Спосіб термічної обробки валків з високолегованого чавуну
Номер патенту: 65602
Опубліковано: 12.12.2011
Автори: Попов Сергій Миколайович, Скобло Тамара Семенівна, Єманова Наталія Олексіївна, Погорєлов Юрій Володимирович, Соколов Роман Григорович, Клочко Оксана Юріївна, Погорєлов Володимир Якович
Формула / Реферат
1. Спосіб термічної обробки валків з високолегованого чавуну, що включає нагрівання виробу до температури магнітного перетворення цементиту, термоциклування відносно точки цього перетворення з наступним охолодженням до визначеної температури і подальшим термоциклуванням відносно цієї температури, який відрізняється тим, що для зниження схильності валка до тріщиноутворення під час експлуатації за рахунок найбільш повного розпаду залишкового аустеніту, виріб піддають поетапній термоциклічній обробці, причому час ізотермічної витримки на кожному етапі термоциклічної обробки визначається розміром валка.
2. Спосіб за п. 1, який відрізняється тим, що на першому етапі термоциклічної обробки, з метою створення напруг від самочинної магнітострикції легованого цементиту і часткового розпаду залишкового аустеніту з утворенням включень цієї фази, проводять нагрівання виробу до температури t1=t+21,2·Се (де t1 - температура магнітного перетворення легованого цементиту, t - температура магнітного перетворення цементиту, Се - вуглецевий еквівалент), з наступною ізотермічною витримкою при t1 та охолодженням до t, а на другому етапі проводять обробку, що складається з групи циклів (не менше двох), на кожному з яких для створення напруг від самочинної магнітострикції спеціальних карбідів Ме23С6 і Ме7С3, під дією яких досягається найбільш повний розпад залишкового аустеніту через вміст в них заліза, виконують нагрівання виробу до температури t2=t+43,9·Се, (де t2 - температура магнітного перетворення спеціальних карбідів), відповідну ізотермічну витримку виробу при t2 та повільне його охолодження (разом із піччю) до температури t11, що вище за t1, причому наприкінці другого етапу обробки, після охолодження до температури t11, для зняття напруг від самочинної магнітострикції спеціальних карбідів і вирівнювання температури по перерізу валка, проводять ізотермічну витримку виробу при температурі t11 з подальшим повільним його охолодженням (разом із піччю) до кімнатної температури.
Текст
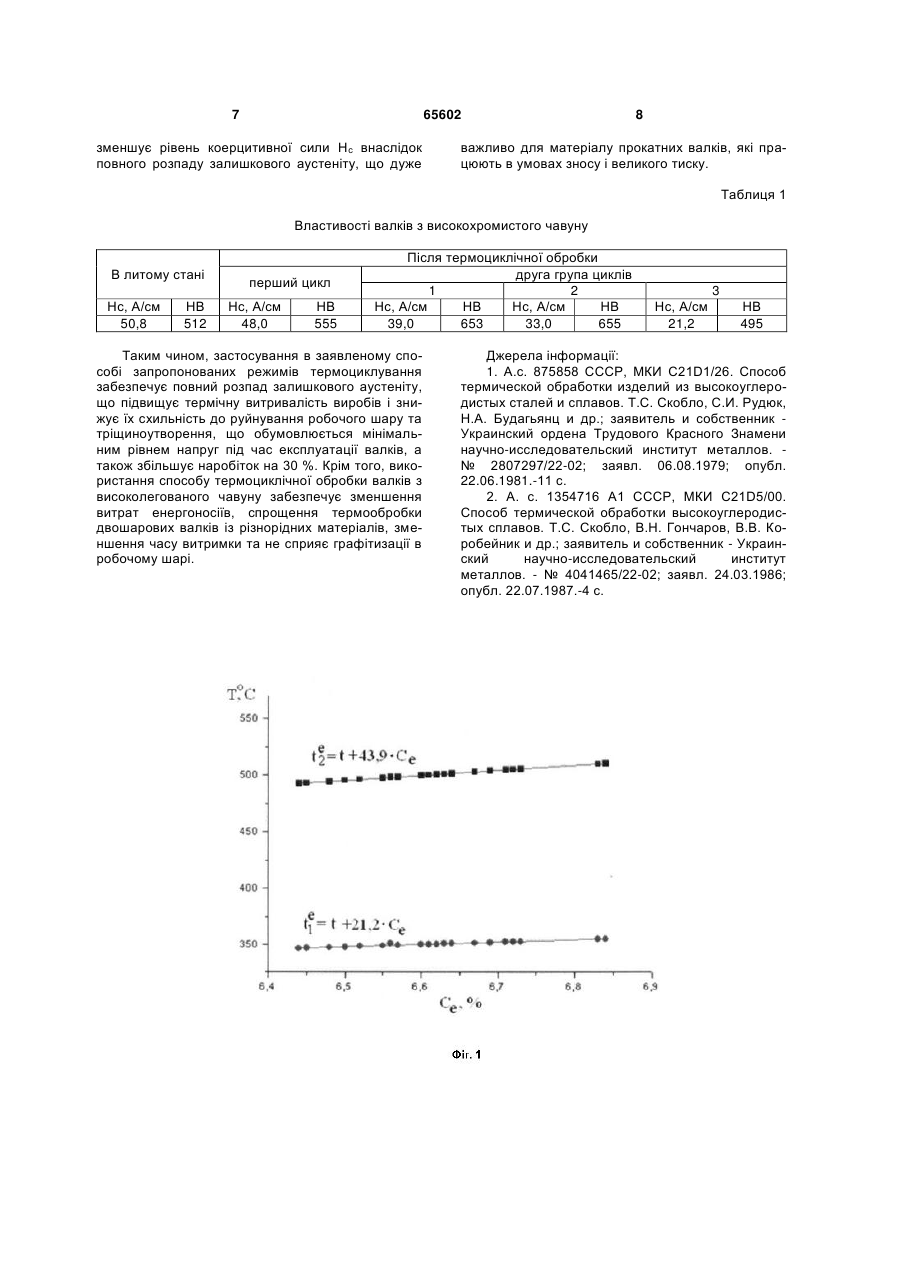
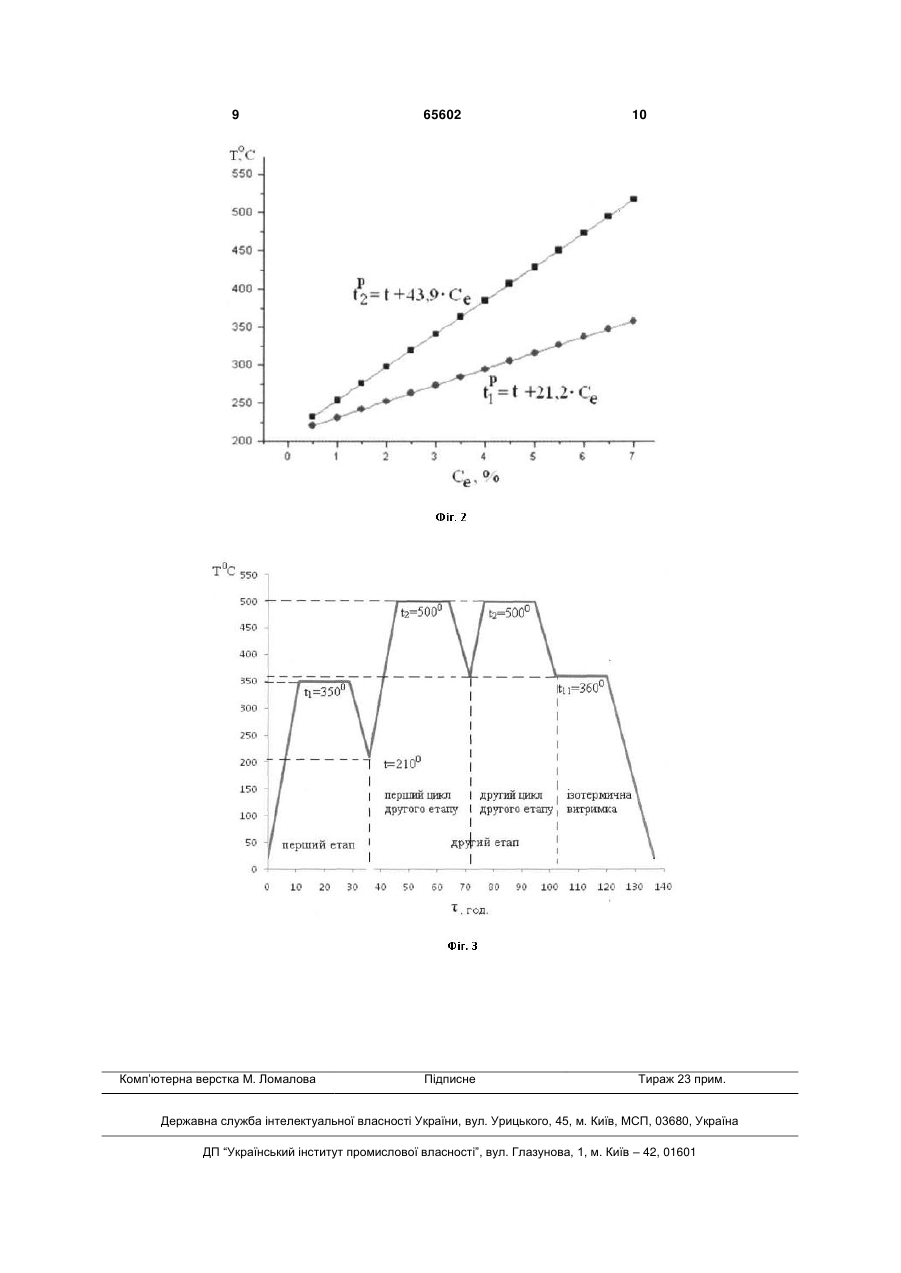
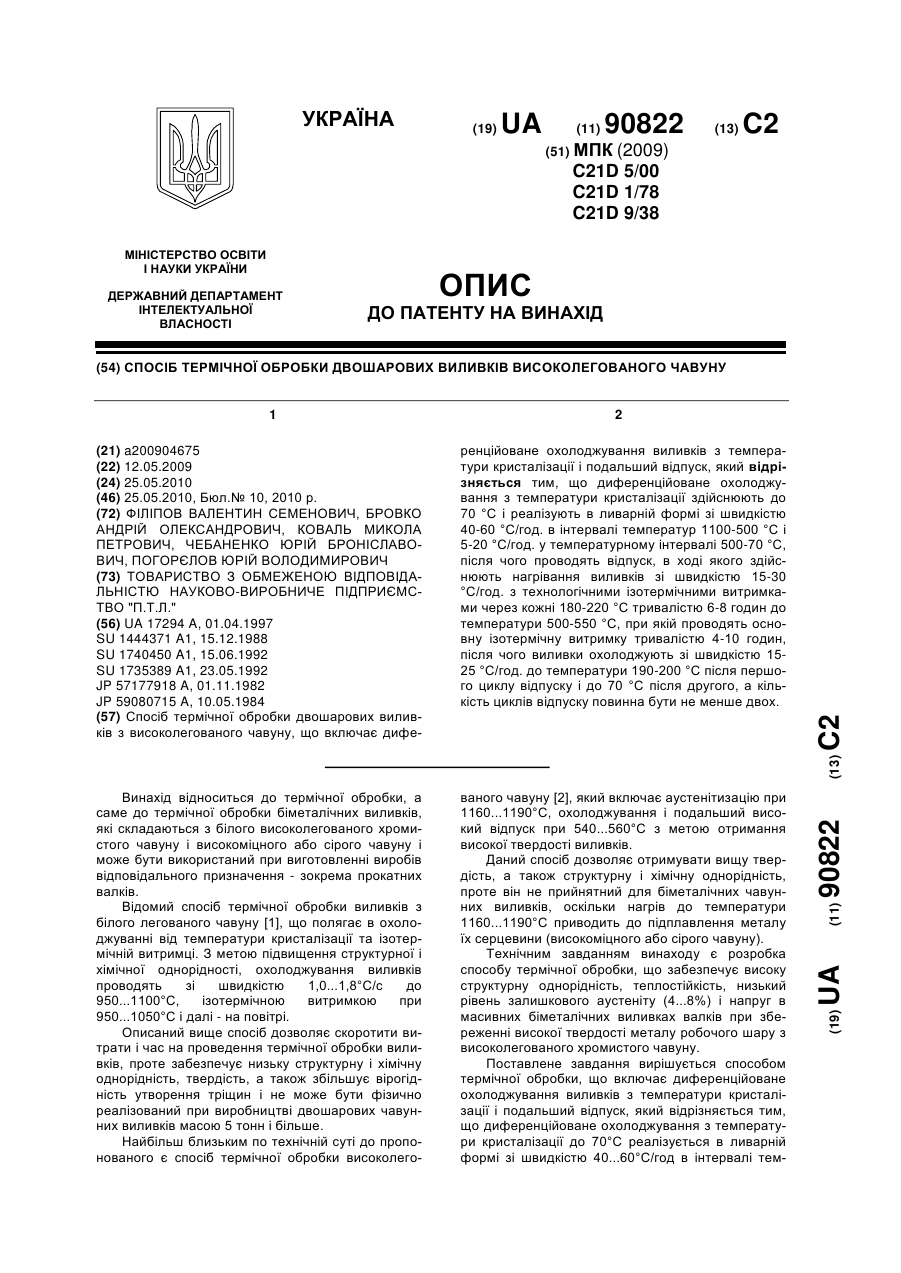
