Інструмент для отримання поверхневих наноструктур різнонаправленою термопластичною деформацією
Номер патенту: 70431
Опубліковано: 11.06.2012
Автори: Никифорчин Григорій Миколайович, Гурей Ігор Володимирович, Курнат Іван Миколайович, Максимів Ольга Володимирівна, Кирилів Володимир Іванович

Формула / Реферат
Інструмент для отримання поверхневих наноструктур різнонаправленою термопластичною деформацією, який складається із корпусу і робочого диска, виконаного із титанового сплаву або нержавіючої сталі, причому для підвищення продуктивності процесу та покращення шорсткості оброблюваної поверхні робоча поверхня інструмента виконана криволінійною у вигляді шевронного зигзагоподібного профілю з кутом нахилу шеврона 12-30°, а кількість зигзагів робочого профілю вибирають із співвідношення
![]()
де:
![]() - зовнішній діаметр диска, мм;
- зовнішній діаметр диска, мм;
![]() - повна ширина робочого диска, мм;
- повна ширина робочого диска, мм;
![]() - ширина шевронного робочого профілю, мм;
- ширина шевронного робочого профілю, мм;
![]() - кут нахилу робочого профілю інструмента, град.
- кут нахилу робочого профілю інструмента, град.
Текст
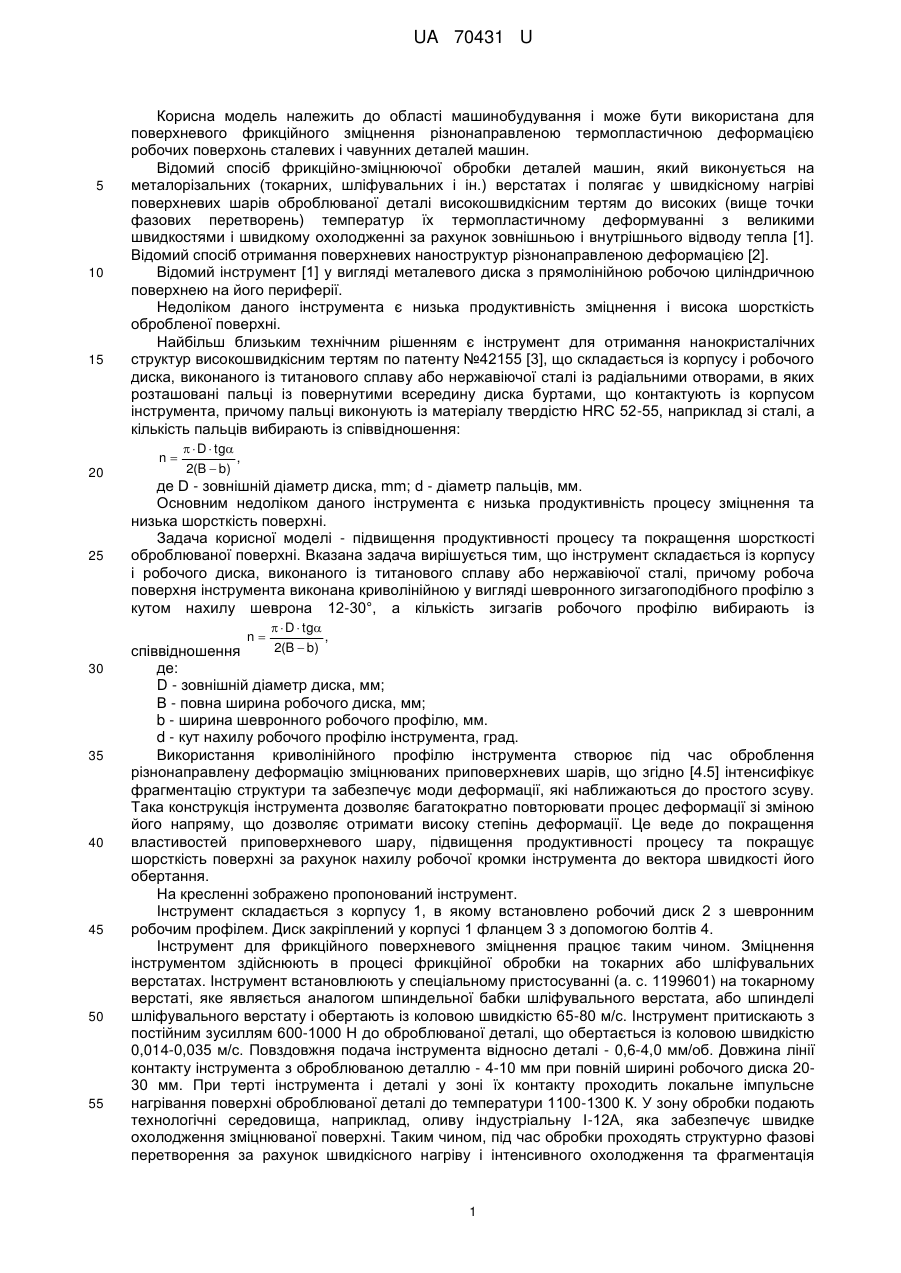
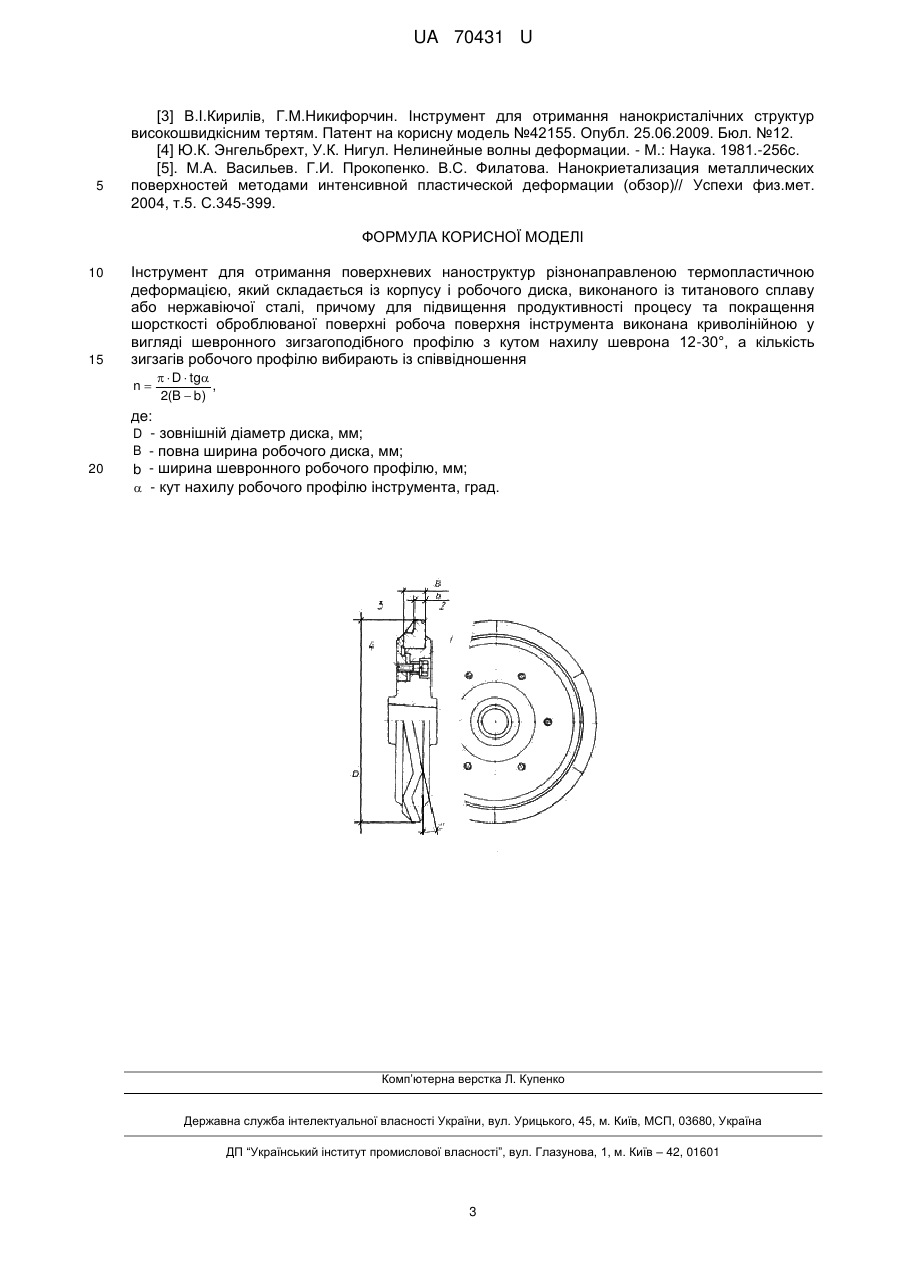
Реферат: Інструмент для отримання поверхневих наноструктур різнонаправленою термопластичною деформацією складається із корпусу і робочого диска, виконаного із титанового сплаву або нержавіючої сталі. Для підвищення продуктивності процесу та покращення шорсткості оброблюваної поверхні робоча поверхня інструмента виконана криволінійною у вигляді шевронного зигзагоподібного профілю. UA 70431 U (12) UA 70431 U UA 70431 U 5 10 15 Корисна модель належить до області машинобудування і може бути використана для поверхневого фрикційного зміцнення різнонаправленою термопластичною деформацією робочих поверхонь сталевих і чавунних деталей машин. Відомий спосіб фрикційно-зміцнюючої обробки деталей машин, який виконується на металорізальних (токарних, шліфувальних і ін.) верстатах і полягає у швидкісному нагріві поверхневих шарів оброблюваної деталі високошвидкісним тертям до високих (вище точки фазових перетворень) температур їх термопластичному деформуванні з великими швидкостями і швидкому охолодженні за рахунок зовнішньою і внутрішнього відводу тепла [1]. Відомий спосіб отримання поверхневих наноструктур різнонаправленою деформацією [2]. Відомий інструмент [1] у вигляді металевого диска з