Спосіб автоматичного контролю періодів конверторного процесу
Номер патенту: 72524
Опубліковано: 27.08.2012
Автори: Жук Сергій Васильович, Богушевський Володимир Святославович

Формула / Реферат
1. Спосіб автоматичного контролю періодів конверторного процесу, що включає контроль таких моментів та періодів плавки, як: початок/кінець циклу плавки; завантаження лому; заливання чавуну; початок продувки; переривання продувки, скочування шлаку, кінець продувки; початок додувки; кінець додувки; зливання сталі; зливання шлаку шляхом формування сигналів позиційних вимикачів, що розташовані на технологічному обладнані, який відрізняється тим, що додатково вимірюють: кут повороту (положення) конвертора, тривалість окремих періодів і аналізують ознаки, що характеризують виконання попередніх технологічних операцій.
2. Спосіб за п. 1 відрізняється тим, що для контролю початку/закінчення продувки додатково аналізується виконання умови Н<Нmах та v>vmin, де Н -положення фурми над рівнем розплаву, м; v - витрати кисню (інтенсивність подачі дуття), м3/хв.
Текст
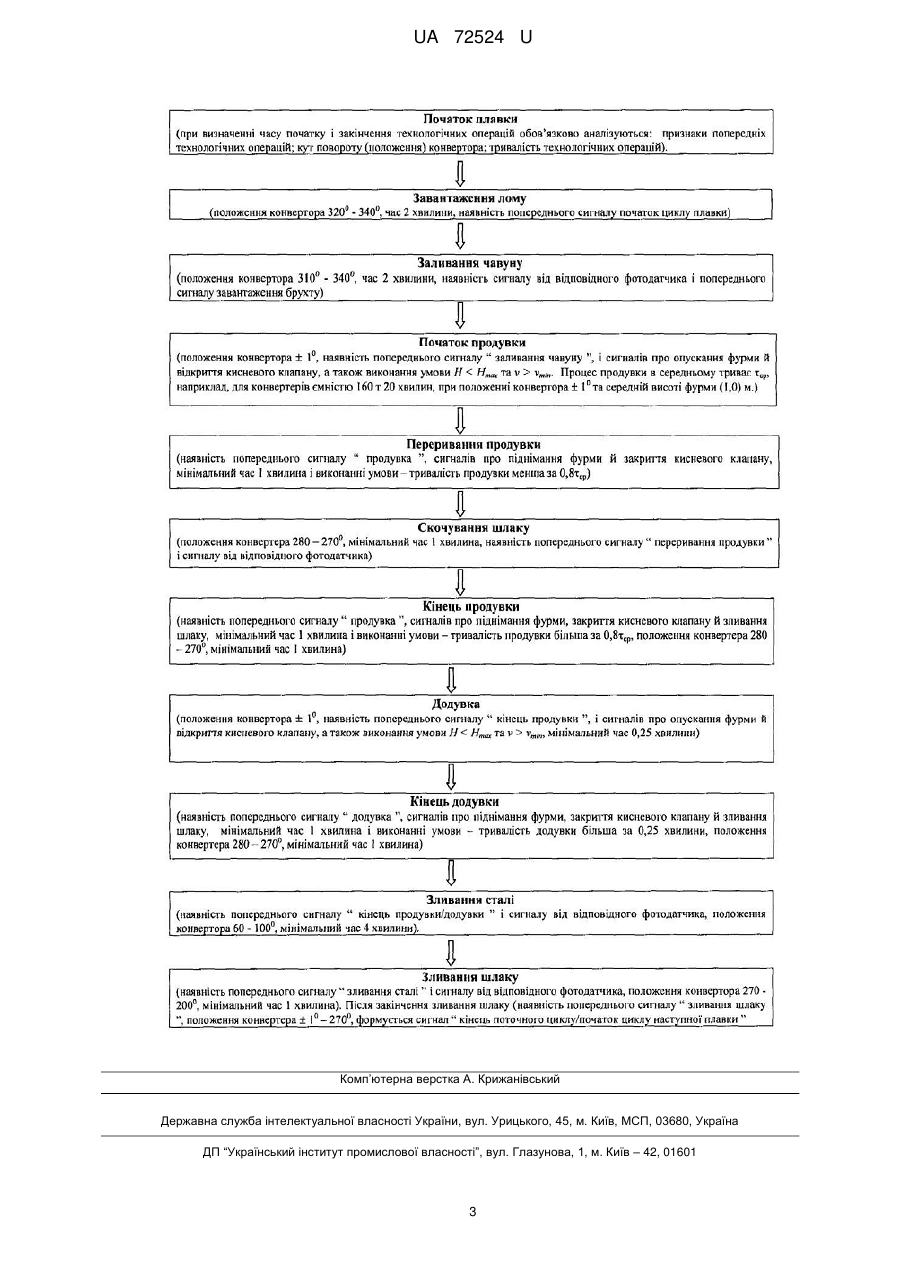
Реферат: UA 72524 U UA 72524 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі металургії і може використовуватися при конверторному виробництві сталі, зокрема у кисневому конверторі з верхньою продувкою для автоматичного формування паспорта плавки. Відомі способи контролю технологічних операцій, при яких періоди технологічних операцій формуються введенням інформації вручну оператором конвертера. Внаслідок великого навантаження в багатьох випадках оператор вводить інформацію несвоєчасно, що вимагає присутності контролера для її коректування. Найбільш близьким є спосіб, який визначає періоди конвертерного процесу за інформацією, що надходить від позиційних вимикачів, які розташовані на технологічному обладнані. Так, завантаження брухту вводиться вручну оператором конвертера, заливання чавуну, зливання шлаку й сталі - відповідними фотоголовками, початок процесу продувки по висоті кисневої фурми у поєднанні з відкриттям клапана витрати кисню [1]. Недоліком даного способу є те, що виникають помилкові ситуації у спрацюванні позиційних вимикачів, які призводять до порушення контролю технологічних операцій. Наприклад, фотоголовки можуть спрацьовувати при викидах металу із конвертера, роботі зварювальних апаратів в цеху, сигнали від позиційних вимикачів можуть бути результатом вібрацій або електричних наводок, киснева фурма подається в конвертер не тільки при продувці, а й при роздуві шлаку, торкретуванні футерівки. Все це призводить до низької надійності відомого способу. В основу корисної моделі поставлена задача автоматичного контролю періодів кисневоконверторної плавки з високою надійністю. Поставлена задача вирішується тим, що у способі передбачений контроль положення конвертера, моментів та періодів плавки, відповідно до циклограми: початок/кінець циклу плавки - завантаження брухту - заливання чавуну -початок продувки - переривання продувки скочування шлаку - кінець продувки - початок додувки - кінець додувки - зливання сталі зливання шлаку, а