Спосіб виготовлення та відновлення лопатки вентилятора
Номер патенту: 68587
Опубліковано: 16.08.2004
Формула / Реферат
1. Спосіб виготовлення і відновлення лопатки вентилятора, що включає її очищення, усунення дефектів у лицьовій і тильній боковинах, знежирення, застосування просоченої зв’язуючим склотканини для формування на лопатках анізотропного покриття, який відрізняється тим, що на лопатку наносять шар високоміцного полімерного клею холодного отвердіння, а як анізотропне покриття застосовують натягнуту на неї попередньо відформовану відповідно до профілю і поперечного перерізу лопатки футерувальну оболонку, обтічну крайку якої оснащують еластичним півсферичним елементом, виконаним у вигляді замкнутої порожнини зі сполученими між собою через еластичні перемички з капілярними отворами і заповненими рідиною суміжними конічними ємкостями, потім обтискують на лопатці оболонку еластичними балонами зі стиснутим повітрям, що нагнітається, і забезпечують клейову герметизацію технологічних щілин і стиків оболонки і дають витримку часу на період полімеризації клею, після чого еластичні балони видаляють.
2. Спосіб за п. 1, який відрізняється тим, що як рідину застосовують незамерзаючу сполуку в кількості 0,8-0,88 від обсягу порожнини еластичного елемента.
3. Спосіб за пп. 1,2, який відрізняється тим, що на внутрішню поверхню відформованої оболонки перед натяганням на лопатку наносять шар високоміцного полімерного клею.
Текст
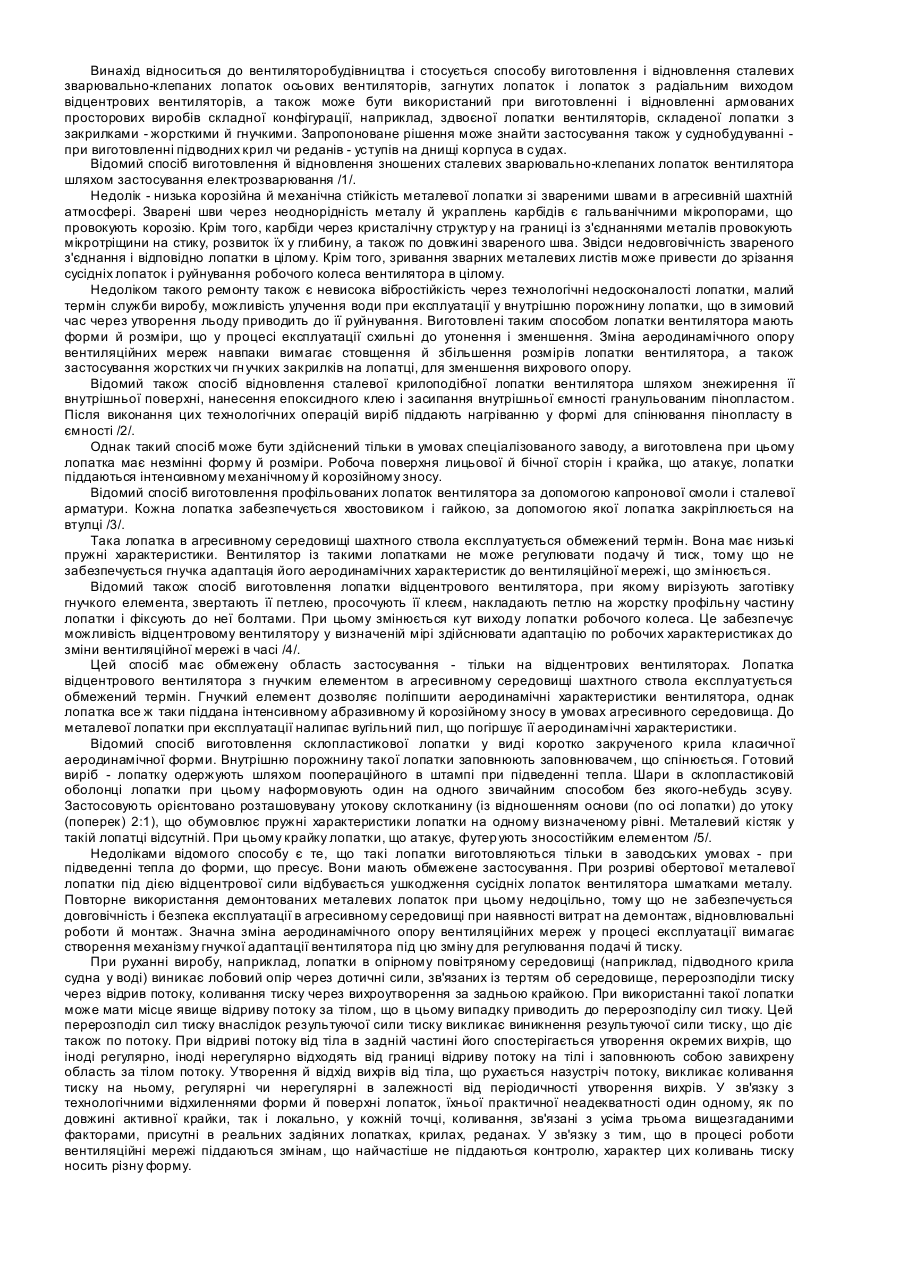
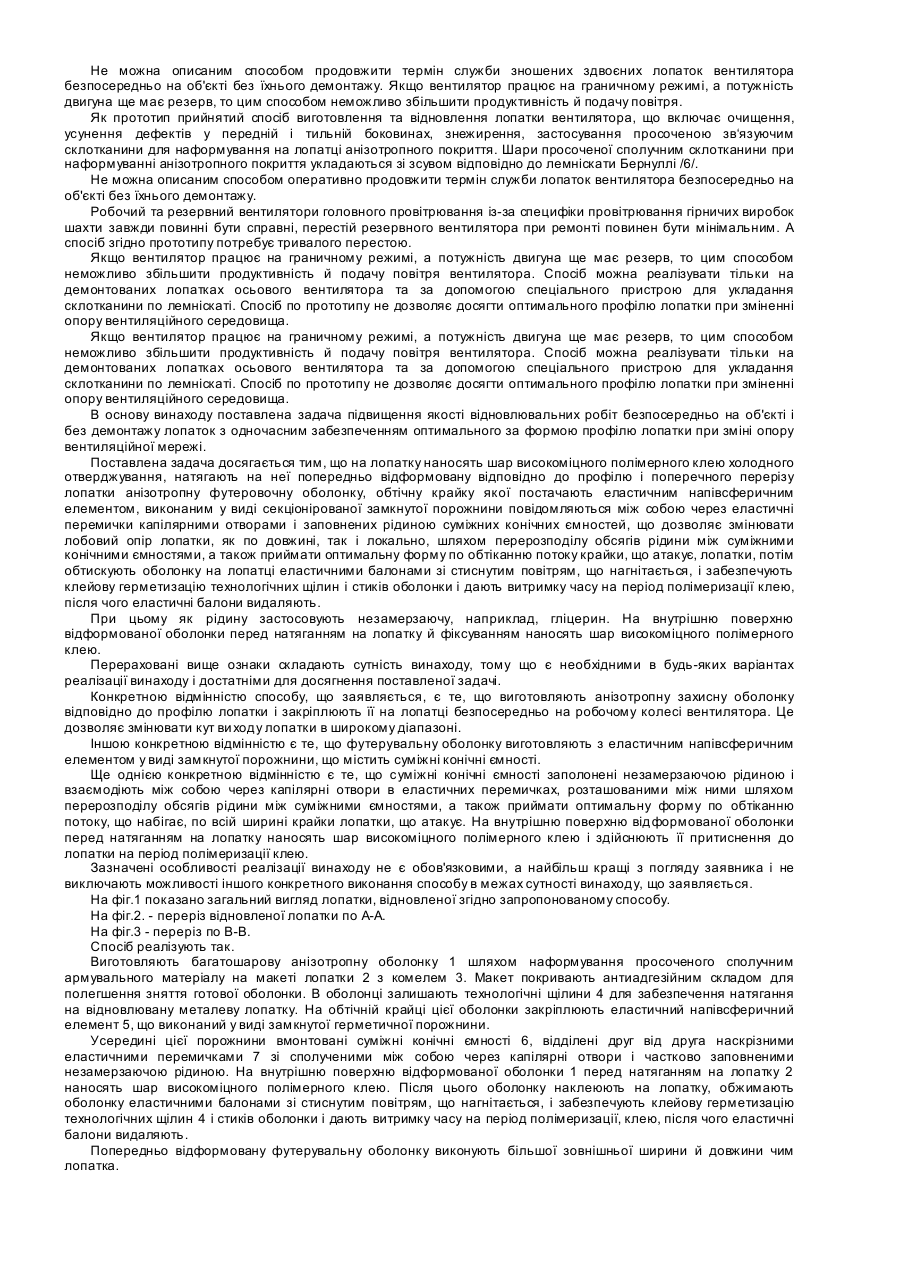
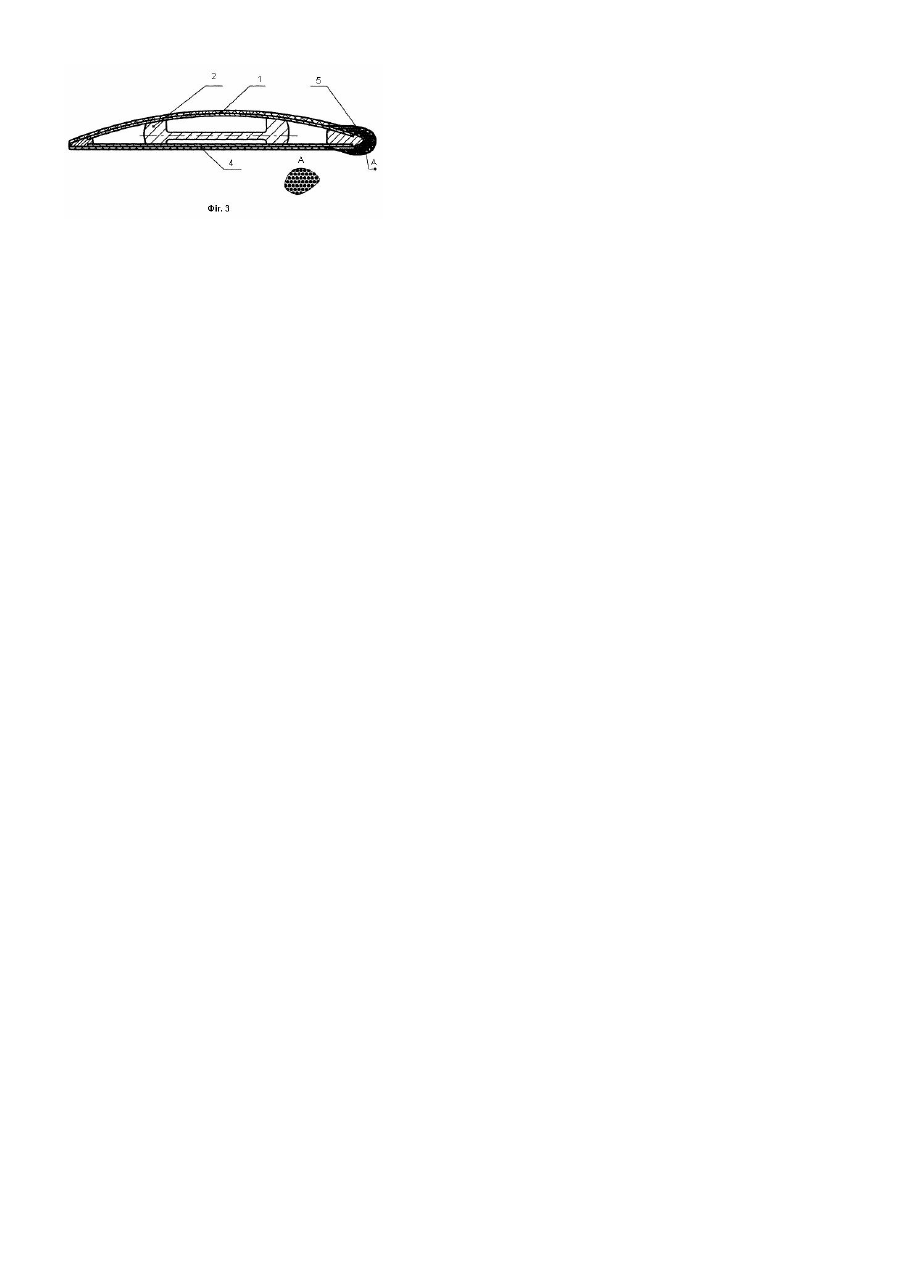
Винахід відноситься до вентиляторобудівництва і стосується способу виготовлення і відновлення сталевих зварювально-клепаних лопаток осьових вентиляторів, загнутих лопаток і лопаток з радіальним виходом відцентрових вентиляторів, а також може бути використаний при виготовленні і відновленні армованих просторових виробів складної конфігурації, наприклад, здвоєної лопатки вентиляторів, складеної лопатки з закрилками - жорсткими й гнучкими. Запропоноване рішення може знайти застосування також у суднобудуванні при виготовленні підводних крил чи реданів - уступів на днищі корпуса в судах. Відомий спосіб виготовлення й відновлення зношених сталевих зварювально-клепаних лопаток вентилятора шляхом застосування електрозварювання /1/. Недолік - низька корозійна й механічна стійкість металевої лопатки зі звареними швами в агресивній шахтній атмосфері. Зварені шви через неоднорідність металу й украплень карбідів є гальванічними мікропорами, що провокують корозію. Крім того, карбіди через кристалічну структур у на границі із з'єднаннями металів провокують мікротріщини на стику, розвиток їх у глибину, а також по довжині звареного шва. Звідси недовговічність звареного з'єднання і відповідно лопатки в цілому. Крім того, зривання зварних металевих листів може привести до зрізання сусідніх лопаток і руйнування робочого колеса вентилятора в цілому. Недоліком такого ремонту також є невисока вібростійкість через технологічні недосконалості лопатки, малий термін служби виробу, можливість улучення води при експлуатації у внутрішню порожнину лопатки, що в зимовий час через утворення льоду приводить до її руйнування. Виготовлені таким способом лопатки вентилятора мають форми й розміри, що у процесі експлуатації схильні до утонення і зменшення. Зміна аеродинамічного опору вентиляційних мереж навпаки вимагає стовщення й збільшення розмірів лопатки