Верстат для укочування гранувальних дисків
Номер патенту: 70
Опубліковано: 29.08.1997
Формула / Реферат
1. Станок для укатки ограночных дисков, содержащий станину со столешней, верхней и нижней траверсами, установленные на траверсах пиноли механизма зажатия ограночного диска, привод вращения ограночного диска и размещенное на столетие устройство укатки, несущее баллас, снабженный приводом вращения и механизмами вертикального и радиального перемещения, отличающийся тем, что одна из пинолей механизма зажатия ограночного диска выполнена в виде пневмоцилиндра, а устройство укатки несет не более двух балласов, механизмы вертикального перемещения которых выполнены в виде пневмоцилиндров, связанных с пневмопуль-том задания давления воздуха по программе с пульта управления.
2. Станок по п. 1, отличающийся тем, что привод вращения ограночного диска снабжен тормозом.
Текст
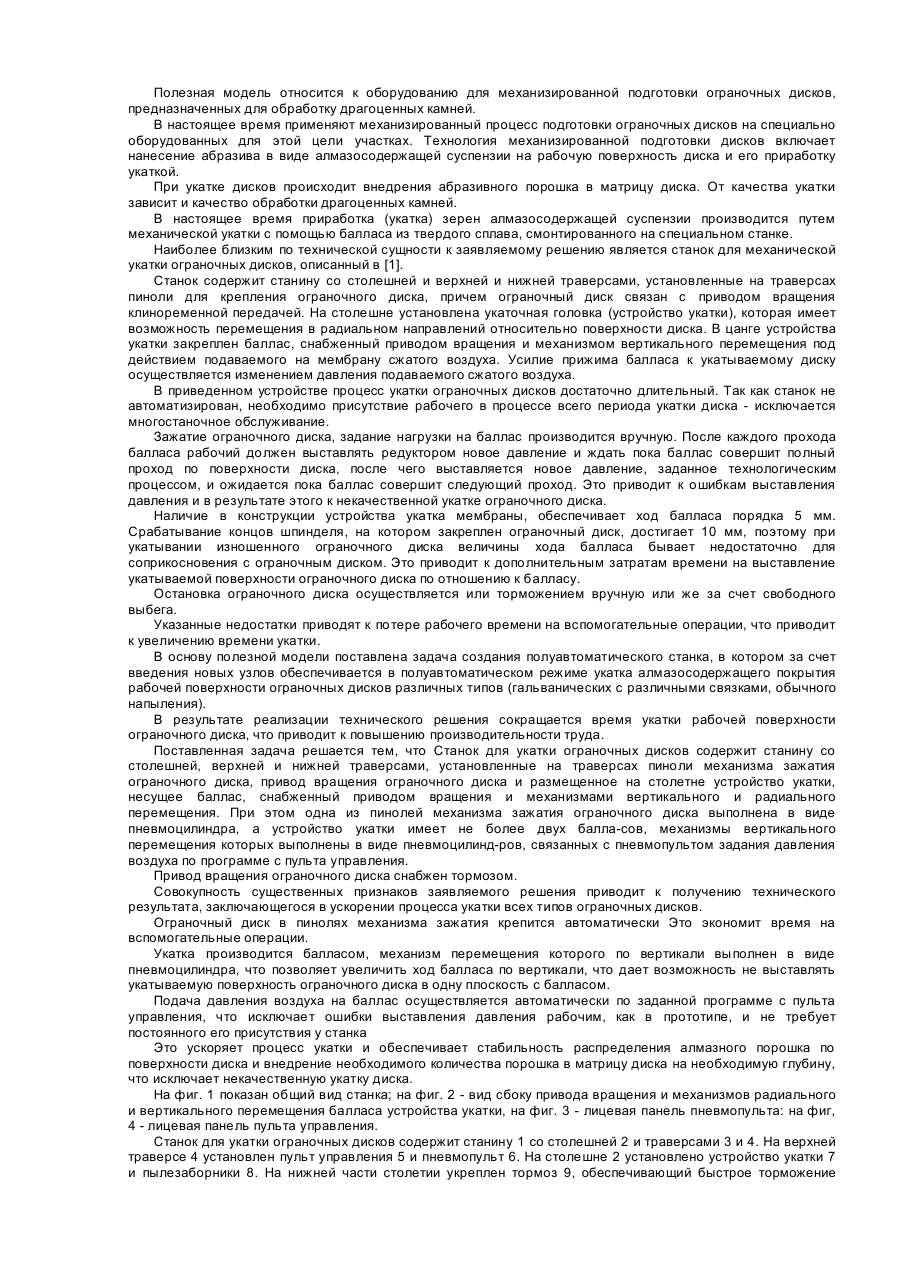
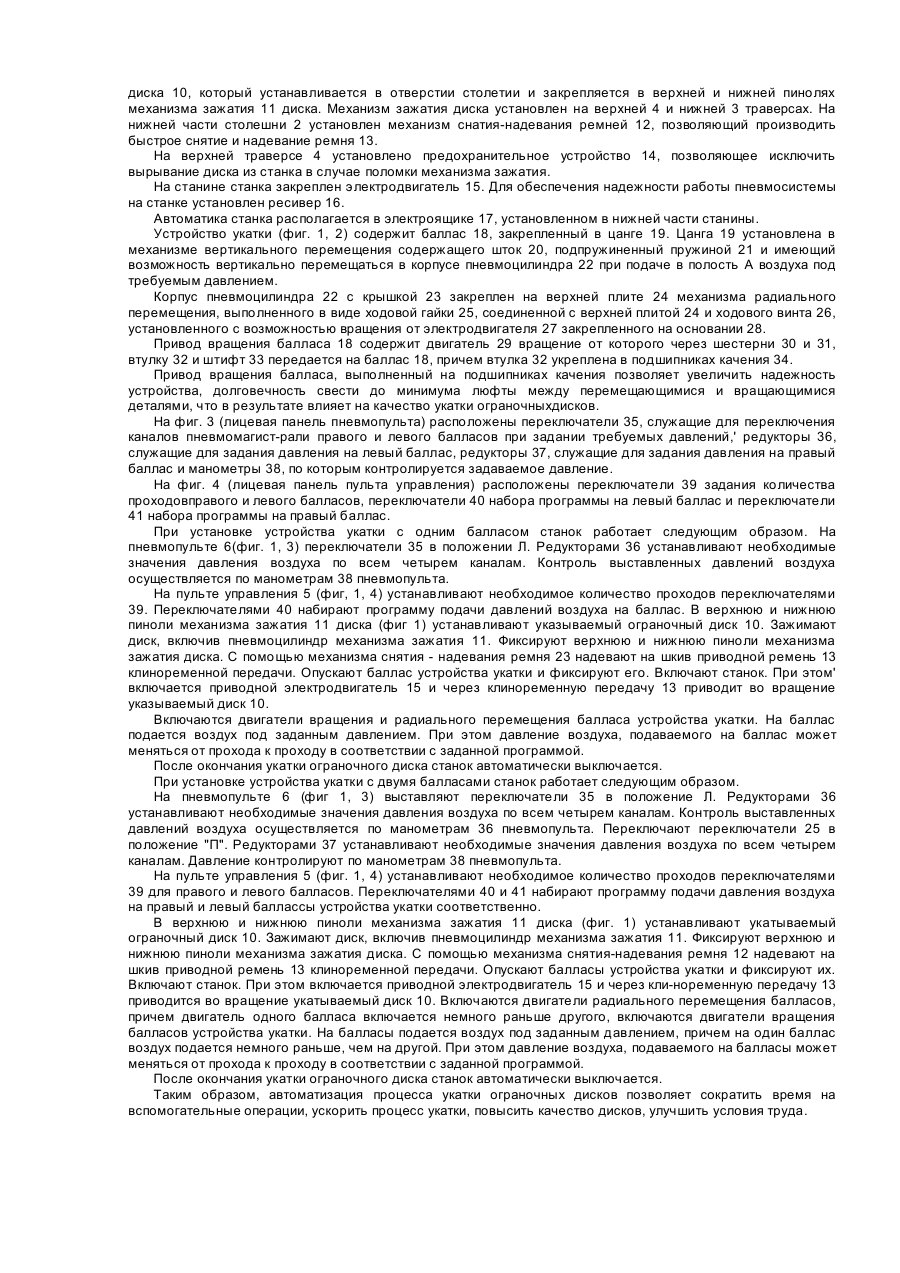
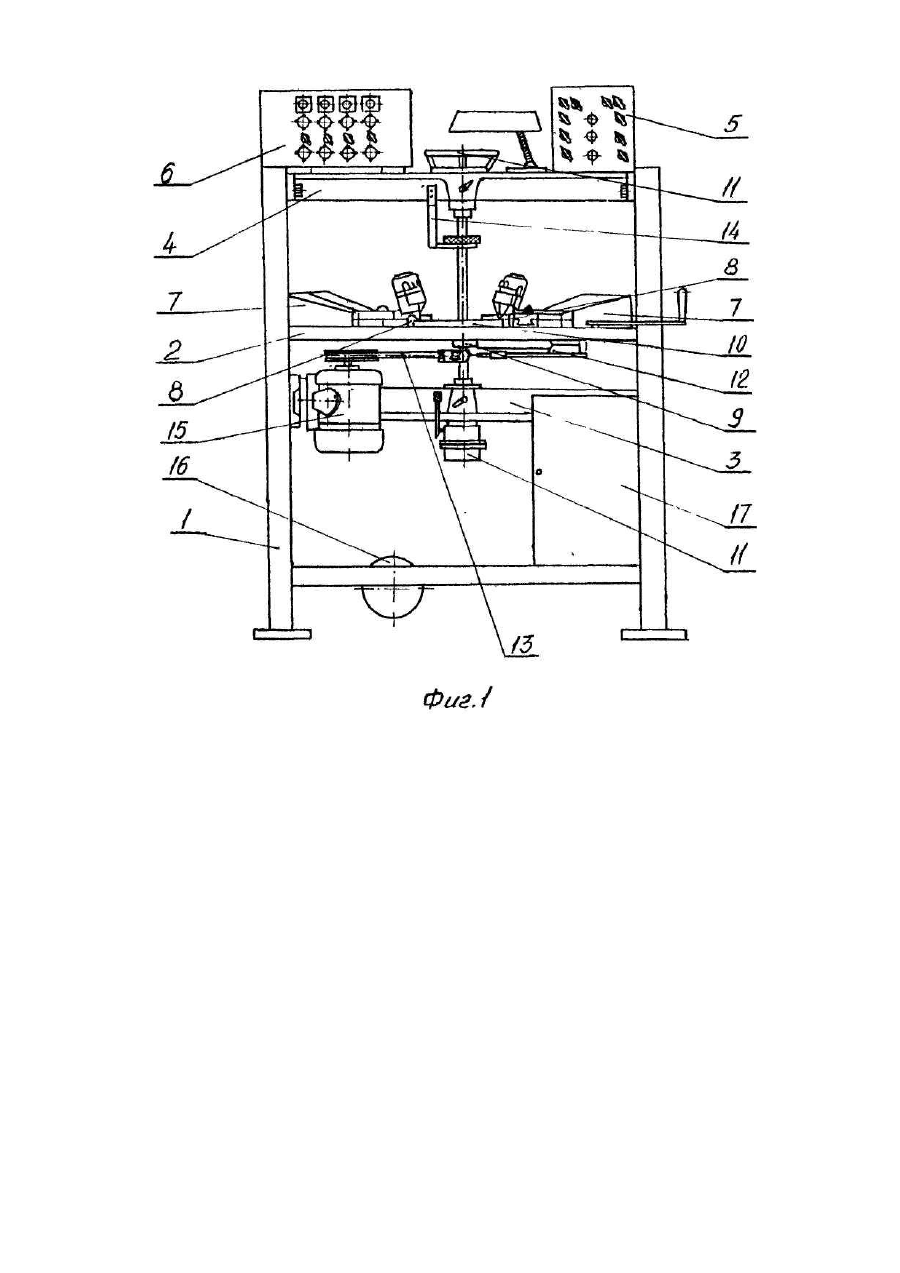
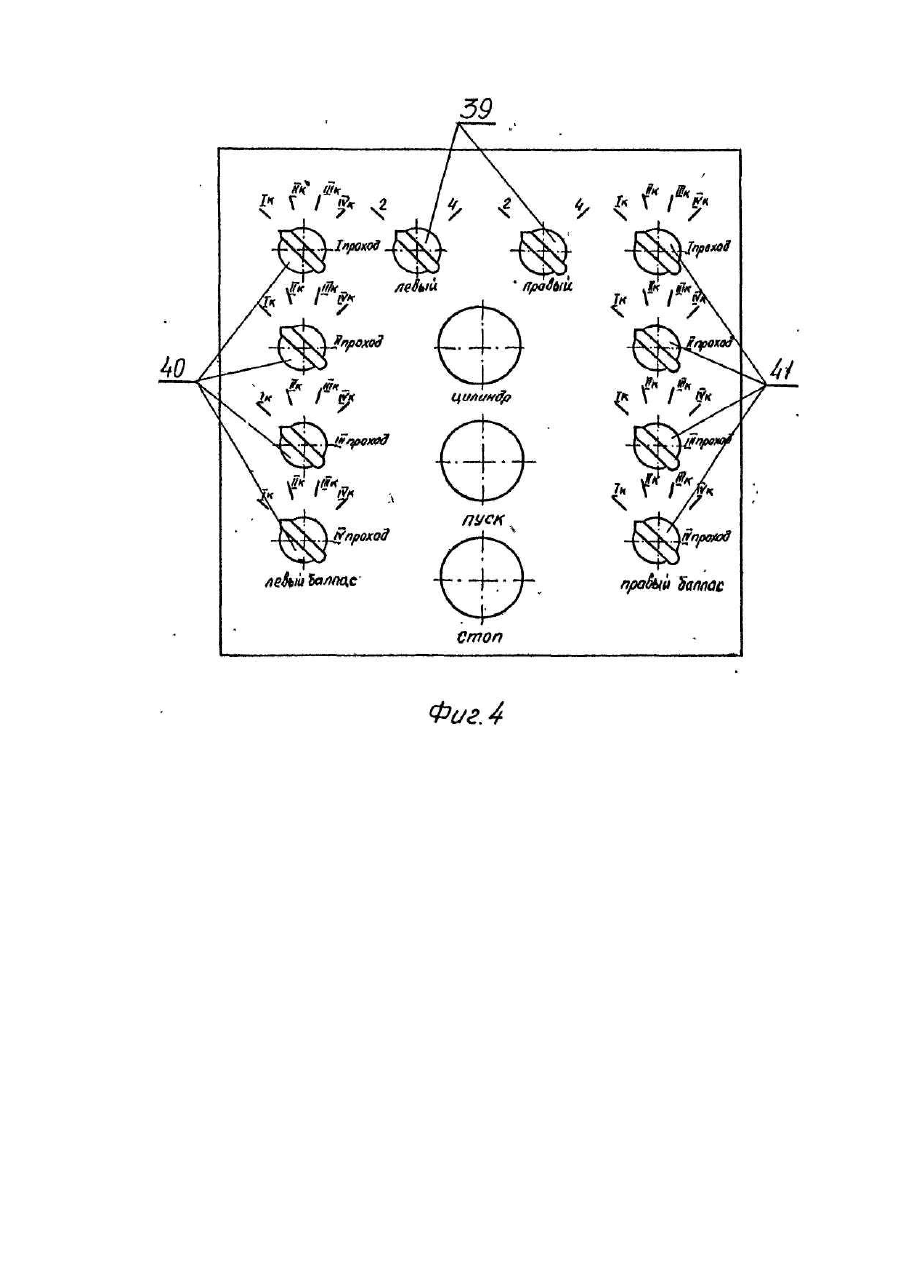
Полезная модель относится к оборудованию для механизированной подготовки ограночных дисков, предназначенных для обработку драгоценных камней. В настоящее время применяют механизированный процесс подготовки ограночных дисков на специально оборудованных для этой цели участках. Технология механизированной подготовки дисков включает нанесение абразива в виде алмазосодержащей суспензии на рабочую поверхность диска и его приработку укаткой. При укатке дисков происходит внедрения абразивного порошка в матрицу диска. От качества укатки зависит и качество обработки драгоценных камней. В настоящее время приработка (укатка) зерен алмазосодержащей суспензии производится путем механической укатки с помощью балласа из твердого сплава, смонтированного на специальном станке. Наиболее близким по технической сущности к заявляемому решению является станок для механической укатки ограночных дисков, описанный в [1]. Станок содержит станину со столешней и верхней и нижней траверсами, установленные на траверсах пиноли для крепления ограночного диска, причем ограночный диск связан с приводом вращения клиноременной передачей. На столешне установлена укаточная головка (устройство укатки), которая имеет возможность перемещения в радиальном направлений относительно поверхности диска. В цанге устройства укатки закреплен баллас, снабженный приводом вращения и механизмом вертикального перемещения под действием подаваемого на мембрану