Спосіб виготовлення витих виробів подвійного виття
Номер патенту: 56378
Опубліковано: 10.01.2011
Автори: Чаюн Іван Михайлович, Пишняк Ольга Олексіївна, Чаюн Михайло Іванович


Формула / Реферат
Спосіб виготовлення витих виробів подвійного виття з круглих дротів однакового модуля пружності, повитих при звивальному натяжінні дротів ![]() -го шару в пасмах
-го шару в пасмах
![]() ,
, ![]() =1, 2, ... s, (1)
=1, 2, ... s, (1)
де ![]() - коефіцієнт звивального натяжіння;
- коефіцієнт звивального натяжіння;
![]() - діаметр дротів в
- діаметр дротів в ![]() -ому шарі пасма;
-ому шарі пасма;
![]() - кут звивки дротів
- кут звивки дротів ![]() -го шару;
-го шару;
s - кількість шарів дротів в пасмі ![]() -го шару при сприйнятті серцевинного дроту одним із шарів пасма;
-го шару при сприйнятті серцевинного дроту одним із шарів пасма;
який відрізняється тим, що звивальне натяжіння пасм ![]() -го шару
-го шару
![]() ,
, ![]() =1, 2, ... m, (2)
=1, 2, ... m, (2)
де ![]() - кут звивки дротів пасм для
- кут звивки дротів пасм для ![]() -го шару виробу подвійного виття;
-го шару виробу подвійного виття;
![]() - кількість шарів в
- кількість шарів в ![]() -му шарі
-му шарі ![]() -го шару пасм;
-го шару пасм;
![]() - діаметр дроту в
- діаметр дроту в ![]() -ому шарі пасма для
-ому шарі пасма для ![]() -го шару виробу (канату) подвійного виття;
-го шару виробу (канату) подвійного виття;
![]() - кут звивки дротів
- кут звивки дротів ![]() -го шару пасма для
-го шару пасма для ![]() -го шару виробу подвійного виття;
-го шару виробу подвійного виття;
m - кількість шарів елементів одинарного виття (шарів пасм) в виробі подвійного виття.
Текст
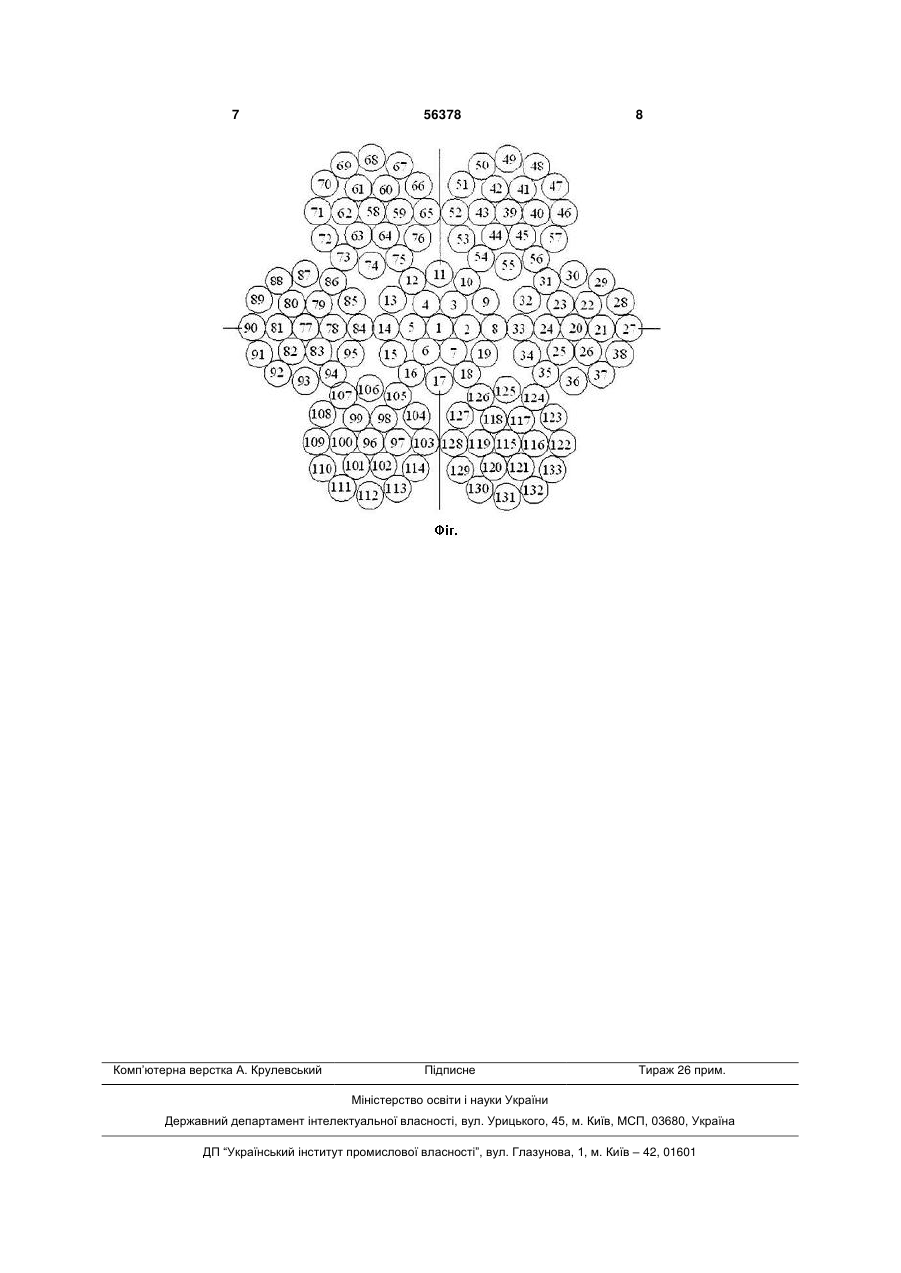
Спосіб виготовлення витих виробів подвійного виття з круглих дротів однакового модуля пружності, повитих при звивальному натяжінні дротів i -го шару в пасмах Pi k 2 2 i cos i , i =1, 2, ... s, (1) де k - коефіцієнт звивального натяжіння; i - діаметр дротів в i -ому шарі пасма; i - кут звивки дротів i -го шару; 2 пасма; який відрізняється тим, що звивальне натяжіння пасм j -го шару Pj k cos2 де j s j n i 1 2 2 ij cos ij , j =1, 2, ... m, (2) - кут звивки дротів пасм для j -го шару ви робу подвійного виття; n - кількість шарів в i -му шарі j -го шару пасм; ij - діаметр дроту в i -ому шарі пасма для j -го шару виробу (канату) подвійного виття; ij - кут звивки дротів i -го шару пасма для j -го шару виробу подвійного виття; m - кількість шарів елементів одинарного виття (шарів пасм) в виробі подвійного виття. 