Спосіб регулювання прогину робочого валка
Номер патенту: 72329
Опубліковано: 10.08.2012
Автори: Ніколаєв Віктор Олександрович, Мацко Сергій Володимирович, Жученко Станіслав Вікторович, Васильєв Олександр Геннадійович, Ніколенко Андрій Георгійович
Формула / Реферат
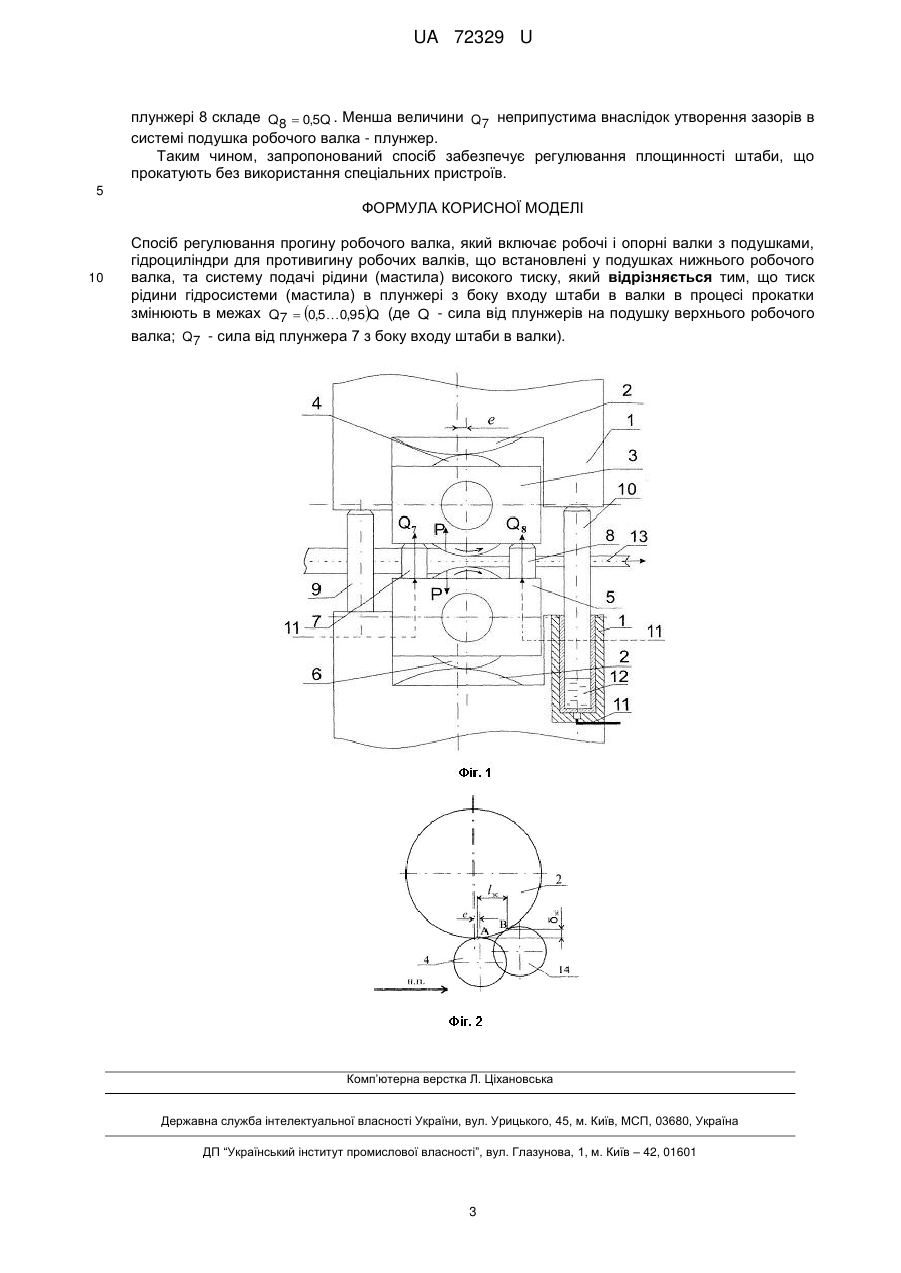
Спосіб регулювання прогину робочого валка, який включає робочі і опорні валки з подушками, гідроциліндри для противигину робочих валків, що встановлені у подушках нижнього робочого валка, та систему подачі рідини (мастила) високого тиску, який відрізняється тим, що тиск рідини гідросистеми (мастила) в плунжері з боку входу штаби в валки в процесі прокатки змінюють в межах ![]() (де
(де ![]() - сила від плунжерів на подушку верхнього робочого валка;
- сила від плунжерів на подушку верхнього робочого валка; ![]() - сила від плунжера 7 з боку входу штаби в валки).
