Спосіб та пристрій для виготовлення пакетів із фольги
Формула / Реферат
1. Спосіб виготовлення пакетів із фольги, зокрема пакетів для напоїв, при якому подають принаймні дві стрічки фольги , які служать бічними сторонами пакета із фольги, поміщають їх одну на одну та з'єднують їх між собою вздовж передбачуваних бічних кромок пакета, а з'єднані подібним чином стрічки фольги протягують та розрізають вздовж з'єднання для сформування окремих пакетів із фольги, причому у випадку відмінності у кількості матеріалу, що подається відповідно принаймні двома стрічками фольги у напрямку подачі для відповідного пакета із фольги, усувають цю відмінність розтягуванням тієї стрічки фольги, яка забезпечує подачу меншої кількості матеріалу для пакета із фольги, що відрізняється тим, що розтягування забезпечують шляхом утримання стрічки фольги, яку необхідно розтягнути, за короткий проміжок часу в двох точках утримання, які віднесені одна від одної в напрямку подачі при одночасному збільшенні натягу фольги між двома точками утримання.
2. Спосіб за п.1, який відрізняється тим, що натяг фольги збільшують за допомогою механізму розтягування, який відхиляє стрічку фольги, яку потрібно розтягнути, між двома точками утримання по всій ширині стрічки фольги у поперечному напрямку відносно невідхиленого шляху транспортування стрічки фольги.
3. Спосіб за будь-яким із пунктів 1 або 2, який відрізняється тим, що у напрямку, перпендикулярному напрямку подачі, принаймні ширина стрічок фольги, що подається, відповідає багатьом пакетам із фольги, і одночасно виготовляють багато пакетів, які розташовані в ряд, із згаданих стрічок фольги.
4. Спосіб за будь-яким із пунктів 1-3, який відрізняється тим, що кількість матеріалу фольги, яка подається стрічкою фольги у напрямку подачі для відповідного пакета із фольги, визначають за допомогою міток, які наносять на фольгу з інтервалами, що відповідають кількості матеріалу фольги, що подається для відповідного пакета із фольги.
5. Спосіб за пунктом 3 або 4, який відрізняється тим, що для ряду пакетів використовують тільки одну мітку.
6. Спосіб за пунктом 4 або 5, який відрізняється тим, що мітки виявляють оптично.
7. Спосіб за будь-яким із пунктів 4-6, який відрізняється тим, що мітки друкують на стрічках фольги .
8. Спосіб за п. 7, який відрізняється тим, що мітки наносять в області фольги, яка стає частиною бічних поверхонь пакета із фольги.
9. Спосіб за п. 7, який відрізняється тим, що як мітки використовують частини інформаційного печатного відтиску.
10. Спосіб за будь-яким із пунктів 1-9, який відрізняється тим, що окремі стрічки фольги у процесі з'єднання зварюють одну з одною вздовж передбачуваних бічних кромок пакета із фольги.
11. Спосіб за будь-яким із пунктів 1-10, який відрізняється тим, що одну із принаймні двох стрічок фольги постійно попередньо розтягують, а другу стрічку або стрічки адаптують до цього шляхом відповідного розтягування.
12. Пристрій для виготовлення пакетів із фольги, який містить принаймні один перший та принаймні один другий пристрій подачі відповідної стрічки фольги, пристрій для з'єднання окремих стрічок фольги, протягувальний пристрій, для протягування з'єднаних стрічок фольги, різальний пристрій для розрізання з'єднаних стрічок фольги на окремі пакети із фольги, вимірювальний пристрій для визначення кількості матеріалу стрічок фольги, що подаються, що пройшов у напрямку подачі для виготовлення відповідного пакета із фольги, та відповідний механізм розтягування для кожної із принаймні двох стрічок фольги, що подаються, який виконаний так, щоб розтягувати відповідну стрічку фольги; у відповідь на сигнал від вимірювального пристрою, який відрізняється тим, що механізм розтягування містить два затискних пристрої, які віднесені один від одного у напрямку транспортування фольги, причому згадані затискні пристрої виконані з можливістю впливання на стрічки фольги, що подаються, у двох відокремлених відстанню точках утримання, а також містить механізм розтягування, розташований поміж затискних пристроїв, який виконаний з можливістю відхилення на стрічку фольги, що подається, між точками утримання в поперечному напрямку по всій ширині стрічки фольги.
13. Пристрій за п. 12, який відрізняється тим, що вимірювальний пристрій містить ряд оптичних датчиків для розпізнання міток на стрічках фольги.
14. Пристрій за пунктом 12 або 13, який відрізняється тим, що механізм розтягування містить плунжер, який може рухатись у напрямку, що перпендикулярний напрямку транспортування фольги, та витягнутий по всій ширині стрічки фольги.
15. Пристрій за будь-яким із пунктів 12-14, який відрізняється тим, що розтягнення, що забезпечене у напрямку, що перпендикулярний напрямку подачі стрічок фольги, достатньо для обробки стрічок фольги, ширина яких відповідає багатьом пакетам із фольги.
16. Пристрій за п. 15, який відрізняється тим, що для кожної стрічки фольги, що подається, по її ширині встановлений тільки один датчик для визначення матеріалу фольги, що подається у напрямку подачі окремими стрічками фольги для виготовлення пакета із фольги.
17. Пристрій за будь-яким із пунктів 12-16 який відрізняється тим, що містить пристрій для натягування, для підтримки натягу стрічок фольги, що подаються.
18. Пристрій за будь-яким із пунктів 12-17, який відрізняється тим, що пристрій для з'єднання окремих стрічок фольги містить зварювальний пристрій.