1. Спосіб термічної обробки валків з високолегованого чавуну, що включає нагрівання виробу до температури магнітного перетворення цементиту, термоциклування відносно точки цього перетворення з наступним охолодженням до визначеної температури і подальшим термоциклуванням відносно цієї температури, який відрізняється тим, що для зниження схильності валка до тріщиноутворення під час експлуатації за рахунок найбільш повного розпаду залишкового аустеніту, виріб піддають поетапній термоциклічній обробці, причому час ізотермічної витримки на кожному етапі термоциклічної обробки визначається розміром валка. 2. Спосіб за п. 1, який відрізняється тим, що на першому етапі термоциклічної обробки, з метою U 2 65602 1 3 способу полягає в нагріванні виробу до температури магнітного перетворення цементиту, з метою створення напруженого стану внаслідок самочинної магнітострикції, термоциклування відносно точки його магнітного перетворення з наступним охолодженням до температури початку мартенситного перетворення Мн, та застосуванні додаткової операції в процесі термічної обробки - термоциклування щодо точки Мн - температури початку мартенситного перетворення. Проте, застосування зазначеного способу термообробки є недоцільним для високолегованих, зокрема високохромистих, прокатних валків, оскільки через високий ступінь легованості аустеніту в структурі робочого шару, за умов великих розмірів відливок із різнорідних металів (робочий шар - легований чавун, серцевина - сірий чавун) неможливо забезпечити повний розпад залишкового аустеніту за рахунок одержання мартенситної структури, але за кількістю схожих ознак та технічним результатом дане рішення прийняте за найближчий аналог. Задачею корисної моделі є підвищення експлуатаційної стійкості валків з високолегованого чавуну (зниження їх схильності до тріщиноутворення), за рахунок забезпечення повного розпаду залишкового аустеніту. Поставлена задача вирішується за рахунок того, що у відомому способі термічної обробки валків з високолегованого чавуну, що включає нагрівання виробу до температури магнітного перетворення цементиту з термоциклуванням відносно точки його магнітного перетворення, охолодження до температури початку мартенситного перетворення Мн з подальшим термоциклуванням відносно точки Мн, відповідно до корисної моделі, з метою зниження схильності валка з високолегованого чавуну до тріщиноутворення при експлуатації та забезпечення найбільш повного розпаду залишкового аустеніту, виріб піддають поетапній термоциклічній