прямолінійною робочою циліндричною поверхнею на його периферії. Недоліком даного інструмента є низька продуктивність зміцнення і висока шорсткість обробленої поверхні. Найбільш близьким технічним рішенням є інструмент для отримання нанокристалічних структур високошвидкісним тертям по патенту №42155 [3], що складається із корпусу і робочого диска, виконаного із титанового сплаву або нержавіючої сталі із радіальними отворами, в яких розташовані пальці із повернутими всередину диска буртами, що контактують із корпусом інструмента, причому пальці виконують із матеріалу твердістю HRC 52-55, наприклад зі сталі, а кількість пальців вибирають із співвідношення: n 20 25 D tg , 2(B b) де D - зовнішній діаметр диска, mm; d - діаметр пальців, мм. Основним недоліком даного інструмента є низька продуктивність процесу зміцнення та низька шорсткість поверхні. Задача корисної моделі - підвищення продуктивності процесу та покращення шорсткості оброблюваної поверхні. Вказана задача вирішується тим, що інструмент складається із корпусу і робочого диска, виконаного із титанового сплаву або нержавіючої сталі, причому робоча поверхня інструмента виконана криволінійною у вигляді шевронного зигзагоподібного профілю з кутом нахилу шеврона 12-30°, а кількість зигзагів робочого профілю вибирають із n 30 35 40 45 50 55 D tg , 2(B b) співвідношення де: D - зовнішній діаметр диска, мм; В - повна ширина робочого диска, мм; b - ширина шевронного робочого профілю, мм. d - кут нахилу робочого профілю інструмента, град. Використання криволінійного профілю інструмента створює під час оброблення різнонаправлену деформацію зміцнюваних приповерхневих шарів, що згідно [4.5] інтенсифікує фрагментацію структури та забезпечує моди деформації, які наближаються до простого зсуву. Така конструкція інструмента дозволяє багатократно повторювати процес деформації зі зміною його напряму, що дозволяє отримати високу степінь деформації. Це веде до покращення властивостей приповерхневого шару, підвищення продуктивності процесу та покращує шорсткість поверхні за рахунок нахилу робочої кромки інструмента до вектора швидкості його обертання. На кресленні зображено пропонований інструмент. Інструмент складається з корпусу 1, в якому встановлено робочий диск 2 з шевронним робочим профілем. Диск закріплений у корпусі 1 фланцем 3 з допомогою болтів 4. Інструмент для фрикційного поверхневого зміцнення працює таким чином. Зміцнення інструментом здійснюють в