Спосіб виробництва феросплавів на механізованому комплексі
Номер патенту: 66603
Опубліковано: 10.01.2012
Автори: Розсохін Євген Вікторович, Петров Юрій Леонідович, Масалов Сергій Володимирович, Сталінський Дмитро Віталійович, Чудіков Олександр Іванович
Формула / Реферат
1. Спосіб виробництва феросплавів на механізованому комплексі, що включає розливання феросплаву з ковша в пересувні виливниці, кантування виливниць для добування злитків феросплаву, дроблення злитків феросплаву та завантаження роздробленого феросплаву у переносний короб, який відрізняється тим, що розливання феросплаву у виливниці здійснюють на ділянці, обладнаній аспіраційним укриттям, ківш з розплавом феросплаву через люк у даху аспіраційного укриття встановлюють у кантувач з регульованим кутом нахилу, феросплав розливають у коритоподібні виливниці через пристосований до кантувача жолоб, а в процесі розливання феросплаву виливниці періодично перемішують на візках під жолоб для забезпечення пошарового розливання феросплаву, причому перед розливанням чергового шару поверхню злитка посипають дрібнодисперсним феросплавом, при цьому пилогазові суміші, що утворюються над жолобом при розливанні феросплаву у виливниці та над місцем розливання феросплаву у виливниці, уловлюють безпосередньо над місцем їхнього утворення та направляють з аспіраційного укриття на газоочищення, а в процесі добування злитка феросплаву при кантуванні виливниці забезпечують падіння злитка феросплаву на приймальний стіл з висоти, достатньої для дроблення злитка феросплаву після його зіткнення з приймальним столом, потім шляхом приводного нахилу приймального столу роздроблений феросплав переміщують у переносний короб.
2. Спосіб за п. 1, який відрізняється тим, що в процесі розливання феросплаву виливниці періодично переміщують на візках під жолоб для забезпечення пошарового розливання феросплаву в три шари з товщиною кожного шару 100-150 мм.
Текст
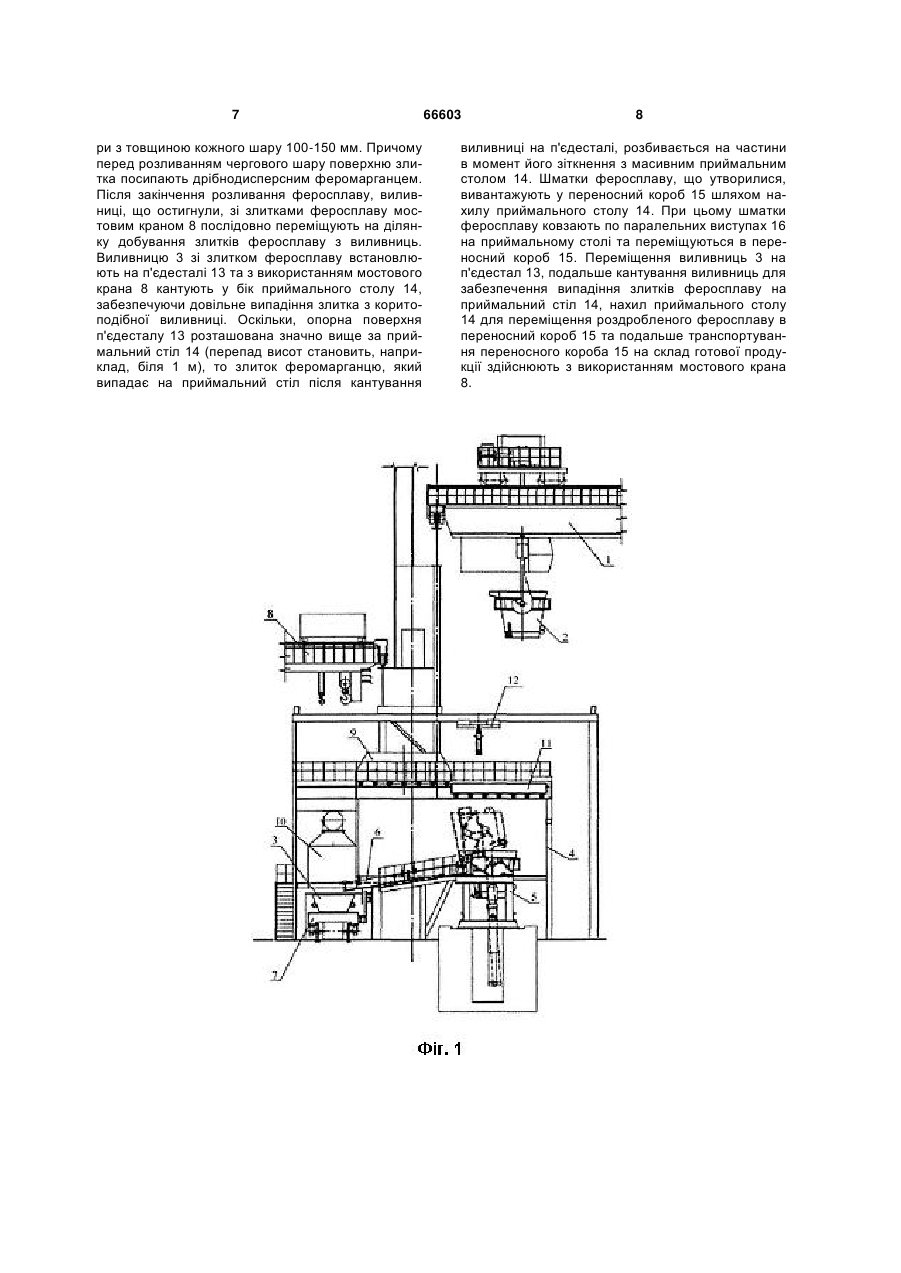
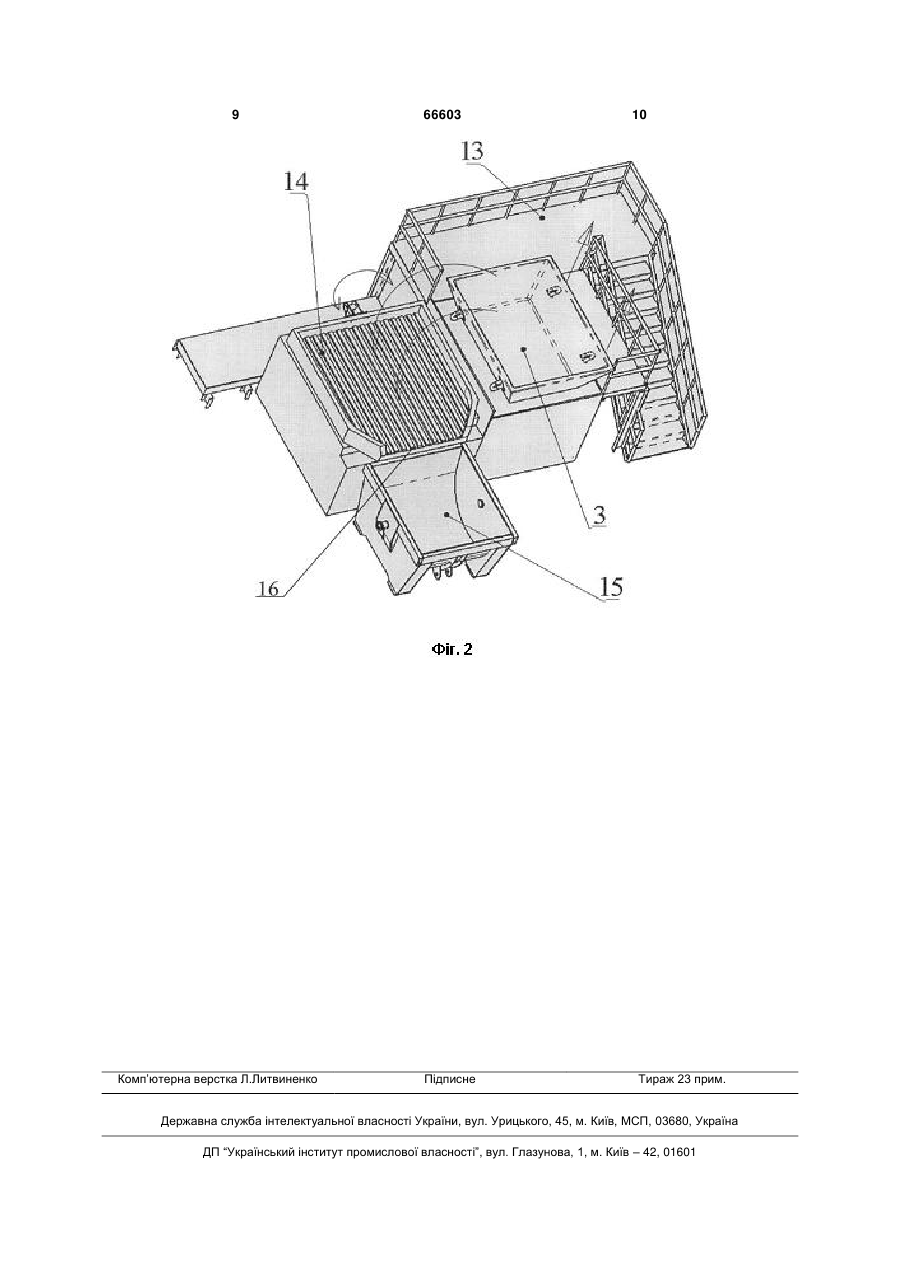
1. Спосіб виробництва феросплавів на механізованому комплексі, що включає розливання феросплаву з ковша в пересувні виливниці, кантування виливниць для добування злитків феросплаву, дроблення злитків феросплаву та завантаження роздробленого феросплаву у переносний короб, який відрізняється тим, що розливання феросплаву у виливниці здійснюють на ділянці, обладнаній аспіраційним укриттям, ківш з розплавом феросплаву через люк у даху аспіраційного укриття встановлюють у кантувач з регульованим U 2 (19) 1 3 переважно, на складних розливних машинах, які займають дуже велику площу. Таке розливання пов'язане з обов'язковим використанням шламонакопичувачів, а також вапняного молока, що призводить до утворення вапняного пилу при вивантаженні феросплаву з розливної машини. На великій території феросплавного