Спосіб прошивання отворів електричною дугою
Формула / Реферат
1. Спосіб прошивання отворів електричною дугою в гідродинамічному потоці робочої рідини з використанням електрода-інструмента, що трепанує, який відрізняється тим, що робочу рідину нагнітають в торцевий міжелектродний зазор одночасно крізь зовнішній та внутрішній бічні міжелектродні зазори, а відводять із торцевого зазору крізь центральну частину стінки електрода-інструмента.
2. Спосіб за п. 1, який відрізняється тим, що прокачування робочої рідини в торцевому міжелектродному зазорі здійснюють по зонах таким чином, щоб ділянки видалення робочої рідини із торцевого зазору в кожній зоні охоплювалися замкнутими ділянками нагнітання робочої рідини в торцевий зазор.
3. Спосіб за пп. 1, 2, який відрізняється тим, що принаймні один із електродів (електрод-інструмент або електрод-заготовку) обертають.
Текст
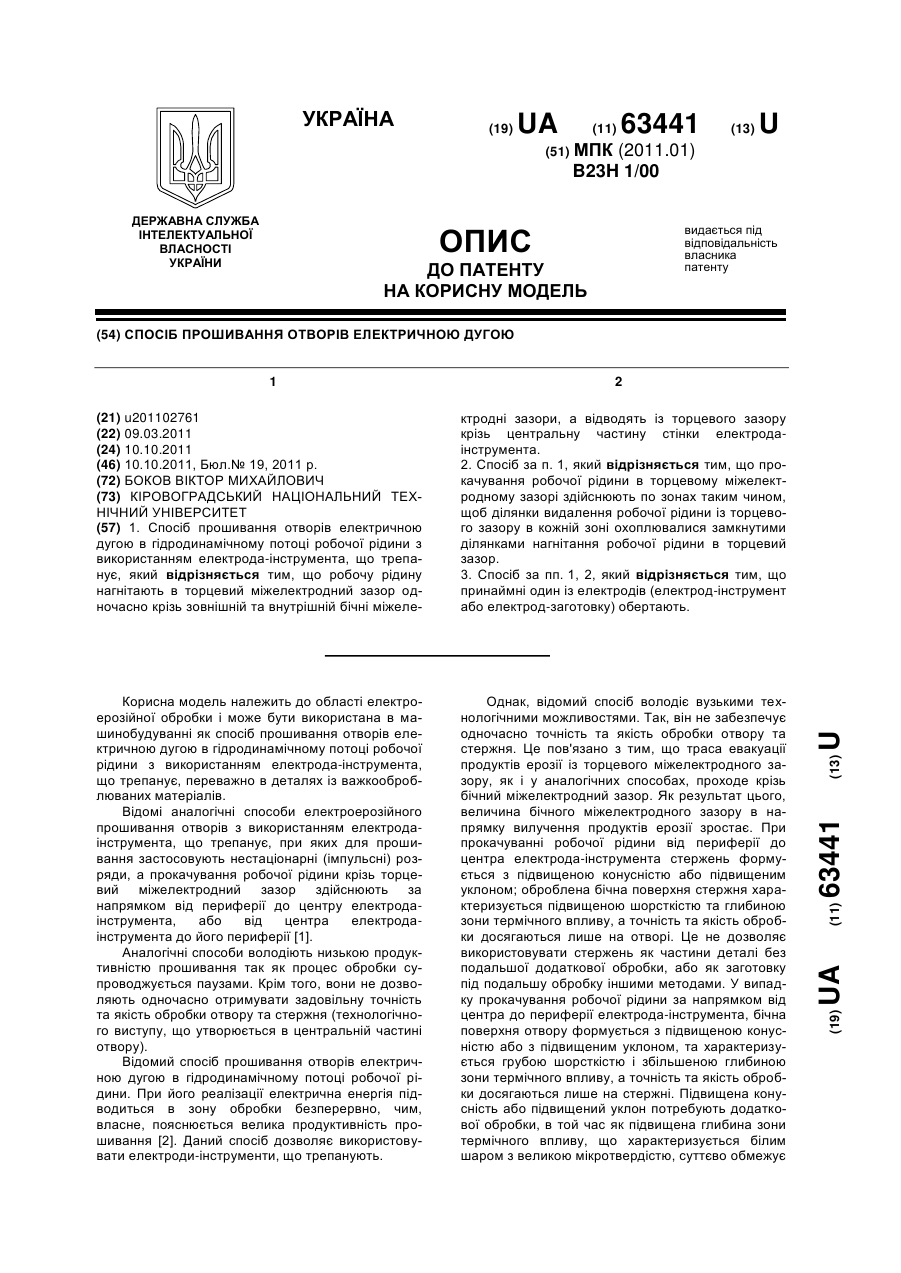
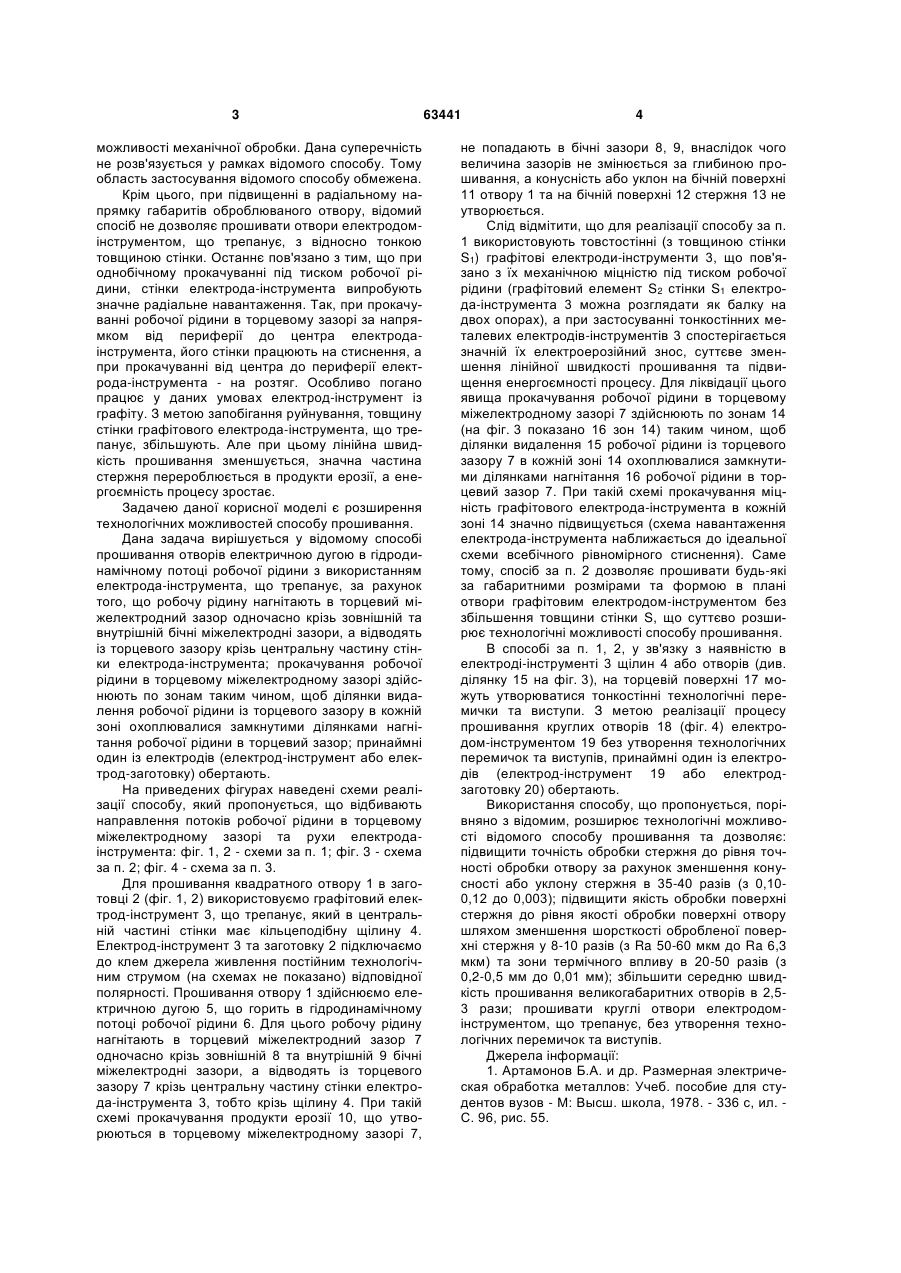
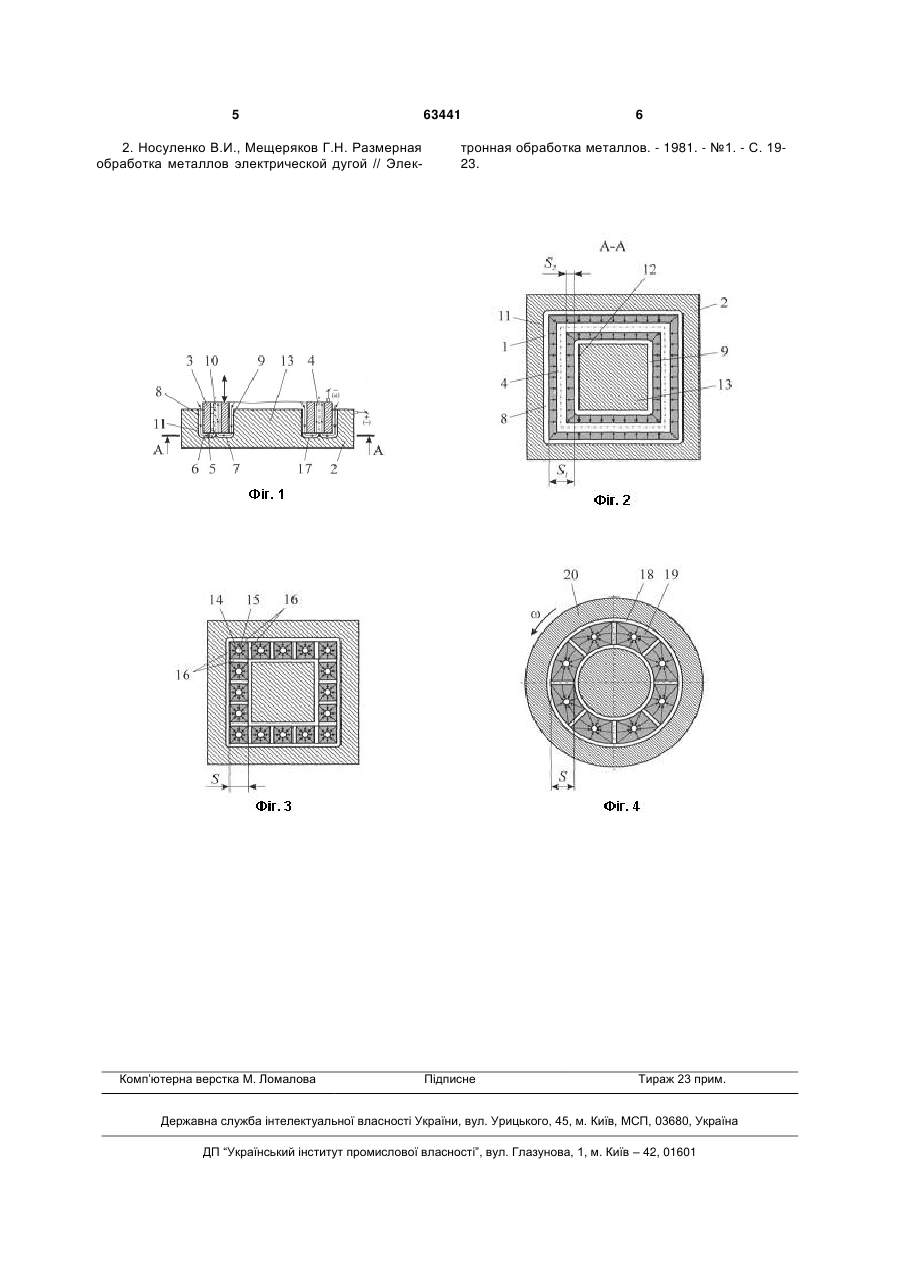
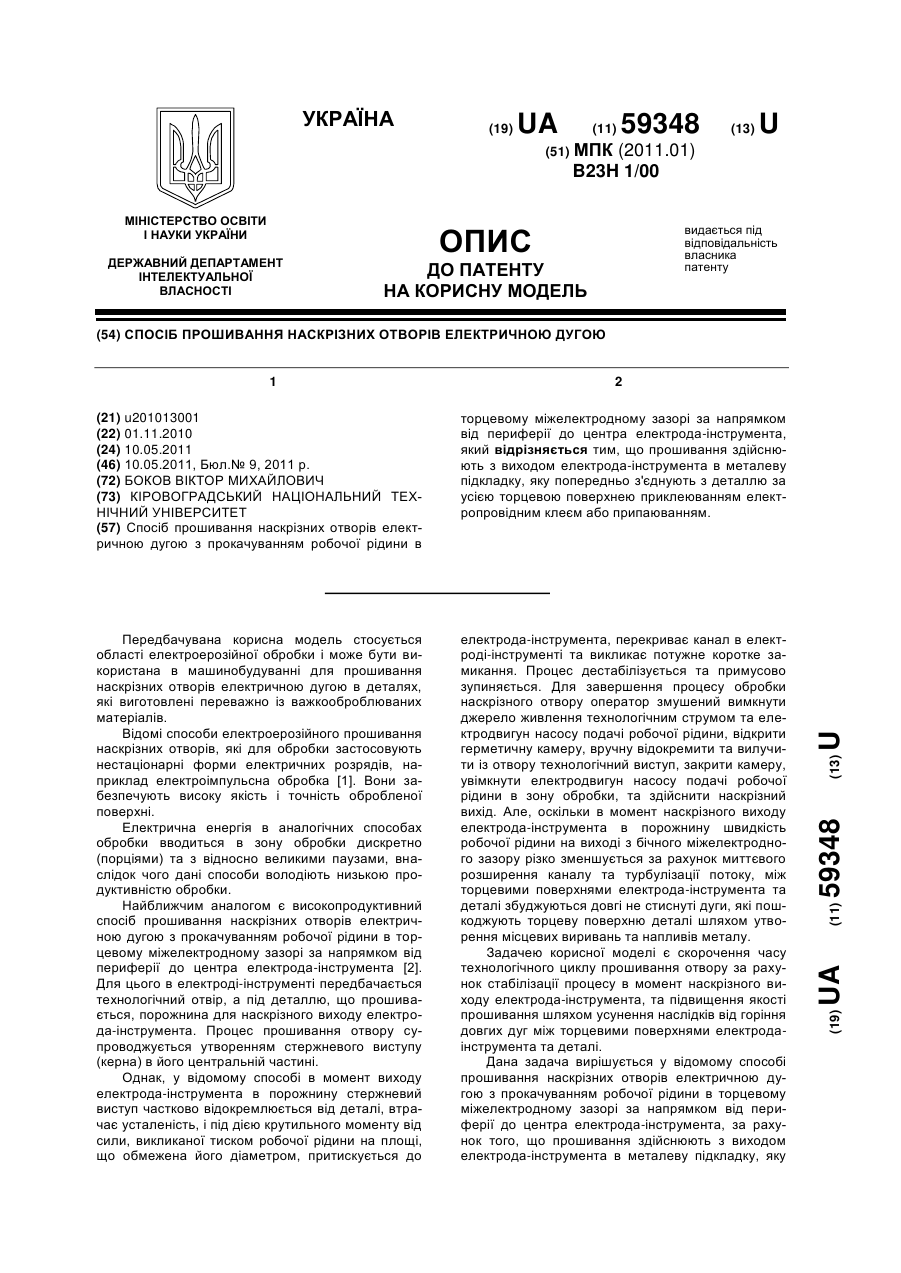
1. Спосіб прошивання отворів електричною дугою в гідродинамічному потоці робочої рідини з використанням електрода-інструмента, що трепанує, який відрізняється тим, що робочу рідину нагнітають в торцевий міжелектродний зазор одночасно крізь зовнішній та внутрішній бічні міжеле 3 можливості механічної обробки. Дана суперечність не розв'язується у рамках відомого