Спосіб ультразвукового контролю великогабаритних алюмінієвих плит
Номер патенту: 71723
Опубліковано: 25.07.2012
Автори: Матвійчук Олександр Сергійович, Закарлюка Артем Богданович, Бойко Андрій Валерійович, Желтов Павло Миколайович, Серебренніков Олег Леонідович
Формула / Реферат
1. Спосіб ультразвукового контролю великогабаритних алюмінієвих плит, що включає сканування плити ультразвуковим перетворювачем з одночасним збудженням в ній ультразвукових коливань, при цьому визначають розміри дефектів шляхом порівняння положень ультразвукового перетворювача і амплітуд прийнятих ехо-сигналів з пороговим рівнем амплітуди і відстанями між положеннями ультразвукового перетворювача при виявленні каліброваних дефектів в настроювальному зразку, який відрізняється тим, що здійснюють спочатку експрес-сканування всього об'єму плити дзеркально-тіньовим методом з використанням поперечних ультразвукових хвиль, які збуджують безконтактно за допомогою електромагнітно-акустичного перетворювача, виявлені дефектні зони сканують ехо-методом за допомогою ультразвукового перетворювача, який виконаний у вигляді акустичної системи п'єзоперетворювачів, які сфокусовані на донну поверхню плити.
2. Спосіб за п. 1, який відрізняється тим, що налаштування чутливості контролю при обох методах сканування здійснюють шляхом сканування настроювального зразка електромагнітно-акустичним і ультразвуковим перетворювачами з визначенням окремих порогових рівнів відносно єдиного каліброваного дефекту, розміри якого встановлюють згідно з нормативно-технічною документацією на контрольовану плиту.
3. Спосіб за пп. 1, 2, який відрізняється тим, що крок сканування електромагнітно-акустичного перетворювача витримують рівним діаметру каліброваного дефекту за допомогою сканер-трафарету, який накладають на поверхню плити.
Текст
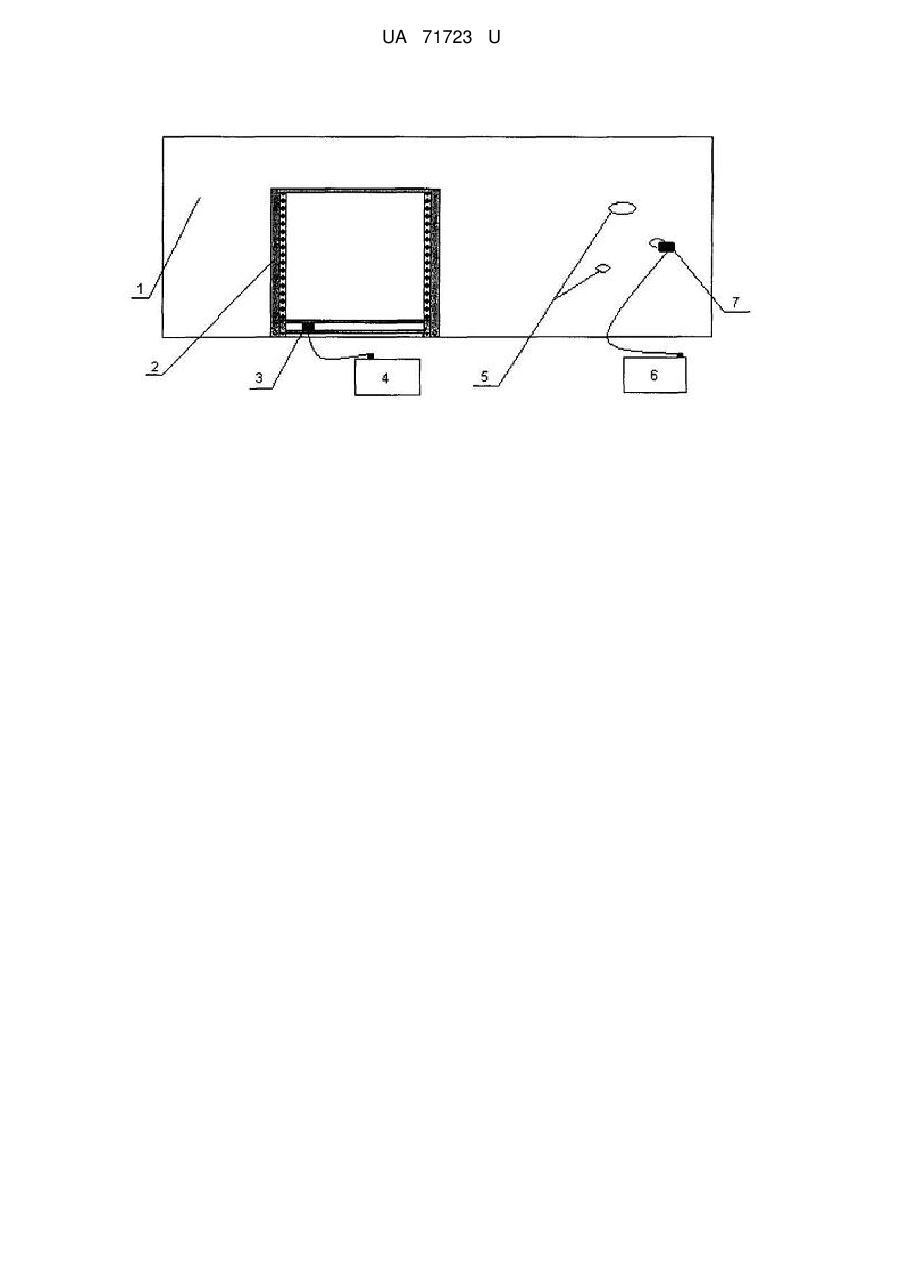
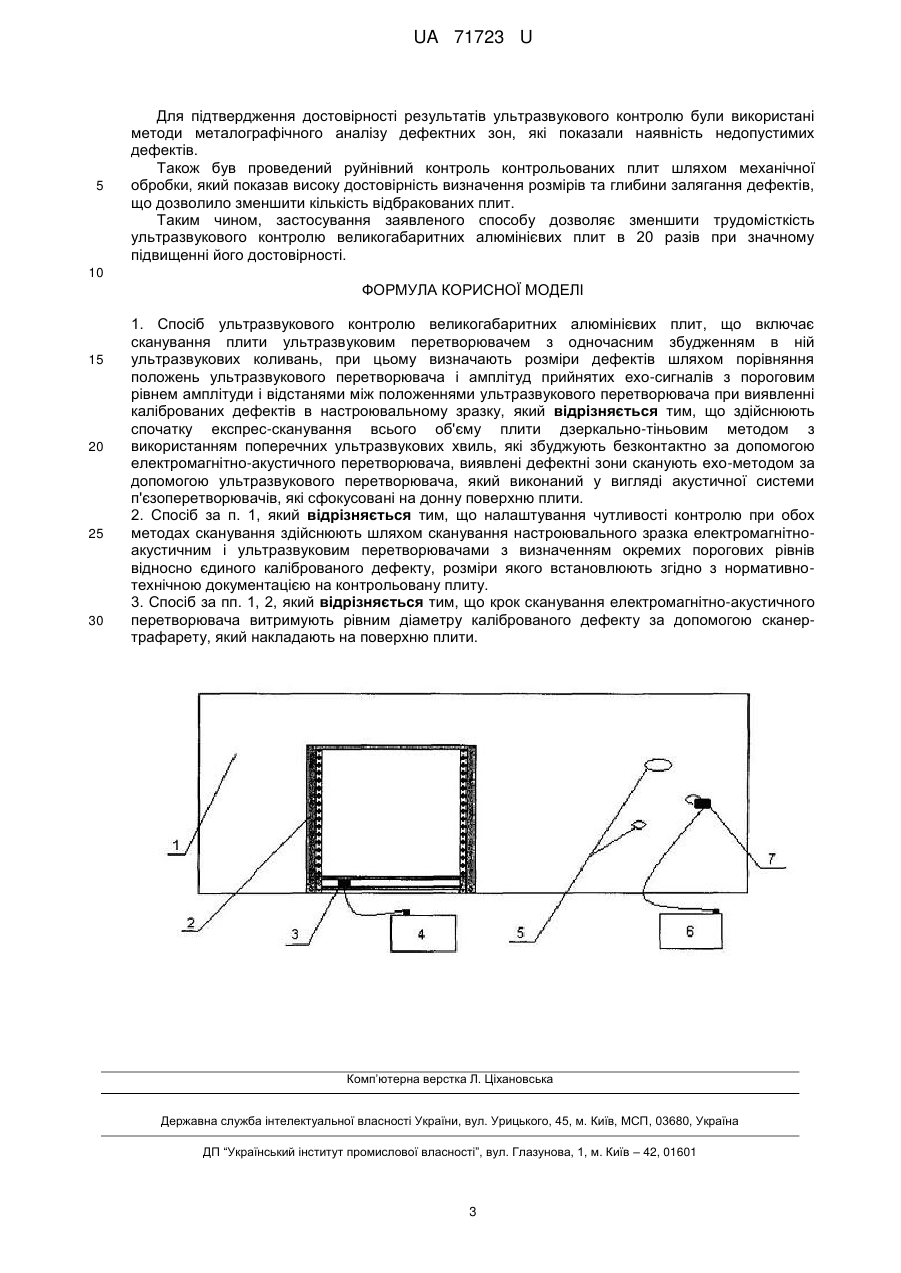
Реферат: Спосіб ультразвукового контролю великогабаритних алюмінієвих плит включає сканування плити ультразвуковим перетворювачем з одночасним збудженням в ній ультразвукових коливань. При цьому визначають розміри дефектів шляхом порівняння положень ультразвукового перетворювача і амплітуд прийнятих ехо-сигналів з пороговим рівнем амплітуди і відстанями між положеннями ультразвукового перетворювача при виявленні каліброваних дефектів