вентилятора, а також застосування жорстких чи гн учких закрилків на лопатці, для зменшення вихрового опору. Відомий також спосіб відновлення сталевої крилоподібної лопатки вентилятора шляхом знежирення її внутрішньої поверхні, нанесення епоксидного клею і засипання внутрішньої ємності гранульованим пінопластом. Після виконання цих технологічних операцій виріб піддають нагріванню у формі для спінювання пінопласту в ємності /2/. Однак такий спосіб може бути здійснений тільки в умовах спеціалізованого заводу, а виготовлена при цьому лопатка має незмінні форму й розміри. Робоча поверхня лицьової й бічної сторін і крайка, що атакує, лопатки піддаються інтенсивному механічному й корозійному зносу. Відомий спосіб виготовлення профільованих лопаток вентилятора за допомогою капронової смоли і сталевої арматури. Кожна лопатка забезпечується хвостовиком і гайкою, за допомогою якої лопатка закріплюється на втулці /3/. Така лопатка в агресивному середовищі шахтного ствола експлуатується обмежений термін. Вона має низькі пружні характеристики. Вентилятор із такими лопатками не може регулювати подачу й тиск, тому що не забезпечується гнучка адаптація його аеродинамічних характеристик до вентиляційної мережі, що змінюється. Відомий також спосіб виготовлення лопатки відцентрового вентилятора, при якому вирізують заготівку гнучкого елемента, звертають її петлею, просочують її клеєм, накладають петлю на жорстку профільну частину лопатки і фіксують до неї болтами. При цьому змінюється кут виходу лопатки робочого колеса. Це забезпечує можливість відцентровому вентилятору у визначеній мірі здійснювати адаптацію по робочих характеристиках до зміни вентиляційної мережі в часі /4/. Цей спосіб має обмежену область застосування - тільки на відцентрових вентиляторах. Лопатка відцентрового вентилятора з гнучким елементом в агресивному середовищі шахтного ствола експлуатується обмежений термін. Гнучкий елемент дозволяє поліпшити аеродинамічні характеристики вентилятора, однак лопатка все ж таки піддана інтенсивному абразивному й корозійному зносу в умовах агресивного середовища. До металевої лопатки при експлуатації налипає вугільний пил, що погіршує її аеродинамічні характеристики. Відомий спосіб виготовлення склопластикової лопатки у виді коротко закрученого крила класичної аеродинамічної форми. Внутрішню порожнину такої лопатки заповнюють заповнювачем, що спінюється. Готовий виріб - лопатку одержують шляхом поопераційного в штампі при підведенні тепла. Шари в склопластиковій оболонці лопатки при цьому наформовують один на одного звичайним способом без якого-небудь зсуву. Застосовують орієнтовано розташовувану утокову склотканину (із відношенням основи (по осі лопатки) до утоку (поперек) 2:1), що обумовлює пружні характеристики лопатки на одному визначеному рівні. Металевий кістяк у такій лопатці відсутній. При цьому крайку лопатки, що атакує, футер ують зносостійким елементом /5/. Недоліками відомого способу є те, що такі лопатки виготовляються тільки в заводських умовах - при підведенні тепла до форми, що пресує. Вони мають обмежене застосування. При розриві обертової металевої лопатки під дією відцентрової сили відбувається ушкодження сусідніх лопаток вентилятора шматками металу. Повторне використання демонтованих металевих лопаток при цьому недоцільно, тому що не забезпечується довговічність і безпека експлуатації в агресивному середовищі при наявності витрат на демонтаж, відновлювальні роботи