способу. Тому область застосування відомого способу обмежена. Крім цього, при підвищенні в радіальному напрямку габаритів оброблюваного отвору, відомий спосіб не дозволяє прошивати отвори електродомінструментом, що трепанує, з відносно тонкою товщиною стінки. Останнє пов'язано з тим, що при однобічному прокачуванні під тиском робочої рідини, стінки електрода-інструмента випробують значне радіальне навантаження. Так, при прокачуванні робочої рідини в торцевому зазорі за напрямком від периферії до центра електродаінструмента, його стінки працюють на стиснення, а при прокачуванні від центра до периферії електрода-інструмента - на розтяг. Особливо погано працює у даних умовах електрод-інструмент із графіту. З метою запобігання руйнування, товщину стінки графітового електрода-інструмента, що трепанує, збільшують. Але при цьому лінійна швидкість прошивання зменшується, значна частина стержня перероблюється в продукти ерозії, а енергоємність процесу зростає. Задачею даної корисної моделі є розширення технологічних можливостей способу прошивання. Дана задача вирішується у відомому способі прошивання отворів електричною дугою в гідродинамічному потоці робочої рідини з використанням електрода-інструмента, що трепанує, за рахунок того, що робочу рідину нагнітають в торцевий міжелектродний зазор одночасно крізь зовнішній та внутрішній бічні міжелектродні зазори, а відводять із торцевого зазору крізь