обробці, при якій перший етап проводять з метою створення напруг від самочинної магнітострикції легованого цементиту і часткового розпаду залишкового аустеніту з утворенням включень цієї фази (випадання цієї фази із залишкового аустеніту) при температурі t1 магнітного перетворення легованого цементиту, а на другому етапі проводять обробку, що складається з групи циклів (не менш двох), на кожному з яких, з метою створення напруг від самочинної магнітострикції спеціальних карбідів Ме23С6 і Ме7С3, що містять залізо, з забезпеченням під їх дією найбільш повного розпаду залишкового аустеніту, виконують нагрівання виробу до температури t 2 магнітного перетворення спеціальних карбідів, відповідну ізотермічну витримку виробу при t 2 після кожного циклу нагрівання та повільне його охолодження (разом із піччю) до температури t11, що вище за t1 , причому наприкінці другого етапу обробки, після охолодження до температури t11, з метою зняття напруг від самочинної магнітострикції спеціальних карбідів і вирівнювання температури по перерізу валка, проводять ізотермічну витримку виробу при температурі 65602 4 t11 з подальшим повільним охолодженням (разом із піччю) до кімнатної температури, а час витримки на кожному етапі термоциклічної обробки визначається розміром валка. При цьому температура t1 магнітного перетворення легованого цементиту та температура t 2 магнітного перетворення спеціальних карбідів визначаються за виразами: (1) t1 =t+21,2·Ce, °C, (2) t 2 =t+43,9·Се, °C де t - температура магнітного перетворення цементиту, °C; Се - вуглецевий еквівалент. Сутність корисної моделі пояснюється кресленнями, де показано: фіг. 1 - Графік залежності температур обробки валка Т, при яких проявляється самочинна магнітострикція легованого цементиту t e та спеціаль1 e , отриманих ексних карбідів (Ме23С6 і Ме7С3) t 2 периментальним шляхом, від вуглецевого еквівалента Се високохромистого чавуну; фіг. 2 - Графік залежності температур обробки валка Т, при яких проявляється самочинна магнітострикція легованого цементиту t p та спеціаль1 p , отриманих теорених карбідів Ме23С6 і Ме7С3 t 2 тично, шляхом розрахунку, від вуглецевого еквівалента Се високолегованих сплавів; фіг. 3 - Графік залежності температури Т від часу термоциклічної обробки виробу для високохромистих валків в запропонованому способі. Процес термоциклічної обробки валків з високолегованого чавуну відбувається наступним чином. Спочатку валок з високолегованого, наприклад високохромистого, чавуну, закладають