й монтаж. Значна зміна аеродинамічного опору вентиляційних мереж у процесі експлуатації вимагає створення механізму гнучкої адаптації вентилятора під цю зміну для регулювання подачі й тиску. При руханні виробу, наприклад, лопатки в опірному повітряному середовищі (наприклад, підводного крила судна у воді) виникає лобовий опір через дотичні сили, зв'язаних із тертям об середовище, перерозподіли тиску через відрив потоку, коливання тиску через вихроутворення за задньою крайкою. При використанні такої лопатки може мати місце явище відриву потоку за тілом, що в цьому випадку приводить до перерозподілу сил тиску. Цей перерозподіл сил тиску внаслідок результуючої сили тиску викликає виникнення результуючої сили тиску, що діє також по потоку. При відриві потоку від тіла в задній частині його спостерігається утворення окремих вихрів, що іноді регулярно, іноді нерегулярно відходять від границі відриву потоку на тілі і заповнюють собою завихрену область за тілом потоку. Утворення й відхід вихрів від тіла, що рухається назустріч потоку, викликає коливання тиску на ньому, регулярні чи нерегулярні в залежності від періодичності утворення вихрів. У зв'язку з технологічними відхиленнями форми й поверхні лопаток, їхньої практичної неадекватності один одному, як по довжині активної крайки, так і локально, у кожній точці, коливання, зв'язані з усіма трьома вищезгаданими факторами, присутні в реальних задіяних лопатках, крилах, реданах. У зв'язку з тим, що в процесі роботи вентиляційні мережі піддаються змінам, що найчастіше не піддаються контролю, характер цих коливань тиску носить різну форму. Не можна описаним способом продовжити термін служби зношених здвоєних лопаток вентилятора безпосередньо на об'єкті без їхнього демонтажу. Якщо вентилятор працює на граничному режимі, а потужність двигуна ще має резерв, то цим способом неможливо збільшити продуктивність й подачу повітря. Як прототип прийнятий спосіб виготовлення та відновлення лопатки вентилятора, що включає очищення, усунення дефектів у передній і тильній боковинах, знежирення, застосування просоченою зв‘язуючим склотканини для наформування на лопатці анізотропного покриття. Шари просоченої сполучним склотканини при наформуванні анізотропного покриття укладаються зі зсувом відповідно до лемніскати Бернуллі /6/. Не можна описаним способом оперативно продовжити термін служби лопаток вентилятора безпосередньо на об'єкті без їхнього демонтажу. Робочий та резервний вентилятори головного провітрювання із-за специфіки провітрювання гірничих виробок шахти завжди повинні бути справні, перестій резервного вентилятора при ремонті повинен бути мінімальним. А спосіб згідно прототипу потребує тривалого перестою. Якщо вентилятор працює на граничному режимі, а потужність двигуна ще має резерв, то цим способом неможливо збільшити продуктивність й подачу повітря вентилятора. Спосіб можна реалізувати тільки на демонтованих лопатках осьового вентилятора та за допомогою спеціального пристрою для укладання склотканини по лемніскаті. Спосіб по прототипу не дозволяє досягти оптимального профілю лопатки при зміненні опору вентиляційного середовища. Якщо вентилятор працює на граничному режимі, а потужність двигуна ще має резерв, то цим способом неможливо збільшити продуктивність й подачу повітря вентилятора. Спосіб можна реалізувати тільки на демонтованих лопатках осьового вентилятора та за допомогою спеціального пристрою для укладання склотканини