Текст
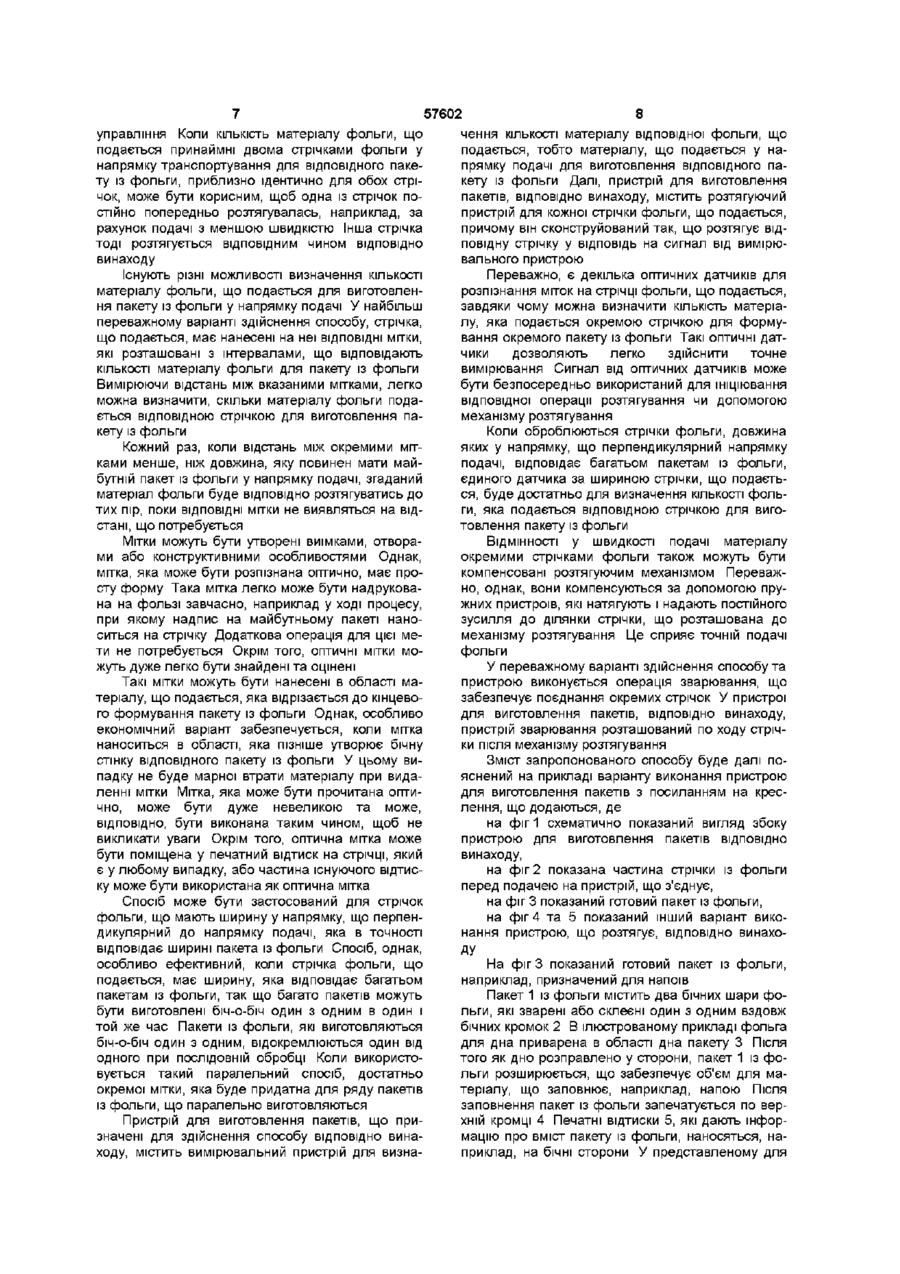
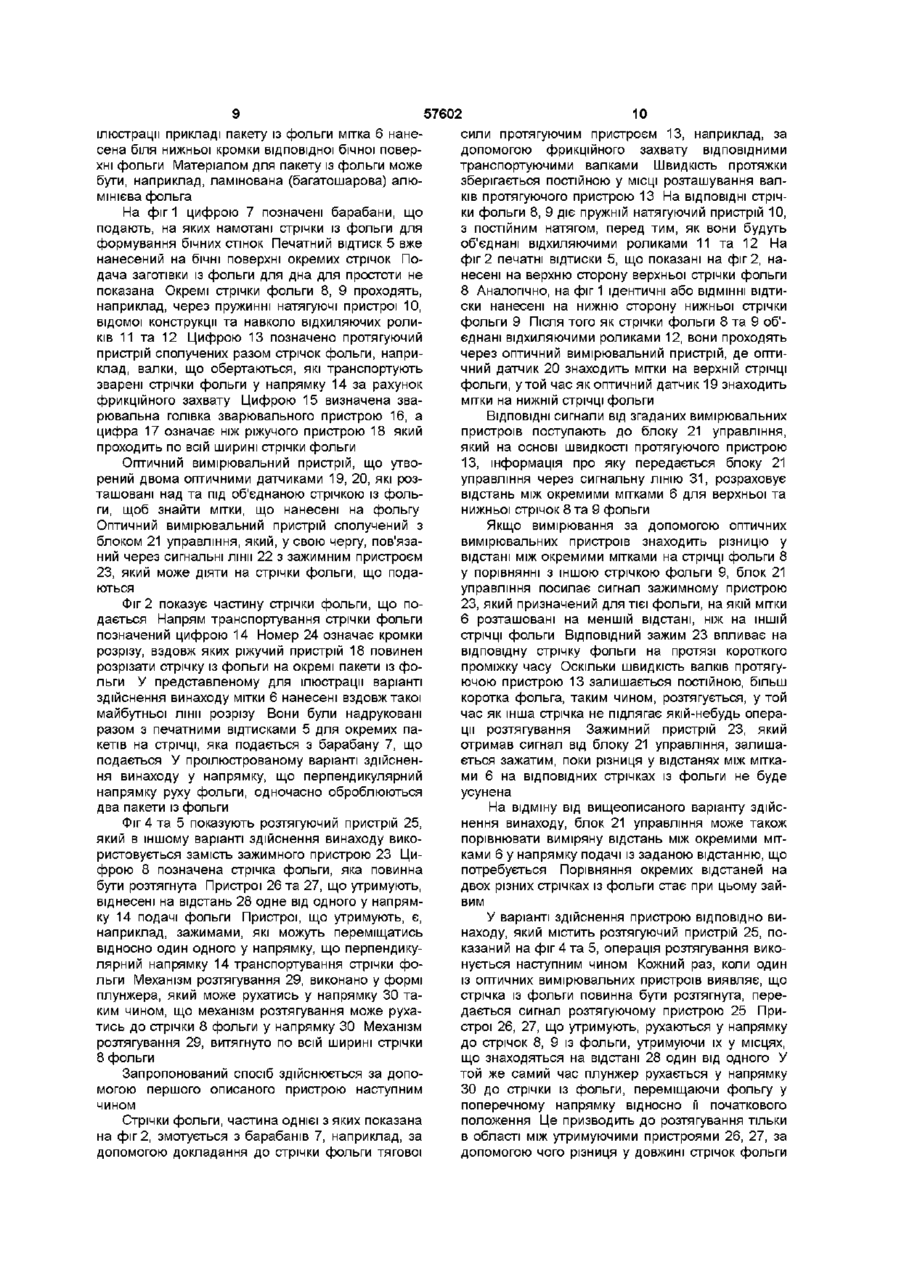
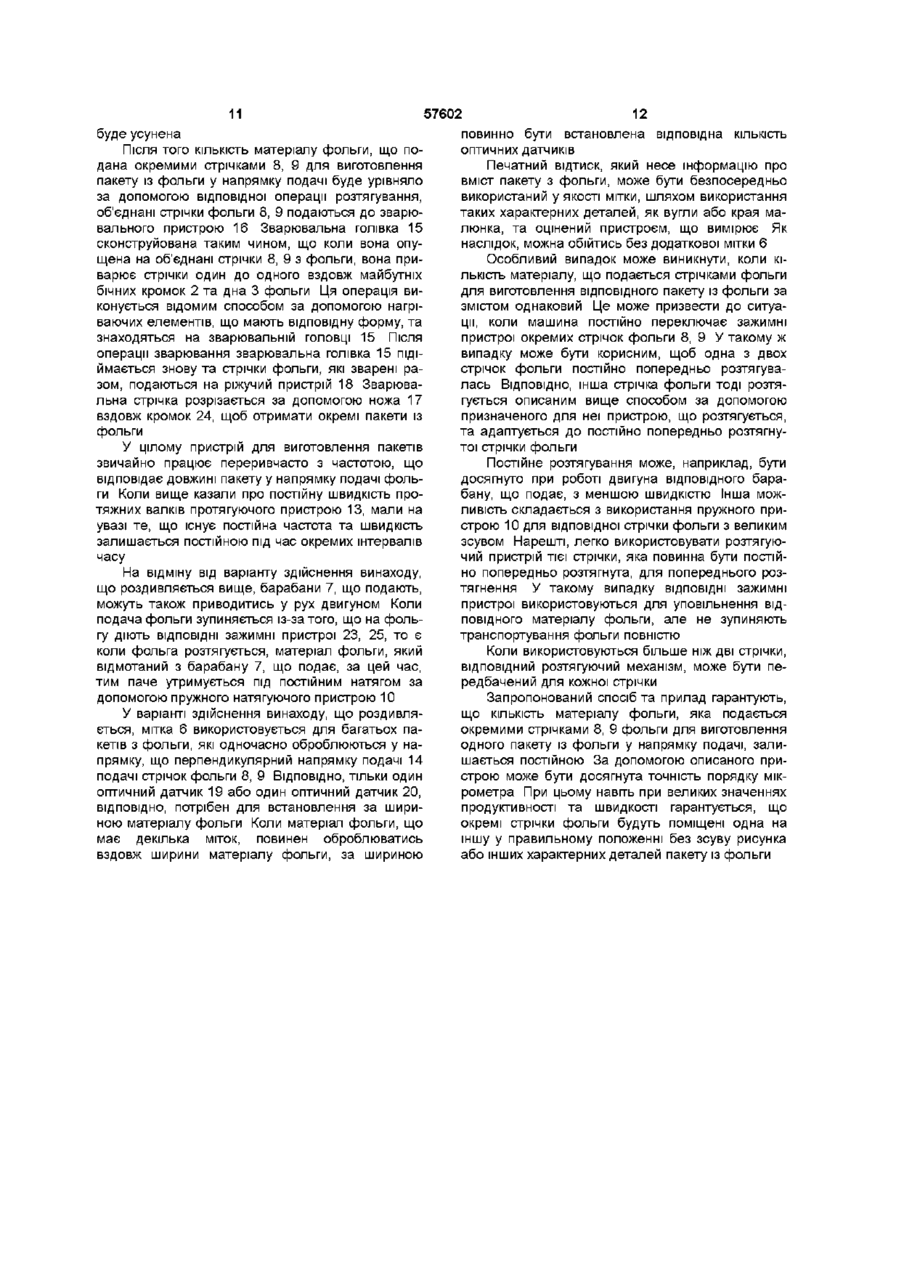
1 Спосіб виготовлення пакетів із фольги, зокрема пакетів для напоїв, при якому подають принаймні дві стрічки фольги , які служать бічними сторонами пакета із фольги, поміщають їх одну на одну та з'єднують їх між собою вздовж передбачуваних бічних кромок пакета, а з'єднані подібним чином стрічки фольги протягують та розрізають вздовж з'єднання для сформування окремих пакетів із фольги, причому у випадку ВІДМІННОСТІ у КІЛЬКОСТІ матеріалу, що подається ВІДПОВІДНО при наймні двома стрічками фольги у напрямку подачі для ВІДПОВІДНОГО пакета із фольги, усувають цю ВІДМІННІСТЬ розтягуванням тієї стрічки фольги, яка забезпечує подачу меншої КІЛЬКОСТІ матеріалу для пакета із фольги, що відрізняється тим, що розтягування забезпечують шляхом утримання стрічки фольги, яку необхідно розтягнути, за короткий проміжок часу в двох точках утримання, які віднесені одна від одної в напрямку подачі при одночасному збільшенні натягу фольги між двома точками утримання 2 Спосіб за п 1, який відрізняється тим, що натяг фольги збільшують за допомогою механізму розтягування, який відхиляє стрічку фольги, яку потрібно розтягнути, між двома точками утримання по всій ширині стрічки фольги у поперечному напрямку відносно невідхиленого шляху транспортування стрічки фольги 3 Спосіб за будь-яким із пунктів 1 або 2, який відрізняється тим, що у напрямку, перпендикулярному напрямку подачі, принаймні ширина стрічок фольги, що подається, відповідає багатьом пакетам із фольги, і одночасно виготовляють багато пакетів, які розташовані в ряд, із згаданих стрічок фольги 4 Спосіб за будь-яким із пунктів 1-3, який відріз няється тим, що КІЛЬКІСТЬ матеріалу фольги, яка подається стрічкою фольги у напрямку подачі для ВІДПОВІДНОГО пакета із фольги, визначають за допомогою міток, які наносять на фольгу з інтервалами, що відповідають КІЛЬКОСТІ матеріалу фольги, що подається для ВІДПОВІДНОГО пакета із фольги 5 Спосіб за пунктом 3 або 4, який відрізняється тим, що для ряду пакетів використовують тільки одну мітку 6 Спосіб за пунктом 4 або 5, який відрізняється ТИМ, ЩО МІТКИ ВИЯВЛЯЮТЬ ОПТИЧНО 7 Спосіб за будь-яким із пунктів 4-6, який відрізняється тим, що мітки друкують на стрічках фольги 8 Спосіб за п 7, який відрізняється тим, що мітки наносять в області фольги, яка стає частиною бічних поверхонь пакета із фольги 9 Спосіб за п 7, який відрізняється тим, що як мітки використовують частини інформаційного печатного відтиску 10 Спосіб за будь-яким із пунктів 1-9, який відрізняється тим, що окремі стрічки фольги у процесі з'єднання зварюють одну з одною вздовж передбачуваних бічних кромок пакета із фольги 11 Спосіб за будь-яким із пунктів 1-10, який відрізняється тим, що одну із принаймні двох стрічок фольги постійно попередньо розтягують, а другу стрічку або стрічки адаптують до цього шляхом ВІДПОВІДНОГО розтягування 12 Пристрій для виготовлення пакетів із фольги, який містить принаймні один перший та принаймні один другий пристрій подачі відповідної стрічки фольги, пристрій для з'єднання окремих стрічок фольги, протягувальний пристрій, для протягування з'єднаних стрічок фольги, різальний пристрій для розрізання з'єднаних стрічок фольги на окремі пакети із фольги, вимірювальний пристрій для визначення КІЛЬКОСТІ матеріалу стрічок фольги, що подаються, що пройшов у напрямку подачі для виготовлення ВІДПОВІДНОГО пакета із фольги, та ВІДПОВІДНИЙ механізм розтягування для кожної із принаймні двох стрічок фольги, що подаються, який виконаний так, щоб розтягувати відповідну стрічку фольги, у ВІДПОВІДЬ на сигнал від вимірювального пристрою, який відрізняється тим, що механізм розтягування містить два затискних пристрої, які віднесені один від одного у напрямку транспортування фольги, причому згадані затискні О о (О ю 57602 пристрої виконані з можливістю впливання на стрічене у напрямку, що перпендикулярний напрямку чки фольги, що подаються, у двох відокремлених подачі стрічок фольги, достатньо для обробки відстанню точках утримання, а також містить местрічок фольги, ширина яких відповідає багатьом ханізм розтягування, розташований поміж затискпакетам із фольги них пристроїв, який виконаний з можливістю від16 Пристрій за п 15, який відрізняється тим, що хилення на стрічку фольги, що подається, між для кожної стрічки фольги, що подається, по її точками утримання в поперечному напрямку по ширині встановлений тільки один датчик для вивсій ширині стрічки фольги значення матеріалу фольги, що подається у напрямку подачі окремими стрічками фольги для 13 Пристрій за п 12, який відрізняється тим, що виготовлення пакета із фольги вимірювальний пристрій містить ряд оптичних датчиків для розпізнання міток на стрічках фольги 17 Пристрій за будь-яким із пунктів 12-16 який 14 Пристрій за пунктом 12 або 13, який відрізнявідрізняється тим, що містить пристрій для натягується тим, що механізм розтягування містить плування, для підтримки натягу стрічок фольги, що нжер, який може рухатись у напрямку, що перпенподаються дикулярний напрямку транспортування фольги, та 18 Пристрій за будь-яким із пунктів 