- сила від плунжера 7 з боку входу штаби в валки).
Текст
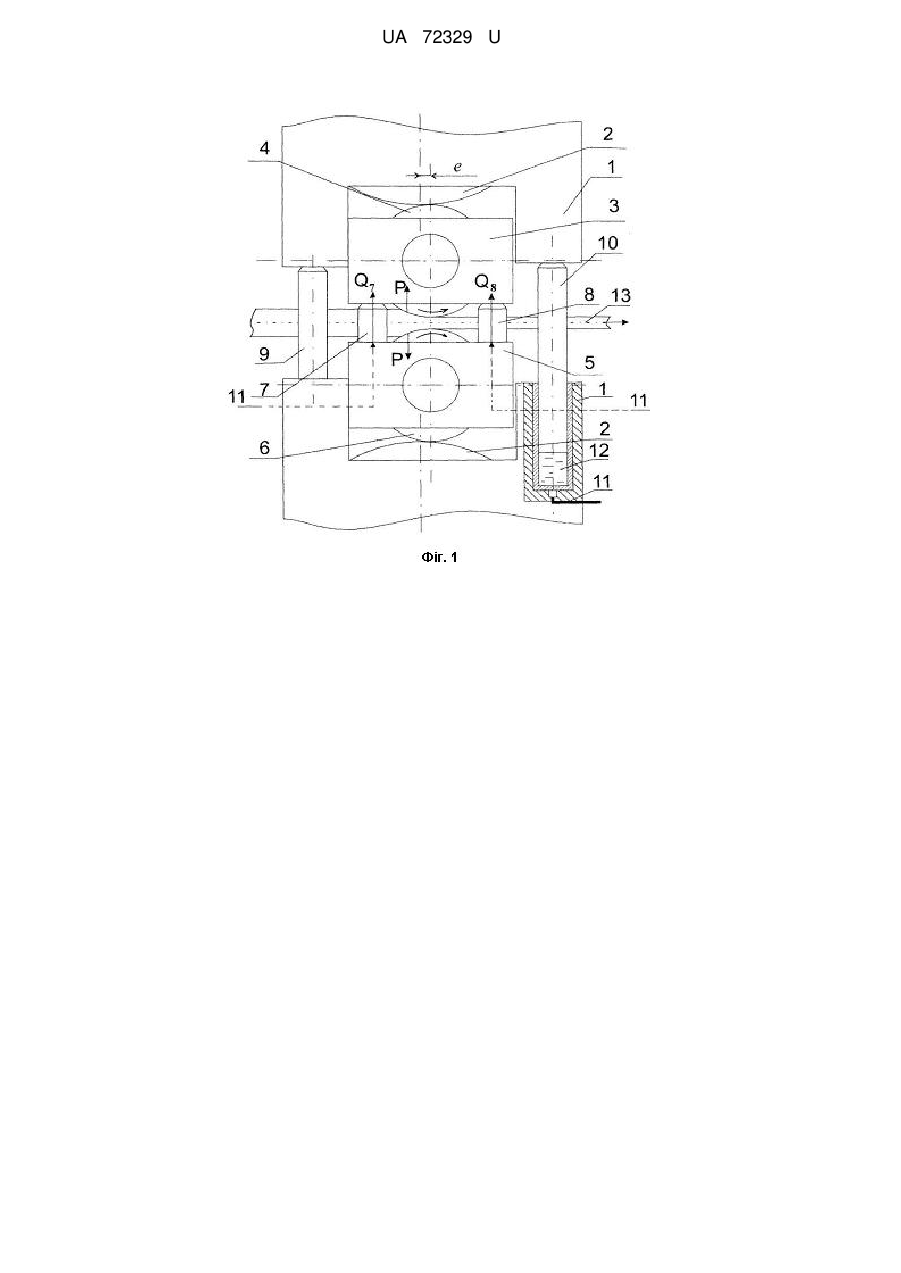
Реферат: Спосіб регулювання прогину робочого валка включає робочі і опорні валки з подушками, гідроциліндри для противигину робочих валків, що встановлені у подушках нижнього робочого валка, та систему подачі рідини (мастила) високого тиску. Крім того, тиск рідини гідросистеми (мастила) в плунжері з боку входу штаби в валки в процесі прокатки змінюють в межах Q7 0,50,95Q (де Q - сила від плунжерів на подушку верхнього робочого валка; Q7 - сила від плунжера 7 з боку входу штаби в валки). UA 72329 U (12) UA 72329 U UA 72329 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до листопрокатного виробництва, а саме до способів регулювання профілю штаби між робочими валками тонколистових чотиривалкових клітей при наявності натягу. Відомий спосіб примусового вигину робочих валків містить у собі робочі й опорні валки, їх подушки, при цьому в подушки нижніх робочих валків встановлені гідроциліндри з плунжерами для зрівноважування верхніх робочих валків відносно опорних валків, а в подушки опорних валків установлені гідродомкрати для додаткового вигину робочих валків, систему подачі рідини високого тиску [Грудев А. П., Машкин Л. Ф., Ханин М. И. Технология прокатного производства. Μ.: "Арт-Бизнес-Центр", Металлургия, 1994, с. 482, рис. 214]. У цьому пристрої, для забезпечення регулювання поздовжніх витягань по ширині штаби, що прокатують, і, отже, для запобігання стоншенню чи стовщенню крайових ділянок штаби, між подушками робочих валків, прикладається розпираюча сила, від гідроциліндрів, а так само сила між подушками робочих і опорних валків для додаткового вигину робочих валків. Цей спосіб має наступні недоліки: - при противигині робочих валків міжвалковий розхил збільшується на величину пружного деформування на контакті крайових ділянок робочих та опорних валків; - унаслідок того, що сила при регулюванні положень робочих валків від плунжерів гідросистеми знаходиться в межах 5…7 % від сили прокатки, то при цьому величина сплющування валків незначна і це знижує інтервал регулювання площинності штаби. Найбільш близьким за сукупністю ознак до способу, що заявляється, є спосіб для регулювання профілю штаби між робочими валками, що містить у собі робочі й опорні валки, їх подушки, при цьому в подушках верхнього робочого валка встановлено клиновий пристрій, а в подушки нижніх робочих валків встановлені гідроциліндри з плунжерами для зрівноважуваних верхніх робочих валків щодо опорних валків, систему подачі рідини високого тиску [Николаев В.А., Путноки А.