центральну частину стінки електрода-інструмента; прокачування робочої рідини в торцевому міжелектродному зазорі здійснюють по зонам таким чином, щоб ділянки видалення робочої рідини із торцевого зазору в кожній зоні охоплювалися замкнутими ділянками нагнітання робочої рідини в торцевий зазор; принаймні один із електродів (електрод-інструмент або електрод-заготовку) обертають. На приведених фігурах наведені схеми реалізації способу, який пропонується, що відбивають направлення потоків робочої рідини в торцевому міжелектродному зазорі та рухи електродаінструмента: фіг. 1, 2 - схеми за п. 1; фіг. 3 - схема за п. 2; фіг. 4 - схема за п. 3. Для прошивання квадратного отвору 1 в заготовці 2 (фіг. 1, 2) використовуємо графітовий електрод-інструмент 3, що трепанує, який в центральній частині стінки має кільцеподібну щілину 4. Електрод-інструмент 3 та заготовку 2 підключаємо до клем джерела живлення постійним технологічним струмом (на схемах не показано) відповідної полярності. Прошивання отвору 1 здійснюємо електричною дугою 5, що горить в гідродинамічному потоці робочої рідини 6. Для цього робочу рідину нагнітають в торцевий міжелектродний зазор 7 одночасно крізь зовнішній 8 та внутрішній 9 бічні міжелектродні зазори, а відводять із торцевого зазору 7 крізь центральну частину стінки електрода-інструмента 3, тобто крізь щілину 4. При такій схемі прокачування продукти ерозії 10, що утворюються в