12-17, який витягнутий по всій ширині стрічки фольги відрізняється тим, що пристрій для з'єднання окремих стрічок фольги містить зварювальний 15 Пристрій за будь-яким із пунктів 12-14, який пристрій відрізняється тим, що розтягнення, що забезпе Даний винахід відноситься до способу виготовлення пакетів із фольги, при якому принаймні дві стрічки фольги, які служать бічними стінками пакетів із фольги, поміщаються одна на одну та поєднують одну з одною а потім розрізаються на окремі пакети із фольги, та до пристрою для виготовлення пакетів, що реалізують цей спосіб Патент Німеччини ДЕ 4114255, В65В 41/18 є найбільш близьким рішенням до заявленого Згідно з патентом відомий спосіб виготовлення пакетів із фольги, зокрема, пакетів для напоїв, при якому в процесі виготовлення пакетів із фольги подають принаймні дві стрічки фольги, які служать бічними стінками пакета із фольги Стрічки фольги подаються звичайно ВІДПОВІДНИМИ транспортуючими барабанами Індивідуальні стрічки фольги поміщаються одна на одну та зварюють або склеюються одна з одною принаймні в тих місцях, де розташовані бічні кромки пакетів із фольги Сполучені разом стрічки фольги потім розрізаються вздовж поєднань, щоб утворити окремі пакети із фольги Фольга для дна пакету, яка в області майбутнього дна пакету приварюється або приклеюється між бічними стінками та створює простір для матеріалу, що наповнює, коли її розгинають у сторони, може бути поміщена між бічними стінками Окрім того, така фольга для дна може служити основою, на яку можна поставити пакет Потім пакети із фольги, які виготовлені таким способом та закриті з трьох бічних сторін, можуть, наприклад, бути подані на пункт заповнення, де через четверту сторону, яка ще не закрита, наповнюються заповнюючим матеріалом, та потім четверта кромка двох бічних стрічок фольги закривається або заклеюється Як правило, стрічки фольги, які подаються на зварювальний пристрій, вже мають ВІДПОВІДНІ печатні відтиски, які дають інформацію про продукт, який повинен міститись у пакеті із фольги Наприклад, точно визначено для кожної стрічки із фольги ще до того як вона подана на пристрій, що зварює або склеює, стільки матеріалу, ВІДПОВІДНО, потребується для виготовлення пакету із фольги Проте, можуть бути невеликі відхилення КІЛЬКОСТІ фольги, що призначена для виготовлення пакету із фольги Також відхилення можуть, наприклад, бути викликані неточністю друкарського станка при нанесенні відтиску Окрім того, операція розмотування барабану, що подається, може призводити до різних розтягнень матеріалу фольги, в залежності від того, більша чи менша КІЛЬКІСТЬ фольги намотана на барабан, що подається Дивлячись на великі об'єми виробництва, що у даний час звичайно для автоматизованих виробничих систем, такі відхилення, навіть якщо вони дуже малі як такі, накопичуються адитивно (складуються), в результаті чого можливо небажане зміщення відпечатаного малюнку відносно бічних кромок майбутнього пакету з фольги Така проблема буде ще більш серйозною, якщо в доповнення до відтиску є ІНШІ характерні особливості, наприклад, вхідний отвір для соломинки у пакеті із фольги, що призначений для напоїв, може бути зміщено по відношенню до його правильного положення Таким чином, задачею даного винаходу є розробка способу та пристрою, за допомогою яких можна запобігти відхилень у КІЛЬКОСТІ матеріалу фольги, що призначений для окремих сторін пакету із фольги Задача вирішується за допомогою способу виготовлення пакетів із фольги, зокрема, пакетів для напоїв, при якому подають принаймні дві стрічки фольги, які служать бічними сторонами пакету із фольги, поміщають їх одну на одну та з'єднують їх між собою вздовж майбутніх бічних кромок пакету, а з'єднані подібним чином стрічки фольги протягують та розрізають вздовж з'єднання, щоб сформувати окремі пакети із фольги, причому у випадку ВІДМІННОСТІ у КІЛЬКОСТІ матеріалу, що подається ВІДПОВІДНО принаймні двома стрічками фольги у напрямку подачі для ВІДПОВІДНОГО пакету із фольги, видаляють цю ВІДМІННІСТЬ розтягуванням тієї стрічки фольги, яка забезпечує подачу меншої КІЛЬКОСТІ матеріалу для пакету із фольги, і згідно з винаходом, розтягування забезпечують шляхом утримання стрічки фольги, яку треба розтягнути, за короткий проміжок часу в двох точках утримання, які віднесенні одна від одної в напрямку при одночасному збільшені натягу фольги між двома точками утримання Крім того, натяг фольги збі 57602 льшують за допомогою механізму розтягування, який відхиляє стрічку фольги, яку потрібно розтягнути, між двома точками утримання по всій ширині стрічки фольги у поперечному напрямку відносно невідхиленого шляху транспортування стрічки фольги Згідно ІЗ винаходом, у напрямку, перпендикулярному напрямку подачі, принаймні ширина стрічок фольги, що подається, відповідає багатьом пакетам із фольги та одночасно виготовляють багато пакетів, які розташовані в ряд, із згаданих стрічок фольги, крім того, КІЛЬКІСТЬ матеріалу фольги, яка подається стрічкою фольги у напрямку подачі для ВІДПОВІДНОГО пакету із фольги, визначають за допомогою міток які наносять на фольгу з інтервалами, що відповідають КІЛЬКОСТІ матеріалу фольги, що подається для ВІДПОВІДНОГО пакету із фольги