також тривалості окремих періодів, що дозволяє ігнорувати будь-які позиційні сигнали, які приходять в моменти не відповідні положенню конвертера, послідовності надходження сигналів або мінімальній тривалості періодів. Суть способу, що заявляється, пояснюється схемою - алгоритмом процесу, на якій описана послідовність керування технологічними періодами киснево-конверторною плавкою. Спосіб реалізується наступним чином. При визначені часу початку і закінчення технологічних періодів конверторної плавки разом з використанням відповідних дискретних сигналів від фотоголовок (заливання чавуну, зливання сталі, зливання шлаку), схем керування відкриванням/закриванням відсічного клапану і опусканням фурми/юбки конвертора (продувка/додувка), обов'язково аналізуються: ознаки попередніх технологічних операцій; кут повороту (положення) конвертора; тривалість технологічних операцій. При визначенні початку/закінчення продувки (додувки), крім того контролюються поточне значення положення фурми (Н) і витрати кисню (v), для яких повинні виконуватися умови: Нvmin. Процес продувки може розпочатися тільки при наявності інформації про завантаження брухту (положення конвертора при завантаженні знаходиться в межах 320-340, мінімальний час завантаження 2 хвилини, наявність попереднього сигналу початок циклу плавки), заливання чавуну (положення конвертора при заливані знаходиться в межах 310-340°, мінімальний час заливання чавуну 2 хвилини, наявність сигналу від відповідного фотодатчика і попереднього сигналу завантаження брухту). Продувка (положення конвертора ±1, наявність попереднього сигналу "заливання чавуну", і сигналів про опускання фурми й відкриття кисневого клапану, а також виконання умови Нvmin). Процес продувки в середньому триває ср, наприклад, для конвертерів ємністю 160 т 20 хвилин, при положенні конвертора ±1° та середній висоті фурми (1,0) м. Переривання продувки (наявність попереднього сигналу "продувка", сигналів про піднімання фурми й закриття кисневого клапану, мінімальний час 1 хвилина і виконанні умови тривалість продувки менша за 0,8ср). Скочування шлаку (положення конвертера 280-270°, мінімальний час 1 хвилина, наявність попереднього сигналу "переривання продувки" і сигналу від відповідного фотодатчика). Кінець продувки (наявність попереднього сигналу "продувка", сигналів про піднімання фурми, закриття кисневого клапану й зливання шлаку, мінімальний час 1 хвилина і виконанні умови - тривалість продувки більша за 0,8τср, положення конвертера 280270°, мінімальний час 1 хвилина). Додувка (положення конвертора ±1, наявність попереднього сигналу "кінець продувки", і сигналів про опускання фурми й відкриття кисневого клапану, а також виконання умови Нvmim мінімальний час 0,25 хвилини). Кінець додувки (наявність попереднього сигналу "додувка", сигналів про піднімання фурми, закриття кисневого клапану й зливання шлаку, мінімальний час 1 хвилина і виконанні умови - тривалість додувки більша за 0,25 хвилини, положення конвертера 280-270°, мінімальний час 1 хвилина). Зливання 1 UA 72524 U 5 сталі (наявність попереднього сигналу "кінець