Спосіб контролю параметрів технологічного процесу
Номер патенту: 71122
Опубліковано: 10.07.2012
Автори: Ширмовська Надія Геннадіївна, Николайчук Ярослав Миколайович


Формула / Реферат
Спосіб контролю параметрів технологічного процесу, що включає циклічний вимір значень кожного параметра і їхнє запам'ятовування, визначення стану технологічного процесу шляхом порівняння вимірюваних значень параметра з граничними уставками, який відрізняється тим, що додатково вводять ідентифікацію стану квазістаціонарного об'єкта, визначають структурну автокореляційну функцію та нормований коефіцієнт взаємокореляції, за якими порівнюють ковзні статистичні характеристики математичного сподівання.
Текст
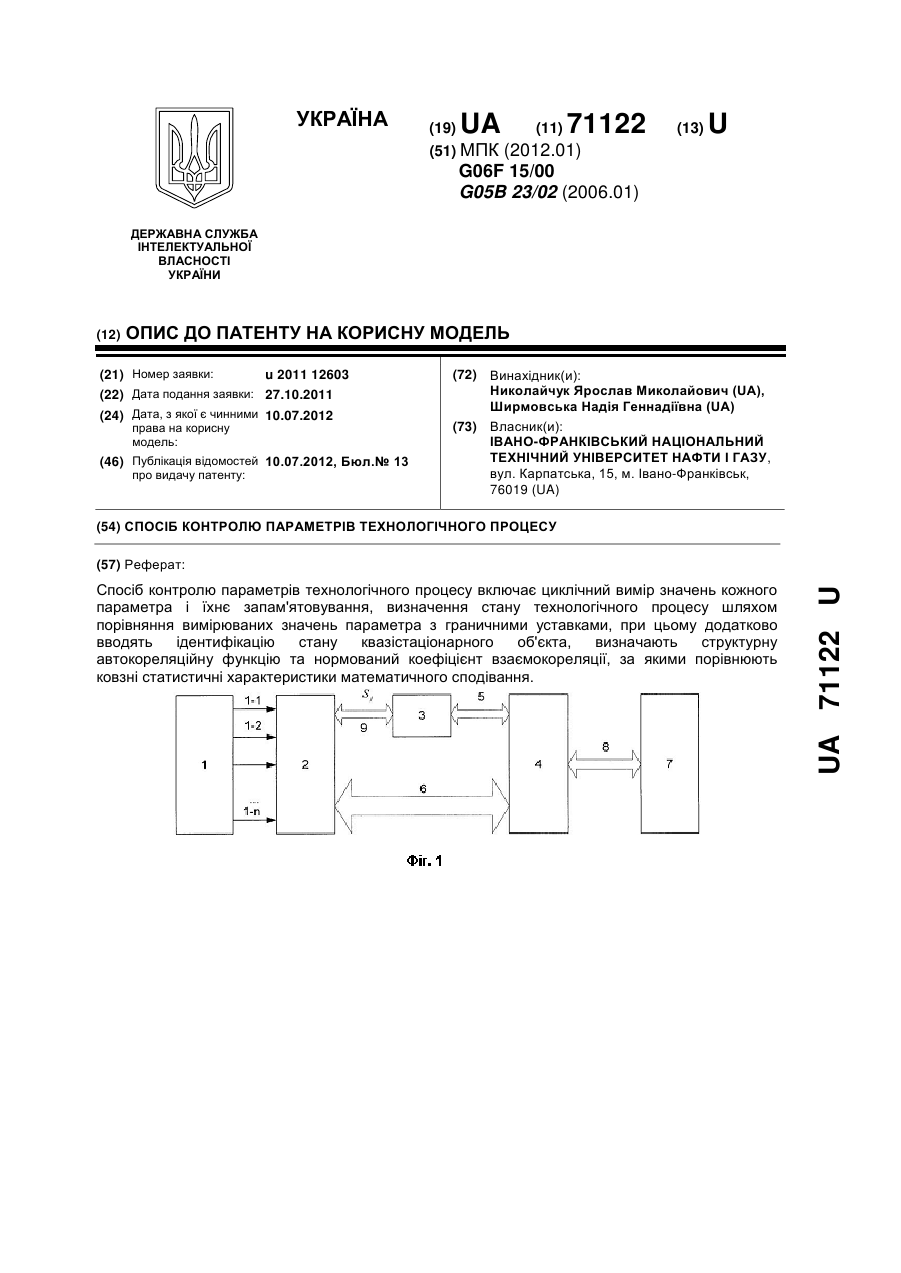
Реферат: UA 71122 U UA 71122 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до контрольно-вимірювальної техніки і може бути використана для контролю процесу виміру у системах збору і підготовки інформації автоматизованих систем керування технологічними процесами складних виробничих комплексів, зокрема для контролю та ідентифікації промислових установок буріння. Відомий спосіб контролю параметрів технологічного процесу (А. с. СРСР № 1541561, кл. G05B 23/02, БИ № 5, 1990) полягає у багаторазовому вимірі фізичного параметра і прийнятті за вірне значення величини параметра статистичної оцінки середнього значення та визначення стану технологічного процесу шляхом порівняння вимірюваного значення параметра з граничними уставками та видають сигнал про стан технологічного процесу. Недоліком відомого способу є звужені функціональні можливості й низька інформативність, оскільки результатом аналізу технологічного процесу є контроль відхилення тільки по амплітуді усереднених значень вимірів в границях апертури уставки, а також не враховує квазістаціонарності об'єкта контролю. Найбільш близьким за технічною сутністю є спосіб контролю параметрів технологічного процесу (деклараційний патент України на корисну модель № 9631, кл. G06F 15/00, бюл. № 10, 2005), що включає циклічний вимір значень кожного параметра об'єкта і їхнє запам'ятовування, визначення стану технологічного процесу шляхом порівняння вимірюваних значень параметра з граничними уставками і видачу сигналу про це, контроль отриманого значення параметра в процесі виконання виміру кожного значення параметра і його запам'ятовування, формування і запам'ятовування коду стану параметра, порівняння сформованого коду стану параметра з кодом стану цього ж параметра, визначення частоти зміни стану параметра і контроль перевищення нею встановленого значення. Недоліком даного способу є звужені функціональні можливості й інформативність, обумовлені тим, що контроль обмірюваного значення параметрів з граничними уставками відбувається тільки по амплітуді контрольованих параметрів технологічного процесу, що при незначних короткотривалих відхиленнях параметрів від норми можуть утворювати імпульсні та інші завади, приводити до гіперчутливості параметри технологічного процесу через відсутність можливості контролю відхилення від норми технологічних параметрів статистичних значень ковзного математичного сподівання, середньостатистичної динаміки обчислення ковзної структурної кореляційної функції та ковзних нормованих коефіцієнтів взаємокореляції між різними парами технологічних параметрів, що суттєво звужує функціональні можливості й інформативність способу. Іншим недоліком відомого способу є не врахування квазістаціонарності об'єкта контролю і аналіз всіх параметрів об'єкта, в той час як в кожному квазістаціонарному стані