Корпус захисного контейнера і спосіб його виготовлення
Номер патенту: 74182
Опубліковано: 15.11.2005
Автори: Кучма Леонід Данилович, Крикун Юрій Олександрович, Кабардін Микола Костянтинович, Межуєв Микола Миколайович, Алексєєв Юрій Сергійович, Якушкін Михайло Олександрович, Джур Євген Олексійович, Желтов Павло Миколайович, Ткаченко Володимир Іванович

Формула / Реферат
1. Корпус захисного контейнера, виконаний як вертикальний циліндричний стакан з наповненого полімерного композита, який відрізняється тим, що стакан виконаний зі співвідношенням довжини основи до висоти, що дорівнює 1 : (1-1,35) і товщиною стінки 9-10 мм, композит містить зволожувач, а як наповнювач застосовані скловолокнит, що складається зі скляних ниток, просочених полімерним зв'язуючим, і полідисперсна порошкоподібна суміш при наступному співвідношенні компонентів щодо зв'язуючого, мас. ч.:
полімерне зв'язуюче
1,0
скляні нитки
1,35-1,4
полідисперсна порошкоподібна суміш
0,32-0,34
зволожувач
0,04-0,05.
2. Корпус за п. 1, який відрізняється тим, що скляні нитки мають діаметр до 11мкм в співвідношенні до їх довжини, що дорівнює 1 : (0,64-1,36), при цьому вони попередньо просочені фенолформальдегідною смолою.
3. Спосіб виготовлення корпусу захисного контейнера, що включає підготовку композиції на основі армуючої основи зв'язуючого і полідисперсного наповнювача, її зволоження й укладання у форму з наступним пресуванням, який відрізняється тим, що як армуючу основу використовують скловолокнит у вигляді скляних ниток, просочених полімерним зв'язуючим, при цьому масу полідисперсного наповнювача щодо маси полімерного зв'язуючого беруть у співвідношенні 1 : (0,32-0,34), а у форму укладають об'єм суміші, який дорівнює об'єму корпусу, і проводять її пресування протягом 3 хвилин при поступовому підвищенні температури до 180°С.
4. Спосіб за п. 3, який відрізняється тим, що скляні нитки беруть діаметром до 11мкм у співвідношенні до їх довжини, що дорівнює 1 : (0,64-1,36), при цьому їх попередньо просочують фенолформальдегідною смолою.
Текст
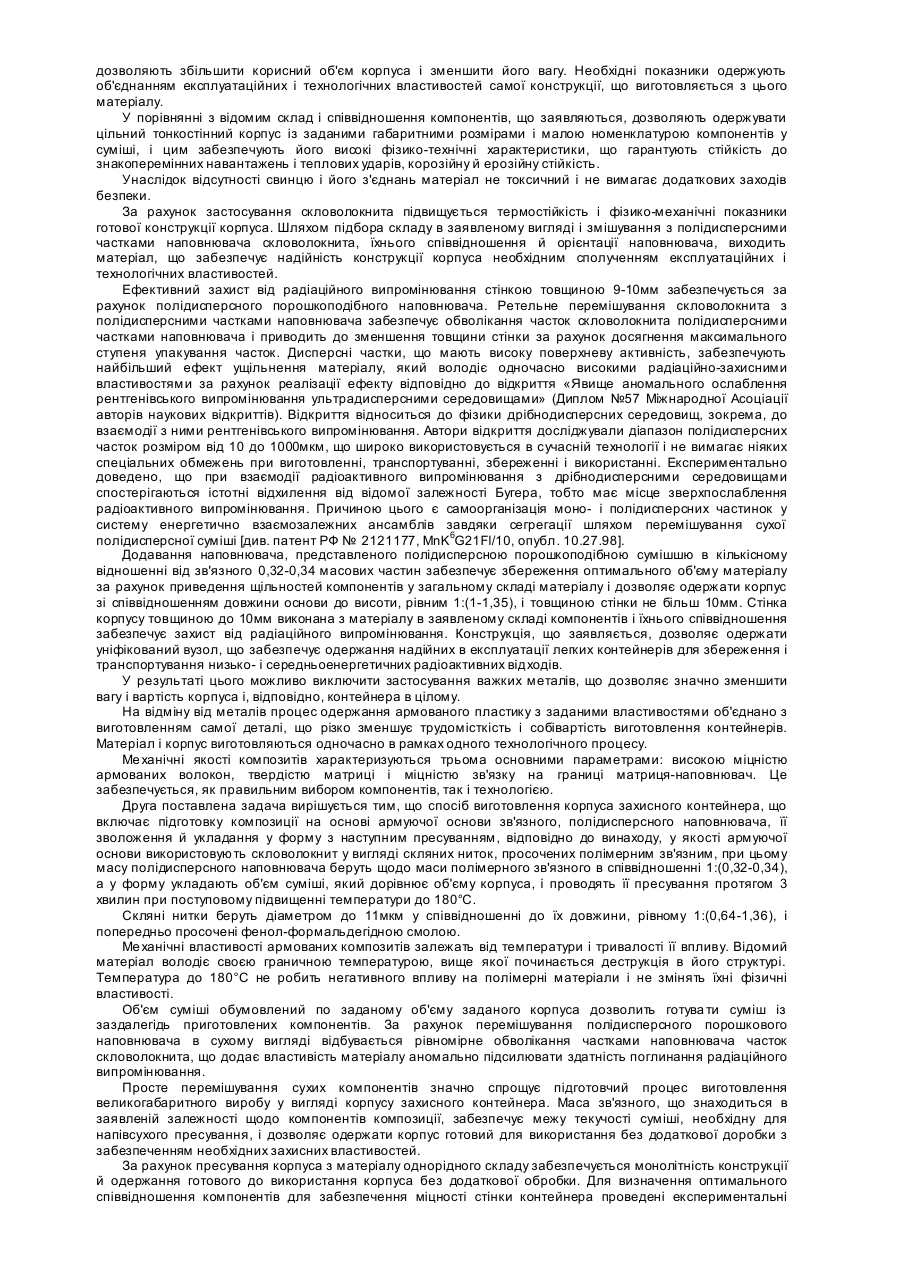
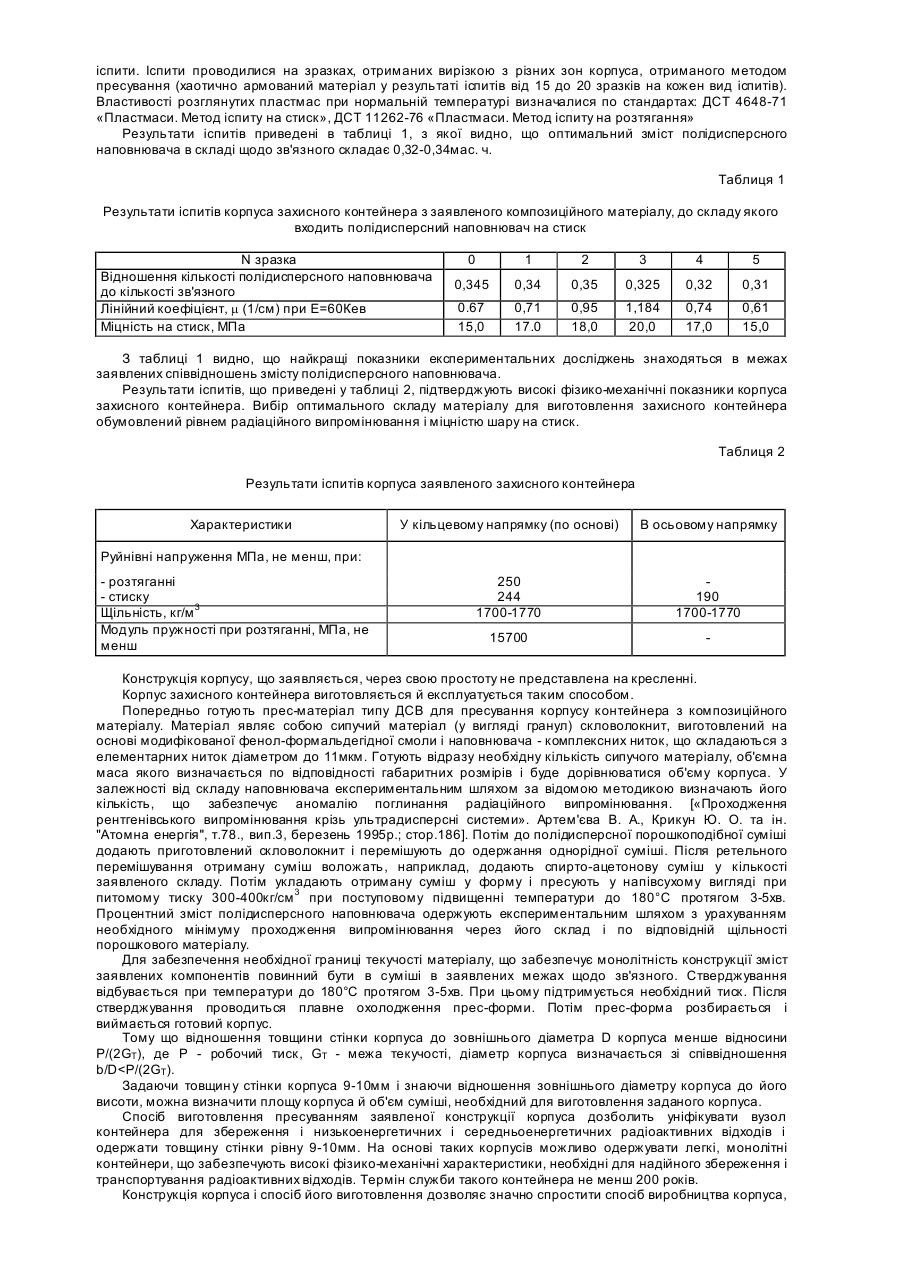
Група винаходів відноситься до галузей ядерної техніки й охорони навколишнього середовища, а саме для захисту людини і природи від радіоактивного впливу, і може бути використана при розробці пересувних ємностей, що використовуються в якості корпусну транспортувальних контейнерах для збереження радіоактивних відходів низкою та середньої активності. Захисні контейнери повинні мати надійну антикорозійну ізоляцію, що забезпечує достатню механічну міцність контейнера, щоб довгостроково витримувати вплив водню, що утворюється при розвитку корозії, а також вплив випромінювань, температури і хімічних реакцій у корпусі. В даний час у за хисних контейнерах використовуються корпуси у формі паралелепіпедів, що мають прямокутний поперечний переріз, чи циліндричні корпуси, що містять кільцеві порожнини для розміщення радіаційних відходів. Корпус може бути виконаний з окремих чи блоків суцільнолитим. Такі конфігурації мають дуже істотний недолік, що полягає в тому, що корисний об'єм у корпусах подібного типу сильно обмежений за рахунок товщини стінки, а забезпечення надійної герметизації приводить до підвищення вартості контейнера. Основною задачею при конструюванні захисту можна вважати зниження ваги і товщини; розроблювальних для цього радіаційно-захисних матеріалів. Однак, створення компактного захисту зі зменшеною товщиною шару веде до зростання маси захисного шару через використання відомих важких заповнювачів. І, навпаки, збереження ступеня ослаблення гамма-випромінювання при зниженні щільності матеріалу спричиняє необхідність збільшення товщини захисту. У цьому полягає основне протиріччя при створенні