Спосіб виготовлення витих виробів одинарної звивки
Номер патенту: 72291
Опубліковано: 10.08.2012
Автори: Дащенко Олександр Федорович, Непомнящий Олександр Вікторович, Чаюн Іван Михайлович

Формула / Реферат
Спосіб виготовлення витих виробів одинарної звивки з шарів круглих дротів, який відрізняється тим, що при різних за модулем пружності матеріалів дротів окремих шарів залишкові подовжні зусилля в готовому виробі дорівнюють нулю за рахунок звивального натяжіння дротів ![]() -го шару
-го шару
![]() ,
,
![]() ,
,
де ![]() - коефіцієнт звивального натяжіння, Н/мм2;
- коефіцієнт звивального натяжіння, Н/мм2;
![]() - відносний модуль пружності дротів
- відносний модуль пружності дротів ![]() -го шару;
-го шару;
![]() та
та ![]() - абсолютні значення модулів пружності дротів
- абсолютні значення модулів пружності дротів ![]() -го шару та дротів шару з найбільшим модулем, Н/мм2;
-го шару та дротів шару з найбільшим модулем, Н/мм2;
![]() - діаметр дроту
- діаметр дроту ![]() -го шару, мм;
-го шару, мм;
![]() - кут звивки дроту
- кут звивки дроту ![]() -го шару;
-го шару;
![]() - кількість шарів дротів у виробі при сприйнятті центрального (серцевинного) дроту одним із шарів.
- кількість шарів дротів у виробі при сприйнятті центрального (серцевинного) дроту одним із шарів.
Текст
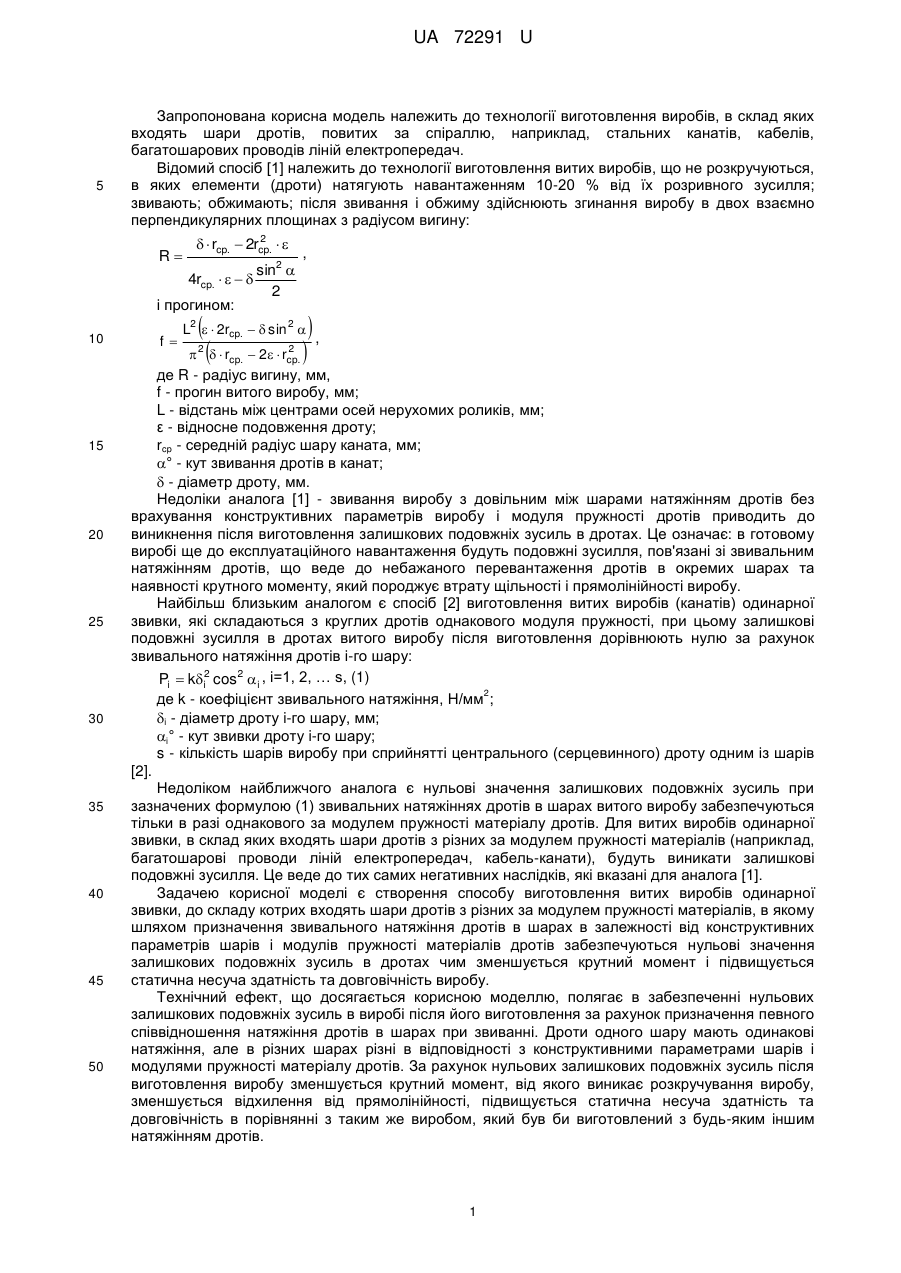
Реферат: UA 72291 U UA 72291 U 5 Запропонована корисна модель належить до технології виготовлення виробів, в склад яких входять шари дротів, повитих за спіраллю, наприклад, стальних канатів, кабелів, багатошарових проводів ліній електропередач. Відомий спосіб [1] належить до технології виготовлення витих виробів, що не розкручуються, в яких елементи (дроти) натягують навантаженням 10-20 % від їх розривного зусилля; звивають; обжимають; після звивання і обжиму здійснюють згинання виробу в двох взаємно перпендикулярних площинах з радіусом вигину: R 2 rcp. 2rcp. sin2 4rcp. 2 і прогином: 10 15 20 25 30 35 40 45 50 f , L2 2rcp. sin 2 2 2 rcp. , rcp. де R - радіус вигину, мм, f - прогин витого виробу, мм; L - відстань між центрами осей нерухомих роликів, мм; ε - відносне подовження дроту; rcp - середній радіус шару каната, мм; ° - кут звивання дротів в канат; - діаметр дроту, мм. Недоліки аналога [1] - звивання виробу з довільним між шарами натяжінням дротів без врахування конструктивних параметрів виробу і модуля пружності дротів приводить до виникнення після виготовлення залишкових подовжніх зусиль в дротах. Це означає: в готовому виробі ще до експлуатаційного навантаження будуть подовжні зусилля, пов'язані зі звивальним