Також спосіб передбачає, що для ряду пакетів використовують тільки одну мітку, причому мітки виявляють оптично, а також мітки друкують на стрічках фольги Крім того, мітки наносять в області фольги, яка стає частиною бічних поверхонь пакету із фольги, а у якості міток використовують частини інформаційного печатного відтиску Згідно З винаходом окремі стрічки фольги у процесі з'єднання зварюють одну з одною вздовж майбутніх бічних кромок пакету із фольги, крім того, одну із принаймні двох стрічок фольги постійно попередньо розтягують, а другу стрічку або стрічки адаптують до цього шляхом ВІДПОВІДНОГО розтягування На вирішення поставленої задачі спрямований пристрій для виготовлення пакетів, що призначений для здійснення вищевказаного способу який містить принаймні один перший та принаймні один другий пристрій подачі відповідної стрічки фольги, пристрій для з'єднання окремих стрічок фольги, протягуючий пристрій, для протяжки з'єднаних стрічок фольги, ріжучий пристрій для розрізання з'єднаних стрічок фольги на окремі пакети із фольги, вимірювальний пристрій для визначення КІЛЬКОСТІ матеріалу стрічок фольги, що подаються, що пройшов у напрямку подачі для виготовлення ВІДПОВІДНОГО пакету із фольги, та ВІДПОВІДНИЙ механізм розтягування для кожної із принаймні двох стрічок фольги, що подаються, який виконаний так, щоб розтягувати відповідну стрічку фольги у ВІДПОВІДЬ на сигнал від вимірювального пристрою, та згідно із винаходом, механізм розтягування містить два зажимних пристрої, які віднесені один від одного у напрямку транспортування фольги, причому згадані зажимні пристрої сконструйовані так, що вони можуть впливати на стрічки фольги, що подаються, у двох відокремлених відстанню точках утримання, а також містить механізм розтягування, розташований поміж зажимних пристроїв, який виконаний так, що він може відхиляти стрічку фольги, що подається, між точками утримання в поперечному напрямку по всій ширині стрічки фольги Крім того, вимірювальний пристрій містить ряд оптичних датчиків для розпізнання міток на стрічках фольги Згідно З винаходом, механізм розтягування містить плунжер, який може рухатись у напрямку, що перпендикулярний напрямку транспортування фольги, та витягнутий по всій ширині стрічки фольги Крім того, пристрій забезпечує розтягнення у на прямку, що перпендикулярний до напрямку подачі стрічок фольги, достатній для обробки стрічок фольги, ширина яких відповідає багатьом пакетам із фольги, а для кожної стрічки фольги, що подається, по її ширині встановлений тільки один датчик для визначення матеріалу фольги, що подається у напрямку подачі окремими стрічками фольги для виготовлення пакету із фольги Він містить пружній пристрій, для підтримки натягу стрічок фольги, що подаються Крім того, пристрій для з'єднання окремих стрічок фольги містить зварювальний пристрій Перевагою запропонованого способу є і те що, можливі розбіжності у кількостях матеріалу фольги, що подається принаймні двома стрічками фольги у напрямку подачі для ВІДПОВІДНОГО пакету із фольги, видаляються шляхом розтягування стрічки, яка надає меншу КІЛЬКІСТЬ матеріалу для пакетів із фольги Як наслідок, у запропонованому способі ще до процесу склеювання або зварювання здійснюється компенсація можливої ВІДМІННОСТІ КІЛЬКОСТІ матеріалу фольги За допомогою цього забезпечується те, що окремі стрічки фольги будуть прилягати одна до одної у правильному положенні, перед усім вони будуть сполучені одна з одною Зсув, навіть невеликий, може, таким чином, бути запобігнутий, так що накопичення неправильних положень усунено Оскільки ТІЛЬКИ та стрічка фольги, яка у ДІЙСНОСТІ надає меншу КІЛЬКІСТЬ матеріалу для пакету із фольги у напрямку подачі піддається операції розтягування, спосіб буде реагувати на кожне змінення у режимі роботи Операція розтягування може бути легко здійснена, коли подача фольги для такої стрічки, яку треба розтягнути, переривається або уповільнюється на короткий проміжок часу, поки продовжується операція протяжки, що йде за процесом поєднання В результаті подачею фольги управляють у ВІДПОВІДНОСТІ З необхідним розтягуванням Подача стрічки фольги може, наприклад, бути перервана зажимним пристроєм, який діє на стрічку, що подається, кожний раз, коли її потрібно розтягнути В іншому варіанті способу операція розтягування виконується шляхом утримання стрічки, яку потрібно розтягнути, у двох місцях, що віднесені один до одного, при одночасному збільшенні натягування стрічки між точками утримання Цей спосіб забезпечує дуже точне розтягнення стрічки У цьому варіанті стрічка може бути щільно зажата в точках утримання, так що розтягнення виконується для частини стрічки, що знаходиться між цими точками Натяг стрічки може бути легко збільшений за допомогою механізми розтягування, який відхиляє стрічку, яку потрібно розтягнути, у поперечному напрямку від невідхиленого шляху транспортування по всій її ширині між двома точками утримання В результаті поперечного відхилення стрічка з фольги подовжується Від ТОГО, яку із стрічок фольги потрібно розтягувати, залежить те, який з розтягуючих пристроїв, принаймні на двох стрічках фольги, що подаються, у даний момент є активним Ця операція може