процесі фрикційної обробки на токарних або шліфувальних верстатах. Інструмент встановлюють у спеціальному пристосуванні (а. с. 1199601) на токарному верстаті, яке являється аналогом шпиндельної бабки шліфувального верстата, або шпинделі шліфувального верстату і обертають із коловою швидкістю 65-80 м/с. Інструмент притискають з постійним зусиллям 600-1000 Н до оброблюваної деталі, що обертається із коловою швидкістю 0,014-0,035 м/с. Повздовжня подача інструмента відносно деталі - 0,6-4,0 мм/об. Довжина лінії контакту інструмента з оброблюваною деталлю - 4-10 мм при повній ширині робочого диска 2030 мм. При терті інструмента і деталі у зоні їх контакту проходить локальне імпульсне нагрівання поверхні оброблюваної деталі до температури 1100-1300 К. У зону обробки подають технологічні середовища, наприклад, оливу індустріальну І-12А, яка забезпечує швидке охолодження зміцнюваної поверхні. Таким чином, під час обробки проходять структурно фазові перетворення за рахунок швидкісного нагріву і інтенсивного охолодження та фрагментація 1 UA 70431 U 5 10 15 20 структури. У результаті зміцнення на поверхні деталі виникають нанокристалічні структури у вигляді білих шарів товщиною 100-500 мкм з підвищеною мікротвердістю 8-11,5 ГПа залежно від параметрів обробки. Виконання робочого профілю інструмента у вигляді зигзагоподібного шевронного профілю під час обробки сприяє виникненню зсувних деформацій у приповерхневих шарах металу у напрямку вектора швидкості обертання інструмента та в осьовому напрямі вздовж твірної циліндричної деталі за рахунок нахилу робочої кромки інструмента. Під час обробки питомий тиск інструмента на зміцнювану поверхню змінюється від 0 до 600-1000 Н, що приводить до імпульсної циклічної високочастотної зміни тиску та зсувних навантажень на поверхню зміцнюваної деталі та, відповідно, до підвищення дисперсності металу до 10 нм та збільшення глибини зміцнюваного шару до 400-420 мкм. Зміна характеру деформування приповерхневих шарів шляхом різнонаправленої деформації металу веде до підвищення продуктивності процесу за рахунок збільшення величини подачі інструмента. Нахил кромки робочого профілю покращує шорсткість оброблюваної деталі. Зокрема, використання пропонованого інструмента уможливлює використання більшої подачі інструмента (див. табл.1), що веде до зменшення машинного часу і, відповідно, до підвищення продуктивності обробки та покращення шорсткості оброблюваної поверхні. Зменшення