натяжінням дротів, що веде до небажаного перевантаження дротів в окремих шарах та наявності крутного моменту, який породжує втрату щільності і прямолінійності виробу. Найбільш близьким аналогом є спосіб [2] виготовлення витих виробів (канатів) одинарної звивки, які складаються з круглих дротів однакового модуля пружності, при цьому залишкові подовжні зусилля в дротах витого виробу після виготовлення дорівнюють нулю за рахунок звивального натяжіння дротів і-го шару: Pi ki2 cos 2 i , і=1, 2, … s, (1) 2 де k - коефіцієнт звивального натяжіння, Н/мм ; i - діаметр дроту i-го шару, мм; i° - кут звивки дроту i-го шару; s - кількість шарів виробу при сприйнятті центрального (серцевинного) дроту одним із шарів [2]. Недоліком найближчого аналога є нульові значення залишкових подовжніх зусиль при зазначених формулою (1) звивальних натяжіннях дротів в шарах витого виробу забезпечуються тільки в разі однакового за модулем пружності матеріалу дротів. Для витих виробів одинарної звивки, в склад яких входять шари дротів з різних за модулем пружності матеріалів (наприклад, багатошарові проводи ліній електропередач, кабель-канати), будуть виникати залишкові подовжні зусилля. Це веде до тих самих негативних наслідків, які вказані для аналога [1]. Задачею корисної моделі є створення способу виготовлення витих виробів одинарної звивки, до складу котрих входять шари дротів з різних за модулем пружності матеріалів, в якому шляхом призначення звивального натяжіння дротів в шарах в залежності від конструктивних параметрів шарів і модулів пружності матеріалів дротів забезпечуються нульові значення залишкових подовжніх зусиль в дротах чим зменшується крутний момент і підвищується статична несуча здатність та довговічність виробу. Технічний ефект, що досягається корисною моделлю, полягає в забезпеченні нульових залишкових подовжніх зусиль в виробі після його виготовлення за рахунок призначення певного співвідношення натяжіння дротів в шарах при звиванні. Дроти одного шару мають одинакові натяжіння, але в різних шарах різні в відповідності з конструктивними параметрами шарів і модулями пружності матеріалу дротів. За рахунок нульових залишкових подовжніх зусиль після виготовлення виробу зменшується крутний момент, від якого виникає розкручування виробу, зменшується відхилення від прямолінійності, підвищується статична несуча здатність та довговічність в порівнянні з таким же виробом, який був би виготовлений з будь-яким іншим натяжінням дротів. 