Ю. Прокатка широкополосной стали. - К.: Освіта України, 2009. - C. 236, рис.6.16]. У цьому способі для запобігання стоншення крайових ділянок штаби, що прокатують, між подушками робочих валків прикладається розпираюча сила від гідроциліндрів (противигин робочих валків) і горизонтальна сила від клинового пристрою для горизонтального зміщення робочих валків вздовж чи проти руху прокатки. Цей спосіб має наступні недоліки: - для здійснення горизонтального зміщення валка для збільшення крайового міжвалкового розхилу необхідний спеціальний клиновий пристрій, виготовлення якого потребує додаткових матеріальних затрат та ускладнює конструкцію подушок. В основу корисної моделі поставлено задачу створення пристрою регулювання прогину валка, в якому за рахунок регулювання тиску масла у гідроциліндрах зрівноваження (противигину) робочих валків забезпечується регулювання форми міжвалкового розхилу без використання клинового пристрою. Для вирішення поставленої задачі запропоновано спосіб регулювання прогину робочого валка, який включає робочі й опорні валки з подушками, гідроциліндри для противигину робочих валків, що встановленні у подушках нижнього робочого валка, та систему подачі рідини високого тиску, і при цьому тиск рідини гідросистеми (мастила) в плунжері з боку входу штаби в валки в процесі прокатки змінюють в межах Q7 0,5 0,95Q (де Q - сила від плунжерів на подушку верхнього робочого валка; Q7 - сила від плунжера 7 з боку входу штаби в валки). Роздільне регулювання тиску в гідросистемі урівноваження (противигину) робочого валка дозволить спростити пристрій подушок верхнього робочого валка при забезпеченні необхідного регулювання міжвалкового розхилу, за менших матеріальних затрат. На фіг. 1 наведено схему установки комплекту робочих та опорних валків, на фіг. 2 - схема до визначення величини зсуву кінцевих ділянок верхнього робочого валка. Спосіб регулювання прогину робочого валка, що заявляється, містить подушки 1 опорних валків 2, у яких встановлені подушки 3 з верхнім робочим валком 4, і симетрично їм встановлені подушки 5 з нижнім робочим валком 6. У подушках 5 нижнього робочого валка 6 встановлені гідроциліндри 7, 8 зрівноважування робочих валків. У подушки 1 нижнього опорного валка вмонтовані гідроциліндри зрівноважування опорних валків із плунжерами 9 і 10, причому плунжери 9, 10 своєю робочою поверхнею стикається з подушками верхнього опорного валка. Спосіб регулювання прогину робочого валка так само передбачає використання системи 11 подачі рідини високого тиску 12. Спосіб здійснюють таким чином: при прокатуванні штаби 13 у кліті, під дією сили Р, відбувається прогин робочих валків 4 і 6, у результаті чого, обтиснення крайових ділянок штаби виявляється більшим, ніж обтиснення середньої частини по ширині штаби. При такій 1 UA 