торцевому міжелектродному зазорі 7, 63441 4 не попадають в бічні зазори 8, 9, внаслідок чого величина зазорів не змінюється за глибиною прошивання, а конусність або уклон на бічній поверхні 11 отвору 1 та на бічній поверхні 12 стержня 13 не утворюється. Слід відмітити, що для реалізації способу за п. 1 використовують товстостінні (з товщиною стінки S1) графітові електроди-інструменти 3, що пов'язано з їх механічною міцністю під тиском робочої рідини (графітовий елемент S2 стінки S1 електрода-інструмента 3 можна розглядати як балку на двох опорах), а при застосуванні тонкостінних металевих електродів-інструментів 3 спостерігається значній їх електроерозійний знос, суттєве зменшення лінійної швидкості прошивання та підвищення енергоємності процесу. Для ліквідації цього явища прокачування робочої рідини в торцевому міжелектродному зазорі 7 здійснюють по зонам 14 (на фіг. 3 показано 16 зон 14) таким чином, щоб ділянки видалення 15 робочої рідини із торцевого зазору 7 в кожній зоні 14 охоплювалися замкнутими ділянками нагнітання 16 робочої рідини в торцевий зазор 7. При такій схемі прокачування міцність графітового електрода-інструмента в кожній зоні 14 значно підвищується (схема навантаження електрода-інструмента наближається до ідеальної схеми всебічного рівномірного стиснення). Саме тому, спосіб за п. 2 дозволяє прошивати будь-які за габаритними розмірами та формою в плані отвори