ефективного компактного захисту, оскільки одночасного зниження товщини і маси поглинаючого матеріалу практично неможливо досягти при застосуванні відомих наповнювачів. Це протиріччя вимагає компромісного підходу до вибору товщини і маси захисного матеріалу з урахуванням його вартості. Відомі контейнери для збереження радіоактивних відходів, стінки корпусів яких складаються з матеріалів, що забезпечують контейнер у залежності від властивостей матеріалу, що завантажується, необхідними експлуатаційними властивостями: механічною міцністю, герметичністю, біологічною захистом та антикорозійними властивостями. В даний час створюються нові композиційні матеріали, що задовольняють усім вимогам, пропонованим до транспортування і збереження радіоактивних відходів, і що дозволяють виготовляти з таких матеріалів контейнери простої конструкції, що володіють високими захисними властивостями і порівняно невеликою вагою при невеликій товщині стінки корпуса. Однак найбільш уживаним по вартості захисним матеріалом є бетон, що дозволяє одержати монолітну конструкцію, в якій корпус і дно виконані за одне ціле. Відомий залізобетонний контейнер [патент РФ №2056653, МПК6 G21F5/005, опубл. 10.03.96.], що містить корпус і має форму паралелепіпеда і герметичну кришку, а стінки корпуса виконані товщиною не менш 200мм. Застосування залізної арматури дозволяє знизити товщину стінки корпуса до 200мм і тим самим збільшити його корисний об'єм. Однак товщина стінки корпуса з залізобетону в 200мм являє собою досить громіздку конструкцію, що має значну вагу. Крім того, бетони мають пористість і визначений відсоток водопоглинення і можуть бути використані тільки для збереження твердих відходів, що обмежує область їхнього застосування. Значна вага унеможливлює транспортування відомого контейнера, тому, як правило, їх застосовують нерухомими в спеціальних схови щах. Для посилення захисту залізобетонні стінки корпуса контейнера доповнюються внутрішніми і зовнішніми оболонками чи додатковими захисними шарами з використанням пластичних мас, армованих різними наповнювачами, що з'єднують позитивні якості двох чи декількох матеріалів. Найбільш близьким по технічній суті і результату, що досягається, є корпус захисного контейнера [див. патент РФ №2076360, МПК6 G21F1/12, G21F5/005, опубл. 27.03.97], що включає ємність у вигляді циліндричного стакана, виконаного з наповненого полімерного композита. Стакан виконано з двошарової полімерної оболонки, в якій у якості внутрішнього захисного шару використовують полімерний композит полістиролу, наповненого поліметилсиліконатом свинцю при наступному співвідношенні компонентів, % (мас): полістирол - 10-15; поліметилсиліконат свинцю - решта, і зовнішнього шару оболонки, виконаного з поліетилену. Виконання стакана з двошарової оболонки і внутрішнього шару з полімерного композита дозволить підвищити надійність герметизації і формувати готові вироби (стакан і кришку) методом гарячого пресування. Останнім часом із застосуванням полімерних композитів створюються радіаційно-захисні матеріали нового класу, засновані на дисперсних системах, що дозволяють зменшити товщин у і вагу матеріалу і, одночасно, підвищити їхні захисні властивості в 2-3 рази за рахунок зниження вагової частки металовластивих наповнювачів. Хімічна стійкість полімерних композитів в основному визначається видом зв'язного і способом переробки композиційних матеріалів у виробі. Висока радіаційна стійкість - одна з найважливіших вимог, пропонованих до контейнерів з полімерних композитів, що визначають їхню надійну роботу в умовах впливу іонізуючих випромінювань. Радіаційна стійкість пластмас визначається ступенем збереження механічних, теплофізичних, діелектричних і хімічних характеристик при додаванні наповнювачів. При