2 1 UA 72291 U 5 10 15 20 25 30 Поставлена задача вирішується тим, що в способі виготовлення витих виробів одинарної звивки з шарів круглих дротів, згідно з корисною моделлю, при різних за модулем пружності матеріалів дротів для окремих шарів залишкові подовжні зусилля в готовому виробі дорівнюють нулю за рахунок звивального натяжіння дротів i-го шару: Pi k E i2 cos 2 i , і=1, 2, … s, (2) 2 де k - коефіцієнт звивального натяжіння, Н/мм ; E Ei E - відносний модуль пружності дротів і-го шару; Еi та E - абсолютні значення модулів пружності дротів і-го шару та шару з найбільшим 2 модулем пружності, Н/мм ; i - діаметр дроту в і-го шару, мм; i° - кут звивки дротів i-го шару; s - кількість шарів дротів у виробі при сприйнятті серцевинного дроту одним із шарів. Реалізація запропонованої корисної моделі теоретично не залежить від абсолютних величин натяжінь дротів в шарах (коефіцієнта k звивального натяжіння), а тільки від їх співвідношення між собою. В практиці виготовлення виробу слід приймати значення коефіцієнта k=75...100, що відповідає звивальному натяжінню 10...20 % від розривного зусилля дроту. Для ілюстрації чисельних значень звивального натяжіння дротів і залежних від них залишкових подовжніх зусиль в дротах наведено результати розрахунку для багатошарового сталеалюмінієвого провода одинарної звивки діаметром 7 мм конструкції (1+6)ст+(12+18)ал (див. таблицю). Параметри звивки і пружні характеристики дротів взяті з роботи [3]: діаметри дротів стальних і алюмінієвих =1 мм; кути звивки =14°; модулі пружності стальних і алюмінієвих 5 5 дротів відповідно Ест=2,1·10 МПа, Еал=0,7·10 МПа. Розрахунки виконані для двох станів: 1) з однаковим натяжінням усіх дротів при Р=30Н; 2) з натяжінням, що відповідають залежності (2), тобто за пропонованим способом. Провід в стані 1 має залишкові зусилля Nі, що суттєво відрізняються від нуля. А це може привести до втрати стійкості дротів в проводі з від'ємними стискальними залишковими зусиллями і, як наслідок, до дефекту. Додатні залишкові зусилля розтягу приводять до перевантаження при експлуатації і, як наслідок, до зменшення несучої здатності і довговічності виробу. Провід в стані 2, тобто з натяжінням, що відповідають залежності (2), має нульові значення залишкових зусиль в дротах. Таким чином, спосіб виготовлення витих виробів одинарної звивки при різних за модулем пружності матеріалів в їх шарах передбачає різне звивальне натягнення дротів між шарами при однаковому натяжінні в кожному шарі. 35 Таблиця Залежність залишкових зусиль і напружень в дротах провода від їх звивального натяжіння № і-го шару дротів, матеріал 1, сталь 2, сталь 3, алюміній 4, алюміній 40 45 Провід в стані 1 Провід в