72329 U 5 деформації штаби по ширині, на крайових ділянках виникає хвилястість, що згодом може привести до збільшення відсортування штаб по дефекту - неплощинність. Для усунення неплощинності (хвилястості) у гідроциліндрі зрівноважування верхнього робочого валка під тиском подається робоча рідина, що переміщає плунжери 7 і 8 з силою Q у вертикальній площині. При цьому Q7 значно більша, ніж сила Q8 . Наприклад, Q7 0,850,95Q (де Q Q7 Q8 - сумарна сила тиску гідроциліндрів на подушку 3). Внаслідок цього, під дією 10 15 подушки 3 кінцеві ділянки робочого валка 4 вигинаються в горизонтальній площині при одночасному переміщенні в вертикальній площині по твірній валка (фіг. 2). При цьому вертикальний зазор між валками на кінцевих ділянках робочих валків збільшується, що сприяє зменшенню обтиснень на крайових ділянках штаби й усуненню хвилястості. Середня частина довжини бочки робочого валка 4 не зміщується в горизонтальній площині оскільки середня частина затиснута штабою, яку прокатують. Застосування горизонтального зсуву кінцевих ділянок робочих валків розширює діапазон регулювання товщини крайових ділянок штаби і знижує сумарну силу, що діє на шийки робочих валків. На фіг. 2 показано зміщення осі робочого валка відносно осі опорного валка за напрямом прокатки. Збільшення зазору може бути визначено за формулою: зс 20 l2 зс , 2 Rср (1) де lзс - величина зсуву валка в горизонтальній площині; R с р - середній радіус між опорними та робочими валками. Так, при lзс 0,5 мм і Rср 600 мм збільшення розхилу зс між опорним і робочим валками складе (для двох валків): 2 при lзс1 0,5 мм зс 0,5 0,000434мм . 600 25 Таким чином, товщина штаби на крайових ділянках за рахунок горизонтального зсуву робочих валків може бути збільшена чи зменшена на 0,000217 мм. При прокатуванні штаби товщиною, наприклад, 1,0 мм зміна відносного обтиснення складе 30 h 0,000217 0,00044 , h0 1,0 Відповідно до закону Гука, при такій зміні відносного обтиснення відбувається наступна зміна зменшення повздовжніх розтягуючих напружень по крайових ділянках при прокатуванні штаби: H E , 35 (2) (3) де - відносне обтиснення; E - модуль пружності матеріалу E 220000Н / мм2 . Для нашого випадку: H 0,00044 220000 97 Н / мм2 , Відповідно до практичних даних величини поздовжніх напружень на крайових ділянках 40 штаби знаходиться в межах 40 250 Н / мм2 [Николаев В. А. Профилирование и износостойкость листовых валков. - К.: Техніка, 1992. - C. 122, рис 80.], що знаходиться нижче межі напружень, які виникають при регулюванні площинності по запропонованому методу. В залежності від умов та величини неплощинності штаби силу Q7 змінюють в межах Q7 0,5 0,95Q (де Q - сумарна сила що діє на подушку верхнього