виконуватись автоматично або у режимі ручного 57602 8 чення КІЛЬКОСТІ матеріалу відповідної фольги, що подається, тобто матеріалу, що подається у напрямку подачі для виготовлення ВІДПОВІДНОГО пакету із фольги Далі, пристрій для виготовлення пакетів, ВІДПОВІДНО винаходу, містить розтягуючий пристрій для кожної стрічки фольги, що подається, причому він сконструйований так, що розтягує відповідну стрічку у ВІДПОВІДЬ на сигнал від вимірювального пристрою Переважно, є декілька оптичних датчиків для розпізнання міток на стрічці фольги, що подається, завдяки чому можна визначити КІЛЬКІСТЬ матеріалу, яка подається окремою стрічкою для формущо подається, має нанесені на неї ВІДПОВІДНІ МІТКИ, вання окремого пакету із фольги Такі оптичні датЯКІ розташовані з інтервалами, що відповідають чики дозволяють легко здійснити точне КІЛЬКОСТІ матеріалу фольги для пакету із фольги вимірювання Сигнал від оптичних датчиків може Вимірюючи відстань між вказаними мітками, легко бути безпосередньо використаний для ініціювання можна визначити, скільки матеріалу фольги подавідповідної операції розтягування чи допомогою ється ВІДПОВІДНОЮ стрічкою для виготовлення памеханізму розтягування кету із фольги Коли оброблюються стрічки фольги, довжина яких у напрямку, що перпендикулярний напрямку Кожний раз, коли відстань між окремими мітподачі, відповідає багатьом пакетам із фольги, ками менше, ніж довжина, яку повинен мати майєдиного датчика за шириною стрічки, що подаєтьбутній пакет із фольги у напрямку подачі, згаданий ся, буде достатньо для визначення КІЛЬКОСТІ фольматеріал фольги буде ВІДПОВІДНО розтягуватись до ги, яка подається ВІДПОВІДНОЮ стрічкою для виготих пір, поки ВІДПОВІДНІ мітки не виявляться на відтовлення пакету із фольги стані, що потребується Мітки можуть бути утворені виїмками, отвораВІДМІННОСТІ у швидкості подачі матеріалу ми або конструктивними особливостями Однак, окремими стрічками фольги також можуть бути мітка, яка може бути розпізнана оптично, має прокомпенсовані розтягуючим механізмом Переважсту форму Така мітка легко може бути надруковано, однак, вони компенсуються за допомогою пруна на фользі завчасно, наприклад у ході процесу, жних пристроїв, які натягують і надають постійного при якому надпис на майбутньому пакеті нанозусилля до ділянки стрічки, що розташована до ситься на стрічку Додаткова операція для цієї мемеханізму розтягування Це сприяє точній подачі ти не потребується Окрім того, оптичні мітки мофольги жуть дуже легко бути знайдені та оцінені У переважному варіанті здійснення способу та Такі мітки можуть бути нанесені в області мапристрою виконується операція зварювання, що теріалу, що подається, яка відрізається до кінцевозабезпечує поєднання окремих стрічок У пристрої го формування пакету із фольги Однак, особливо для виготовлення пакетів, ВІДПОВІДНО винаходу, економічний варіант забезпечується, коли мітка пристрій зварювання розташований по ходу стрічнаноситься в області, яка пізніше утворює бічну ки після механізму розтягування стінку ВІДПОВІДНОГО пакету із фольги У цьому виЗміст запропонованого способу буде далі попадку не буде марної втрати матеріалу при видаяснений на прикладі варіанту виконання пристрою ленні мітки Мітка, яка може бути прочитана оптидля виготовлення пакетів з посиланням на кресчно, може бути дуже невеликою та може, лення, що додаються, де ВІДПОВІДНО, бути виконана таким чином, щоб не на фіг 1 схематично показаний вигляд збоку викликати уваги Окрім того, оптична мітка може пристрою для виготовлення пакетів ВІДПОВІДНО бути поміщена у печатний відтиск на стрічці, який винаходу, є у любому випадку, або частина існуючого відтисна фіг 2 показана частина стрічки із фольги ку може бути використана як оптична мітка перед подачею на пристрій, що з'єднує, Спосіб може бути застосований для стрічок на фіг 3 показаний готовий пакет із фольги, фольги, що мають ширину у напрямку, що перпенна фіг 4 та 5 показаний інший варіант викодикулярний до напрямку подачі, яка в точності нання пристрою, що розтягує, ВІДПОВІДНО винаховідповідає ширині пакета із фольги Спосіб, однак, ДУ особливо ефективний, коли стрічка фольги, що На фіг 3 показаний готовий пакет із фольги, подається, має ширину, яка відповідає багатьом наприклад, призначений для напоїв пакетам із фольги, так що багато пакетів можуть Пакет 1 із фольги містить два бічних шари фобути виготовлені біч-о-біч один з одним в один і льги, які зварені або склеєні один з одним вздовж той же час Пакети із фольги, які виготовляються бічних кромок 2 В ілюстрованому прикладі фольга біч-о-біч один з одним, відокремлюються один від для дна приварена в області дна пакету 3 Після одного при ПОСЛІДОВНІЙ обробці Коли використотого як дно розправлено у сторони, пакет 1 із фовується такий паралельний спосіб, достатньо льги розширюється, що забезпечує об'єм для маокремої мітки, яка буде придатна для ряду пакетів теріалу, що заповнює, наприклад, напою Після із фольги, що паралельно виготовляються заповнення пакет із фольги запечатується по верхній кромці 4 Печатні відтиски 5, які дають інфорПристрій для виготовлення пакетів, що примацію про вміст пакету із фольги, наносяться, назначені для здійснення способу ВІДПОВІДНО