у піч для термічної обробки, після чого його піддають поетапній термоциклічній обробці, при якій перший етап складається з одного циклу, а другий - з декількох (не менше двох). При цьому окремий цикл термічної обробки включає такі операції, як: нагрівання до необхідного значення температури, ізотермічну витримку при встановленій температурі та охолодження до визначеного рівня. Під час першого етапу термоциклічної обробки виконують нагрівання виробу до температури t1 магнітного перетворення, при якій виявляється самочинна магнітострикція легованого цементиту, з наступною ізотермічною витримкою при температурі t1 та повільним охолодженням (разом із піччю) до температури магнітного перетворення цементиту t=210 °C. Це необхідно для створення напруг (напруженого стану структури матеріалу), що супроводжується збільшенням його дефектності (щільності дислокацій, вакансій) тому, що при переході через точку t1 , коефіцієнт лінійного розширення легованого цементиту різко змінюється і створюється найбільша різниця теплових деформацій цементиту та інших структурних складових 5 матеріалу. Коефіцієнт лінійного розширення зазначених структурних складових при t1 не змінюється і вони не піддаються пластичній деформації. Виникаючі при цьому додаткові напруги 2-го роду забезпечують частковий розпад залишкового аустеніту з утворенням включень легованого цементиту. Другий етап включає групу циклів (не менше двох циклів) термоциклічної обробки валка, кожен з яких полягає у нагріванні виробу до температури t 2 магнітного перетворення спеціальних карбідів Ме23С6 та Ме7С3, утримуючих 40-43 % заліза, при якій проявляється їх самочинна магнітострикція з наступною ізотермічною витримкою при t 2 та повільним охолодженням (разом із піччю) до температури t11, що вище за t1 . Це пов'язане з необхідністю створення в структурі матеріалу високого рівня напруг 2-го роду, тому що при переході через точку t 2 магнітного перетворення спеціальних карбідів, їх коефіцієнт лінійного розширення різко змінюється, завдяки присутності заліза, і створюється найбільша різниця теплових деформацій цих карбідів і інших структурних складових матеріалу, а виникаючі при цьому додаткові напруги 2-го роду забезпечують найбільш повний розпад залишкового аустеніту. Специфікою є те, що, з метою зняття напруг від самочинної магнітострикції спеціальних карбідів і вирівнювання температури по перерізу валка, наприкінці другого етапу обробки, після охолодження до температури t11, виконують