стані 2 Напруження Напруження Допустиме Натяжіння напруження Залишкове в дроті від Натяжіння Залишкове в дроті від дротів при зусилля в залишкового дротів при зусилля в залишкового в проводі, звивці Рі, МПа дроті Nі, Н зусилля і, звивці Рі, Н дроті Nі, H зусилля і, Н МПа МПа -39,026 -49,715 100 0 0 -34,986 -44,568 94,148 0 0 30 50 8,338 10,622 31,382 0 0 8,338 10,622 31,382 0 0 В виробі, виготовленому за способом, який пропонується, будуть відсутні подовжні залишкові зусилля після виготовлення, що покращує рівноміцність в сприйнятті навантаження шарами при експлуатації, а також забезпечує нерозкручуваність, і таким чином, позитивно впливає на статичну несучу здатність і довговічність виробу. Джерела інформації 1. Камалутдинов М.К., Шеметов Г.В., Камалутдинов И.М. Способ изготовления нераскручивающихся витых изделий. - 20.09.2007. 2. Чаюн I.М., Чаюн М.І., Пишняк О.О. Спосіб виготовлення витих виробів одинарної звивки. Бюл. № 14 - 26.07.2010. 2 UA 72291 U 3. Глушко М.Ф., Волоконский В.Ф., Мамаев Л.М. Расчет канатов и биметаллических тросов линий електропередач с учетом температурных воздействий / М.Ф. Глушко, В.Ф. Волоконский, Л.М. Мамаев // Стал. канаты. Вып. 5. - К.: Техніка, 1968. - с. 157-161. 5 10 15 20 ФОРМУЛА КОРИСНОЇ МОДЕЛІ Спосіб виготовлення витих виробів одинарної звивки з шарів круглих дротів, який відрізняється тим, що при різних за модулем пружності матеріалів дротів окремих шарів залишкові подовжні зусилля в готовому виробі дорівнюють нулю за рахунок звивального натяжіння дротів i -го шару Pi k E i2 cos 2 i , i 1 2,..., s , , 2 де k - коефіцієнт звивального натяжіння, Н/мм ; E Ei E - відносний модуль пружності дротів i -го шару; E i та E - абсолютні значення модулів пружності дротів i -го шару та дротів шару з найбільшим 2 модулем, Н/мм ; i - діаметр дроту i -го шару, мм; i - кут звивки дроту i -го шару; s - кількість шарів дротів у виробі при сприйнятті центрального (серцевинного) дроту одним із шарів. Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing twisted articles with single lay
Автори англійськоюChaiun Ivan Mykhailovych, Daschenko Oleksandr Fedorovych, Nepomniaschyi Oleksandr Viktorovych
Назва патенту російськоюСпособ изготовления витых изделий одинарной свивки
Автори російськоюЧаюн Иван Михайлович, Дащенко Александр Федорович, Непомнящий Александр Викторович
МПК / Мітки
МПК: D07B 5/00
Мітки: звивки, одинарної, виробів, спосіб, виготовлення, витих
Код посилання
<a href="https://ua.patents.su/5-72291-sposib-vigotovlennya-vitikh-virobiv-odinarno-zvivki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення витих виробів одинарної звивки</a>