винаприклад, на бічні сторони У представленому для ходу, містить вимірювальний пристрій для визнауправління Коли КІЛЬКІСТЬ матеріалу фольги, що подається принаймні двома стрічками фольги у напрямку транспортування для ВІДПОВІДНОГО пакету із фольги, приблизно ідентично для обох стрічок, може бути корисним, щоб одна із стрічок постійно попередньо розтягувалась, наприклад, за рахунок подачі з меншою швидкістю Інша стрічка тоді розтягується ВІДПОВІДНИМ чином ВІДПОВІДНО винаходу Існують різні можливості визначення КІЛЬКОСТІ матеріалу фольги, що подається для виготовлення пакету із фольги у напрямку подачі У найбільш переважному варіанті здійснення способу, стрічка, 57602 ілюстрації прикладі пакету із фольги мітка 6 нанесена біля нижньої кромки відповідної бічної поверхні фольги Матеріалом для пакету із фольги може бути, наприклад, ламінована (багатошарова) алюмінієва фольга На фіг 1 цифрою 7 позначені барабани, що подають, на яких намотані стрічки із фольги для формування бічних стінок Печатний відтиск 5 вже нанесений на бічні поверхні окремих стрічок Подача заготівки із фольги для дна для простоти не показана Окремі стрічки фольги 8, 9 проходять, наприклад, через пружинні натягуючі пристрої 10, відомої конструкції та навколо відхиляючих роликів 11 та 12 Цифрою 13 позначено протягуючий пристрій сполучених разом стрічок фольги, наприклад, валки, що обертаються, які транспортують зварені стрічки фольги у напрямку 14 за рахунок фрикційного захвату Цифрою 15 визначена зварювальна голівка зварювального пристрою 16, а цифра 17 означає ніж ріжучого пристрою 18 який проходить по всій ширині стрічки фольги Оптичний вимірювальний пристрій, що утворений двома оптичними датчиками 19, 20, які розташовані над та під об'єднаною стрічкою із фольги, щоб знайти мітки, що нанесені на фольгу Оптичний вимірювальний пристрій сполучений з блоком 21 управління, який, у свою чергу, пов'язаний через сигнальні лінії 22 з зажимним пристроєм 23, який може діяти на стрічки фольги, що подаються Фіг 2 показує частину стрічки фольги, що подається Напрям транспортування стрічки фольги позначений цифрою 14 Номер 24 означає кромки розрізу, вздовж яких ріжучий пристрій 18 повинен розрізати стрічку із фольги на окремі пакети із фольги У представленому для ілюстрації варіанті здійснення винаходу мітки 6 нанесені вздовж такої майбутньої лінії розрізу Вони були надруковані разом з печатними відтисками 5 для окремих пакетів на стрічці, яка подається з барабану 7, що подається У проілюстрованому варіанті здійснення винаходу у напрямку, що перпендикулярний напрямку руху фольги, одночасно оброблюються два пакети із фольги Фіг 4 та 5 показують розтягуючий пристрій 25, який в іншому варіанті здійснення винаходу використовується замість зажимного пристрою 23 Цифрою 8 позначена стрічка фольги, яка повинна бути розтягнута Пристрої 26 та 27, що утримують, віднесені на відстань 28 одне від одного у напрямку 14 подачі фольги Пристрої, що утримують, є, наприклад, зажимами, які можуть переміщатись відносно один одного у напрямку, що перпендикулярний напрямку 14 транспортування стрічки фольги Механізм розтягування 29, виконано у формі плунжера, який може рухатись у напрямку ЗО таким чином, що механізм розтягування може рухатись до стрічки 8 фольги у напрямку ЗО Механізм розтягування 29, витягнуто по всій ширині стрічки 8 фольги Запропонований спосіб здійснюється за допомогою першого описаного пристрою наступним чином Стрічки фольги, частина однієї з яких показана на фіг 2, змотується з барабанів 7, наприклад, за допомогою докладання до стрічки фольги тягової 10 сили протягуючим пристроєм 13, наприклад, за допомогою фрикційного захвату ВІДПОВІДНИМИ транспортуючими валками Швидкість протяжки зберігається постійною у МІСЦІ розташування валків протягуючого пристрою 13 На ВІДПОВІДНІ стрічки фольги 8, 9 діє пружній натягуючий пристрій 10, з постійним натягом, перед тим, як вони будуть об'єднані відхиляючими роликами 11 та 12 На фіг 2 печатні відтиски 5, що показані на фіг 2, нанесені на верхню сторону верхньої стрічки фольги 8 Аналогічно, на фіг 1 ідентичні або ВІДМІННІ ВІДТИ СКИ нанесені на нижню сторону нижньої стрічки фольги 9 Після ТОГО ЯК стрічки фольги 8 та 9 об'єднані відхиляючими роликами 12, вони проходять через оптичний вимірювальний пристрій, де оптичний датчик 20 знаходить мітки на верхній стрічці фольги, у той час як оптичний датчик 19 знаходить мітки на нижній стрічці фольги ВІДПОВІДНІ сигнали від згаданих вимірювальних пристроїв поступають до блоку 21 управління, який на основі швидкості протягуючого пристрою 13, інформація про яку передається блоку 21 управління через сигнальну ЛІНІЮ 3 1 , розраховує відстань між окремими мітками 6 для верхньої та нижньої стрічок 8 та 9 фольги Якщо вимірювання за допомогою оптичних вимірювальних пристроїв знаходить різницю у відстані між окремими мітками на стрічці фольги 8 у порівнянні з іншою стрічкою фольги 9, блок 21 управління посилає сигнал зажимному пристрою 23, який призначений для тієї фольги, на якій мітки 6 розташовані на меншій відстані, ніж на ІНШІЙ стрічці фольги ВІДПОВІДНИЙ зажим 23 впливає на відповідну стрічку фольги на протязі короткого проміжку