в настроювальному зразку. Здійснюють спочатку експрес-сканування всього об'єму плити дзеркально-тіньовим методом з використанням поперечних ультразвукових хвиль, які збуджують безконтактно за допомогою електромагнітно-акустичного перетворювача. Виявлені дефектні зони сканують ехо-методом за допомогою ультразвукового перетворювача, який виконаний у вигляді акустичної системи п'єзоперетворювачів, які сфокусовані на донну поверхню плити. UA 71723 U (12) UA 71723 U UA 71723 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до способів неруйнівного контролю і може бути використана для ультразвукового контролю великогабаритних алюмінієвих плит, призначених для виготовлення виробів відповідного призначення. Відомі способи ультразвукового контролю алюмінієвих плит [ОСТ 1. 92001-90, 1990; Международный стандарт ASTM B548-03 "Test method for ultrasonic inspection of aluminus alloyplate for pressure vessels, 1999], які включають сканування ультразвуковим перетворювачем однієї із поверхонь плити з введенням в напрямку, перпендикулярному цій поверхні поздовжніх ультразвукових хвиль за допомогою контактної рідини у вигляді шару або стовпа. Неоднорідність матеріалу плити в поперечному перерізі плити виявляють по відсутності або зменшенні амплітуди першого донного ехо-сигналу. Вірогідний розмір неоднорідності визначають по загальній площі поверхні, де має місце втрата сигналу. Недоліком відомого способу є низька швидкість контролю внаслідок використання контактної рідини та суворої орієнтації перетворювача перпендикулярно поверхні плити, крім того, має місце недостатня достовірність оцінки глибини залягання дефектів, що сприяє відбракуванню плит, дефекти в яких можуть бути віддалені при наступній механічній обробці. Відомий спосіб виявлення дефектів в товстостінних виробах ультразвуковим методом (патент Російської Федерації № 2192635, МПК G01N29/04, 2002), який включає розміщення на поверхні виробу двох пар п'єзоелектричних перетворювачів, які забезпечують сканування всього об'єму виробу дзеркально-тіньовим методом при одночасному збудженні поперечних і поздовжніх ультразвукових хвиль, потім здійснюють тимчасову селекцію донних ехо-сигналів для поздовжніх і поперечних хвиль і налаштовують чутливість контролю по їх амплітудах, при максимальній амплітуді прийнятого сумарного сигналу реєструють