4rcp. і прогином f L2 2rcp. 2 sin 2 2 sin 2 2 rcp. 2 rcp. де L - відстань між центрами осей нерухомих роликів [1], мм; ε - відносне подовження дроту; Pi k i2 cos2 i , і=1, 2, ... s, де k - коефіцієнт звивального натяжіння; (11) UA 2 rcp. 2rcp. R rср - середній радіус шару канату, мм; - кут звивки дротів в канат; - діаметр дроту [1], мм. Недоліком даного способу є неможливість забезпечити відсутність залишкових зусиль після звивки в елементах виробу (канату) подвійного виття. Як наслідок це приводить до попередніх напружень в елементах, що приводить до зменшення рівня корисних робочих напружень, а також до наявності внутрішніх силових факторів, а саме, згинального і крутного моментів, що породжує втрату структурної щільності і прямолінійності канату подвійного виття. Найбільш близьким по технічній сутності та результату, що досягається, є спосіб виготовлення витих виробів одинарної звивки, які складаються з круглих дротів однакового модуля пружності, при цьому залишкові зусилля в дротах витого виробу після виготовлення дорівнюють нулю за рахунок звивального натяжіння дротів і-го шару (19) Запропонована корисна модель відноситься до технології виготовлення таких виробів, як стальні канати, кабелі, багатошарові проводи ліній електропередач і взагалі виробів, в склад яких входять шари дротів, повитих спірально. Відомий спосіб виготовлення витих виробів з властивістю нерозкручування, що включає натяжіння елементів силами 10-20% від їх розривного зусилля; звивання, обтиск і згинання звитих елементів здійснюють в двох взаємно перпендикулярних площинах з радіусом вигину 56378 (13) U s - кількість шарів дротів в пасмі j -го шару при сприйнятті серцевинного дроту одним із шарів 3 - діаметр дроту і-го шару; - кут звивки дроту і-го шару; s - кількість шарів канату при сприйнятті центрального (серцевинного) дроту одним із шарів [2]. Недоліком даного способу є неможливість забезпечити відсутність залишкових зусиль після звивки в елементах виробу (канату) подвійного виття. Як наслідок це приводить до попередніх напружень в елементах, що приводить до зменшення рівня корисних робочих напружень, а також до наявності внутрішніх силових факторів, а саме, згинального і крутного моментів, що породжує втрату структурної щільності і прямолінійності канату подвійного виття. Задачею корисної моделі є створення способу виготовлення витих виробів подвійного виття, в якому шляхом вибору відповідних натяжінь дротів в шарах при їх звиванні в пасма і відповідних натяжінь пасм в своїх шарах під час їх звивання в канат подвійного виття забезпечується відсутність залишкових подовжніх зусиль після виготовлення канату. Тобто дротини одного шару в пасмах і, в свою чергу, пасма одного шару канату подвійного виття повинні мати одинакові натяжіння, але в шарах дротів і в шарах пасм вони повинні бути різними. Технічний ефект, що досягається корисною моделлю, полягає в виборі натяжіння дротів та пасм при звиванні, при яких забезпечується неможливість виникнення залишкових зусиль після виготовлення в канаті подвійного виття, пов'язаних зі звивальним натяжінням елементів, тобто полягає в виготовленні канату без технологічних внутрішніх силових факторів, чим підвищується технічний ресурс (довговічність) канату подвійного виття, у порівнянні з таким же канатом, який був би виробленим з будь-яким іншим натяжінням елементів. Поставлена задача вирішується тим, що в