виробництва дуже складно локалізувати та забезпечити очищення пилогазових сумішей, що утворюються, та, зокрема, запобігти потраплянню в цех шкідливих викидів. Злитки феросплаву, що остигнули, після вибивання необхідно транспортувати до пристроїв для механічного дроблення феросплаву, які розташовані окремо. Усе це ускладнює механізований комплекс феросплавного виробництва, на якому реалізується така технологія, суттєво збільшує капітальні і експлуатаційні витрати феросплавного виробництва та знижує ефективність уловлювання пилогазових сумішей, що утворюються. В основу корисної моделі, що заявляється, поставлено задачу створити такий спосіб виробництва феросплавів на механізованому комплексі, в якому удосконалення шляхом введення нових дій та зміни умов виконання дій, дозволить при використанні об'єкта забезпечити досягнення технічного результату, який полягає у спрощенні механізованого комплексу феросплавного виробництва при підвищенні ефективності уловлювання пилогазових сумішей, що утворюються, шляхом їхньої локалізації. Спосіб виробництва феросплавів на механізованому комплексі, що заявляється, включає розливання феросплаву з ковша в пересувні виливниці, кантування виливниць для добування злитків феросплаву, дроблення злитків феросплаву та завантаження роздробленого феросплаву в переносний короб. Відмітною особливістю способу, що заявляється, є наступне. Розливання феросплаву у виливниці здійснюють на ділянці, обладнаній аспіраційним укриттям, а ківш з розплавом феросплаву через люк у даху аспіраційного укриття встановлюють у кантувач з регульованим кутом нахилу. Феросплав розливають у коритоподібні виливниці через пристосований до кантувача жолоб. У процесі розливання феросплаву виливниці періодично переміщують на візках під жолоб для забезпечення пошарового розливання феросплаву. Причому, перед розливанням чергового шару поверхню злитка посипають дрібнодисперсним феросплавом. При цьому пилогазові суміші, що утворюються над жолобом при розливанні феросплаву у виливниці та над місцем розливання феросплаву у виливниці, уловлюють безпосередньо над місцем їхнього утворення та направляють з аспіраційного укриття на газоочищення. В процесі добування злитка феросплаву при кантуванні виливниці забезпечують падіння злитка феросплаву на приймальний стіл з висоти, достатньої для дроблення злитка феросплаву після його зіткнення з приймальним столом. Потім, шляхом приводного нахилу приймального столу, роздроблений феросплав переміщують у переносний короб. В окремих випадках використання спосіб, що заявляється, характеризується тим, що в процесі розливання феросплаву виливниці переміщують 66603 4 на візках під жолоб періодично для забезпечення пошарового розливання феросплаву в три шари з товщиною кожного шару 100-150 мм. При використанні об'єкта, що заявляється, забезпечується досягнення технічного результату, який полягає у спрощенні механізованого комплексу феросплавного виробництва при підвищенні ефективності уловлювання пилогазових сумішей, що утворюються, шляхом локалізації шкідливих викидів. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляються, та технічним результатом, що досягається, існує такий. Здійснення розливання феросплаву у виливниці на ділянці, обладнаній аспіраційним укриттям, переміщення ковша з розплавом феросплаву через люк (що відкривається тільки в потрібний момент у даху аспіраційного укриття при підході ковша) у кантувач з регульованим кутом нахилу, подальше розливання феросплаву у виливниці через пристосований до кантувача жолоб, періодичне переміщення виливниць на візках у процесі розливання феросплаву під жолоб для забезпечення пошарового розливання феросплаву, а також уловлювання пилогазових сумішей, що утворюються над жолобом при розливанні феросплаву у виливниці та над місцем розливання феросплаву у виливниці, безпосередньо над місцем їхнього виникнення і переміщення цих пилогазових сумішей з аспіраційного укриття на газоочищення порівняно конструктивно просто (наприклад, без використання складної і громіздкої розливної машини) забезпечує розливання феросплаву у виливниці на ділянці порівняно невеликій площі, а, отже, в межах невеликого об'єму аспіраційного укриття. Це дозволяє на механізованому комплексі здійснити утворення злитка феросплаву необхідної товщини в кожній виливниці та ефективну газоочищення пилогазових сумішей, що утворюються, починаючи безпосередньо від місця утворення шкідливих викидів. Експериментально встановлено, що при падінні злитка феросплаву з висоти на масивну горизонтальну плиту, в об'ємі злитка виникають пружні хвилі напруження, які, разом з термічною напругою на межі шарів, сприяють дробленню злитка феросплаву (наприклад, дроблення злитка феромарганцю товщиною 150 мм відбувається при його падінні з висоти біля 1 м). Розливання феросплаву у виливниці коритоподібної форми, періодичне переміщення виливниць в процесі розливання феросплаву на візках під жолоб для забезпечення пошарового розливання феросплаву (наприклад, у три шари з товщиною кожного шару 100-150 мм) посипання перед розливанням чергового шару поверхні злитка дрібнодисперсним феросплавом, забезпечення падіння злитка феросплаву (в процесі довільного добування злитка феросплаву при кантуванні виливниці) на приймальний стіл з висоти, достатньої для дроблення злитка феросплаву після його зіткнення з приймальним столом і подальше переміщення подрібненого феросплаву за рахунок приводного нахилу приймального столу в переносний короб порівняно конструктивно просто (без додаткового пристрою для вибивання злитка і додаткового пристрою для 5 механічного дроблення) забезпечує випадіння злитка