впливі іонізуючих випромінювань на полімерні композити (незалежно від його характеру) вирішальним фактором є кількість поглинаючої енергії. Відома конструкція має наступні недоліки. По-перше, зміст поліметилсиліконата свинцю в матеріалі складає досить високий відсоток (90-92%). Це говорить про високу витрату свинцю, що не дозволить знизити товщину стінки з цього матеріалу, і відповідно, вага корпуса, яка обумовлена умовами експлуатації контейнера. По-друге, свинець є токсичним матеріалом і вимагає при його використанні додаткових заходів, що локалізують чи усувають цей недолік. Цілком зрозуміло, що це веде до збільшення вартості контейнера в цілому. Крім того, виконання стінки корпуса контейнера багатошаровою ускладнює одержання його конструкційної цілісності через неоднорідність структури, застосовуваних для кожного шару матеріалів, що знижує надійність корпуса. Відомий спосіб виготовлення корпуса захисного контейнера [див. патент РФ №2088984, МПК6 G21F5/005, опубл. 17.08.97], що включає вертикальну установку корпуса і бетонування порожнини між металевими зовнішньою і внутрішньою циліндричними оболонками з днищами. Одночасно виконується рівнобіжне бетонування порожнини зразка, ідентичного сектору корпуса. Бетонування ведуть в одному режимі. За зразком здійснюють оцінку якості бетонного наповнювача і визначають фізико-механічні властивості корпуса. Відомий спосіб дозволяє способом простого бетонування доступного і недорогого матеріалу одержати відразу готовий виріб - монолітну конструкцію корпуса. Однак у відомому способі виготовлення корпуса можна задати тільки режим бетонування, а оцінку якості можливо визначити після виготовлення виробу. Крім того, такий спосіб є трудомістким і не продуктивним. Такі корпуси виготовляють на місці для збереження відходів у нерухомих контейнерах для спеціальних сховищ. Тому неможливо одержати виріб з високими фізико-механічними показниками з такого матеріалу як бетон, тому що для підвищення його ефективності з можливістю захисту від радіоактивного випромінювання потрібно металеве армування і додаткові оболонки чи шари для захисту внутрішніх і зовнішніх стінок бетонного корпуса, а це приводить до підвищення витрати дорогих матеріалів і збільшенню його вартості. Найбільш близьким по технічній суті і результату, що досягається, є спосіб виготовлення корпуса захисного контейнера з композиційного матеріалу [заявка РФ №2000112692, МПК7 G21F1/04, опубл. 27.11.00], що включає підготовку однорідної сухої суміші шляхом перемішування армуючої основи зв'язного, полідисперсного наповнювача з наступним напівсухим пресуванням. Для пресування використовують композицію на основі зв'язного, тонкомолотого скла з дисперсністю 40-50мкм і наповнювача - тонкодисперсного залізо-властивого гематитового концентрату з розміром часток 40-50мкм з наступним механоактивуванням суміші, зволоженням матеріалу сумішшю води і рідкого скла із силікатним модулем 1,7-2,1, а потім роблять пресування матеріалу при питомому тиску 300-400кг/см 3, термообробку при температурі 800-850°С протягом 50-60хв. і втжйЕ протягом 7-8ч. Такий спосіб дозволяє одержати відразу готові елементи, які можна використовува ти для виготовлення контейнерів, що транспортуються, і як додаткові зміцнюючі оболонки і кришки. Відомим способом неможливо одержати відразу готовий корпус, який не вимагає додаткової обробки з заданою товщиною стінки, що забезпечує одержання легких при транспортуванні контейнерів. В основу першого з групи винаходів поставлена задача удосконалення корпуса контейнера шляхом використання для його виготовлення матеріалу з високими фізико-механічними властивостями з одночасним поліпшенням конструкції, за рахунок чого буде підви щена надійність і знижені його вага і вартість. В