сжатого воздуха. Усилие прижима балласа к укатываемому диску осуществляется изменением давления подаваемого сжатого воздуха. В приведенном устройстве процесс укатки ограночных дисков достаточно длительный. Так как станок не автоматизирован, необходимо присутствие рабочего в процессе всего периода укатки диска - исключается многостаночное обслуживание. Зажатие ограночного диска, задание нагрузки на баллас производится вручную. После каждого прохода балласа рабочий должен выставлять редуктором новое давление и ждать пока баллас совершит полный проход по поверхности диска, после чего выставляется новое давление, заданное технологическим процессом, и ожидается пока баллас совершит следующий проход. Это приводит к ошибкам выставления давления и в результате этого к некачественной укатке ограночного диска. Наличие в конструкции устройства укатка мембраны, обеспечивает ход балласа порядка 5 мм. Срабатывание концов шпинделя, на котором закреплен ограночный диск, достигает 10 мм, поэтому при укатывании изношенного ограночного диска величины хода балласа бывает недостаточно для соприкосновения с ограночным диском. Это приводит к дополнительным затратам времени на выставление укатываемой поверхности ограночного диска по отношению к балласу. Остановка ограночного диска осуществляется или торможением вручную или же за счет свободного выбега. Указанные недостатки приводят к потере рабочего времени на вспомогательные операции, что приводит к увеличению времени укатки. В основу полезной модели поставлена задача создания полуавтоматического станка, в котором за счет введения новых узлов обеспечивается в полуавтоматическом режиме укатка алмазосодержащего покрытия рабочей поверхности ограночных дисков различных типов (гальванических с различными связками, обычного напыления). В результате реализации технического решения сокращается время укатки рабочей поверхности ограночного диска, что приводит к повышению производительности труда. Поставленная задача решается тем, что Станок для укатки ограночных дисков содержит станину со столешней, верхней и нижней траверсами, установленные на траверсах пиноли механизма зажатия ограночного диска, привод вращения ограночного диска и размещенное на столетне устройство укатки, несущее баллас, снабженный приводом вращения и механизмами вертикального и радиального перемещения. При этом одна из пинолей механизма зажатия ограночного диска выполнена в виде пневмоцилиндра, а устройство укатки имеет не более двух