по лемніскаті. Спосіб по прототипу не дозволяє досягти оптимального профілю лопатки при зміненні опору вентиляційного середовища. В основу винаходу поставлена задача підвищення якості відновлювальних робіт безпосередньо на об'єкті і без демонтажу лопаток з одночасним забезпеченням оптимального за формою профілю лопатки при зміні опору вентиляційної мережі. Поставлена задача досягається тим, що на лопатку наносять шар високоміцного полімерного клею холодного отверджування, натягають на неї попередньо відформовану відповідно до профілю і поперечного перерізу лопатки анізотропну футеровочну оболонку, обтічну крайку якої постачають еластичним напівсферичним елементом, виконаним у виді секціонірованої замкнутої порожнини повідомляються між собою через еластичні перемички капілярними отворами і заповнених рідиною суміжних конічних ємностей, що дозволяє змінювати лобовий опір лопатки, як по довжині, так і локально, шляхом перерозподілу обсягів рідини між суміжними конічними ємностями, а також приймати оптимальну форму по обтіканню потоку крайки, що атакує, лопатки, потім обтискують оболонку на лопатці еластичними балонами зі стиснутим повітрям, що нагнітається, і забезпечують клейову герметизацію технологічних щілин і стиків оболонки і дають витримку часу на період полімеризації клею, після чого еластичні балони видаляють. При цьому як рідину застосовують незамерзаючу, наприклад, гліцерин. На внутрішню поверхню відформованої оболонки перед натяганням на лопатку й фіксуванням наносять шар високоміцного полімерного клею. Перераховані вище ознаки складають сутність винаходу, тому що є необхідними в будь-яких варіантах реалізації винаходу і достатніми для досягнення поставленої задачі. Конкретною відмінністю способу, що заявляється, є те, що виготовляють анізотропну захисну оболонку відповідно до профілю лопатки і закріплюють її на лопатці безпосередньо на робочому колесі вентилятора. Це дозволяє змінювати кут ви ходу лопатки в широкому діапазоні. Іншою конкретною відмінністю є те, що футерувальну оболонку виготовляють з еластичним напівсферичним елементом у виді замкнутої порожнини, що містить суміжні конічні ємності. Ще однією конкретною відмінністю є те, що суміжні конічні ємності заполонені незамерзаючою рідиною і взаємодіють між собою через капілярні отвори в еластичних перемичках, розташованими між ними шляхом перерозподілу обсягів рідини між суміжними ємностями, а також приймати оптимальну форму по обтіканню потоку, що набігає, по всій ширині крайки лопатки, що атакує. На внутрішню поверхню відформованої оболонки перед натяганням на лопатку наносять шар високоміцного полімерного клею і здійснюють її притиснення до лопатки на період полімеризації клею. Зазначені особливості реалізації винаходу не є обов'язковими, а найбільш кращі з погляду заявника і не виключають можливості іншого конкретного виконання способу в межах сутності винаходу, що заявляється. На фіг.1 показано загальний вигляд лопатки, відновленої згідно запропонованому способу. На фіг.2. - переріз відновленої лопатки по А-А. На фіг.3 - переріз по В-В. Спосіб реалізують так. Виготовляють багатошарову анізотропну оболонку 1 шляхом наформування просоченого сполучним армувального матеріалу на макеті лопатки 2 з комелем 3. Макет покривають антиадгезійним складом для полегшення зняття готової оболонки. В оболонці залишають технологічні щілини 4 для забезпечення натягання на відновлювану металеву лопатку. На