часу Оскільки швидкість валків протягуючою пристрою 13 залишається постійною, більш коротка фольга, таким чином, розтягується, у той час як інша стрічка не підлягає якій-небудь операції розтягування Зажимний пристрій 23, який отримав сигнал від блоку 21 управління, залишається зажатим, поки різниця у відстанях між мітками 6 на ВІДПОВІДНИХ стрічках із фольги не буде усунена На відміну від вищеописаного варіанту здійснення винаходу, блок 21 управління може також порівнювати виміряну відстань між окремими мітками 6 у напрямку подачі із заданою відстанню, що потребується Порівняння окремих відстаней на двох різних стрічках із фольги стає при цьому зайвим У варіанті здійснення пристрою ВІДПОВІДНО винаходу, який містить розтягуючий пристрій 25, показаний на фіг 4 та 5, операція розтягування виконується наступним чином Кожний раз, коли один із оптичних вимірювальних пристроїв виявляє, що стрічка із фольги повинна бути розтягнута, передається сигнал розтягуючому пристрою 25 Пристрої 26, 27, що утримують, рухаються у напрямку до стрічок 8, 9 із фольги, утримуючи їх у місцях, що знаходяться на відстані 28 один від одного У той же самий час плунжер рухається у напрямку ЗО до стрічки із фольги, переміщаючи фольгу у поперечному напрямку відносно її початкового положення Це призводить до розтягування тільки в області між утримуючими пристроями 26, 27, за допомогою чого різниця у довжині стрічок фольги 12 11 57602 буде усунена повинно бути встановлена відповідна КІЛЬКІСТЬ оптичних датчиків Після ТОГО КІЛЬКІСТЬ матеріалу фольги, що подана окремими стрічками 8, 9 для виготовлення Печатний відтиск, який несе інформацію про пакету із фольги у напрямку подачі буде урівняло вміст пакету з фольги, може бути безпосередньо за допомогою відповідної операції розтягування, використаний у якості мітки, шляхом використання об'єднані стрічки фольги 8, 9 подаються до зварютаких характерних деталей, як вугли або края мавального пристрою 16 Зварювальна голівка 15 люнка, та оцінений пристроєм, що вимірює Як сконструйована таким чином, що коли вона опунаслідок, можна обійтись без додаткової мітки 6 щена на об'єднані стрічки 8, 9 з фольги, вона приОсобливий випадок може виникнути, коли КІварює стрічки один до одного вздовж майбутніх ЛЬКІСТЬ матеріалу, що подається стрічками фольги бічних кромок 2 та дна 3 фольги Ця операція видля виготовлення ВІДПОВІДНОГО пакету із фольги за конується відомим способом за допомогою нагрізмістом однаковий Це може призвести до ситуаваючих елементів, що мають відповідну форму, та ції, коли машина постійно переключає зажимні знаходяться на зварювальній головці 15 Після пристрої окремих стрічок фольги 8, 9 У такому ж операції зварювання зварювальна голівка 15 підівипадку може бути корисним, щоб одна з двох ймається знову та стрічки фольги, які зварені растрічок фольги постійно попередньо розтягувазом, подаються на ріжучий пристрій 18 Зварювалась ВІДПОВІДНО, інша стрічка фольги тоді розтяльна стрічка розрізається за допомогою ножа 17 гується описаним вище способом за допомогою вздовж кромок 24, щоб отримати окремі пакети із призначеного для неї пристрою, що розтягується, фольги та адаптується до постійно попередньо розтягнутої стрічки фольги У цілому пристрій для виготовлення пакетів звичайно працює переривчасто з частотою, що Постійне розтягування може, наприклад, бути відповідає довжині пакету у напрямку подачі фольдосягнуто при роботі двигуна ВІДПОВІДНОГО бараги Коли вище казали про постійну швидкість пробану, що подає, з меншою швидкістю Інша можтяжних валків протягуючого пристрою 13, мали на ливість складається з використання пружного приувазі те, що існує постійна частота та швидкість строю 10 для відповідної стрічки фольги з великим залишається постійною під час окремих інтервалів зсувом Нарешті, легко використовувати розтягуючасу чий пристрій тієї стрічки, яка повинна бути постійно попередньо розтягнута, для попереднього розНа відміну від варіанту здійснення винаходу, тягнення У такому випадку ВІДПОВІДНІ зажимні що роздивляється вище, барабани 7, що подають, пристрої використовуються для уповільнення ВІДможуть також приводитись у рух двигуном Коли ПОВІДНОГО матеріалу фольги, але не зупиняють подача фольги зупиняється із-за того, що на фольтранспортування фольги повністю гу діють ВІДПОВІДНІ зажимні пристрої 23, 25, то є коли фольга розтягується, матеріал фольги, який Коли використовуються більше ніж дві стрічки, відмотаний з барабану 7, що подає, за цей час, ВІДПОВІДНИЙ розтягуючий механізм, може бути петим паче утримується під постійним натягом за редбачений для кожної стрічки допомогою пружного натягуючого пристрою 10 Запропонований спосіб та прилад гарантують, що КІЛЬКІСТЬ матеріалу фольги, яка подається У варіанті здійснення винаходу, що роздивляокремими стрічками 8, 9 фольги для виготовлення ється, мітка 6 використовується для багатьох паодного пакету із фольги у напрямку подачі, заликетів з фольги, які одночасно оброблюються у нашається постійною За допомогою описаного припрямку, що перпендикулярний напрямку подачі 14 строю може бути досягнута точність порядку мікподачі стрічок фольги 8, 9 ВІДПОВІДНО, ТІЛЬКИ ОДИН рометра При цьому навіть при великих значеннях оптичний датчик 19 або один оптичний датчик 20, продуктивності та швидкості гарантується, що ВІДПОВІДНО, потрібен для встановлення за шириокремі стрічки фольги будуть поміщені одна на ною матеріалу фольги Коли матеріал фольги, що іншу у правильному положенні без зсуву рисунка має декілька міток, повинен оброблюватись або інших характерних деталей пакету із фольги вздовж ширини матеріалу фольги, за шириною 57602 13 Фіг. 1 2 4 Фіг. З 28 *