Спосіб виготовлення витих виробів одинарної звивки
Номер патенту: 51750
Опубліковано: 26.07.2010
Автори: Чаюн Михайло Іванович, Чаюн Іван Михайлович, Пишняк Ольга Олексіївна
МПК: D07B 5/00
Мітки: спосіб, одинарної, звивки, виготовлення, витих, виробів
Формула / Реферат:
Спосіб виготовлення витих виробів одинарної звивки, які складаються з круглих дротів однакового модуля пружності, який відрізняється тим, що залишкове зусилля в елементах витого виробу після виготовлення дорівнює нулю за рахунок звивального натяжіння елементів і -го шару:,,де
Спосіб виготовлення витих виробів подвійного виття
Номер патенту: 56378
Опубліковано: 10.01.2011
Автори: Чаюн Михайло Іванович, Пишняк Ольга Олексіївна, Чаюн Іван Михайлович
МПК: D07B 5/00
Мітки: виробів, витих, виття, спосіб, виготовлення, подвійного
Формула / Реферат:
Спосіб виготовлення витих виробів подвійного виття з круглих дротів однакового модуля пружності, повитих при звивальному натяжінні дротів -го шару в пасмах, =1, 2, ... s, (1)де
Пристрій для виготовлення витих виробів із дроту
Номер патенту: 56677
Опубліковано: 15.05.2003
Автори: Шеремет Володимир Олександрович, Курочкін Олександр Федорович, Хиноцький Анатолій Климентійович, Омесь Микола Михайлович, Козін Володимир Вячеславович, Чепа Валентин Васильович, Осокін Борис Федорович, Костюченко Михайло Іванович
МПК: B21F 11/00, B21F 3/00
Мітки: виготовлення, дроту, пристрій, витих, виробів
Формула / Реферат:
Пристрій для виготовлення витих виробів із дроту, який містить нерухому основу, привідний обертовий барабан, притискні ролики, напрямляч подачі дроту, який відрізняється тим, що барабан установлений під основою з вертикальною віссю обертання, а формоутворювач виконаний з напрямляча та притискного ролика, причому напрямляч виконаний на обертовому барабані у вигляді кільцевої канавки трапецеїдальної форми, у яку входить дріт, що притискається...
Спосіб виробництва двошарових витих дротових виробів
Номер патенту: 73214
Опубліковано: 15.06.2005
Автори: Савянок Анатоль Мікалаявіч, Худалєй Юрий Лєанідавіч, Баглай Гєнадзь Валєр'янавіч
Мітки: виробництва, виробів, дротових, витих, спосіб, двошарових
Формула / Реферат:
1. Спосіб виробництва двошарових витих дротових виробів, який містить одночасну звивку серцевини і зовнішнього пласта, який відрізняється тим, що центральна серцевина і готовий виріб звиваються методом подвійного кручення з різними кроками виття в одну технологічну операцію, причому центральну серцевину звивають з попереднім кроком а потім підкручують (при однаковому...