основу другого з групи винаходу поставлена задача удосконалення способу виготовлення корпуса за рахунок об'єднання процесу його виготовлення з процесом одержання радіаційно-захисного композита с заданими властивостями, що забезпечують скорочення трудомісткості і собівартості виготовлення полегшеного уніфікованого вузла для виготовлення захисних контейнерів, що транспортуються. Перша поставлена задача вирішується тим, що корпус захисного контейнера, виконаний у вигляді вертикального циліндричного стакана з наповненого полімерного композита, відповідно до винаходу, стакан виконано зі співвідношенням довжини основи до висоти, рівним 1:(1-1,35), і товщиною стінки 9-10мм, а в якості наповнювачів застосовані скловолокнит, що складається зі скляних ниток, просочених полімерним зв'язним, і полі-дисперсна порошкоподібна суміш, при наступному співвідношенні компонентів щодо зв'язного, мас. ч.: полімерне зв'язне скляні нитки полідисперсна порошкоподібна суміш зволожувач 1; 1,35-1,4; 0,32-0,34; 0,04-0,05. Скляні нитки мають діаметр до 11мкм і співвідношення до їх довжини, рівне 1:(0,64-1,36), і попередньо просочені фенол-формальдегідною смолою. За рахунок використання скловолокнита, що складається зі скляних ниток діаметром до 11мкм, попередньо просочених фенол-формальдегідною смолою, відбувається гарна взаємодія з полідисперсною порошкоподібною сумішшю і забезпечується щільність матеріалу 1,7-1,85г/см 3. За рахунок зазначеного складу заявлених компонентів і їхнього співвідношення щодо зв'язного в композиції забезпечується механічний зв'язок на молекулярному рівні, що приводить до поліпшення адгезії, у результаті чого забезпечується монолітність матеріалу і досягається цілісність великогабаритної конструкції корпуса. Хімічна стійкість заявленого матеріалу в основному визначається видом зв'язного і способом переробки матеріалу у виробі. У якості полімерного зв'язного застосовуються епоксидна, епоксидно-фенольна чи фенол-формальдегідна смоли. Найбільше ефективно в якості полімерного зв'язного застосування фенолформальдегідної смоли. Скловолокнит, що складається зі скляних ниток діаметром до 11мкм у співвідношенні до їхньої довжини, рівному 1:(0,64-1,36), попередньо просочених фенол-формальдегідною смолою, дозволяє одержати корпус зі співвідношенням довжини основи до висоти, рівним 1:(1-1,35), і товщиною стінки 9-10мм здатний сприймати бічні напруги, що виникають при деформації стінки, а також напруги, що надходять від радіаційних відходів, і визначає міцність, твердість і деформуємість корпуса. Отримані співвідношення дозволяють збільшити корисний об'єм корпуса і зменшити його вагу. Необхідні показники одержують об'єднанням експлуатаційних і технологічних властивостей самої конструкції, що виготовляється з цього матеріалу. У порівнянні з відомим склад і співвідношення компонентів, що заявляються, дозволяють одержувати цільний тонкостінний корпус із заданими габаритними розмірами і малою номенклатурою компонентів у суміші, і цим забезпечують його високі фізико-технічні характеристики, що гарантують стійкість до знакоперемінних навантажень і теплових ударів, корозійну й ерозійну стійкість. Унаслідок відсутності свинцю і його з'єднань матеріал не токсичний і не вимагає додаткових заходів безпеки. За рахунок застосування скловолокнита підвищується термостійкість і фізико-механічні показники готової конструкції корпуса. Шляхом підбора складу в заявленому вигляді і змішування з полідисперсними частками наповнювача скловолокнита, їхнього співвідношення й орієнтації наповнювача, виходить матеріал, що забезпечує надійність конструкції корпуса необхідним сполученням експлуатаційних і технологічних властивостей. Ефективний захист від радіаційного випромінювання стінкою товщиною 9-10мм