способі виготовлення витих виробів подвійного виття з круглих дротів однакового модуля пружності, повитих при звивальному натяжінні дротів і-го шару в пасмах і і Pi k i2 cos2 i , і=1, 2, ... s, (1) де k - коефіцієнт звивального натяжіння; і - діаметр дротів в i-ому шарі пасма; 56378 4 і - кут звивки дротів і-го шару; s - кількість шарів дротів в пасмі j-го шару при сприйнятті серцевинного дроту одним із шарів пасма; слід забезпечити звивальне натяжіння пасм jго шару Pj k cos2 s j n i 1 2 2 ij cos ij , j=1, 2, ... m, (2) де j - кут звивки дротів пасм для j-го шару виробу подвійного виття; n - кількість шарів в і-му шарі j-го шару паcм; ij - діаметр дроту в i-ому шарі пасма для j-го шару виробу (канату) подвійного виття; ij - кут звивки дротів i-го шару пасма для j-гo шару виробу подвійного виття; m - кількість шарів елементів одинарного виття (шарів пасм) в виробі подвійного виття, що дозволяє забезпечити відсутність в його елементах залишкових зусиль після виготовлення. Втілення ідеї корисної моделі теоретично не залежить від величин однакового натяжіння елементів в межах одного шару, а залежить тільки від співвідношення між собою. В практиці виготовлення виробу слід приймати значення коефіцієнта k=140...300, що забезпечує звивальне натяжіння 10...20% від сумарного розривного зусилля елемента - чи то одної дротини, чи то одного пасма. Для ілюстрації чисельних значень залишкових зусиль в дротах наведено результати розрахунку для канату подвійного виття діаметром 15,5 мм; конструкції 6×19(1+6+12)+19(1+6+12) з пасмами конструкції 1/1,15+6/1+12/1 при кутах звивки 1=0°, 2=16,75°, 3=16,16°; кут звивки пасм 1=0°, 2=17,67°; границя міцності дроту B=1700 МПа. Розрахунки виконані для двох станів (див. табл.): 1) з однаковим натяжінням усіх дротів при звиванні пасм і однаковим натяжінням пасм при їх звиванні в канат подвійного виття; 2) з натяжіннями, що відповідають залежностям (1) і (2), тобто згідно запропонованому способу. На кресленні (фіг.) схематично відображено канат 6×19(1+6+12)+1×19(1+6+12) з нумерацією дротів в його перерізі. 5 56378 6 Таблиця Номери дротів за фігурою 1 2...7 Канат в стані 1 Натяжін- ЗалишкоНатяжіння пасм ве зусилля ня дротів при звивці в дротах при звивці їх в канат канату їх в пасма подвійного P, H Р, Н виття Nij, H -68,061 -7,324 Канат в стані 2 НапруженЗалишкове Натяжін- Натяжіння в дроті зусилля в ня дротів ня пасм від залишпри звивці дротах капри звивці кового зунату поїх в пасма їх в канат двійного силля i, Р, H P, Н виття Nij, H МПа 65 132,3 0 9 91,7 0 2461 8...19 -8,162 10 -49,638 63 21...26, 40...45, 59...64, 78...83, 97..102, 116..121 5,449 7 27...38, 46...57, 65...76, 84...95, 103...114, 122...133 4,689 6 20, 39, 58, 77, 96, 115 130 92,3 0 132,3 0 2400 Канат в стані 1 має залишкові зусилля в дротах, що суттєво відрізняються від нуля. А це може приводити до втрати стійкості стиснутих дротин і, як наслідок, до дефектів, а також створює попередні до експлуатаційних