ширини b зигзагоподібного профілю веде до підвищення питомого тиску на оброблювану поверхню і підвищення глибини зміцнюваного шару, стійкість інструмента (час між двома переточками) при цьому буде зменшуватись. Зміна параметрів зміцненого шару залежно від кількості зигзагів та кута нахилу шевронного профілю. Таблиця 1 Кількість зигзагів інструмента 6 9 12 15 25 Кут нахилу робочого профілю, град. 12 18 24 30 Мікротвердість зміцненого шару Н, ГПа 9,2 9,8 10,5 10,6 Глибина Шорсткість зміцненого шару обробленої поверхні d, мкм Ra, мкм 290 1,5 320 1,3 350 1,2 355 1,2 Дані рентгенівських досліджень зразків зі сталі 40Х на ДРОН-3 у Fe- випромінюванні (= 1,936 Å, швидкість запису = 2 град/хв.). параметри зміцненого шару та продуктивність обробки для різних типів інструмента. Таблиця 2 Тип інструмента Круг нержавіючий суцільний Круг зі вставними пальцями Круг з шевронним профілем 30 35 40 Величина Зерна, нм Р, % () фаза *10 , -1 см Н , ГПа S, мм/об Т маш, хв… Ra, мкм 16,1 60(40) 1,51 10,0 0,6 3,33 2,2 13,5 80(20) 1,65 11,3 1,2 1,67 2,4 12,2 63(37) 2,02 10,8 2,08 0,96 1,2 12 Пропонований інструмент простий за конструкцією, надійний в експлуатації, має високу стійкість. Використання запропонованого інструмента підвищує продуктивність обробки в 1,7-3,4 рази порівняно із аналогом і найближчим аналогом. Використання інструмента дозволяє отримувати на поверхні деталей машин нанокристалічні структури у вигляді білих шарів з покращеними трібологічними властивостями - низьким коефіцієнтом тертя і високою зносотривкістю. Ресурс роботи таких деталей підвищується в 1,5-3,0 рази порівняно із гартованими деталями. Джерела інформації: [1] Ю.И. Бабей Физические основы импульсного упрочнения стали и чугуна. Киев: Наук, думка. 1988.-С.22-24. [2]. В.М.Сегал. Процессы обработки металлов интенсивной пластической деформацией// Металлы. №5. 2006. С. 130-141. 2 UA 70431 U 5 [3] В.І.Кирилів, Г.М.Никифорчин. Інструмент для отримання нанокристалічних структур високошвидкісним тертям. Патент на корисну модель №42155. Опубл. 25.06.2009. Бюл. №12. [4] Ю.К. Энгельбрехт, У.К. Нигул. Нелинейные волны деформации. - М.: Наука. 1981.-256с. [5]. М.А. Васильев. Г.И. Прокопенко. B.C. Филатова. Нанокриетализация металлических поверхностей методами интенсивной пластической деформации (обзор)// Успехи физ.мет. 2004, т.5. С.345-399. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 Інструмент для отримання поверхневих наноструктур різнонаправленою термопластичною деформацією, який складається із корпусу і робочого диска, виконаного із титанового сплаву або нержавіючої сталі, причому для підвищення продуктивності процесу та покращення шорсткості оброблюваної поверхні робоча поверхня інструмента виконана криволінійною у вигляді шевронного зигзагоподібного профілю з кутом нахилу шеврона 12-30°, а кількість зигзагів робочого профілю вибирають із співвідношення n 20 D tg , 2(B b) де: D - зовнішній діаметр диска, мм; B - повна ширина робочого диска, мм; b - ширина шевронного робочого профілю, мм; - кут нахилу робочого профілю інструмента, град. Комп’ютерна верстка Л. Купенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюTool for producing surface nanostructures by multidirectional thermoplastic deformation
Автори англійськоюKyryliv Volodymyr Ivanovych, Nykyforchyn Hryhorii Mykolaiovych, Maksymiv Olha Volodymyrivna, Hurei Ihor Volodymyrovych, Kurnat Ivan Mykolaiovych
Назва патенту російськоюИнструмент для получения поверхностных наноструктур разнонаправленной термопластичной деформацией
Автори російськоюКирилив Владимир Иванович, Никифорчин Григорий Николаевич, Максимив Ольга Владимировна, Гурей Игорь Владимирович, Курнат Иван Николаевич
МПК / Мітки
МПК: B24B 39/00
Мітки: наноструктур, термопластичною, отримання, різнонаправленою, деформацією, поверхневих, інструмент
Код посилання
<a href="https://ua.patents.su/5-70431-instrument-dlya-otrimannya-poverkhnevikh-nanostruktur-riznonapravlenoyu-termoplastichnoyu-deformaciehyu.html" target="_blank" rel="follow" title="База патентів України">Інструмент для отримання поверхневих наноструктур різнонаправленою термопластичною деформацією</a>
Інструмент для отримання нанокристалічних структур високошвидкісним тертям
Номер патенту: 42155
Опубліковано: 25.06.2009
Автори: Никифорчин Григорій Миколайович, Кирилів Володимир Іванович
МПК: B24B 39/00
Мітки: тертям, структур, інструмент, нанокристалічних, високошвидкісним, отримання
Формула / Реферат:
Інструмент для отримання нанокристалічних структур високошвидкісним тертям на поверхні деталей машин, що складається із корпусу і робочого диска, виконаного із титанового сплаву або нержавіючої сталі із радіальними отворами, в яких розташовані пальці із повернутими всередину диска буртами, що контактують із корпусом, який відрізняється тим, що, з метою збільшення глибини та мікротвердості зміцненого шару за рахунок підвищення дисперсності...