наявність дефекту в поперечному перерізі виробу. Спосіб забезпечує високу достовірність виявлення площинних дефектів, що розташовані перпендикулярно поверхні сканування. Недоліком відомого способу є низька швидкість контролю та недостатня достовірність виявлення горизонтально орієнтованих дефектів. Найбільш близьким по суті та отриманому технічному результату є відомий спосіб ультразвукового контролю виробів [патент Російської Федерації № 2191376, МПК G01N29/04, 2002], який включає сканування ультразвуковим перетворювачем з початку настроювального зразка, що має калібровані дефекти, при цьому фіксують амплітуди прийнятих сигналів і відповідну їм величину переміщення перетворювача і визначають пороговий рівень амплітуди прийнятого сигналу від мінімального дефекту, потім сканують поверхню виробу і при перевищенні амплітуди прийнятого сигналу порогового рівня дефект класифікують, як протяжний, і його розміри визначають як відстань між положеннями перетворювача, при яких амплітуда сигналу дорівнює або перевищує пороговий рівень, коли амплітуда сигналу від дефекту не перевищує пороговий рівень, дефект класифікують як локальний. Акустичний контакт забезпечують за допомогою контактної рідини. Спосіб забезпечує підвищену достовірність визначення розмірів дефектів та їх розташування. Недоліком відомого способу є недостатня достовірність виявлення локальних і площинних дефектів та низька швидкість сканування, що підвищує трудомісткість контролю. В основу корисної моделі поставлена задача удосконалення способу ультразвукового контролю шляхом введення швидкого безконтактного експрес-сканування усього об'єму плити дзеркально-тіньовим методом з визначенням дефектних зон, сканування яких здійснюють ультразвуковим перетворювачем, виконаним у вигляді акустичної системи п'єзоперетворювачів, які сфокусовані на донну поверхню плити. Поставлена задача вирішується тим, що у способі ультразвукового контролю великогабаритних алюмінієвих плит, який включає сканування плити ультразвуковим перетворювачем з одночасним збудженням в ній ультразвукових коливань, при цьому визначають розміри дефектів шляхом порівняння положень ультразвукового перетворювача і амплітуд прийнятих сигналів з пороговим рівнем амплітуди і відстанями між положеннями ультразвукового перетворювача при виявленні каліброваних дефектів в