обтічній крайці цієї оболонки закріплюють еластичний напівсферичний елемент 5, що виконаний у виді замкнутої герметичної порожнини. Усередині цієї порожнини вмонтовані суміжні конічні ємності 6, відділені друг від друга наскрізними еластичними перемичками 7 зі сполученими між собою через капілярні отвори і частково заповненими незамерзаючою рідиною. На внутрішню поверхню відформованої оболонки 1 перед натяганням на лопатку 2 наносять шар високоміцного полімерного клею. Після цього оболонку наклеюють на лопатку, обжимають оболонку еластичними балонами зі стиснутим повітрям, що нагнітається, і забезпечують клейову герметизацію технологічних щілин 4 і стиків оболонки і дають витримку часу на період полімеризації, клею, після чого еластичні балони видаляють. Попередньо відформовану футерувальну оболонку виконують більшої зовнішньої ширини й довжини чим лопатка. Проведені патентні дослідження показали, що ні в патентної, ні в науково-технічній літературі не існує описів способу виготовлення й відновлення лопатки, охарактеризованих таким чином, як у формулі винаходу способу, що заявляється. Спосіб виготовлення нових і відновлення профільованих пустотілих лопаток, зношених у процесі експлуатації, на резервних вентиляторах за допомогою сучасних полімерних композиційних матеріалів і армувальних ниток чи стрічки з технічної тканини реалізують безпосередньо на об'єкті - на робочому колесі вентилятора, без демонтажу лопаток таким способом. Передню і тильну боковини лопатки очищають від слідів корозії й забруднення, усувають відомим способом дефекти типу тріщини, зазублини, шорсткості, корозійні нашарування. Заповнюють її внутрішню порожнину полімерним матеріалом, що спінюється, знежирюють металеву поверхню лопатки. Попередньо виготовляють захисну оболонку 1 шляхом формування на неї на макеті лопатки 2 із багатошарового армованого пластику. Макет покривають антиадгезійним матеріалом. В оболонці передбачають технологічні щілини 4 для наступного натягання й фіксування на лопатці 2 чи виготовляють футер увальну оболонку, складену з декількох елементів (для натягання, наприклад, на лопатку складної конфігурації). Багатошарова сформована армована анізотропна оболонка, яка має антизносні й антиобледенільні властивості повторює поперечний переріз і профіль лопатки 2, що підлягає відновленню. У футер увальній оболонці використана просочена сполучним скляна нитка або стрічка з технічної тканини, що змотується під натягом із пристрою, що змотує. Нитка чи стрічка з технічної тканини проходять через просочувальну камеру. Для просочення використовують наповнену полімерну композицію на основі епоксидної смоли й отверджувач холодного отвердження. Обтічну крайку якої постачають еластичним напівсферичним елементом 5, виконаним у виді замкнутої порожнини зі сполучаємими між собою через еластичні перемички 6 з капілярними отворами 7 заповнених рідиною суміжних конічних ємностей 8. Робочу обтічну крайку 9 частини оболонки, що атакує, футерують зносостійким гумовим чи металевим ребром 10. Попередньо виготовлену таким способом захисну оболонку, на внутрішню поверхню якої нанесений полімерний клей, натягають на лопатку 2. Поверхню лопатки перед натяганням футеровальної оболонки знежирюють і також покривають полімерним клеєм. Обжимають натягнуту оболонку еластичними балонами, у які подається під тиском стиснене повітря. Забезпечують клейове замонолічування технологічних щілин і стиків оболонки на лопатці і дають витримку часу на період полімеризації клею. Аналогічно виготовляють і використовують захисну оболонку для твердих закрилків лопатки. Таким же способом виготовляють оболонку, складену з окремих елементів для лопаток складної конфігурації - наприклад, для здвоєних лопаток вентилятора, лопат вітродвигунів і т.