графітовим електродом-інструментом без збільшення товщини стінки S, що суттєво розширює технологічні можливості способу прошивання. В способі за п. 1, 2, у зв'язку з наявністю в електроді-інструменті 3 щілин 4 або отворів (див. ділянку 15 на фіг. 3), на торцевій поверхні 17 можуть утворюватися тонкостінні технологічні перемички та виступи. З метою реалізації процесу прошивання круглих отворів 18 (фіг. 4) електродом-інструментом 19 без утворення технологічних перемичок та виступів, принаймні один із електродів (електрод-інструмент 19 або електродзаготовку 20) обертають. Використання способу, що пропонується, порівняно з відомим, розширює технологічні можливості відомого способу прошивання та дозволяє: підвищити точність обробки стержня до рівня точності обробки отвору за рахунок зменшення конусності або уклону стержня в 35-40 разів (з 0,100,12 до 0,003); підвищити якість обробки поверхні стержня до рівня якості обробки поверхні отвору шляхом зменшення шорсткості обробленої поверхні стержня у 8-10 разів (з Ra 50-60 мкм до Ra 6,3 мкм) та зони термічного впливу в 20-50 разів (з 0,2-0,5 мм до 0,01 мм); збільшити середню швидкість прошивання великогабаритних отворів в 2,53 рази; прошивати круглі отвори електродомінструментом, що трепанує, без утворення технологічних перемичок та виступів. Джерела інформації: 1. Артамонов Б.А. и др. Размерная электрическая обработка металлов: Учеб. пособие для студентов вузов - М: Высш. школа, 1978. - 336 с, ил. С. 96, рис. 55. 