настроювальному зразку і, згідно з корисною моделлю, здійснюють спочатку експрес-сканування всього об'єму плити дзеркально-тіньовим методом з використанням поперечних ультразвукових хвиль, які збуджують безконтактно за допомогою електромагнітно-акустичного перетворювача, визначені при цьому дефектні зони сканують ехо-методом за допомогою ультразвукового перетворювача, що виконаний у вигляді акустичної системи п'єзоперетворювачів, які сфокусовані на донну поверхню плити; налаштування чутливості контролю при обох методах сканування здійснюють шляхом сканування настроювального зразка електромагнітно-акустичним і ультразвуковим перетворювачами з визначенням окремих порогових рівнів відносно єдиного каліброваного дефекту, розміри якого встановлюють згідно з нормативно-технічною документацією на 1 UA 71723 U 5 10 15 20 25 30 35 40 45 50 55 контрольовану плиту; шаг сканування електромагнітно-акустичного перетворювача витримують рівним діаметру каліброваного дефекту за допомогою сканер-трафарету, який накладають на поверхню контрольованої плити. Заявлений спосіб дозволяє підвищити швидкість та достовірність ультразвукового контролю великогабаритних алюмінієвих плит. Причинно-наслідковий зв'язок між суттєвими ознаками корисної моделі та отриманим технічним результатом реалізується так. Здійснення експрес-сканування всього об'єму плити за допомогою електромагнітноакустичного перетворювача (ЕМАП) виключає необхідність використання контактної рідини і дозволяє значно підвищити швидкість сканування та зменшити трудомісткість контролю [Справочник под общ. ред. В.В. Клюева, Неразрушающий контроль, Т.3. Ультразвуковой контроль. - М.: Машиностроение, 2004]. Використання поперечних хвиль, які збуджує ЕМАП, для виявлення дефектних зон забезпечує високу чутливість та достовірність дзеркально-тіньового метода контролю плити. Це обумовлено тим, що швидкість розповсюдження поперечних хвиль у матеріалах майже в 2 рази менше швидкості поздовжніх хвиль, і, відповідно, менший дефект може бути визначений. Крім цього, поперечна хвиля краще відбивається від плоских дефектів, заповнених газом, рідиною або шлаковими включеннями, оскільки такого роду несуцільності погано передають зсувні напруги [G. Hübschen, English by R. Diederichs. Generation of Horizontally Polarized Shear Waves with EMAT Transducers. NDTnet, 