феросплаву з кожної виливниці та падіння цього злитка з висоти, достатньої для дроблення злитка в момент його зіткнення з масивним приймальним столом. Для забезпечення ефективного дроблення злитка феросплаву при підвищенні механічних властивостей феросплаву та його товщини необхідно збільшити висоту, з якої злиток феросплаву падатиме на приймальний стіл. Усе це спрощує механізований комплекс феросплавного виробництва та підвищує ефективність уловлювання пилогазових сумішей, що утворюються, за рахунок локалізації цих пилогазових сумішей безпосередньо в місцях виникнення. Суть об'єкта, що заявляється, пояснюється кресленнями, на яких зображені ділянки механізованого комплексу феросплавного виробництва: - на фіг. 1 - загальний вид ділянки розливання феросплаву у виливниці; - на фіг. 2 - загальний вид ділянки добування злитків феросплаву з виливниць. На кресленнях проставлені такі позначення: 1 - мостовий кран; 2 - ківш; 3 - виливниця; 4 - аспіраційне укриття; 5 - кантувач; 6 - жолоб; 7 - візок; 8 - мостовий кран; 9 - аспіраційний приводний зонт; 10 - аспіраційний стаціонарний зонт; 11 - люк; 12 - кран-балка; 13 - п'єдестал; 14 - приймальний стіл; 15 - переносний короб; 16 - виступи на приймальному столі. Механізований комплекс феросплавного виробництва, призначений для реалізації способу, що заявляється, містить (фіг. 1) мостовий кран 1, ділянку розливання феросплаву у виливниці, що включає пересувний ківш 2 з розплавом феросплаву і пересувні виливниці 3. Ділянка розливання феросплаву у виливниці обладнана аспіраційним укриттям 4, в якому встановлені кантувач 5, що має гідроциліндр для забезпечення регульованого нахилу ковша 2 з розплавом феросплаву, а також пристосований до кантувача 5 вогнетривкий жолоб 6 для розливання розплаву феросплаву у виливниці 3. При цьому виливниці 3 виконані коритоподібними та установлені на приводних візках 7 з можливістю періодичного переміщення під жолоб 6 для пошарового розливання розплаву феросплаву у виливниці. Механізований комплекс феросплавного виробництва обслуговується мостовим краном 8. Аспіраційне укриття 4 обладнане аспіраційним приводним зонтом 9, встановленим над жолобом 6 для розливання розплаву феросплаву у виливниці 3, та аспіраційним стаціонарним зонтом 10, встановленим над місцем розливання феросплаву у виливниці. Крім того, у даху аспіраційного укриття 4 виконаний люк 11 для забезпечення установки мостовим краном 1 ковша 2 з розплавом феро 66603 6 сплаву в кантувач 5. Для обслуговування ділянки розливання феросплаву у виливниці передбачена кран-балка 12. Ділянка добування злитків феросплаву з виливниць обладнана (фіг. 2) компактно розташованими п'єдесталом 13 для виливниці 3 зі злитком феросплаву, приймальним столом 14 для злитка феросплаву та переносним коробом 15 для роздробленого феросплаву. Чергова