п. При цьому передбачається використання в зварювально-клепаних лопатках анізотропного покриття у виді багатошарової оболонки з властивостями, що відповідають вимогам застосування в агресивному ша хтному середовищі - високою зносостійкістю, міцністю, трудногорючістю, електростатичною іскробезопасностю. Шари склонитки чи стрічки з технічної тканини з прямими замаслювачами, просочених полімерним складом, для наформування анізотропного покриття в процесі виготовлення укладаються один на одного. Такий спосіб намотування армованого анізотропного покриття дозволяє у всіх точках поверхні лопати забезпечує монолітну структур у. Намотаний армувальний матеріал лягає в наклад, щільно прикриваючи один одного і більше адгезирується в масив, тобто в матеріал. Крім того, щільність прилягання, сила зчеплення між намотаним матеріалом і шарами, покладеними на лопатку, можуть регулюватися швидкістю обертання й швидкістю переміщення (змотування) із пристрою, що змотує. Після тривалої експлуатації металополімерних профільованих лопаток, виготовлених чи відновлених за запропонованою технологією, установлено, що механічних ушкоджень і порушень її поверхневого шару не виявлено, відсутні сліди налипання вугільного пилу і зміни геометричних розмірів. При цьому не змінилися існуючі технічні й аеродинамічні характеристики вентиляторів. Перевагою є також те, що на підприємстві відпадає необхідність у придбанні нових зварювально-клепаних лопаток і забезпечується можливість їхнього повторного використання. Аналогічно реалізується запропоноване технічне рішення на нових лопатках перед їхнім монтажем на робочому колесі вентилятора. Цим забезпечується профілактична обробка і ремонтопригодність виробу. Ефективність запропонованого способу визначається тим, що після проведення технологічних операцій поліпшуються вібраційні показники робочого колеса вентилятора, підвищується його ккд. Крім того, підвищується надійність роботи металополімерної лопатки, тому що її вн утрішня порожнина цілком захищена від влучення в неї конденсату й пилу. Крім того, наступний ремонт таких лопаток представляє найчастіше тільки заміну армованої оболонки, тому що зовнішні листи і комель лопатки захищені від корозії й абразивного зносу. Забезпечується можливість повторного використання лопаток і закріплених закрилків. Відновлені за допомогою корозійно-стійкої і антизносної оболонки з анізотропного матеріалу зварно-клепані металеві лопатки робочих коліс осьового і відцентрового вентиляторів апробовані в лабораторних і виробничих умовах. При цьому при тривалій експлуатації відсутні осередки зносу й ерозії, немає змін віброхарактеристик і шумових показників. Підвищується абразивна стійкість лопатки. Позитивним також є те, що на оболонці відсутні сліди налипання вугільного пилу, зміни її первісних геометричних розмірів. За допомогою створеної оболонки з еластичним елементом і відсіками можна настроїтися на необхідний вентиляційний режим, збільшуючи продуктивність чи тиск вентиляційного режиму. Усе це сприяє активному сприйняттю коливань тиску і можливості зміни обсягів ємностей еластичного елемента для часткового