балла-сов, механизмы вертикального перемещения которых выполнены в виде пневмоцилинд-ров, связанных с пневмопультом задания давления воздуха по программе с пульта управления. Привод вращения ограночного диска снабжен тормозом. Совокупность существенных признаков заявляемого решения приводит к получению технического результата, заключающегося в ускорении процесса укатки всех типов ограночных дисков. Ограночный диск в пинолях механизма зажатия крепится автоматически Это экономит время на вспомогательные операции. Укатка производится балласом, механизм перемещения которого по вертикали выполнен в виде пневмоцилиндра, что позволяет увеличить ход балласа по вертикали, что дает возможность не выставлять укатываемую поверхность ограночного диска в одну плоскость с балласом. Подача давления воздуха на баллас осуществляется автоматически по заданной программе с пульта управления, что исключает ошибки выставления давления рабочим, как в прототипе, и не требует постоянного его присутствия у станка Это ускоряет процесс укатки и обеспечивает стабильность распределения алмазного порошка по поверхности диска и внедрение необходимого количества порошка в матрицу диска на необходимую глубину, что исключает некачественную укатку диска. На фиг. 1 показан общий вид станка; на фиг. 2 - вид сбоку привода вращения и механизмов радиального и вертикального перемещения балласа устройства укатки, на фиг. 3 - лицевая панель пневмопульта: на фиг, 4 - лицевая панель пульта управления. Станок для укатки ограночных дисков содержит станину 1 со столешней 2 и траверсами 3 и 4. На верхней траверсе 4 установлен пульт управления 5 и пневмопульт 6. На столешне 2 установлено устройство укатки 7 и пылезаборники 8. На нижней части столетии укреплен тормоз 9, обеспечивающий быстрое торможение диска 10, который устанавливается в отверстии столетии и закрепляется в верхней и нижней пинолях механизма зажатия 11 диска. Механизм зажатия диска установлен на верхней 4 и нижней 3 траверсах. На нижней части столешни 2 установлен механизм снатия-надевания ремней 12, позволяющий производить быстрое снятие и надевание ремня 13. На верхней траверсе 4 установлено предохранительное устройство 14, позволяющее исключить вырывание диска из станка в случае поломки механизма зажатия. На станине станка закреплен электродвигатель 15. Для обеспечения надежности работы пневмосистемы на станке установлен ресивер 16. Автоматика станка располагается в электроящике 17, установленном в нижней