продувки/додувки" і сигналу від відповідного фотодатчика, положення конвертора 60-100°, мінімальний час 4 хвилини). Зливання шлаку (наявність попереднього сигналу "зливання сталі" і сигналу від відповідного фотодатчика, положення конвертора 270-200°, мінімальний час 1 хвилина). Після закінчення зливання шлаку (наявність попереднього сигналу "зливання шлаку", положення конвертера ±1° - 270°, формується сигнал "кінець поточного циклу/початок циклу наступної плавки". Джерела інформації: [1] Богушевський B.C., Рюмшин Н.А., Сорокин Н.А. АСУ ТП производства стали в конвертерах. - К.: Техніка, 1991.-180 с. 10 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 1. Спосіб автоматичного контролю періодів конверторного процесу, що включає контроль таких моментів та періодів плавки, як: початок/кінець циклу плавки; завантаження лому; заливання чавуну; початок продувки; переривання продувки, скочування шлаку, кінець продувки; початок додувки; кінець додувки; зливання сталі; зливання шлаку шляхом формування сигналів позиційних вимикачів, що розташовані на технологічному обладнані, який відрізняється тим, що додатково вимірюють: кут повороту (положення) конвертора, тривалість окремих періодів і аналізують ознаки, що характеризують виконання попередніх технологічних операцій. 2. Спосіб за п. 1, який відрізняється тим, що для контролю початку/закінчення продувки додатково аналізується виконання умови Нvmin, де Н -положення фурми над рівнем 3 розплаву, м; v - витрати кисню (інтенсивність подачі дуття), м /хв. 2 UA 72524 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for automatic control of converter process periods
Автори англійськоюBohushevskyi Volodymyr Sviatoslavovych, Zhuk Serhii Vasyliovych
Назва патенту російськоюСпособ автоматического контроля периодов конверторного процесса
Автори російськоюБогушевский Владимир Святославович, Жук Сергей Васильевич
МПК / Мітки
МПК: C21C 5/28
Мітки: автоматичного, контролю, спосіб, конверторного, процесу, періодів
Код посилання
<a href="https://ua.patents.su/5-72524-sposib-avtomatichnogo-kontrolyu-periodiv-konvertornogo-procesu.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного контролю періодів конверторного процесу</a>
Продувальний пристрій киснево-конверторного процесу
Номер патенту: 24363
Опубліковано: 17.07.1998
Автори: Макаренко Володимир Іванович, Куличенко Валентин Арсентійович, Боровиков Геннадій Федорович, Циганков Григорій Тимофійович, Пронькин Владислав Євгенійович, Шалімов Володимир Дмитрович, Макаров Григорій Арестович, Крівченко Юрій Сергійович, Омесь Микола Михайлович
МПК: C21C 5/48
Мітки: процесу, продувальний, киснево-конверторного, пристрій
Формула / Реферат:
Продувочное устройство кислородно-конверторного процесса, состоящее из водоохлаждаемого корпуса и фурмы, выполненной с двумя концентрически расположенными радиусами сопел, отличающееся тем, что водоохлаждаемый корпус установлен с зазором от кислородной фурмы, а концентрически выполненные радиусы сопел расположены двумя ярусами, при этом как фурма, так и корпус оборудованы независимыми друг от друга приводами.