напруження. Канат в стані 2, тобто виготовлений зі звивальними натяжіннями елементів, які відповідають залежностям [1] і [2], має нульові значення залишкових зусиль в дротах. Таким чином запропонований спосіб виготовлення витих виробів подвійного виття передбачає різне звивальне натяжіння дротів між шарами, але однакове натяжіння в кожному шарі і різне звивальне натяжіння пасм між їх шарами при однаковому на тяжінні пасм в кожному шарі. 91,7 2234 92,3 0 0 В канаті, звитому за способом, який пропонується, будуть відсутні залишкові зусилля після виготовлення. Це покращує рівномірність сприйняття експлуатаційного навантаження дротинами симетрично розташованих шарів, а також покращує нерозкручуваність, і таким чином, позитивно впливає на статичну несучу здатність і довговічність канатів. Джерела інформації: 1. Камалутдинов М.К., Шеметов Г.В., Камалутдинов И.М. Способ изготовления нераскручивающихся витых изделий. - 20.09.2007. 2. Чаюн І.М., Чаюн М.І., Пишняк О.О. Спосіб виготовлення витих виробів одинарної звивки. Заявка № u2010 02300 - 04.06.2010. 7 Комп’ютерна верстка А. Крулевський 56378 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of twisted articles with double twisting
Автори англійськоюChaiun Ivan Mykhailovych, Chaiun Mykhailo Ivanovych, Pyshniak Olha Oleksiivna
Назва патенту російськоюСпособ изготовления витых изделий двойной скрутки
Автори російськоюЧаюн Иван Михайлович, Чаюн Михаил Иванович, Пышняк Ольга Алексеевна
МПК / Мітки
МПК: D07B 5/00
Мітки: виготовлення, подвійного, витих, спосіб, виття, виробів
Код посилання
<a href="https://ua.patents.su/4-56378-sposib-vigotovlennya-vitikh-virobiv-podvijjnogo-vittya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення витих виробів подвійного виття</a>
Спосіб виготовлення витих виробів одинарної звивки
Номер патенту: 51750
Опубліковано: 26.07.2010
Автори: Пишняк Ольга Олексіївна, Чаюн Іван Михайлович, Чаюн Михайло Іванович
МПК: D07B 5/00
Мітки: одинарної, виробів, виготовлення, звивки, спосіб, витих
Формула / Реферат:
Спосіб виготовлення витих виробів одинарної звивки, які складаються з круглих дротів однакового модуля пружності, який відрізняється тим, що залишкове зусилля в елементах витого виробу після виготовлення дорівнює нулю за рахунок звивального натяжіння елементів і -го шару:,,де
Спосіб виробництва двошарових витих дротових виробів
Номер патенту: 73214
Опубліковано: 15.06.2005
Автори: Баглай Гєнадзь Валєр'янавіч, Худалєй Юрий Лєанідавіч, Савянок Анатоль Мікалаявіч
Мітки: спосіб, дротових, виробництва, виробів, двошарових, витих
Формула / Реферат:
1. Спосіб виробництва двошарових витих дротових виробів, який містить одночасну звивку серцевини і зовнішнього пласта, який відрізняється тим, що центральна серцевина і готовий виріб звиваються методом подвійного кручення з різними кроками виття в одну технологічну операцію, причому центральну серцевину звивають з попереднім кроком а потім підкручують (при однаковому...