части станины. Устройство укатки (фиг. 1, 2) содержит баллас 18, закрепленный в цанге 19. Цанга 19 установлена в механизме вертикального перемещения содержащего шток 20, подпружиненный пружиной 21 и имеющий возможность вертикально перемещаться в корпусе пневмоцилиндра 22 при подаче в полость А воздуха под требуемым давлением. Корпус пневмоцилиндра 22 с крышкой 23 закреплен на верхней плите 24 механизма радиального перемещения, выполненного в виде ходовой гайки 25, соединенной с верхней плитой 24 и ходового винта 26, установленного с возможностью вращения от электродвигателя 27 закрепленного на основании 28. Привод вращения балласа 18 содержит двигатель 29 вращение от которого через шестерни 30 и 31, втулку 32 и штифт 33 передается на баллас 18, причем втулка 32 укреплена в подшипниках качения 34. Привод вращения балласа, выполненный на подшипниках качения позволяет увеличить надежность устройства, долговечность свести до минимума люфты между перемещающимися и вращающимися деталями, что в результате влияет на качество укатки ограночныхдисков. На фиг. 3 (лицевая панель пневмопульта) расположены переключатели 35, служащие для переключения каналов пневмомагист-рали правого и левого балласов при задании требуемых давлений,' редукторы 36, служащие для задания давления на левый баллас, редукторы 37, служащие для задания давления на правый баллас и манометры 38, по которым контролируется задаваемое давление. На фиг. 4 (лицевая панель пульта управления) расположены переключатели 39 задания количества проходовправого и левого балласов, переключатели 40 набора программы на левый баллас и переключатели 41 набора программы на правый баллас. При установке устройства укатки с одним балласом станок работает следующим образом. На пневмопульте 6(фиг. 1, 3) переключатели 35 в положении Л. Редукторами 36 устанавливают необходимые значения давления воздуха по всем четырем каналам. Контроль выставленных давлений воздуха осуществляется по манометрам 38 пневмопульта. На пульте управления 5 (фиг, 1, 4) устанавливают необходимое количество проходов переключателями 39. Переключателями 40 набирают программу подачи давлений воздуха на баллас. В верхнюю и нижнюю пиноли механизма зажатия 11 диска (фиг 1) устанавливают указываемый ограночный диск 10. Зажимают диск, включив пневмоцилиндр механизма зажатия 11. Фиксируют верхнюю и нижнюю пиноли механизма зажатия диска. С помощью механизма снятия - надевания ремня 23 надевают на шкив приводной ремень 13 клиноременной