виливниця 3 зі злитком феросплаву встановлена на п'єдесталі 13 з можливістю кантування виливниці в бік приймального столу 14. При цьому опорна поверхня п'єдесталу 13 розташована вище за приймальний стіл 14 на висоту біля 1 м, що забезпечує дроблення злитка феромарганцю, який довільно випаде на приймальний стіл після кантування виливниці на п'єдесталі 13. Приймальний стіл 14 встановлений з можливістю приводного нахилу для переміщення роздробленого феросплаву в переносний короб 15 при вивантаженні. Переміщення виливниць 3 на п'єдестал 13, подальше кантування виливниць для забезпечення довільного випадіння злитка феросплаву на приймальний стіл 14, нахил приймального столу 14 для переміщення роздробленого феросплаву в переносний короб 15 і подальше транспортування переносного короба 15 здійснюється з використанням мостового крана 8. В окремому випадку виконання механізованого комплексу феросплавного виробництва робоча поверхня приймального столу 14 для злитка феросплаву виконана ребристою для локалізації зусиль, що діють на злиток при його зіткненні з приймальним столом. При цьому виступи 16 на приймальному столі виконані паралельними і орієнтовані в напрямі переміщенні роздробленого феросплаву при вивантаженні з поверхні приймального столу 14 в переносний короб 15. Спосіб, що заявляється, реалізується в процесі роботи механізованого комплексу феросплавного виробництва так. Мостовий кран 1 переміщує ківш 2, в якому знаходиться розплав феросплаву, наприклад, феромарганцю, від електропечі на ділянку розливання феросплаву у виливниці 3. Через відкритий люк 11 в даху аспіраційного укриття 4 ківш 2 з розплавом феросплаву встановлюють мостовим краном 1 в кантувач 5. Потім люк 11 закривають з використанням кран-балки 12, ізолюючи аспіраційне укриття 4 для ефективного газоочищення пилогазових сумішей, що утворюються, які містять небезпечний для людини марганець, починаючи безпосередньо від місць утворення цих пилогазових сумішей, з використанням димососів, аспіраційного приводного зонта 9, встановленого над жолобом 6 при розливанні розплаву феросплаву у виливниці, та аспіраційного стаціонарного зонта 10, встановленого над місцем розливання феросплаву у виливниці 3. Розливання феросплаву в пересувні виливниці 3 здійснюють через вогнетривкий жолоб 6 шляхом поступового регульованого гідроциліндром нахилу ковша 2 з розплавом феросплаву. Виливниці 3 періодично переміщують на приводних візках 7 під жолоб 6 для розливання розплаву феросплаву у виливниці при пошаровому розливанні, наприклад, у три ша 7 ри з товщиною кожного шару 100-150 мм. Причому перед розливанням чергового шару поверхню злитка посипають дрібнодисперсним феромарганцем. Після закінчення розливання феросплаву, виливниці, що остигнули, зі злитками феросплаву мостовим краном 8 послідовно переміщують на