ізотермічну витримку при температурі t11 і повільне охолодження (разом із піччю) до кімнатної температури. Особливість запропонованого рішення полягає в тому, що час витримки на кожному етапі термоциклічної обробки визначається розміром валка. Розрахунок часу ізотермічної витримки визначається, наприклад, за 1 годину на кожні 25 мм виробу, але не менше, ніж 1 година на всю витримку. На підставі експериментальних даних за результатами математичного аналізу були отримані кореляційні рівняння між експериментально визначеною температурою t e , при якій проявляєть1 ся самочинна магнітострикція легованого цементиту, і вуглецевим еквівалентом Се високохромистого чавуну, та експериментально визначеною температурою t e , при якій проявля2 ється самочинна магнітострикція спеціальних карбідів Ме23С6 і Ме7С3, що містять 40-43 % заліза, і вуглецевим еквівалентом Се: t e t 212 Ce та , 1 t e t 43,9 Ce , де t - температура магнітного 2 перетворення цементиту. Фіг. 1 ілюструє стабільність температурного інтервалу обробки в межах виробництва чавунних листових високохромистих валків (Се=6,4-6,9 %). Для інших типів виробів, наприклад, чавунів, які є комплекснолегованими і містять 3 % W або 2 % Сu, або до 1,5 % V, або 2,0 % Мо, за рахунок зміни 65602 6 вуглецевого еквівалента Се залежності температур t p і t p від Се істотно змінюються (фіг. 2). Це 1 2 свідчить про наявність залежності температури обробки Т валка від зазначеного вуглецевого еквіваленту Се (0,5-7,0 %). Перевірку ефективності запропонованого способу проводили спочатку в лабораторії на зразках 42 плавок, відібраних від робочого шару двошарових високохромистих чавунних валків виконань ЛПХ17Ндц виробництва Лутугінського державного науково-виробничого валкового комбінату (ЛДНВВК), що мають наступний хімічний склад (%): 2,68-2,90 С; 0,65-1,04 Si; 0,80-1,13 Мn; 0,030,06 Р; 0,016-0,040 S; 16,0-17,1 Cr; 1,24-1,52 Ni; 1,02-1,28 Мо; 0,21-0,40 Сu; 0,18-0,31 W; 0,0300,035 Mg; Fe - решта. Після цього перевірку ефективності способу виконували в умовах експлуатації валків на виробництві. Термоциклічну обробку валків (фіг. 3) в запропонованому способі проводили на валках діаметром 900 мм з довжиною бочки 2000 мм в такій послідовності: на першому етапі нагрівання вели зі швидкістю 30 °C/год. до температури t1 =340-350 °C (для робочого шару валка з чавуну зазначеного складу при Се=6,46,9 %), яку обчислили за виразом (1). Потім проводили ізотермічну його витримку при даній температурі впродовж 18 