передачи. Опускают баллас устройства укатки и фиксируют его. Включают станок. При этом' включается приводной электродвигатель 15 и через клиноременную передачу 13 приводит во вращение указываемый диск 10. Включаются двигатели вращения и радиального перемещения балласа устройства укатки. На баллас подается воздух под заданным давлением. При этом давление воздуха, подаваемого на баллас может меняться от прохода к проходу в соответствии с заданной программой. После окончания укатки ограночного диска станок автоматически выключается. При установке устройства укатки с двумя балласами станок работает следующим образом. На пневмопульте 6 (фиг 1, 3) выставляют переключатели 35 в положение Л. Редукторами 36 устанавливают необходимые значения давления воздуха по всем четырем каналам. Контроль выставленных давлений воздуха осуществляется по манометрам 36 пневмопульта. Переключают переключатели 25 в положение "П". Редукторами 37 устанавливают необходимые значения давления воздуха по всем четырем каналам. Давление контролируют по манометрам 38 пневмопульта. На пульте управления 5 (фиг. 1, 4) устанавливают необходимое количество проходов переключателями 39 для правого и левого балласов. Переключателями 40 и 41 набирают программу подачи давления воздуха на правый и левый баллассы устройства укатки соответственно. В верхнюю и нижнюю пиноли механизма зажатия 11 диска (фиг. 1) устанавливают укатываемый ограночный диск 10. Зажимают диск, включив пневмоцилиндр механизма зажатия 11. Фиксируют верхнюю и нижнюю пиноли механизма зажатия диска. С помощью механизма снятия-надевания ремня 12 надевают на шкив приводной ремень 13 клиноременной передачи. Опускают балласы устройства укатки и фиксируют их. Включают станок. При этом включается приводной электродвигатель 15 и через кли-ноременную передачу 13 приводится во вращение укатываемый диск 10. Включаются двигатели радиального перемещения балласов, причем двигатель одного балласа включается немного раньше другого, включаются двигатели вращения балласов устройства укатки. На балласы подается воздух под заданным давлением, причем на один баллас воздух подается немного раньше, чем на другой. При этом давление воздуха, подаваемого на балласы может меняться от прохода к проходу в соответствии с заданной программой. После окончания укатки ограночного диска станок автоматически выключается. Таким образом, автоматизация процесса укатки ограночных дисков позволяет сократить время на вспомогательные операции, ускорить процесс укатки, повысить качество дисков, улучшить условия труда.