ділянку добування злитків феросплаву з виливниць. Виливницю 3 зі злитком феросплаву встановлюють на п'єдесталі 13 та з використанням мостового крана 8 кантують у бік приймального столу 14, забезпечуючи довільне випадіння злитка з коритоподібної виливниці. Оскільки, опорна поверхня п'єдесталу 13 розташована значно вище за приймальний стіл 14 (перепад висот становить, наприклад, біля 1 м), то злиток феромарганцю, який випадає на приймальний стіл після кантування 66603 8 виливниці на п'єдесталі, розбивається на частини в момент його зіткнення з масивним приймальним столом 14. Шматки феросплаву, що утворилися, вивантажують у переносний короб 15 шляхом нахилу приймального столу 14. При цьому шматки феросплаву ковзають по паралельних виступах 16 на приймальному столі та переміщуються в переносний короб 15. Переміщення виливниць 3 на п'єдестал 13, подальше кантування виливниць для забезпечення випадіння злитків феросплаву на приймальний стіл 14, нахил приймального столу 14 для переміщення роздробленого феросплаву в переносний короб 15 та подальше транспортування переносного короба 15 на склад готової продукції здійснюють з використанням мостового крана 8. 9 Комп’ютерна верстка Л.Литвиненко 66603 Підписне 10 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of ferroalloys at mechanized complex
Автори англійськоюStalinskyi Dmytro Vitaliiovych, Petrov Yurii Leonidovych, Rozsokhin Yevhen Viktorovych, Chudikov Oleksandr Ivanovych, Masalov Serhii Volodymyrovych
Назва патенту російськоюСпособ производства ферросплавов на механизированном комплексе
Автори російськоюСталинский Дмитрий Витальевич, Петров Юрий Леонидович, Розсохин Евгений Викторович, Чудиков Александр Иванович, Масалов Сергей Владимирович
МПК / Мітки
МПК: C22C 33/00
Мітки: феросплавів, виробництва, комплекси, спосіб, механізованому
Код посилання
<a href="https://ua.patents.su/5-66603-sposib-virobnictva-ferosplaviv-na-mekhanizovanomu-kompleksi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва феросплавів на механізованому комплексі</a>
Механізований комплекс феросплавного виробництва
Номер патенту: 66244
Опубліковано: 26.12.2011
Автори: Масалов Сергій Володимирович, Чудіков Олександр Іванович, Петров Юрій Леонідович, Сталінський Дмитро Віталійович, Розсохін Євген Вікторович
МПК: C22C 33/00
Мітки: комплекс, механізований, виробництва, феросплавного
Формула / Реферат:
1. Механізований комплекс феросплавного виробництва, що містить мостовий кран, ділянку розливання феросплаву у виливниці, яка включає пересувний ківш і пересувні виливниці, ділянку добування злитків феросплаву з виливниць, яка включає засіб для кантування виливниць, засіб для дроблення злитків феросплаву та переносний короб для роздробленого феросплаву, який відрізняється тим, що ділянка розливання феросплаву у виливниці обладнана...