годин (з розрахунку 1 година на кожні 25 мм, але не менш ніж година на всю витримку), після чого повільно охолоджували разом із піччю до температури t=210 °C. На другому етапі - двічі послідовно нагрівали виріб зі швидкістю 30 °C/год. до температури t 2 =490-510 °C (Сэ=6,4-6,9), яку обчислили за виразом (2), з наступною ізотермічною витримкою після кожного нагріву виробу при цій температурі протягом часу, розрахованому як для першого етапу, і повільно охолоджували (разом із піччю) до температури t11, що вище за t1 (в даному випадку t11=360 °C). Наприкінці другого циклу термоциклічної обробки виріб витримували при постійній температурі t11=360 °C протягом 18 годин і повільно охолоджували (разом із піччю) до кімнатної температури. В таблиці 1 наведені властивості валків з високохромистого чавуну (твердість НВ та коерцитивна сила Нс) в литому стані (до термоциклічної обробки) та після реалізації запропонованого способу (перший та другий етапи). При цьому для другого етапу зазначаються данні за двома послідовними нагріваннями до t 2 з характерними витримками та охолодженням, відповідно 1 і 2, а 3 додаткова витримка при температурі t11 вище за t 2 з відповідним охолодженням. Данні наведені в таблиці 1 характеризують середні значення вимірів за результатами 42 плавок. Аналіз властивостей термооброблених високохромистих чавунних валків показав, що заявлений спосіб не сприяє суттєвому зменшенню рівня твердості, але істотно 7 65602 зменшує рівень коерцитивної сили Нс внаслідок повного розпаду залишкового аустеніту, що дуже 8 важливо для матеріалу прокатних валків, які працюють в умовах зносу і великого тиску. Таблиця 1 Властивості валків з високохромистого чавуну В литoму стані Нс, А/см 50,8 НВ 512 перший цикл Нс, А/см 48,0 НВ 555 Після термоциклічної обробки друга група циклів 1 2 Нс, А/см НВ Нс, А/см НВ 39,0 653 33,0 655 Таким чином, застосування в заявленому способі запропонованих режимів термоциклування забезпечує повний розпад залишкового аустеніту, що підвищує термічну витривалість виробів і знижує їх схильність до руйнування робочого шару та тріщиноутворення, що обумовлюється мінімальним рівнем напруг під час експлуатації валків, а також збільшує наробіток на 30 %. Крім того, використання способу термоциклічної обробки валків з високолегованого чавуну забезпечує зменшення витрат енергоносіїв, спрощення термообробки двошарових валків із різнорідних матеріалів, зменшення часу витримки та не сприяє графітизації в робочому шарі. 3 Нс, А/см 21,2 НВ 495 Джерела інформації: 1. А.