забезпечується за рахунок полідисперсного порошкоподібного наповнювача. Ретельне перемішування скловолокнита з полідисперсними частками наповнювача забезпечує обволікання часток скловолокнита полідисперсними частками наповнювача і приводить до зменшення товщини стінки за рахунок досягнення максимального ступеня упакування часток. Дисперсні частки, що мають високу поверхневу активність, забезпечують найбільший ефект ущільнення матеріалу, який володіє одночасно високими радіаційно-захисними властивостями за рахунок реалізації ефекту відповідно до відкриття «Явище аномального ослаблення рентгенівського випромінювання ультрадисперсними середовищами» (Диплом №57 Міжнародної Асоціації авторів наукових відкриттів). Відкриття відноситься до фізики дрібнодисперсних середовищ, зокрема, до взаємодії з ними рентгенівського випромінювання. Автори відкриття досліджували діапазон полідисперсних часток розміром від 10 до 1000мкм, що широко використовується в сучасній технології і не вимагає ніяких спеціальних обмежень при виготовленні, транспортуванні, збереженні і використанні. Експериментально доведено, що при взаємодії радіоактивного випромінювання з дрібнодисперсними середовищами спостерігаються істотні відхилення від відомої залежності Бугера, тобто має місце зверхпослаблення радіоактивного випромінювання. Причиною цього є самоорганізація моно- і полідисперсних частинок у систему енергетично взаємозалежних ансамблів завдяки сегрегації шляхом перемішування сухої полідисперсної суміші [див. патент РФ № 2121177, MnK6G21Fl/10, опубл. 10.27.98]. Додавання наповнювача, представленого полідисперсною порошкоподібною сумішшю в кількісному відношенні від зв'язного 0,32-0,34 масових частин забезпечує збереження оптимального об'єму матеріалу за рахунок приведення щільностей компонентів у загальному складі матеріалу і дозволяє одержати корпус зі співвідношенням довжини основи до висоти, рівним 1:(1-1,35), і товщиною стінки не більш 10мм. Стінка корпусу товщиною до 10мм виконана з матеріалу в заявленому складі компонентів і їхнього співвідношення забезпечує захист від радіаційного випромінювання. Конструкція, що заявляється, дозволяє одержати уніфікований вузол, що забезпечує одержання надійних в експлуатації легких контейнерів для збереження і транспортування низько- і середньоенергетичних радіоактивних відходів. У результаті цього можливо виключити застосування важких металів, що дозволяє значно зменшити вагу і вартість корпуса і, відповідно, контейнера в цілому. На відміну від металів процес одержання армованого пластику з заданими властивостями об'єднано з виготовленням самої деталі, що різко зменшує трудомісткість і собівартість виготовлення контейнерів. Матеріал і корпус виготовляються одночасно в рамках одного технологічного процесу. Ме ханічні якості композитів характеризуються трьома основними параметрами: високою міцністю армованих волокон, твердістю матриці і міцністю зв'язку на границі матриця-наповнювач. Це забезпечується, як правильним вибором компонентів, так і технологією. Друга поставлена задача вирішується тим, що спосіб виготовлення корпуса захисного контейнера, що включає підготовку композиції на основі армуючої основи зв'язного, полідисперсного наповнювача, її зволоження й укладання у форму з наступним пресуванням, відповідно до винаходу, у якості армуючої основи використовують скловолокнит у вигляді скляних ниток, просочених полімерним зв'язним, при цьому масу полідисперсного наповнювача беруть щодо маси полімерного зв'язного в співвідношенні 1:(0,32-0,34), а у форму укладають об'єм суміші, який дорівнює об'єму корпуса, і проводять її пресування протягом 3 хвилин при поступовому підвищенні температури до 180°С. Скляні нитки беруть діаметром до 11мкм у співвідношенні до їх