робочого валка Q Q7 Q8 ). Якщо штаба при прокатуванні має рівну форму (плоска штаба: без хвилястості 45 кромок та без коробоватості середньої частини ширини штаби), то встановлюють рівність сил Q7 Q8 0,5Q ). У випадку прокатки хвилястої штаби (більше обтиснення на кромках штаби), то встановлюють Q7 0,95Q при збереженні заповнення гідросистеми маслом. При цьому сила на 2 UA 72329 U плунжері 8 складе Q8 0,5Q . Менша величини Q7 неприпустима внаслідок утворення зазорів в системі подушка робочого валка - плунжер. Таким чином, запропонований спосіб забезпечує регулювання площинності штаби, що прокатують без використання спеціальних пристроїв. 5 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 Спосіб регулювання прогину робочого валка, який включає робочі і опорні валки з подушками, гідроциліндри для противигину робочих валків, що встановлені у подушках нижнього робочого валка, та систему подачі рідини (мастила) високого тиску, який відрізняється тим, що тиск рідини гідросистеми (мастила) в плунжері з боку входу штаби в валки в процесі прокатки змінюють в межах Q7 0,50,95Q (де Q - сила від плунжерів на подушку верхнього робочого валка; Q7 - сила від плунжера 7 з боку входу штаби в валки). Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of working roll deflection adjustment
Автори англійськоюNikolaiev Viktor Oleksandrovych, Nikolenko Andrii Heorhiiovych, Matsko Serhii Volodymyrovych, Zhuchenko Stanislav Viktorovych, Vasyliev Oleksandr Hennadiiovych
Назва патенту російськоюСпособ регулирования прогиба рабочего валка
Автори російськоюНиколаев Виктор Александрович, Николенко Андрей Георгиевич, Мацко Сергей Владимирович, Жученко Станислав Викторович, Васильев Александр Геннадьевич
МПК / Мітки
МПК: B21B 31/02
Мітки: спосіб, робочого, прогину, регулювання, валка
Код посилання
<a href="https://ua.patents.su/5-72329-sposib-regulyuvannya-proginu-robochogo-valka.html" target="_blank" rel="follow" title="База патентів України">Спосіб регулювання прогину робочого валка</a>
Пристрій регулювання прогину робочого валка
Номер патенту: 47270
Опубліковано: 17.06.2002
Автори: Ніколаєв Віктор Олександрович, Андрусевич Дмитро Анатолійович
МПК: B21B 31/00
Мітки: регулювання, робочого, пристрій, прогину, валка
Формула / Реферат:
Пристрій регулювання прогину робочого валка, який містить робочі і опорні валки з подушками, гідроциліндри для противигину робочих валків, що встановлені у подушках нижнього робочого валка, гідроциліндри зрівноважування верхнього опорного валка, що встановлені у подушках нижнього опорного валка, та систему подачі рідини високого тиску, який відрізняється тим, що у подушках верхнього опорного валка встановлені клинові пристрої.