5 2. Носуленко В.И., Мещеряков Г.Н. Размерная обработка металлов электрической дугой // Элек Комп’ютерна верстка М. Ломалова 63441 6 тронная обработка металлов. - 1981. - №1. - С. 1923. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of drilling holes by electric arc
Автори англійськоюBokov Viktor Myhailovych
Назва патенту російськоюСпособ прошивки отверстий электрической дугой
Автори російськоюБоков Виктор Михайлович
МПК / Мітки
МПК: B23H 1/00
Мітки: прошивання, електричною, дугою, отворів, спосіб
Код посилання
<a href="https://ua.patents.su/3-63441-sposib-proshivannya-otvoriv-elektrichnoyu-dugoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб прошивання отворів електричною дугою</a>
Спосіб прошивання наскрізних отворів електричною дугою
Номер патенту: 59348
Опубліковано: 10.05.2011
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: дугою, наскрізних, спосіб, електричною, прошивання, отворів
Формула / Реферат:
Спосіб прошивання наскрізних отворів електричною дугою з прокачуванням робочої рідини в торцевому міжелектродному зазорі за напрямком від периферії до центра електрода-інструмента, який відрізняється тим, що прошивання здійснюють з виходом електрода-інструмента в металеву підкладку, яку попередньо з'єднують з деталлю за усією торцевою поверхнею приклеюванням електропровідним клеєм або припаюванням.