довжини, рівному 1:(0,64-1,36), і попередньо просочені фенол-формальдегідною смолою. Ме ханічні властивості армованих композитів залежать від температури і тривалості її впливу. Відомий матеріал володіє своєю граничною температурою, вище якої починається деструкція в його структурі. Температура до 180°С не робить негативного впливу на полімерні матеріали і не змінять їхні фізичні властивості. Об'єм суміші обумовлений по заданому об'єму заданого корпуса дозволить готува ти суміш із заздалегідь приготовлених компонентів. За рахунок перемішування полідисперсного порошкового наповнювача в сухому вигляді відбувається рівномірне обволікання частками наповнювача часток скловолокнита, що додає властивість матеріалу аномально підсилювати здатність поглинання радіаційного випромінювання. Просте перемішування сухих компонентів значно спрощує підготовчий процес виготовлення великогабаритного виробу у вигляді корпусу захисного контейнера. Маса зв'язного, що знаходиться в заявленій залежності щодо компонентів композиції, забезпечує межу текучості суміші, необхідну для напівсухого пресування, і дозволяє одержати корпус готовий для використання без додаткової доробки з забезпеченням необхідних захисних властивостей. За рахунок пресування корпуса з матеріалу однорідного складу забезпечується монолітність конструкції й одержання готового до використання корпуса без додаткової обробки. Для визначення оптимального співвідношення компонентів для забезпечення міцності стінки контейнера проведені експериментальні іспити. Іспити проводилися на зразках, отриманих вирізкою з різних зон корпуса, отриманого методом пресування (хаотично армований матеріал у результаті іспитів від 15 до 20 зразків на кожен вид іспитів). Властивості розглянутих пластмас при нормальній температурі визначалися по стандартах: ДСТ 4648-71 «Пластмаси. Метод іспиту на стиск», ДСТ 11262-76 «Пластмаси. Метод іспиту на розтягання» Результати іспитів приведені в таблиці 1, з якої видно, що оптимальний зміст полідисперсного наповнювача в складі щодо зв'язного складає 0,32-0,34мас. ч. Таблиця 1 Результати іспитів корпуса захисного контейнера з заявленого композиційного матеріалу, до складу якого входить полідисперсний наповнювач на стиск N зразка Відношення кількості полідисперсного наповнювача до кількості зв'язного Лінійний коефіцієнт, m (1/см) при Ε=60Кев Міцність на стиск, МПа 0 1 2 3 4 5 0,345 0,34 0,35 0,325 0,32 0,31 0.67 15,0 0,71 17.0 0,95 18,0 1,184 20,0 0,74 17,0 0,61 15,0 З таблиці 1 видно, що найкращі показники експериментальних досліджень знаходяться в межах заявлених співвідношень змісту полідисперсного наповнювача. Результати іспитів, що приведені у таблиці 2, підтверджують високі фізико-механічні показники корпуса захисного контейнера. Вибір оптимального складу матеріалу для виготовлення захисного контейнера обумовлений рівнем радіаційного випромінювання і міцністю шару на стиск. Таблиця 2 Результати іспитів корпуса заявленого захисного контейнера Характеристики У кільцевому напрямку (по основі) В осьовому напрямку 250 244 1700-1770 190 1700-1770 15700 Руйнівні напруження МПа, не менш, при: - розтяганні - стиску Щільність, кг/м 3 Модуль пружності при розтяганні, МПа, не менш Конструкція корпусу, що заявляється, через свою простоту не представлена на кресленні. Корпус захисного контейнера виготовляється й експлуатується таким способом. Попередньо готують прес-матеріал типу ДСВ для пресування корпусу контейнера з композиційного матеріалу. Матеріал являє собою сипучий матеріал (у вигляді гранул) скловолокнит, виготовлений на основі модифікованої фенол-формальдегідної смоли і наповнювача - комплексних ниток, що складаються з елементарних ниток діаметром до 11мкм. Готують відразу необхідну кількість сипучого