Спосіб виробництва феросплавів
Номер патенту: 78449
Опубліковано: 15.03.2007
Автори: Беспалов Олег Леонідович, Кондаков Едуард Вікторович, Капелянов Володимир Якович, Сезоненко Олег Миколайович, Куліш Андрій Миколайович, Куліш Сергій Миколайович
МПК: C22C 33/04, C21C 7/00, C22B 47/00
Мітки: спосіб, феросплавів, виробництва
Формула / Реферат:
1. Спосіб виробництва феросплавів, який включає плавлення шихтових матеріалів в печі, випуск розплаву з неї у розливні ємності, додавання рафінуючих добавок в розплав, який відрізняється тим, що як розливні ємності використовують ковші, які розташовують каскадно, а як рафінуючі добавки – відсіви вапняку виробництва СаО у шахтних печах, причому вказані рафінуючі добавки розігрівають до температури на 50 – 100 ºС нижче температури...
Спосіб виробництва феросплавів у рудовідновлювальній печі
Номер патенту: 78450
Опубліковано: 15.03.2007
Автори: Куліш Сергій Миколайович, Беспалов Олег Леонідович, Сезоненко Олег Миколайович, Куліш Андрій Миколайович, Кондаков Едуард Вікторович, Вишняков Володимир Дмитрович, Капелянов Володимир Якович
МПК: C22B 4/00, C22C 33/04
Мітки: спосіб, печі, рудовідновлювальній, феросплавів, виробництва
Формула / Реферат:
Спосіб виробництва феросплавів у рудовідновлювальній печі, який включає завантаження шихтових матеріалів у ванну печі, виплавку сплаву за заданими електричним та тепловим режимами, які корегують переміщенням електродів та перемиканням ступенів напруги трансформатора, при цьому зрівнюють теплові режими під кожним електродом, виходячи зі значень температури на кожусі печі проти електродів на відстані 0,30 – 0,35 висоти ванни печі від її поду,...
Спосіб виготовлення брикетів для виробництва хромистих феросплавів
Номер патенту: 51869
Опубліковано: 16.12.2002
Автори: Мухіна Людмила Володимирівна, Бичков Вячеслав Юрійович, Ільїн Володимир Васильович
МПК: C22B 1/243
Мітки: виробництва, спосіб, хромистих, виготовлення, феросплавів, брикетів
Формула / Реферат:
1. Спосіб виготовлення брикетів для виробництва хромистих феросплавів, що включає підготовку шляхом зволоження, старанного перемішування дрібнофракційної і порошкоподібної хромовмісної сировини, вуглецевого відновника неорганічного зв'язуючого, пресування і сушіння брикетів, який відрізняється тим, що як неорганічне зв'язуюче використовують рідке скло в кількості 8-19,5% від маси шихти і концентрат алюмінієвого шлаку в кількості 55-60% від...
Спосіб одержання напівпродукту для виробництва феросплавів і лігатур
Номер патенту: 76663
Опубліковано: 15.08.2006
Автор: Соколов Владислав Михайлович
МПК: C22C 33/04, C21C 7/00, C21B 3/06, C22B 5/04, C22B 7/00, C22B 7/02, C22B 7/04
Мітки: одержання, феросплавів, лігатур, спосіб, напівпродукту, виробництва
Формула / Реферат:
1. Спосіб одержання напівпродукту для виробництва феросплавів і лігатур, що включає використання дрібних і пилоподібних окислених металовмісних відходів, часткове відновлення відходів при підвищених температурах у відновному середовищі, який відрізняється тим, що відходи попередньо ущільнюють, а потім змішують з рідким металевим розплавом на залізній або марганцевій основі з підвищеним вмістом кремнію і вуглецю з наступною витримкою суміші до...
Попередній патент: Спосіб виміру зіяння тріщин
Наступний патент: Спосіб відновлення спрацьованих дисків сільськогосподарських машин
Випадковий патент: Спосіб лікування грижі