Пристрій для прошивання наскрізних отворів електричною дугою
Номер патенту: 60478
Опубліковано: 25.06.2011
Автор: Боков Віктор Михайлович
МПК: B23H 1/00
Мітки: електричною, дугою, пристрій, прошивання, наскрізних, отворів
Формула / Реферат:
Пристрій для прошивання наскрізних отворів електричною дугою в гідродинамічному потоці робочої рідини за напрямком течії в торцевому міжелектродному зазорі від периферії до центра електрода-інструмента, що включає технологічну пластинку під заготовкою, який відрізняється тим, що технологічна пластинка виконана у вигляді герметичної камери та оснащена електроізоляційною кільцеподібною вставкою, внутрішня поверхня якої еквідистантна бічній...
Верстат для прошивання електричною дугою наскрізних отворів
Номер патенту: 59345
Опубліковано: 10.05.2011
Автор: Боков Віктор Михайлович
Мітки: наскрізних, прошивання, електричною, отворів, верстат, дугою
Формула / Реферат:
Верстат для прошивання електричною дугою наскрізних отворів, який містить локальну вхідну герметичну камеру, що працює під тиском, змонтовану навколо електрода-інструмента з можливістю осьового переміщення і містить силовий привід, та вихідну герметичну камеру, що розташована співвісно з вхідною, який відрізняється тим, що вихідна герметична камера виконана рухомою в осьовому напрямку як встановлювальна та має несиловий привід переміщення,...
Спосіб розмірної обробки отворів електричною дугою

Номер патенту: 58026
Опубліковано: 25.03.2011
Автор: Боков Віктор Михайлович
МПК: B23P 13/00
Мітки: обробки, спосіб, розмірної, отворів, електричною, дугою
Формула / Реферат:
Спосіб розмірної обробки отворів електричною дугою, що включає нагнітання робочої рідини в торцевий міжелектродний зазор під технологічним тиском за напрямком від периферії до центру електрода-інструмента, який відрізняється тим, що в початковій фазі обробку здійснюють в центральній частині отвору з поступовим наближенням до периферійної частини отвору.
Спосіб розмірної обробки електричною дугою отворів та порожнин

Номер патенту: 22072
Опубліковано: 30.04.1998
Автори: Попова Маргарита Іванівна, Боков Віктор Михайлович
МПК: B23H 7/00
Мітки: отворів, порожнин, обробки, електричною, розмірної, спосіб, дугою
Формула / Реферат:
1. Спосіб розмірної обробки електричною дугою отворів та порожнин, що мають паралельні бічні стінки і стартову обробляєму поверхню не паралельну донної поверхні отвору, при якому робочу рідину нагнітають із герметизованої камери у торцевий міжелектродний зазор під тиском у напрямку від периферії до центру електрода-інструмента, який відрізняється тим, що нагнітання робочої рідини у торцевий міжелектродний зазор здійснюють крізь штучний...
Попередній патент: Механізм лінійних переміщень
Наступний патент: Верстат-гексапод
Випадковий патент: Спосіб виробництва м'ясного паштету в оболонці "аматорський" із порошком цистозіри