матеріалу, об'ємна маса якого визначається по відповідності габаритних розмірів і буде дорівнюватися об'єму корпуса. У залежності від складу наповнювача експериментальним шляхом за відомою методикою визначають його кількість, що забезпечує аномалію поглинання радіаційного випромінювання. [«Проходження рентгенівського випромінювання крізь ультрадисперсні системи». Артем'єва В. Α., Крикун Ю. О. та ін. "Атомна енергія", т.78., вип.3, березень 1995p.; стор.186]. Потім до полідисперсної порошкоподібної суміші додають приготовлений скловолокнит і перемішують до одержання однорідної суміші. Після ретельного перемішування отриману суміш воложать, наприклад, додають спирто-ацетонову суміш у кількості заявленого складу. Потім укладають отриману суміш у форму і пресують у напівсухому вигляді при питомому тиску 300-400кг/см 3 при поступовому підвищенні температури до 180°С протягом 3-5хв. Процентний зміст полідисперсного наповнювача одержують експериментальним шляхом з урахуванням необхідного мінімуму проходження випромінювання через його склад і по відповідній щільності порошкового матеріалу. Для забезпечення необхідної границі текучості матеріалу, що забезпечує монолітність конструкції зміст заявлених компонентів повинний бути в суміші в заявлених межах щодо зв'язного. Стверджування відбувається при температури до 180°С протягом 3-5хв. При цьому підтримується необхідний тиск. Після стверджування проводиться плавне охолодження прес-форми. Потім прес-форма розбирається і виймається готовий корпус. Тому що відношення товщини стінки корпуса до зовнішнього діаметра D корпуса менше відносини P/(2GT), де Ρ - робочий тиск, GT - межа текучості, діаметр корпуса визначається зі співвідношення b/D
ДивитисяДодаткова інформація
Назва патенту англійськоюCasing of a protecting container and a method for producing the casing
Автори англійськоюAleksieiev Yurii Serhiiovych, Dzhur Yevhen Oleksiiovych, DZHUR Eugenie Alexeyevich, ZHELTOV Pavel Nikolayevich, Zheltov Pavlo Mykolaiovych, KABARDIN Nikolay Konstantinovich, Krykun Yurii Oleksandrovych, KUCHMA Leonid Danilovich, Mezhuiev Mykola Mykolaiovych, Tkachenko Volodymyr Ivanovych, YAKUSHKIN Mikhail Alexandrovich, Yakushkin Mykhailo Oleksandrovych
Назва патенту російськоюКорпус защитного контейнера и спсоб его изготовления
Автори російськоюАлексеев Юрий Сергеевич, Джур Евгений Алексеевич, Желтов Павел Николаевич, Крикун Юрий Александрович, Межуев Николай Николаевич, Ткаченко Владимир Иванович, Якушкин Михаил Александрович
МПК / Мітки
МПК: G21F 5/005
Мітки: корпус, спосіб, контейнера, захисного, виготовлення
Код посилання
<a href="https://ua.patents.su/5-74182-korpus-zakhisnogo-kontejjnera-i-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Корпус захисного контейнера і спосіб його виготовлення</a>
Корпус контейнера для збереження токсичних хімічних відходів і спосіб його виготовлення
Номер патенту: 73165
Опубліковано: 15.06.2005
Автори: Кабардін Микола Костянтинович, Крикун Юрій Олександрович, Алексєєв Юрій Сергійович, Кучма Леонід Данилович, Межуєв Микола Миколайович, Джур Євген Олексійович, Удод Володимир Володимирович, Якушкін Михайло Олександрович, Ткаченко Володимир Іванович
МПК: G21F 5/005, B65D 85/84
Мітки: контейнера, корпус, хімічних, відходів, спосіб, збереження, виготовлення, токсичних
Формула / Реферат:
1. Корпус контейнера для збереження і транспортування токсичних хімічних відходів, виконаний як вертикальний циліндричний стакан з наповненого полімерного композита, який відрізняється тим, що стакан виконаний зі співвідношенням діаметра основи до висоти, що дорівнює 1:(1-1,35), і товщиною стінки 9-10 мм, а як полімерний композит застосований скловолокніт на основі зв'язуючого і комплексних скляних ниток діаметром до 11мкм.2. Корпус за...