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for making packs of foil
Автори англійськоюKraft Eberhard
Назва патенту російськоюСпособ и устройство для изготовления пакетов из фольги
Автори російськоюКрафт Эберхард
МПК / Мітки
МПК: B31B 29/00
Мітки: пакетів, виготовлення, спосіб, пристрій, фольги
Код посилання
<a href="https://ua.patents.su/8-57602-sposib-ta-pristrijj-dlya-vigotovlennya-paketiv-iz-folgi.html" target="_blank" rel="follow" title="База патентів України">Спосіб та пристрій для виготовлення пакетів із фольги</a>
Спосіб виготовлення тонкої берилієвої фольги
Номер патенту: 12891
Опубліковано: 28.02.1997
Автори: Папіров Ігор Ісакович, Карпов Євген Семенович, Шокуров Володимир Сергійович, Волокита Генадій Іванович
МПК: C23C 14/22
Мітки: тонкої, фольги, виготовлення, берилієвої, спосіб
Формула / Реферат:
Способ изготовления тонкой бериллиевой фольги, включающий многостадийное осаждение паров бериллия на подложку, Отделение конденсата и последующую термообработку, отличающееся тем, что после осаждения паров бериллия толщиной 0,5-5 мкм проводят осаждение слоя окиси бериллия толщиной 2-10 нм, причем цикл осаждения слоев бериллия и окиси бериллия повторяют многократно, при этом осаждают не менее пяти слоев бериллия.
Пристрій для виготовлення рулонів фольги з приєднаними виводами
Номер патенту: 14315
Опубліковано: 25.04.1997
Автори: Боков Юрій Краснополкович, Єднак Леонід Леонтійович, Полевнічий Генадій Григорович
МПК: H01G 13/00
Мітки: приєднаними, пристрій, виводами, виготовлення, рулонів, фольги
Формула / Реферат:
Устройство для изготовления рулонов фольги с присоединенными выводами, содержащее установленные на основании шпиндели для бобин фольги и проволоки, механизмы изготовления выводов, переноса выводов и присоединения выводов к фольге и механизм протяжки фольги, причем механизм изготовления выводов снабжен узлами сварки и плющения, а узел плющения выполнен в виде матрицы и соединенного с приводом пуансона, отличающееся тем, что, с целью улучшения...
Пакети, що складаються щонайменше з двох комплектів одиниць товарів, засіб, спосіб і пристрій для виготовлення пакетів
Номер патенту: 51760
Опубліковано: 16.12.2002
Автори: Єнсен Єнс Бейлегор, Естергор Бент, Омдаль Б'ярне, Гундерсен Гейр Віктор, Коккешвольд Тур
МПК: B65D 71/02, B66C 1/12, B63B 27/00
Мітки: пакетів, пакети, пристрій, товарів, засіб, складаються, щонайменше, виготовлення, одиниць, двох, спосіб, комплектів
Формула / Реферат:
1. Пакет, що містить щонайменше одну пару стосів (А, В) одиниць товарів, охоплених саме навантажувальним стропом, що затискається, який містить центральну петлю підвіски (14), що простирається нагору між стосами (А, В) і крізь центральний отвір у верхній частині стропа, який відрізняється тим, що строп має форму замкнутої петлі стрічки (2), ширина якої, власне кажучи, дорівнює ширині в поперечному напрямку стосів (А, В), а також тим, що...
Спосіб виготовлення катодної фольги електролітичних конденсаторів
Номер патенту: 10121
Опубліковано: 30.09.1996
Автори: Гордієнко Григорій Федорович, Скоморохов Володимир Костянтинович, РЯЗАНЦЕВ Сергій Миколайович
МПК: H01G 9/04
Мітки: конденсаторів, фольги, електролітичних, виготовлення, спосіб, катодної
Формула / Реферат:
Способ изготовления катодной фольги электролитических конденсаторов, предусматривающий вакуумное напыление пористого слоя титана толщиной 0,2-3 мкм на непрерывно перемещающуюся алюминиевую фольгу, отличающийся тем, что напыление пористого слоя титана осуществляют в присутствии азота или аммиака при давлени 1•10-2 - 5•10-1 Па.
Пристрій для виготовлення, наповнення продуктом і запечатування пакетів з термопластичного матеріалу
Номер патенту: 9758
Опубліковано: 15.05.2002
Автори: Кобилюх Богдан Пилипович, Гунька Ігор Йосипович, Задворняк Степан Карпович, Яхимович Сергій Володимирович, Гончарова Інесса Василівна
МПК: B65B 9/06
Мітки: пристрій, продуктом, пакетів, наповнення, запечатування, матеріалу, виготовлення, термопластичного
Формула / Реферат:
Пристрій для виготовлення, наповнення продуктом і запечатування пакетів з термопластичного матеріалу, що містить живильник, об'ємний дозатор з арками, рукавоутворювач з розміщеною в ньому трубою для введення продукту в рукав, яка встановлена під дозатором, механізми для утворення повздовжнього і поперечних швів на рукаві, механізм для протягування рукава, розмотувальний механізм з пристосуванням для нанесення дати і привід з головним...
Попередній патент: Спосіб очищення стічних вод спиртового виробництва
Наступний патент: Спосіб і пристрій для виготовлення пакетів із фольги
Випадковий патент: Спосіб прогнозування розвитку внутрішньопечінкового холестазу у хворих на хронічний некаменевий холецистит з ожирінням