1998, march, vol.3, № 3]. Виконання ультразвукового перетворювача у вигляді акустичної системи п'єзоперетворювачів, які сфокусовані на донну поверхню плити, дозволяє підвищити достовірність глибини залягання дефекту. Експериментально були встановлені інформаційні можливості заявленого способу, заснованого на дзеркально-тіньовому і ехо-методах взаємодії акустичних сигналів з локальними і площинними порушеннями суцільності алюмінієвої плити та її поверхневими неоднорідностями. Результати експериментальних досліджень показали: - при контролі дзеркально-тіньовим методом ослаблення сигналу суттєво залежить від глибини залягання дефекту і змінюється в межах від 12 до 6 дБ при збігу краю дефекту з акустичною віссю перетворювача; - при контролі ехо-методом гранична чутливість контролю обмежується поверхневими неоднорідностями контрольованої плити, при цьому існує оптимальна робоча частота ультразвукових коливань, на якій реалізується максимальна чутливість контролю. Суть заявленого способу пояснює схема проведення ультразвукового контролю великогабаритних алюмінієвих плит, яка приведена на фіг., де 1 - контрольована плита; 2 сканер-планшет; 3 - ЕМАП; 4 - ЕМА-дефектоскоп; 5 - дефектна зона; 6 - ультразвуковий дефектоскоп; 7 - ультразвуковий перетворювач. Заявлений спосіб реалізують таким чином. Перед початком контролю проводять настройку ЕМА і ультразвукового дефектоскопів на задану чутливість на одному настроювальному зразку, при цьому для ЕМАП фіксувалася амплітуда донного ехо-сигналу від протилежної стінки настроювального зразка, а для ультразвукового перетворювача амплітуда сигналу, відбитого від каліброваного дефекту у цьому зразку. Згідно з нормативно-технічною документацією був застосований зразок зі штучним каліброваним дефектом у вигляді плоскодонного свердлення діаметром 2 мм. Контроль починають з встановлення на одну із поверхонь контрольованої плити 1 сканерпланшету 2 та проведення сканування обмеженою ним ділянки плити за допомогою ЕМАП 3 та ЕМА-дефектоскопа 4 при збудженні поперечних ультразвукових хвиль. При зменшуванні донного ехо-сигналу нижче порогового рівня фіксують дефектну зону 5, розміри якої визначають по положенню ЕМАП 3. Після закінчення сканування цієї ділянки сканер-планшет переміщують на нову наступну ділянку плити. В дефектних зонах 5 здійснюють додаткове ручне