число контролю параметрів є суттєво меншим. Наприклад, при контролі установок буріння загальне число параметрів може сягати 32, в той час як в кожному стані необхідно контролювати не більше 12, можуть існувати такі стани об'єкта контролю як "очікування", "ремонт", "простій", "аварія", коли реєструється тільки час перебування об'єкта в одному з названих станів. В основу корисної моделі поставлена задача удосконалення способу контролю параметрів технологічного процесу шляхом розширення функціональних можливостей та збільшення його інформативності. Поставлена задача вирішується тим, що у відомому способі контролю параметрів технологічного процесу, що включає циклічний вимір значень кожного параметра і їхнє запам'ятовування, визначення стану технологічного процесу шляхом порівняння вимірюваних значень параметра з граничними уставками, згідно з корисною моделлю додатково вводять ідентифікацію стану квазістаціонарного об'єкта, визначають структурну автокореляційну функцію та нормований коефіцієнт взаємокореляції, за якими порівнюють ковзні статистичні характеристики математичного сподівання. Ковзні статистичні характеристики математичного сподівання обчислюються, згідно виразу: 0, a1 Mj a2 L1 1 a1 Mj a2 , , Mj 1 n n j x i j, i 12, , l , i j де - число контрольованих параметрів технологічного об'єкта, структурна кореляційна функція, згідно виразу: 0, b Cxxj b2 L2 1 , 1 b1 Cxx j b2 , 1 UA 71122 U Cxx j 1 n n j x x , j 0, m i i j 2 i j де , та коефіцієнти нормованої взаємокореляції між двома параметрами, згідно виразу: 0,0 xy 1 L3 10 xy 1 , , xy 5 10 15 Rxy 0 x y , x 1 n n j n j 1 xi Mxj 2, y n yi Myj 2 i j i j де . Уведення ідентифікатора стану квазістаціонарного об'єкта та порівняння ковзних статистичних характеристик математичного сподівання, структурної автокореляційної функції та нормованого коефіцієнта взаємокореляції дозволяє збільшити функціональні можливості й інформативність способу контролю параметрів технологічного процесу. Система контролю, що реалізує пропонований спосіб, на кресленні зображено датчики вимірів параметрів 1, 1-2, ..., 1-n, блок збору інформації 2, до інформаційного входу якого підключені датчики 1-1, 1-2, ..., 1-n, пульт оператора 3, пристрій підготовки інформації 4, першу шину 5, що з'єднує пристрій підготовки інформації 4 і пульт оператора 3, другу шину 6, що з'єднує пристрій підготовки інформації 4 і блок збору інформації 2, блок введення інформації 1, третю шину 8, що з'єднує блок виведення інформації 7 і пристрій підготовки інформації 4, шину 9, що з'єднує пульт оператора 3 і блок збору інформації 2. Блок збору інформації 2 призначений для видачі по сигналу ідентифікації стану об'єкта контролю від пульта 3 кодів значень виміряних параметрів і передачі їх в пристрій підготовки інформації 4. Коди виміряних значень, які передаються по шині 6 супроводжуються кодом стану об'єкта Sj 20 , які передаються по шині 5 з пульта оператора 3 в блок попередньої підготовки інформації 4. Пристрій підготовки інформації 4 являє собою програмний контролер, що реалізує паралельне опитування датчиків і перетворення кодів вихідних величин датчиків, отриманих від блока збору інформації 2 у значення відповідних параметрів. На виході блока збору інформації 2 за допомогою шини 6 в пристрій підготовки інформації надходить набір кодів ансамблю 25 параметрів, які визначаються кодом стану керування j , що надходить з пульта оператора 3 шиною 9 в блок збору інформації 2. Необхідність паралельного формування кодів параметрів об'єкта, які надходять у пристрій підготовки інформації 