Пристрій для виготовлення витих виробів із дроту
Номер патенту: 56677
Опубліковано: 15.05.2003
Автори: Омесь Микола Михайлович, Курочкін Олександр Федорович, Хиноцький Анатолій Климентійович, Чепа Валентин Васильович, Шеремет Володимир Олександрович, Костюченко Михайло Іванович, Козін Володимир Вячеславович, Осокін Борис Федорович
МПК: B21F 3/00, B21F 11/00
Мітки: пристрій, дроту, виробів, витих, виготовлення
Формула / Реферат:
Пристрій для виготовлення витих виробів із дроту, який містить нерухому основу, привідний обертовий барабан, притискні ролики, напрямляч подачі дроту, який відрізняється тим, що барабан установлений під основою з вертикальною віссю обертання, а формоутворювач виконаний з напрямляча та притискного ролика, причому напрямляч виконаний на обертовому барабані у вигляді кільцевої канавки трапецеїдальної форми, у яку входить дріт, що притискається...
Пристрій для виготовлення витих виробів із дроту
Номер патенту: 56678
Опубліковано: 15.05.2003
Автори: Хиноцький Анатолій Климентійович, Шеремет Володимир Олександрович, Костюченко Михайло Іванович, Курочкін Олександр Федорович, Козін Володимир Вячеславович, Чепа Валентин Васильович, Омесь Микола Михайлович, Осокін Борис Федорович
МПК: B21F 1/00
Мітки: пристрій, дроту, виготовлення, витих, виробів
Формула / Реферат:
Пристрій для виготовлення витих виробів з дроту, що складається з основи, обертової оправки, притискного ролика й засобу для спрямування дроту, який відрізняється тим, що оправка містить ножі, радіальнo встановлені нижче зони формоутворення, а основа, на якій знаходиться оправка з приводом, оснащена роликом порізу, що вільно обертається на осі, і подається у зону обертання різальної крайки ножів до стикання з нею циліндричною поверхнею...
Пристрій для виробництва двопластових витих дротових структур
Номер патенту: 2387
Опубліковано: 15.03.2004
Автори: Савянок Анатоль Мікалаявіч, Худалєй Юрий Лєанідавіч, Баглай Гєнадзь Валєр'янавіч
Мітки: витих, виробництва, двопластових, структур, пристрій, дротових
Формула / Реферат:
1. Пристрій для виготовлення двопластових витих дротових виробів, що містить модуль статичного розмотування або модуль ротаційного розмотування дротів зовнішнього пласту витого дротового виробу, який відрізняється тим, що містить додатковий модуль подвійного попереднього скручення сердечника з котушками живлення дротів сердечника.2. Пристрій за п. 1, який відрізняється тим, що додатковий модуль подвійного попереднього скручення...
Попередній патент: Гідравлічна машина самойленка
Наступний патент: Спосіб покращення якості поверхні бетонних і залізобетонних виробів
Випадковий патент: Спосіб лікування гіпертрофічного анального папіліту