сканування ультразвуковим перетворювачем 6 при збудженні в плиті ультразвукових хвиль за допомогою ультразвукового дефектоскопа 7 з достовірним визначенням глибини залягання. Заявлений спосіб був випробуваний в умовах виробництва при вхідному контролі плит з алюмінієвого сплаву типу АМг6НПП (ТУ1-2-420-82) розміром 7000 × 1700 × 26 мм. Контроль здійснювався за допомогою електромагнітно-акустичного дефектоскопа УД2-Д100 і ультразвукового дефектоскопа УД4-Т при ручному скануванні за допомогою сканер-трафарету з регульованим кроком сканування 2-3 мм. Максимальна швидкість сканування при використанні ЕМАП складала 1000 мм/сек., що дозволило зменшити час контролю однієї плити у 20 разів. 2 UA 71723 U 5 Для підтвердження достовірності результатів ультразвукового контролю були використані методи металографічного аналізу дефектних зон, які показали наявність недопустимих дефектів. Також був проведений руйнівний контроль контрольованих плит шляхом механічної обробки, який показав високу достовірність визначення розмірів та глибини залягання дефектів, що дозволило зменшити кількість відбракованих плит. Таким чином, застосування заявленого способу дозволяє зменшити трудомісткість ультразвукового контролю великогабаритних алюмінієвих плит в 20 разів при значному підвищенні його достовірності. 10 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 25 30 1. Спосіб ультразвукового контролю великогабаритних алюмінієвих плит, що включає сканування плити ультразвуковим перетворювачем з одночасним збудженням в ній ультразвукових коливань, при цьому визначають розміри дефектів шляхом порівняння положень ультразвукового перетворювача і амплітуд прийнятих ехо-сигналів з пороговим рівнем амплітуди і відстанями між положеннями ультразвукового перетворювача при виявленні каліброваних дефектів в настроювальному зразку, який відрізняється тим, що здійснюють спочатку експрес-сканування всього об'єму плити дзеркально-тіньовим методом з використанням поперечних ультразвукових хвиль, які збуджують безконтактно за допомогою електромагнітно-акустичного перетворювача, виявлені дефектні зони сканують ехо-методом за допомогою ультразвукового перетворювача, який виконаний у вигляді акустичної системи п'єзоперетворювачів, які сфокусовані на донну поверхню плити. 