4 обумовлено необхідністю виключення ефектів старіння інформації, які можуть виникати при організації циклічного опитування датчиків і негативно впливають на розрахунок структурної кореляційної функції та коефіцієнтів нормованої взаємокореляції. Процес виміру значення параметрів запропонованим способом включає наступні етапи: 30 S S 35 40 - з пульта оператора 3 подачу сигналу стану об'єкта j по шині 9 подається в блок збору інформації 2, а по шині 5 в пристрій підготовки інформації 4; - прийом і розшифровку сигналу виклику ансамблів n з m параметрів блока збору інформації 2 і видачу кодів з його багатоканального аналого-цифрового перетворювача (АЦП на кресленні не показаний) в пристрій підготовки інформації 4; - перетворення і запам'ятовування отриманих значень кодів параметрів; - визначення стану технологічного процесу; - виведення значення параметрів оператора. Пропонований спосіб передбачає наступні види контролю, виконувані в приведеному нижче порядку: - контроль перебування отриманого значення ковзного математичного сподівання контрольованих параметрів в області можливих значень норми; 45 Mj - контроль середньостатистичної динаміки Cxx j станів об'єкта по кожному параметру в області можливих значень норми; - контроль нормованих коефіцієнтів взаємокореляції між кожною парою параметрів області можливих значень норми. 2 xy в UA 71122 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 Спосіб контролю параметрів технологічного процесу, що включає циклічний вимір значень кожного параметра і їхнє запам'ятовування, визначення стану технологічного процесу шляхом порівняння вимірюваних значень параметра з граничними уставками, який відрізняється тим, що додатково вводять ідентифікацію стану квазістаціонарного об'єкта, визначають структурну автокореляційну функцію та нормований коефіцієнт взаємокореляції, за якими порівнюють ковзні статистичні характеристики математичного сподівання. Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for controlling technological process parameters
Автори англійськоюNykolaichuk Yaroslav Mykolaiovych, Shyrmovska Nadia Hennadiivna
Назва патенту російськоюСпособ контроля параметров технологического процесса
Автори російськоюНиколайчук Ярослав Николаевич, Ширмовская Надежда Геннадиевна
МПК / Мітки
МПК: G06F 15/00, G05B 23/02
Мітки: технологічного, параметрів, спосіб, контролю, процесу
Код посилання
<a href="https://ua.patents.su/5-71122-sposib-kontrolyu-parametriv-tekhnologichnogo-procesu.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю параметрів технологічного процесу</a>
Спосіб контролю параметрів технологічного процесу
Номер патенту: 9631
Опубліковано: 17.10.2005
Автори: Волчков Іван Іванович, Коток Валерій Борисович, Лінчевський Михайло Петрович, Лопатін Володимир Олексійович, Олійников Вадим Вікторович, Старовойтов Володимир Гербертович, Бантюков Євген Миколайович, Колодяжний Валерій Васильович, Хохлов Олег Васильович, Саркісов Володимир Олександрович, Березовський Сергій Павлович
МПК: G06F 15/00, G06F 11/30
Мітки: технологічного, спосіб, параметрів, контролю, процесу
Формула / Реферат:
Спосіб контролю параметрів технологічного процесу, що включає циклічний вимір значень кожного параметра об'єкта і їхнє запам'ятовування, контроль справності каналів опитування датчиків, контроль справності ланцюгів підключення датчиків і контроль отриманого значення параметра в процесі виконання виміру кожного значення параметра, запам'ятовування отриманого в даному циклі значення параметра як його дійсного значення при позитивному результаті...