с. 875858 СССР, МКИ C21D1/26. Способ термической обработки изделий из высокоуглеродистых сталей и сплавов. Т.С. Скобло, С.И. Рудюк, Н.А. Будагьянц и др.; заявитель и собственник Украинский ордена Трудового Красного Знамени научно-исследовательский институт металлов. № 2807297/22-02; заявл. 06.08.1979; опубл. 22.06.1981.-11 с. 2. А. с. 1354716 А1 СССР, МКИ C21D5/00. Способ термической обработки высокоуглеродистых сплавов. Т.С. Скобло, В.Н. Гончаров, В.В. Коробейник и др.; заявитель и собственник - Украинский научно-исследовательский институт металлов. - № 4041465/22-02; заявл. 24.03.1986; опубл. 22.07.1987.-4 с. 9 Комп’ютерна верстка М. Ломалова 65602 Підписне 10 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of heat treatment of rollers from vysokolegirovannogo cast-iron
Автори англійськоюSkoblo Tamara Semenivna, Klochko Oksana Yuriivna, Pohorielov Volodymyr Yakovych, Pohorelov Yurii Volodymyrovych, Popov Serhii Mykolaiovych, Yemanov Natalia Oleksiivna, Sokolov Roman Hryhorovych
Назва патенту російськоюСпособ термической обработки валков из высоколегированного чугуна
Автори російськоюСкобло Тамара Семеновна, Клочко Оксана Юрьевна, Погорелов Владимир Яковлевич, Погорелов Юрий Владимирович, Попов Сергей Николаевич, Еманова Наталья Алексеевна, Соколов Роман Григорьевич
МПК / Мітки
МПК: C21D 5/00
Мітки: термічної, високолегованого, обробки, чавуну, валків, спосіб
Код посилання
<a href="https://ua.patents.su/5-65602-sposib-termichno-obrobki-valkiv-z-visokolegovanogo-chavunu.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки валків з високолегованого чавуну</a>
Спосіб термічної обробки двошарових виливків високолегованого чавуну
Номер патенту: 90822
Опубліковано: 25.05.2010
Автори: Філіпов Валентин Семенович, Чебаненко Юрій Броніславович, Погорєлов Юрій Володимирович, Бровко Андрій Олександрович, Коваль Микола Петрович
МПК: C21D 9/38, C21D 1/78, C21D 5/00
Мітки: двошарових, обробки, термічної, чавуну, виливків, спосіб, високолегованого
Формула / Реферат:
Спосіб термічної обробки двошарових виливків з високолегованого чавуну, що включає диференційоване охолоджування виливків з температури кристалізації і подальший відпуск, який відрізняється тим, що диференційоване охолоджування з температури кристалізації здійснюють до 70 °С і реалізують в ливарній формі зі швидкістю 40-60 °С/год. в інтервалі температур 1100-500 °С і 5-20 °С/год. у температурному інтервалі 500-70 °С, після чого...