2. Спосіб за п. 1, який відрізняється тим, що налаштування чутливості контролю при обох методах сканування здійснюють шляхом сканування настроювального зразка електромагнітноакустичним і ультразвуковим перетворювачами з визначенням окремих порогових рівнів відносно єдиного каліброваного дефекту, розміри якого встановлюють згідно з нормативнотехнічною документацією на контрольовану плиту. 3. Спосіб за пп. 1, 2, який відрізняється тим, що крок сканування електромагнітно-акустичного перетворювача витримують рівним діаметру каліброваного дефекту за допомогою сканертрафарету, який накладають на поверхню плити. Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for ultrasound control of large aluminum plates
Автори англійськоюSerebrennikov Oleh Leonidovych, Zheltov Pavlo Mykolaiovych, Zakarliuka Artem Bohdanovych, Boiko Andrii Valeriiovych, Matviichuk Oleksandr Serhiiovych
Назва патенту російськоюСпособ ультразвукового контроля крупногабаритных алюминиевых плит
Автори російськоюСеребренников Олег Леонидович, Желтов Павел Николаевич, Закарлюка Артем Богданович, Бойко Андрей Валериевич, Матвийчук Александр Сергеевич
МПК / Мітки
МПК: G01N 29/04
Мітки: ультразвукового, контролю, алюмінієвих, плит, великогабаритних, спосіб
Код посилання
<a href="https://ua.patents.su/5-71723-sposib-ultrazvukovogo-kontrolyu-velikogabaritnikh-alyuminiehvikh-plit.html" target="_blank" rel="follow" title="База патентів України">Спосіб ультразвукового контролю великогабаритних алюмінієвих плит</a>
Спосіб безконтактного ультразвукового контролю металевих виробів імпульсами поверхневих хвиль
Номер патенту: 71668
Опубліковано: 25.07.2012
Автори: Хащіна Сергій Володимирович, Петрищев Олег Миколайович, Сучков Григорій Михайлович, Глоба Світлана Миколаївна
МПК: G01N 29/00
Мітки: контролю, спосіб, металевих, ультразвукового, виробів, імпульсами, безконтактного, поверхневих, хвиль
Формула / Реферат:
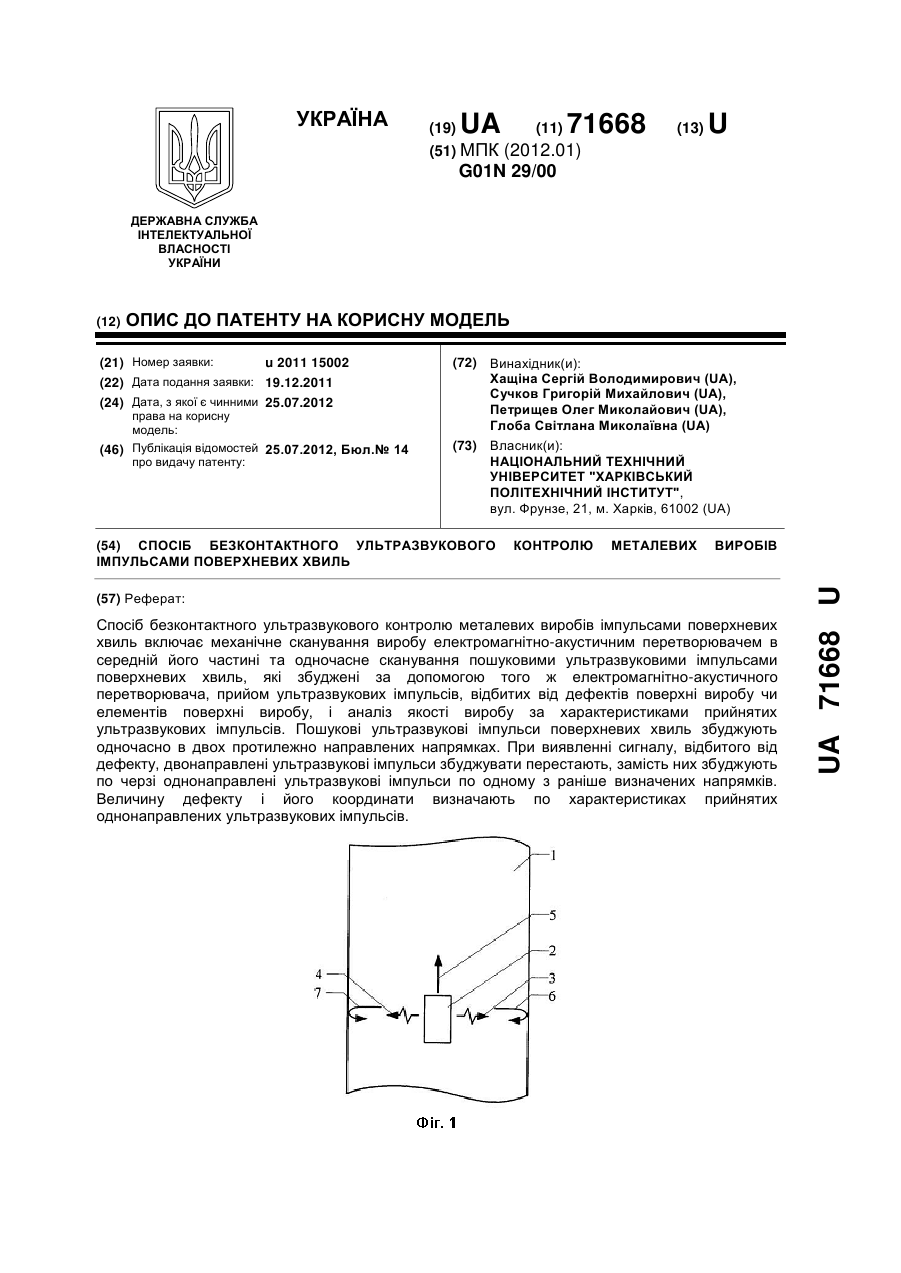
Спосіб безконтактного ультразвукового контролю металевих виробів імпульсами поверхневих хвиль, який включає механічне сканування виробу електромагнітно-акустичним перетворювачем в середній його частині та одночасне сканування пошуковими ультразвуковими імпульсами поверхневих хвиль, які збуджені за допомогою того ж електромагнітно-акустичного перетворювача, прийом ультразвукових імпульсі, відбитих від дефектів поверхні виробу чи елементів...