Пристрій для контролю обмерзання і автоматичного регулювання процесу відтавання

Номер патенту: 64119
Опубліковано: 16.02.2004
Автори: Федорейко Валерій Степанович, Полищук Володимир Анатолійович, Чотарі Аттіла Золтанович, Андрієвський Володимир Вікторович
МПК: G01K 11/00, F25D 21/00
Мітки: обмерзання, відтавання, пристрій, автоматичного, процесу, контролю, регулювання
Формула / Реферат:
Пристрій для контролю обмерзання і автоматичного регулювання процесу відтавання, що містить ємність з плавкою речовиною, яка є діелектриком в твердому стані та електролітом в рідкому стані, в яку введенні електроконтакти, який відрізняється тим, що пристрій виконаний у вигляді кільцевого електрода, що охоплює трубу теплообмінника та ізольований від неї шаром діелектрика з малим тепловим опором.
Спосіб регулювання процесу допалення монооксиду вуглецю
Номер патенту: 48101
Опубліковано: 10.03.2010
Автори: Сергеєва Катерина Олександрівна, Богушевський Володимир Святославович
МПК: C21C 5/28
Мітки: спосіб, регулювання, процесу, допалення, монооксиду, вуглецю
Формула / Реферат:
Спосіб регулювання процесу допалення монооксиду вуглецю струменями кисню над реакційною зоною конверторної ванни при використанні двоярусної фурми, що передбачає вимірювання інтенсивності подання кисню на другий ярус фурми, який відрізняється тим, що додатково вимірюють швидкість зневуглецювання, амплітуду і частоту тиску газу у перехідному газоході, за якими визначають ступінь допалювання СО у СО2 у порожнині конвертера, і періодично...
Спосіб оптимізації перехідного процесу в системі автоматичного регулювання та пристрій для його реалізації
Номер патенту: 81526
Опубліковано: 10.01.2008
Автори: Кралін Володимир Всеволодович, Мотуз Георгій Іванович, Корсун Валентин Петрович, Стеба Олександр Михайлович
МПК: G05B 11/01
Мітки: регулювання, перехідного, реалізації, оптимізації, спосіб, пристрій, процесу, автоматичного, системі
Формула / Реферат:
1. Спосіб оптимізації перехідного процесу в системі автоматичного регулювання, що базується на формуванні коректуючого сигналу за умов стрибкоподібної зміни координати вхідної дії, який відрізняється тим, що формують перший сигнал, пропорційний різниці похідних вхідної і вихідної дії системи автоматичного регулювання, та другий сигнал, пропорційний модулю різниці похідних вхідної і вихідної дії системи автоматичного регулювання, та сигнал,...
Спосіб контролю стану електроерозійного процесу різання
Номер патенту: 40075
Опубліковано: 16.07.2001
Автори: Калєйніков Геннадій Євгенійович, Поляков Святослав Петрович, Небилиця Юрій Миколайович
МПК: B23H 1/00
Мітки: процесу, контролю, електроерозійного, стану, різання, спосіб
Формула / Реферат:
Спосіб контролю стану електроерозійного процесу різання, що включає реєстрацію та аналіз сигналів, характеризуючих процес, який відрізняється тим, що в якості сигналу використовують флуктуації енергії, яка виділяється в міжелектродному проміжку.
Попередній патент: Пристрій для викопування коренеклубнеплодів
Наступний патент: Керамічна маса для лиття санітарної кераміки під тиском
Випадковий патент: Спосіб екологічного моніторингу системи водопостачання