Спосіб отримання наноструктурованого кремнію пластичною деформацією
Номер патенту: 69713
Опубліковано: 10.05.2012
Автори: Кулініч Олег Анатолієвич, Яцунський Ігор Ростиславович, Сминтина Валентин Андрійович, Марчук Ігор Олексійович
МПК: B82B 3/00, G02B 26/00
Мітки: спосіб, кремнію, деформацією, отримання, пластичною, наноструктурованого
Формула / Реферат:
Спосіб отримання наноструктурованого кремнію пластичною деформацією, який полягає в окислюванні пластини монокристалічного кремнію і видаленні кремнію хімічними засобами, який відрізняється тим, що пластини монокристалічного кремнію перед окислюванням витримують у середовищі сухого кисню при температурі (1050-1150) °С протягом 15 хв., що призводить до появи пластичної деформації у пластині кремнію, внаслідок чого з'являються дислокаційні...
Інструмент для імпульсного зміцнення зовнішньої крайки шнека
Номер патенту: 55298
Опубліковано: 10.12.2010
Автори: Пилипець Михайло Ількович, Васильків Василь Васильович, Бригадир Богдан Тарасович, Левкович Михайло Генадійович
МПК: B24B 39/00
Мітки: крайки, імпульсного, шнека, зміцнення, зовнішньої, інструмент
Формула / Реферат:
Інструмент для імпульсного зміцнення зовнішньої крайки шнека, який виконаний у вигляді диска, на периферійній поверхні якого встановлений деформуючий елемент у вигляді витків стальної пружини із дроту круглого перерізу, звитого в коло, який відрізняється тим, що на периферійній поверхні диска встановлена втулка, виконана з пружного матеріалу, на зовнішній поверхні якої встановлено кільце, на якому симетрично з натягом закріплено дві пари...
Інструмент для статико-імпульсного зміцнення
Номер патенту: 63795
Опубліковано: 25.10.2011
Автори: Левкович Михайло Геннадійович, Пилипець Михайло Ількович, Бригадир Богдан Тарасович, Кирик Сергій Степанович
МПК: B24B 39/04
Мітки: зміцнення, інструмент, статико-імпульсного
Формула / Реферат:
Інструмент для статико-імпульсного зміцнення, що виконаний у вигляді диска, на периферійній поверхні якого встановлені деформуючі елементи, який відрізняється тим, що деформуючі елементи виконані у вигляді кульок, розміщених в радіальних ступінчастих отворах, виконаних на периферійній поверхні диска з дискретним кроком і підтиснутих пружними елементами до притискних планок, встановлених на периферійній поверхні диска.