Опорний вузол робочого валка

Номер патенту: 14130
Опубліковано: 25.04.1997
Автор: Ніколаєв Віктор Олександрович
МПК: B21B 31/00
Мітки: вузол, робочого, опорний, валка
Формула / Реферат:
Опорный узел рабочего валка, содержащий подушку рабочего валка, установленную между соединенными поперечиной боковинами подушки опорного валка, клин с плоской гранью и клиновой площадкой с уклоном в направлении прокатки, имеющий контакт с клиновой поверхностью, и распорный гидроцилиндр, плунжер которого оперт на одну из поверхностей клина, отличающийся тем, что, с целью повышения долговечности подшипников рабочих валков путем снижения осевых...
Комплект подушок кліті листового стана
Номер патенту: 63215
Опубліковано: 15.01.2004
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович
МПК: B21B 31/00
Мітки: комплект, стана, подушок, листового, кліті
Формула / Реферат:
Комплект подушок кліті листового стана, який включає подушки опорних і робочих валків, підшипники кочення, плунжери гідравлічних пристроїв, які встановлені у подушках нижнього робочого валка, при цьому бокові площини контакту подушок робочих і опорних валків розташовані паралельно вертикальним осям валків, який відрізняється тим, що на частині висоти бокові площини контакту подушок робочих і опорних валків виконані з нахилом на кут
Пристрій для регулювання міжвалкового зазору по ширині штаби
Номер патенту: 46259
Опубліковано: 15.05.2002
Автори: Андрусевич Дмитро Анатолійович, Ніколаєв Віктор Олександрович
МПК: B21B 31/00
Мітки: штаби, пристрій, регулювання, ширини, міжвалкового, зазору
Формула / Реферат:
Пристрій для регулювання міжвалкового зазору по ширині штаби, що прокатують, включає в себе робочі й опорні валки з подушками, гідроциліндри для противигину робочих валків, встановлені в подушках нижнього робочого валка, систему подачі рідини високого тиску, який відрізняється тим, що торці опорних ділянок плунжерів виконані з площею поперечного перерізу меншою площі поперечного перерізу самого плунжера, а довжина опорної ділянки плунжера...
Комплект подушок валків кліті кварто
Номер патенту: 4951
Опубліковано: 15.02.2005
Автор: Ніколаєв Віктор Олександрович
МПК: B23B 31/02
Мітки: кліті, подушок, кварто, валків, комплект
Формула / Реферат:
Комплект подушок валків кліті кварто, який включає подушки опорного і робочого валків, плунжери гідравлічних пристроїв, які встановлено у подушці нижнього робочого валка, частини висоти бокової площини контакту подушок робочих і опорних валків виконано з кутом нахилу 3-45°, який відрізняється тим, що подушка робочого валка виконана з двох частин, а сполучення поверхонь має нахил за напрямком обертання робочих валків.
Попередній патент: Пристрій для визначення закінчення процесу плазмового травлення
Наступний патент: Комплекс для очистки стічних вод з магістраллю активного мулу
Випадковий патент: Спосіб одержання сорбенту для уловлювання благородних металів у виробництві азотної кислоти