ДивитисяДодаткова інформація
Автори англійськоюSitkevych Arkadii Petrovych
Автори російськоюСиткевич Аркадий Петрович
МПК / Мітки
МПК: B24B 37/00
Мітки: верстат, дисків, укочування, гранувальних
Код посилання
<a href="https://ua.patents.su/5-70-verstat-dlya-ukochuvannya-granuvalnikh-diskiv.html" target="_blank" rel="follow" title="База патентів України">Верстат для укочування гранувальних дисків</a>
Верстат для динамічного балансування гранувальних дисків
Номер патенту: 9632
Опубліковано: 30.09.1996
Автори: Пузанов Геннадій Михайлович, Папінов Володимир Миколайович
Мітки: гранувальних, дисків, верстат, балансування, динамічного
Формула / Реферат:
Станок для динамической балансировки ограночных дисков, состоящий из основания, на котором установлены верхняя и нижняя опоры вращения ограничного диска в сборе со шпинделем и привод вращения, причем верхняя опора выполнена в виде механической колебательной системы, отличающийся тем, что станок содержит измерительный блок с тензодатчиком перемещения и стробоскопом и устройство удаления дисбаланса с отсчетным блоком.
Чавун для гранувальних кругів
Номер патенту: 5367
Опубліковано: 28.12.1994
Автори: Кочубко Василь Юхимович, Шерихалін Валерій Сергійович, Пряжников Григорій Кирилович
МПК: Масанская Наталія Кіріловна /МD/, C22C 37/10
Мітки: кругів, гранувальних, чавун
Формула / Реферат:
Чугун для ограночных дисков, содержащий углерод, кремний, марганец, фосфор, хром, медь, молибден, титан, редкоземельные металлы и железо, отличающийся тем, что он дополнительно содержит магний при следующем соотношении компонентов, мас.%: углерод 2,7-3,3 кремний 1,7-2,2 марганец 0,25-0,7 фосфор 0,1-0,2...
Пристрій для зміцнення зубчастих дисків
Номер патенту: 18029
Опубліковано: 01.01.1993
Автори: Іщенко Анатолій Олексійович, Корчагін В'ячеслав Олександрович, Бережна Олена Анатоліївна
МПК: B23F 19/00, B23D 45/00, C21D 7/00
Мітки: зміцнення, дисків, зубчастих, пристрій
Формула / Реферат:
1. Устройство для упрочнения пильных дисков, содержащее планшайбу для установки зубчатого пильного диска с возможностью его вращения, инструмент поверхностного пластического деформирования металла, привод вращения и механизм подачи, отличающееся тем, что инструмент для поверхностного пластического деформирования металла выполнен в виде цевочного колеса, установленного на выходном в злу привода вращения, взаимодействующего своими пальцами с...