Спосіб контролю параметрів технологічного процесу
Номер патенту: 6559
Опубліковано: 16.05.2005
Автори: Хохлов Олег Васильович, Волчков Юрій Іванович, Бантюков Євген Миколайович, Лопатін Володимир Олексійович, Олійников Вадим Вікторович, Лінчевський Михайло Петрович, Волчков Іван Іванович, Саркісов Володимир Олександрович, Коток Валерій Борисович, Колодяжний Валерій Васильович
МПК: G06F 15/00, F02C 9/28, G05B 23/00
Мітки: контролю, процесу, технологічного, параметрів, спосіб
Формула / Реферат:
Спосіб контролю параметрів технологічного процесу, що включає циклічний вимір значень кожного параметра об'єкта і їх запам'ятовування, контроль справності каналів опитування датчиків, контроль справності ланцюгів підключення датчиків і контроль отриманого значення параметра в процесі виконання виміру кожного значення параметра, формування і запам'ятовування коду стану параметра за результатами зазначених видів контролю, запам'ятовування...
Спосіб контролю параметрів технологічного процесу
Номер патенту: 2880
Опубліковано: 16.08.2004
Автори: Олійников Вадим Вікторович, Хохлов Олег Васильович, Лінчевський Михайло Петрович, Саркісов Володимир Олександрович, Бантюков Євген Миколайович, Лопатін Володимир Олексійович, Волчков Іван Іванович, Коток Валерій Борисович, Старовойтов Володимир Гербертович, Пітірімов Олександр Вікторович
МПК: G06F 17/00, G05B 23/00
Мітки: технологічного, процесу, параметрів, контролю, спосіб
Формула / Реферат:
Система контролю та вимірювання технологічних параметрів процесу буріння
Номер патенту: 49044
Опубліковано: 16.09.2002
Автори: Іващенко Роман Олександрович, Нагорний Анатолій Петрович, Миргородський Михайло Мефодійович, Політучий Олександр Іванович, Карпенко Василь Миколайович
МПК: E21B 44/00, G06F 17/00, G06F 11/30
Мітки: вимірювання, система, процесу, технологічних, контролю, параметрів, буріння
Формула / Реферат:
Система контролю та вимірювання технологічних параметрів процесу буріння, яка містить окремі (автономні) модулі контролю та вимірювання кожного параметра з відповідними датчиками, блок узгодження виходів модулів, блок накопичення результатів вимірювання, самописні прилади, цифрові індикатори та адаптери датчиків, яка відрізняється тим, що блок накопичення містить відокремлюваний електронний носій інформації, яку зчитують з нього на сторонній...
Спосіб контролю протікання технологічного процесу в сільськогосподарських машинах
Номер патенту: 42281
Опубліковано: 15.10.2001
Автор: Сакало Віктор Миколайович
Мітки: контролю, сільськогосподарських, процесу, протікання, спосіб, технологічного, машинах
Формула / Реферат:
1. Спосіб контролю протікання технологічного процесу в сільськогосподарських машинах, що включає реєстрацію проходження об'єктів по каналу контролю, шляхом формування імпульсів від кожного об'єкта, заданиям порогових рівней кількості імпульсів і порівняння з кількістю імпульсів від об'єктів в каналі контролю та формування вихідних сигналів, який відрізняється тим, що пройдений машиною шлях фіксують числом імпульсів, фіксують порогові рівні...
Попередній патент: Колісний бойовий транспортний засіб
Наступний патент: Спосіб одержання засобу з антимікробною активністю з рослинної сировини
Випадковий патент: Магнітогідродинамічний активатор