Спосіб термічної обробки високолегованого чавуну
Номер патенту: 59272
Опубліковано: 15.08.2003
Автори: Куцов Андрій Юрійович, Мамченко Ганна Валеріївна, Ковзель Максим Анатолійович, Куцова Валентина Зиновіївна
МПК: C21D 5/00
Мітки: обробки, термічної, чавуну, спосіб, високолегованого
Формула / Реферат:
Спосіб термічної обробки високолегованого чавуну, що включає аустенітизацію й охолодження, який відрізняється тим, що проводять аустенітизацію при температурі 950-1050°С і додатково ізотермічну витримку при температурі 300-350°С перед охолодженням, при цьому охолодження проводять у воді після ізотермічної витримки.
Спосіб відцентрового лиття двошарових прокатних валків з робочим шаром з високолегованого чавуну
Номер патенту: 31164
Опубліковано: 17.12.2001
Автори: Кондратенко Віктор Іванович, Балаклієць Ігор Альбінович, Сирота Дмитро Олександрович, Жижкіна Наталія Олександрівна, Будаг'янц Микола Абрамович, Дяченко Юрій Васильович, Гольдштейн Леонід Борисович
МПК: B22D 13/02
Мітки: двошарових, високолегованого, відцентрового, робочим, шаром, прокатних, спосіб, чавуну, лиття, валків
Формула / Реферат:
Спосіб відцентрового лиття двошарових прокатних валків з робочим шаром з високолегованого чавуни, що включає обертання ливарної форми навколо вертикальної осі, заливання металу робочого шару, витримку для затвердіння робочого шару, заливання першої порції металу серцевини, витримку для затвердіння перехідної зони і заливання залишку металу серцевини, який відрізняється тим, що заливання металу робочого шару ведуть із витратою 1,1-1,3 обсягу...
Спосіб термічної обробки прокатних валків
Номер патенту: 22301
Опубліковано: 25.04.2007
Автори: Вейнов Андрій Маркович, Лиманський Олександр Вадимович, Волков Олександр Степанович, Шрайдер Артур Вікторович, Фельдман Вячеслав Євгенович, Свиридов Олег Віталійович, Грушко Юрій Олексійович
МПК: C21D 1/42
Мітки: валків, обробки, прокатних, спосіб, термічної
Формула / Реферат:
Спосіб термічної обробки композитних прокатних валків з наплавленим робочим шаром, при якому виконують попередній наскрізний підігрів нижче точки АС1, нагрівання під нормалізацію і нормалізацію з наступним відпусканням на задану твердість, який відрізняється тим, що нагрівання під нормалізацію виконують індукційним методом до температури 1100-1150°С зі швидкістю 2500-3000°С/годину, після чого валок рівномірно охолоджують зі швидкістю...
Спосіб термічної обробки прокатних валків
Номер патенту: 11472
Опубліковано: 15.12.2005
Автори: Бабенко Михайло Антонович, Панішко Сергій Олександрович, Горяний Анатолій Григорович, Сокуренко Анатолій Валентинович, Дьомічев Сергій Володимирович, Босий Володимир Миколайович, Кушнаренко Олексій Валерійович, Шеремет Володимир Олександрович, Шапаренко Олександр Володимирович
МПК: B21B 27/06, C21D 1/09
Мітки: прокатних, спосіб, обробки, валків, термічної
Формула / Реферат:
1. Спосіб термічної обробки прокатних валків, що включає нагрівання мікроплазмовою дугою валка, що обертається, з послідовним зміщенням анодної плями по поверхні валка, який відрізняється тим, що спочатку для неробочої поверхні оброблюваного валка при оптимальних значеннях таких параметрів, як частота обертання валка, напруга на мікроплазмовій дузі і витрата плазмоутворювального і захисного газу, визначають значення струму мікроплазмової...
Попередній патент: Котел твердопаливний водогрійний
Наступний патент: Безпілотний літальний апарат
Випадковий патент: Спосіб автоматизованої оцінки вартості майна та майнових прав