Спосіб рівняння пиляльних дисків
Номер патенту: 4281
Опубліковано: 27.12.1994
Автори: Іщенко Анатолій Олексійович, Корчагін В'ячеслав Олександрович, Гребе Олександр Констянтинович, Пащук Віталій Олександровіч
МПК: B21D 1/00
Мітки: спосіб, рівняння, пиляльних, дисків
Формула / Реферат:
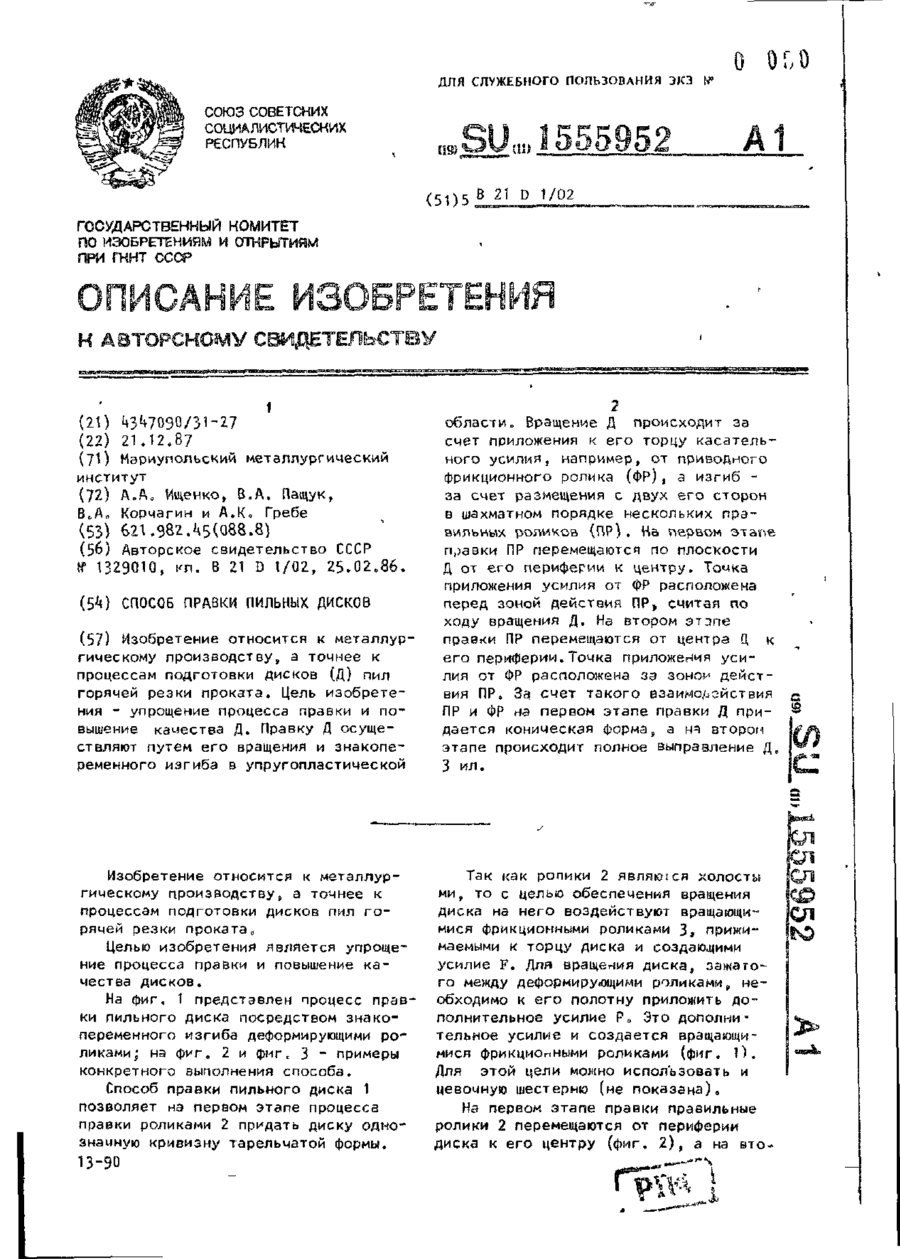
Способ правки пильных дисков, включающий вращение диска и изгиб его плоскости перпендикулярными знакопеременными усилиями в упругопластической области с перемещением зоны приложения этих усилий по спирали от периферии диска к его центру на первом этапе и в противоположном направлении на втором этапе, отличающийся тем, что, с целью упрощения процесса и повышения качества изделия, вращение диска производят путем приложения к его торцу...