гасіння вихрового й лобового опору повітряного потоку, що набігає, на лопатку. Чим більше лінійна швидкість, тим вище тиск. Тиск, що змінюється, діє на еластичний елемент, заповнений рідиною. При цьому рідина через капілярні отвори в еластичних перемичках переміщається в суміжні ємності замкнутої порожнини. Переміщення рідини через капілярні отвори і перерозподіл тиску в еластични х удається сформувати оптимальну за формою й аеродинамікою активну зону робочої лопатки, що набігає. При чому за рахунок перерозподілу вдається змінити профіль як при пусках, розгоні, так і при виході вентилятора із зазначеними лопатками в стаціонарний режим. І відповідно в процесі роботи. При зовнішніх змінах - трансформації опору вентиляційної мережі за термін експлуатації, зносу направляючих і спрямляющих апаратів, зміна температурного фактора зовнішнього середовища (зимовий чи літній час року) однозначно при такім рішенні активної зони дозволяє переформувати профіль лопатки і підбудовувати його автоматично під вищевказані зміни. Спосіб, що заявляється, може використовуватися на вентиляторах головного провітрювання вугільних, калійних і соляних шахт, р удників і кар'єрів гірничодобувної промисловості. Запропоноване рішення може знайти застосування також у суднобудуванні - при виготовленні підводних крил чи реданів - уступів на днищі корпусі швидкохідних судів у судах. Після реалізації даного способу одержують лопатку зі збільшеними в порівнянні з вихідним поперечним перерізом і якісно новими властивостями - пружністю, зносостійкістю, ремонтопригодністю. При ремонті лопатки вдається компенсувати знос лопатки, і забезпечити первісні геометричні розміри, отримані розрахунком, із відповідною аеродинамікою. Причому вібрація і вихровий опір гаситься при зриві потоку через еластичність оболонки в активній зоні лопатки. Ремонтопригодність лопаток по запропонованому рішенню обумовлена тим, що при зносі оболонку піддають деполімеризації клей на границі «лопатка-оболонка» і в наповненому моноліті в технологічних розрізах і стиках оболонки на лопатці. Таким чином, виготовлення та відновлення лопатки вентилятора з натягнутою та зафіксованою оболонкою із армованого пластика й еластичним елементом на його вихідній частині забезпечують ряд техніко-економічних переваг - поліпшення її аеродинамічних, вібраційних і антизносних характеристик. Забезпечується підвищення тиску до 30%, подачі повітря до 12% від вихідних величин. Спосіб є досить ефективним, тому що в підготовчий період виконується значний обсяг робіт; а завершальні короткочасні роботи виконуються безпосередньо на робочому колесі вентилятора. Цим забезпечується необхідна якість та оперативність робіт при модернізації вентилятора. Джерела інформації: 1. Полимерные композиционные материалы в горном деле / В.В. Васильев, И.Г. Манец и др. - М.:Недра, 1977. С.154-155. 2. А.С. СРСР №311555, М.кл. F04D29/26, 1973. 3. Стационарные установки шахт /Под редакцией Б.Ф. Братченко. - М.:Недра, 1977. С.60 и С.63. 4. А.С. СССР №991073. М.кл. F04D29/30, 1982р. Авторы В.В. Ковалевская, В.В. Пак, И.Г. Манец и др. 5. Полимерные композиционные материалы в горном деле / В.В. Васильев, И.Г. Манец и др. - М.:Недра, 1977. С.154-155 (прототип). 6. Заявка №2003054474 (62767 A). Спосіб виготовлення та відновлення лопатки вентилятора. М.кл. F04D29/20. Дата подання заявки 19 травня 2003р. Заявник ВАТ “НДІГМ” імені М.М. Федорова”. Автори Н.А. Алієв, І.Г. Манець (прототип).