Спосіб ультразвукового контролю виробів широкосмуговим електромагнітно-акустичним перетворювачем
Номер патенту: 71700
Опубліковано: 25.07.2012
Автори: Глоба Світлана Миколаївна, Хащіна Сергій Володимирович, Ноздрачова Катерина Леонідівна, Сучков Григорій Михайлович
МПК: G01N 29/04
Мітки: виробів, електромагнітно-акустичним, ультразвукового, широкосмуговим, спосіб, контролю, перетворювачем
Формула / Реферат:
Спосіб ультразвукового контролю, який включає розміщення над поверхнею виробу електромагнітно-акустичного перетворювача, який має джерело магнітного поля і котушку індуктивності, яка живиться імпульсами струму, збудження таким чином у виробі ультразвукових імпульсів, прийом з виробу відбитих ультразвукових імпульсів і прийняття рішення про якість виробу за параметрами прийнятих ультразвукових імпульсів, який відрізняється тим, що імпульси...
Спосіб ультразвукового контролю якості багатошарової конструкції
Номер патенту: 30055
Опубліковано: 15.11.2000
Автор: Кононенко Марина Андріївна
МПК: G01N 29/04
Мітки: спосіб, багатошарової, контролю, ультразвукового, якості, конструкції
Формула / Реферат:
Спосіб ультразвукового контролю якості багатошарової конструкції при односторонньому доступі, який полягає в тому, що випромінюючим п'єзоперетворювачем, орієнтованим під певним кутом до зовнішньої поверхні, в конструкції збуджують поздовжні ультразвукові хвилі, які після відбиття від зони з'єднання, від дефекту або від протилежної (донної) поверхні приймають приймаючим п'єзоперетворювачем, розташованим на зовнішній поверхні на певній відстані...
Спосіб ультразвукового контролю виробів
Номер патенту: 69215
Опубліковано: 16.08.2004
Автори: Гембарський Ігор Іванович, Саприкін Сергій Олексійович, Колбін Ігор Борисович, Волков Юрій Олександрович
МПК: G01N 29/07
Мітки: контролю, ультразвукового, виробів, спосіб
Формула / Реферат:
Спосіб ультразвукового контролю виробів, оснований на використанні прямого та похилого перетворювачів, що підключені до одного дефектоскопа, який відрізняється тим, що перетворювачі працюють одночасно в режимі випромінювання та прийому ультразвукових сигналів, причому за допомогою прямого перетворювача вимірюється товщина стінки виробу в місцях проведення контролю, а за допомогою похилого перетворювача визначається наявність дефектів в цих...
Спосіб ультразвукового контролю виробів у вигляді тіл обертання і пристрій для його реалізації
Номер патенту: 39453
Опубліковано: 15.06.2001
Автори: Погребенник Володимир Дмитрович, Крайківський Ростислав Степанович
МПК: G01N 29/34
Мітки: пристрій, ультразвукового, виробів, реалізації, контролю, обертання, спосіб, тіл, вигляді
Формула / Реферат:
1. Спосіб ультразвукового контролю виробів у вигляді тіл обертання, який полягає у тому, що у виріб випромінюють імпульси ультразвукових коливань у процесі його сканування похилим променем перетворювача, приймають відбиті від дефекта ехо-сигнали і вимірюють їх час надходження ti відносно сигналу зондування, а наявність дефекту визначають при досягненні встановленого значення різницею часів надходження відбитого сигналу у двох послідовних...
Попередній патент: Термоелектричний генератор, що використовує тепло вихлопних газів двигуна внутрішнього згорання
Наступний патент: Спосіб підвищення життєздатності ягнят
Випадковий патент: Гайковерт полетучого