Спосіб рівняння пильних дисків
Номер патенту: 5038
Опубліковано: 28.12.1994
Автори: Іщенко Анатолій Олексійович, Корчагін В'ячеслав Олександрович, Кім Юрій Єфімович, Попов Борис Васильович, Ситов Олег Миколайович, Сідоров Павел Іванович, Слоним Олександр Зосімович
МПК: B21D 1/00
Мітки: пильних, рівняння, дисків, спосіб
Формула / Реферат:
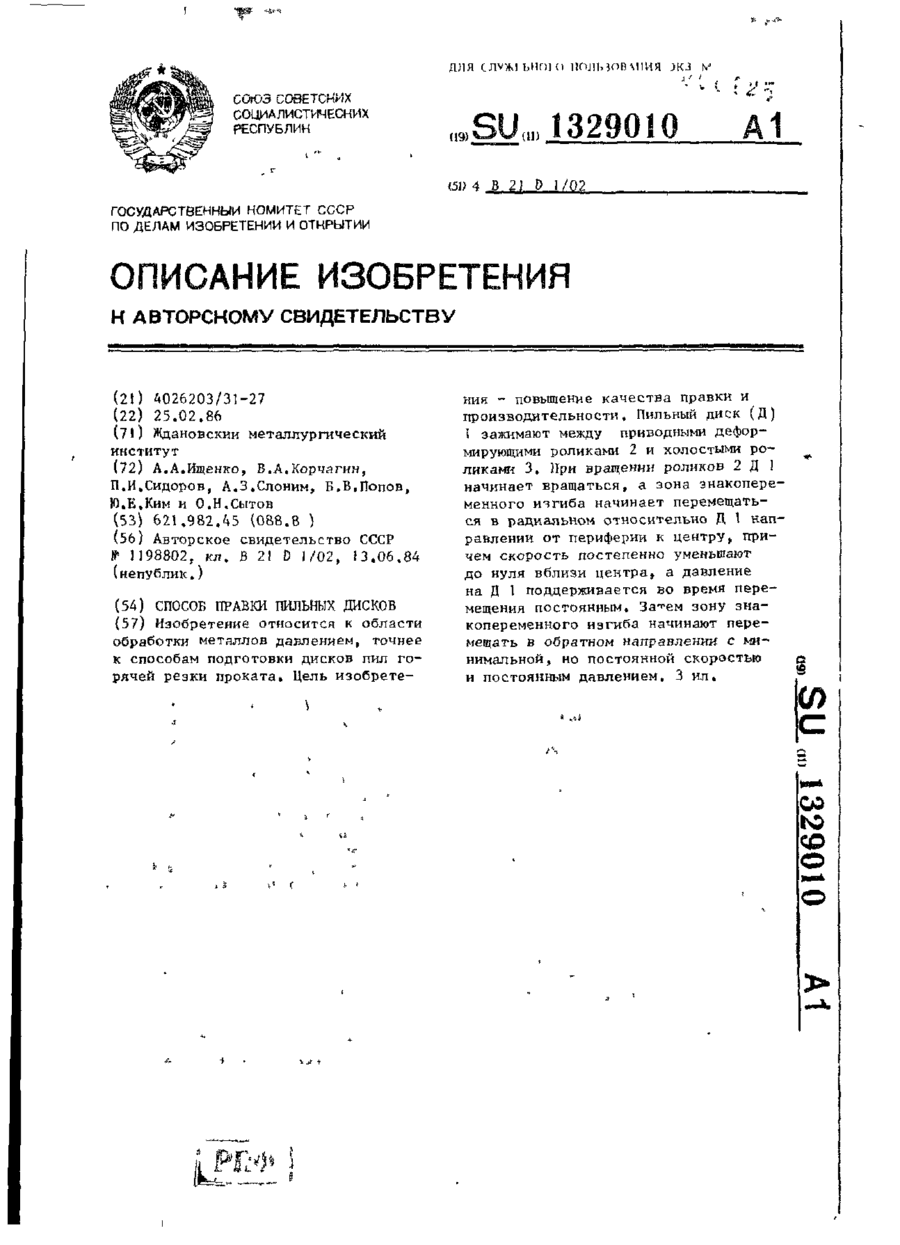
Способ правки пильных дисков, включающий вращение диска, приложение в направлений, перпендикулярном к его плоскости, усилий знакопеременного упругопластического изгиба и радиальное перемещение зоны приложения этих усилий от периферии диска к его центру и обратно, при этом величину усилий изгиба уменьшают до нуля на периферии диска при обратном перемещении зоны не менее чем за один оборот диска, отличающийся тем, что, с целью повышения...
Попередній патент: Клапанний кран побутовий універсальний
Наступний патент: Верстат для напилювання покриття на робочу поверхню гранувального диску
Випадковий патент: Ацетатний комплекс міді (ii) та кобальту (ii, iii) з триетаноламіном, що виявляє антифітовірусну дію