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to make and restore the blade of a fan
Автори англійськоюManiets Ivan Hryhorovych
Назва патенту російськоюСпособ изготовления и восстановления лопатки вентилятора
Автори російськоюМанец Иван Григорьевич
МПК / Мітки
МПК: F04D 29/30
Мітки: відновлення, лопатки, спосіб, виготовлення, вентилятора
Код посилання
<a href="https://ua.patents.su/5-68587-sposib-vigotovlennya-ta-vidnovlennya-lopatki-ventilyatora.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення та відновлення лопатки вентилятора</a>
Спосіб виготовлення та відновлення лопатки вентилятора
Номер патенту: 62767
Опубліковано: 15.12.2003
Автори: Манець Іван Григорович, Алієв Натікбек Алієвич
МПК: F04D 29/32, F04D 29/30, B21K 3/00
Мітки: спосіб, виготовлення, лопатки, відновлення, вентилятора
Формула / Реферат:
1. Спосіб виготовлення та відновлення лопатки вентилятора, що включає очищення, усунення дефектів у передній і тильній боковинах, який відрізняється тим, що через торець лопатки в її внутрішню порожнину вставляють і потім приварюють симетрично розташовані циліндричні ребра жорсткості, приварюють їх до згаданих боковин, потім лопатку встановлюють під ексцентриситетом між веденою й ведучою віссю намотувача і за рахунок зазначеного...
Спосіб відновлення робочої поверхні лопатки турбіни теплового двигуна
Номер патенту: 15874
Опубліковано: 30.06.1997
Автори: Домченко Олексій Олексійович, Береснєв Вячеслав Мартинович, Швецов Олексій Володимирович, Швецов Володимир Дмитрович, Войтов Віктор Анатольович, Лимар Володимир Пилипович, Толок Володимир Тарасович
МПК: C23C 14/32
Мітки: робочої, турбіни, лопатки, відновлення, спосіб, двигуна, теплового, поверхні
Формула / Реферат:
(57) Способ восстановления рабочей поверхности лопатки турбины теплового двигателя, включающий удаление отработанного слоя и нанесение жаростойкого покрытия с последующей термообработкой, отличающийся тем, что удаление отработанного слоя и нанесение жаростойкого покрытия осуществляют потоком ионов плазмы вакуумного дугового разряда, причем удаление отработанного слоя проводят при давлении (2—3)* 10-3 Па потоком ускоренных ионов плазмы...
Спосіб виготовлення обичайки корпуса осьового вентилятора з граткою випрямляючих лопаток
Номер патенту: 18315
Опубліковано: 25.12.1997
Автори: Іванов Сергій Костянтинович, Ладік Валерій Григорович, Дудкін Віктор Євграфович, Іванов Сергій Сергійович
МПК: F04D 29/40
Мітки: спосіб, корпуса, граткою, лопаток, обичайки, осьового, виготовлення, випрямляючих, вентилятора
Формула / Реферат:
Способ изготовления обечайки корпуса осевого вентилятора с решеткой спрямляющих лопаток, включающий выполнение в металлической полосе продольных щелей с перемычками между ними и поперечных вырезов между ними, придание штамповкой частям полосы, ограниченным продольными щелями и поперечными вырезами, конфигурации лопаток, отгиб лопаток, обрезку полосы на отдельные участки и формирование из них вальцовкой кольца требуемого диаметра, отличающийся...
Робоче колесо реверсивного вентилятора
Номер патенту: 12833
Опубліковано: 28.02.1997
Автор: Федюшкін Анатолій Михайлович
МПК: F04D 29/32
Мітки: вентилятора, робоче, реверсивного, колесо
Формула / Реферат:
(57) Рабочее колесо реверсивного вентилятора, содержащее лопатки, каждая из которых имеет профиль в виде дуги окружности, симметричной относительно продольной оси лопатки, причем лопатки установлены под углом 0-5° к плоскости вращения колеса, хорда лопаток равна 0,30-0,65 диаметра рабочего колеса, а максимальная стрела прогиба равна 0,10-0,30 диаметра рабочего колеса, отличающееся тем, что цилиндрическая поверхность двух диаметрально...
Робоче колесо осьового вентилятора
Номер патенту: 12763
Опубліковано: 28.02.1997
Автори: Курбатова Любов Володимирівна, Сенніков Віталій Федорович
МПК: F04D 27/00, F04D 29/32
Мітки: колесо, вентилятора, осьового, робоче
Текст:
...содержит ступицу 1, снабженную обечайкой 2. установленные в отверстиях 3 обечайки 2 поворотные сдвоенные лопатки 4 с осями 5 кинематически связанными с приводом (на чертеже не по С > ю о со О 12763 казан) Хвостовик 6 каждой пары лопаток 4 шарниром 7 соединен с осью 5, снабженной радиальным и упорным подшипниками 8 и 9 соответственно Ось 5 снабжена стаканами 10, расположенными в отверстиях 3 обечайки 2, причем наружный диаметр До и...
Попередній патент: Теплиця
Наступний патент: Спосіб виявлення епітеліоретикулоцитів тимусу у лабораторних тварин
Випадковий патент: Спосіб хірургічного лікування дисплазії кульшової западини