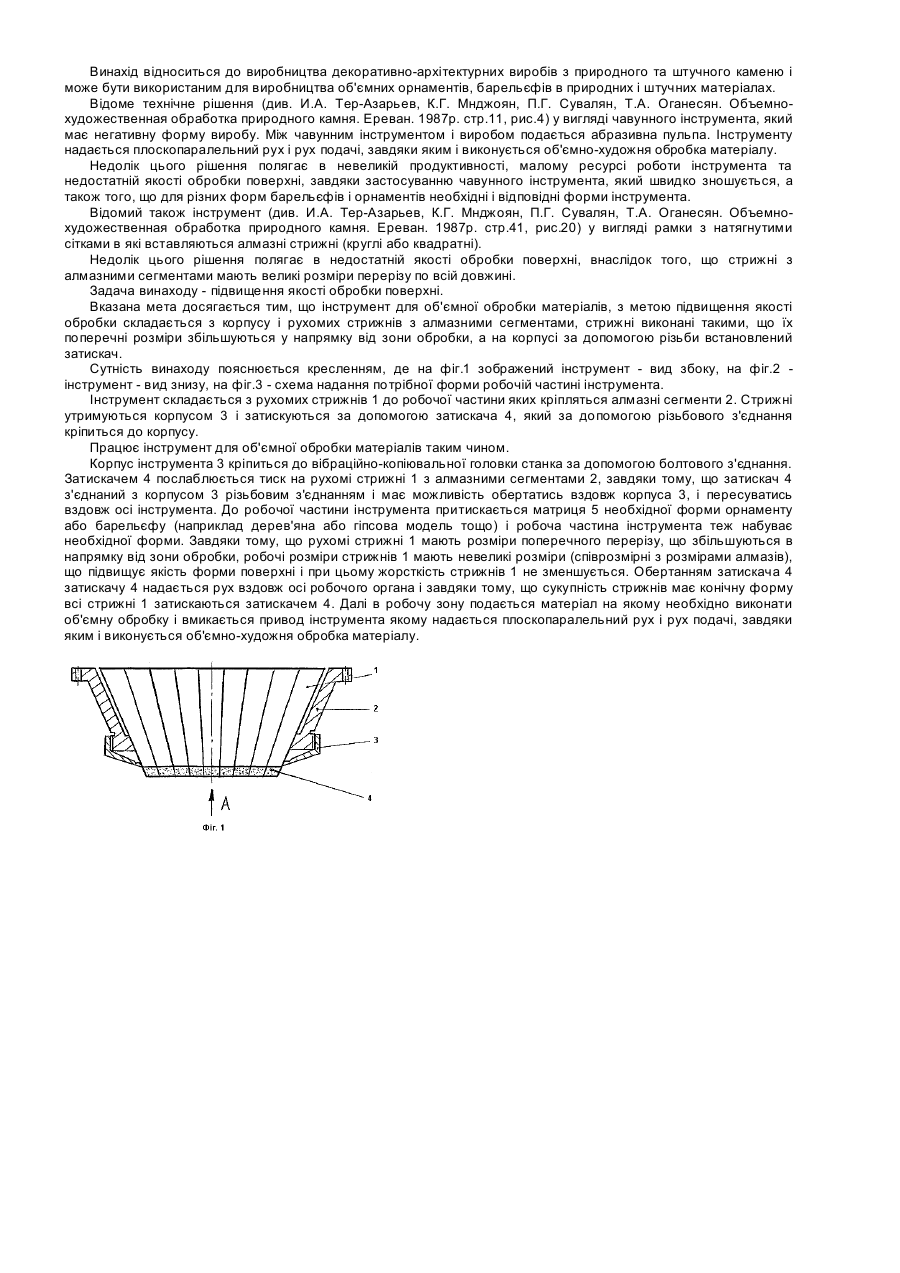
Інструмент для об’ємної обробки матеріалу
Номер патенту: 69338
Опубліковано: 16.08.2004
Автори: Костенюк Олександр Олександрович, Фомін Анатолій Вікторович, Лазаренко Олександр Михайлович
МПК: B28D 1/00
Мітки: об'ємної, інструмент, матеріалу, обробки
Формула / Реферат:
Інструмент для об'ємної обробки матеріалів, що складається з корпусу і рухомих стрижнів з алмазними сегментами, який відрізняється тим, що стрижні виконані з розмірами, що збільшуються у напрямку від зони обробки, а на корпусі за допомогою різі встановлений затискач.
Попередній патент: Дренажний пристрій
Наступний патент: П’ятиступінчаста коробка зміни швидкостей з електромеханічним приводом керування
Випадковий патент: Спосіб лікування хворих на неспецифічний виразковий коліт