Спосіб виготовлення пакетів із фольги, зокрема пакетів для напоїв, при якому подають принаймні дві стрічки фольги , які служать бічними сторонами пакета із фольги, поміщають їх одну на одну та з'єднують їх між собою вздовж передбачуваних бічних кромок пакета, а з'єднані подібним чином стрічки фольги протягують та розрізають вздовж з'єднання для сформування окремих пакетів із фольги, причому у випадку відмінності у кількості матеріалу, що...
Спосіб виготовлення тонкої берилієвої фольги
Номер патенту: 12891
Опубліковано: 28.02.1997
Автори: Папіров Ігор Ісакович, Волокита Генадій Іванович, Карпов Євген Семенович, Шокуров Володимир Сергійович
МПК: C23C 14/22
Мітки: тонкої, берилієвої, фольги, виготовлення, спосіб
Формула / Реферат:
Способ изготовления тонкой бериллиевой фольги, включающий многостадийное осаждение паров бериллия на подложку, Отделение конденсата и последующую термообработку, отличающееся тем, что после осаждения паров бериллия толщиной 0,5-5 мкм проводят осаждение слоя окиси бериллия толщиной 2-10 нм, причем цикл осаждения слоев бериллия и окиси бериллия повторяют многократно, при этом осаждают не менее пяти слоев бериллия.
Спосіб виготовлення катодної фольги електролітичних конденсаторів
Номер патенту: 10121
Опубліковано: 30.09.1996
Автори: Гордієнко Григорій Федорович, Скоморохов Володимир Костянтинович, РЯЗАНЦЕВ Сергій Миколайович
МПК: H01G 9/04
Мітки: виготовлення, фольги, спосіб, конденсаторів, катодної, електролітичних
Формула / Реферат:
Способ изготовления катодной фольги электролитических конденсаторов, предусматривающий вакуумное напыление пористого слоя титана толщиной 0,2-3 мкм на непрерывно перемещающуюся алюминиевую фольгу, отличающийся тем, что напыление пористого слоя титана осуществляют в присутствии азота или аммиака при давлени 1•10-2 - 5•10-1 Па.
Пристрій для виготовлення рулонів фольги з приєднаними виводами
Номер патенту: 14315
Опубліковано: 25.04.1997
Автори: Єднак Леонід Леонтійович, Боков Юрій Краснополкович, Полевнічий Генадій Григорович
МПК: H01G 13/00
Мітки: виводами, пристрій, приєднаними, виготовлення, рулонів, фольги
Формула / Реферат:
Устройство для изготовления рулонов фольги с присоединенными выводами, содержащее установленные на основании шпиндели для бобин фольги и проволоки, механизмы изготовления выводов, переноса выводов и присоединения выводов к фольге и механизм протяжки фольги, причем механизм изготовления выводов снабжен узлами сварки и плющения, а узел плющения выполнен в виде матрицы и соединенного с приводом пуансона, отличающееся тем, что, с целью улучшения...
Пакети, що складаються щонайменше з двох комплектів одиниць товарів, засіб, спосіб і пристрій для виготовлення пакетів
Номер патенту: 51760
Опубліковано: 16.12.2002
Автори: Єнсен Єнс Бейлегор, Коккешвольд Тур, Естергор Бент, Гундерсен Гейр Віктор, Омдаль Б'ярне
МПК: B65D 71/02, B66C 1/12, B63B 27/00
Мітки: пакетів, пакети, щонайменше, товарів, комплектів, пристрій, одиниць, складаються, двох, засіб, виготовлення, спосіб
Формула / Реферат:
1. Пакет, що містить щонайменше одну пару стосів (А, В) одиниць товарів, охоплених саме навантажувальним стропом, що затискається, який містить центральну петлю підвіски (14), що простирається нагору між стосами (А, В) і крізь центральний отвір у верхній частині стропа, який відрізняється тим, що строп має форму замкнутої петлі стрічки (2), ширина якої, власне кажучи, дорівнює ширині в поперечному напрямку стосів (А, В), а також тим, що...
Попередній патент: Спосіб та пристрій для виготовлення пакетів із фольги
Наступний патент: Підвісний пристрій для плоского каната
Випадковий патент: Установка для гідропіскоструминного різання металоконструкцій