Багатошаровий корпус захисного контейнера
Номер патенту: 72986
Опубліковано: 16.05.2005
Автори: Алексєєв Юрій Сергійович, Желтов Павло Миколайович, Межуєв Микола Миколайович, Крикун Юрій Олександрович, Ткаченко Володимир Іванович, Якушкін Михайло Олександрович, Кучма Леонід Данилович, Кабардін Микола Костянтинович, Джур Євген Олексійович
МПК: G21F 5/005
Мітки: багатошаровий, контейнера, захисного, корпус
Формула / Реферат:
1. Багатошаровий корпус захисного контейнера, що включає стінку з багатошаровою оболонкою, утвореною навитими один на другий шарами полімерного матеріалу із кроком рівним ширині матеріалу, який відрізняється тим, що стінка навита із смуги тканого матеріалу, попередньо просоченої шаром напівсухої суміші полідисперсного наповнювача і принаймні одним шаром зв'язуючого, армованого тим же наповнювачем, при цьому кількість навитих шарів nc...
Литий корпус контейнера для транспортування та зберігання тепловиділяючих збірок
Номер патенту: 16424
Опубліковано: 29.08.1997
Автори: Медовар Борис Ізраілевич, Іпатов Веніамін Андрійович, Фофанов Володимир Сергійович, Лисяна Світлана Петрівна, Постнов Лев Михайлович, Кондратьєв Олександр Миколайович, Литвиненко Олександр Віталійович, Клименко Генадій Петрович, Солодов Леонід Анатолійович, Шукстульський Борис Ілліч, Патон Борис Євгенович, Нефедов Павло Сергійович, Косарев Юрій Олександрович, Чепурний Анатолій Данилович, Богаченко Олексій Георгійович, Медовар Лев Борисович, Лапін Віталій Вікторович, Клочков Євген Петрович, Саєнко Володимир Якович, Іванов Валентин Борисович
МПК: G21F 5/008
Мітки: тепловиділяючих, транспортування, зберігання, збірок, корпус, контейнера, литий
Формула / Реферат:
Литой корпус контейнера для транспортировки и хранения тепловыделяющих сборок, содержащий внутреннюю и наружную облицовки из пластичной стали и чугунную отливку, расположенную между внутренней и наружной облицовками, отличающийся тем, что, с целью повышения прочности и снижения себестоимости, в нем между внутренней и наружной облицовками расположены по крайней мере два слоя арматуры из пластичной стали, а чугунная отливка выполнена из...
Спосіб виготовлення оболонки контейнера, спосіб виготовлення контейнера, оболонка, контейнер і спосіб зберігання
Номер патенту: 61996
Опубліковано: 15.12.2003
Автори: Андерссон Клаес-Йєран, Філдінг Петер Бернард, Ніколас Едвард Девід, Хедман Томмі
МПК: B23K 20/12
Мітки: виготовлення, оболонка, оболонки, спосіб, зберігання, контейнера, контейнер
Формула / Реферат:
1. Спосіб виготовлення корозійно стійкої оболонки контейнера для радіоактивних матеріалів, при якому зварюють одна з одною за допомогою тертя щонайменше дві секції з міді або мідного сплаву.2. Спосіб за п. 1, який відрізняється тим, що зварюють одна з одною за допомогою тертя всі секції оболонки.3. Спосіб за пп. 1 або 2, який відрізняється тим, що в оболонці передбачають отвір, виконаний з можливістю завантаження через нього...
Відкривний пристрій для пакувального контейнера та спосіб його виготовлення
Номер патенту: 26139
Опубліковано: 07.06.1999
Автор: Недштедт Улф
МПК: B65D 5/74
Мітки: відкривний, контейнера, виготовлення, пристрій, пакувального, спосіб
Формула / Реферат:
1. Открывное устройство для упаковочного контейнера, содержащее крышку и желоб для розлива, причем крышка находится в охватывающем зацеплении с концом желоба для розлива, обращенным в сторону от упаковочного контейнера и состоящим из влагонепроницаемого материала, которому придана форма, соответствующая внутренней форме крышки, отличающееся тем, что торцевая часть желоба выполнена за одно целое с желобом из того же термопластичного материала,...
Попередній патент: Установка для одержання тепла
Наступний патент: Пристрій для оснащення в технології утворення ливарної форми (варіанти)
Випадковий патент: Лікування остеопорозу, асоційованого із терапією інгібіторами ароматази