Пристрій для виготовлення витих виробів із дроту
Номер патенту: 56678
Опубліковано: 15.05.2003
Автори: Шеремет Володимир Олександрович, Козін Володимир Вячеславович, Курочкін Олександр Федорович, Омесь Микола Михайлович, Чепа Валентин Васильович, Хиноцький Анатолій Климентійович, Осокін Борис Федорович, Костюченко Михайло Іванович
МПК: B21F 1/00
Мітки: виготовлення, витих, дроту, виробів, пристрій
Формула / Реферат:
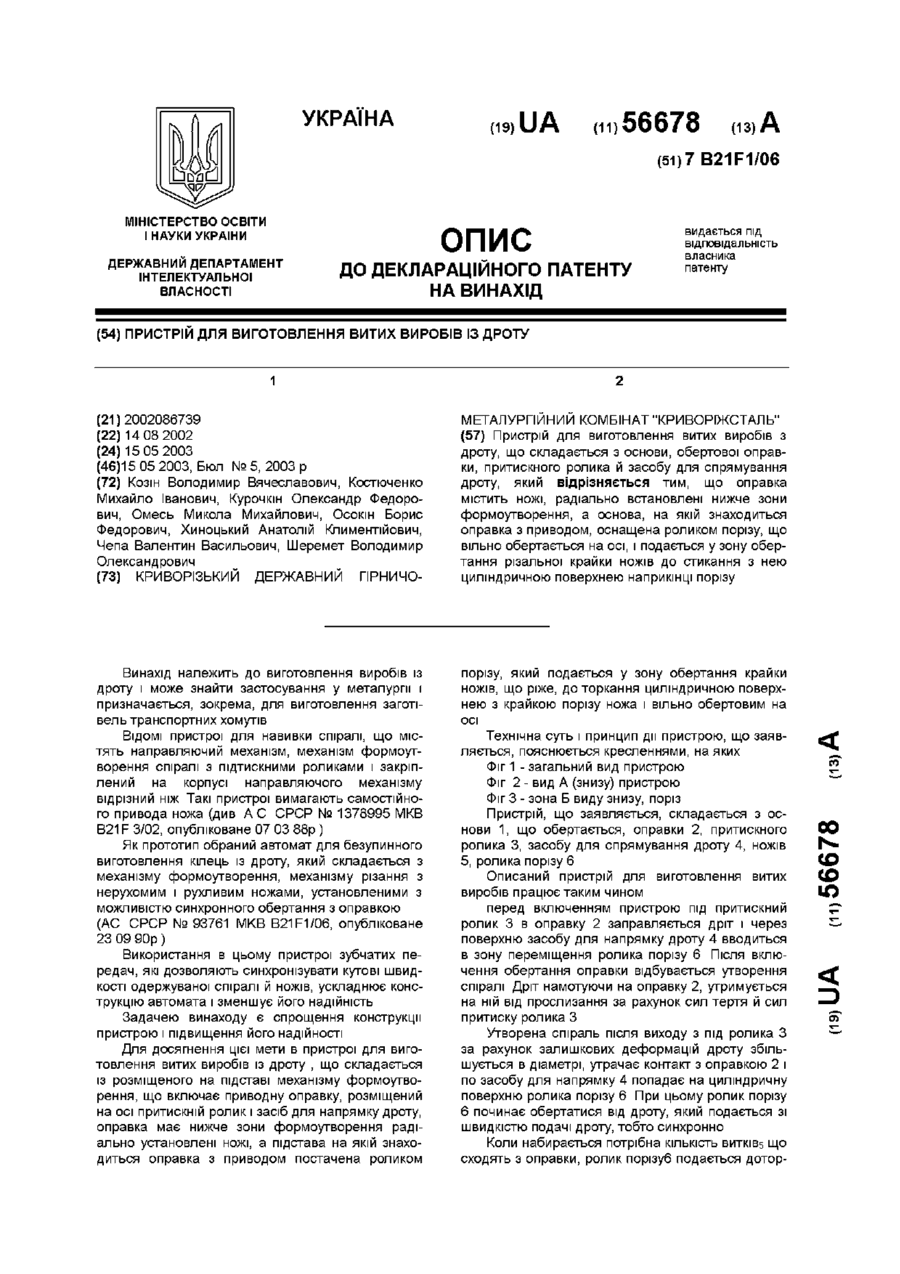
Пристрій для виготовлення витих виробів з дроту, що складається з основи, обертової оправки, притискного ролика й засобу для спрямування дроту, який відрізняється тим, що оправка містить ножі, радіальнo встановлені нижче зони формоутворення, а основа, на якій знаходиться оправка з приводом, оснащена роликом порізу, що вільно обертається на осі, і подається у зону обертання різальної крайки ножів до стикання з нею циліндричною поверхнею...
Попередній патент: Пристрій для лікування хворих з вертебральною патологією грудного і поперекового відділу хребта
Наступний патент: Спосіб хірургічного лікування травматичних розривів дванадцятипалої кишки
Випадковий патент: Пристрій для ультрафіолетового опромінення рідини