Пристрій для оснащення в технології утворення ливарної форми (варіанти)
Номер патенту: 74183
Опубліковано: 15.11.2005
Автори: Барков В'ячеслав Володимирович, Вітязєв Юрій Борисович, Чернишов Сергій Іванович, Триньова Тетяна Леонідівна
Формула / Реферат
1. Пристрій для оснащення в технології утворення ливарної форми, що містить єдиний формоутворюючий елемент, який відрізняється тим, що одна сторона формоутворюючого елементу є моделлю з підмодельною плитою в сполученні горизонтально та перпендикулярно розташованих формоутворюючих елементів по відношенню до площини рознімання з фіксуючими елементами, розташованими на перпендикулярно розташованих елементах, що формують зовнішній контур виливка, а друга сторона виконує функції стрижневого ящика, що утворює внутрішній контур виливка, в єдиному виконанні, горизонтально та перпендикулярно розташованих стрижнів з відповідними до моделі фіксуючими елементами, розташованими на перпендикулярно розташованих стрижнях.
2. Пристрій для оснащення в технології утворення ливарної форми, що містить єдиний формоутворюючий елемент, який відрізняється тим, що одна сторона формоутворюючого елементу є моделлю з підмодельною плитою, що формує зовнішній контур виливка і посадкові місця під знакові частини з фіксуючими елементами для горизонтально розташованих формоутворюючих елементів, а друга сторона виконує функції стрижневого ящика, що утворює внутрішній контур виливка, тобто стрижні з відповідними до них посадковими місцями під знакові частини із відповідними фіксуючими елементами.
3. Пристрій для оснащення в технології утворення ливарної форми, що містить єдиний формоутворюючий елемент, який відрізняється тим, що одна сторона формоутворюючого елементу є моделлю з підмодельною плитою з посадковими місцями під додаткові елементи, що формують складну площину рознімання, а також посадкові місця під додаткові елементи, які утворюють піднутрення формоутворюючих елементів, а друга сторона виконує функції стрижневого ящика, що утворює внутрішній контур виливка, і на ній відповідно до моделі розташовані посадкові місця під відповідні додаткові елементи, які формують складну площину рознімання, а також посадкові місця під додаткові елементи, які формують піднутрення.
Текст
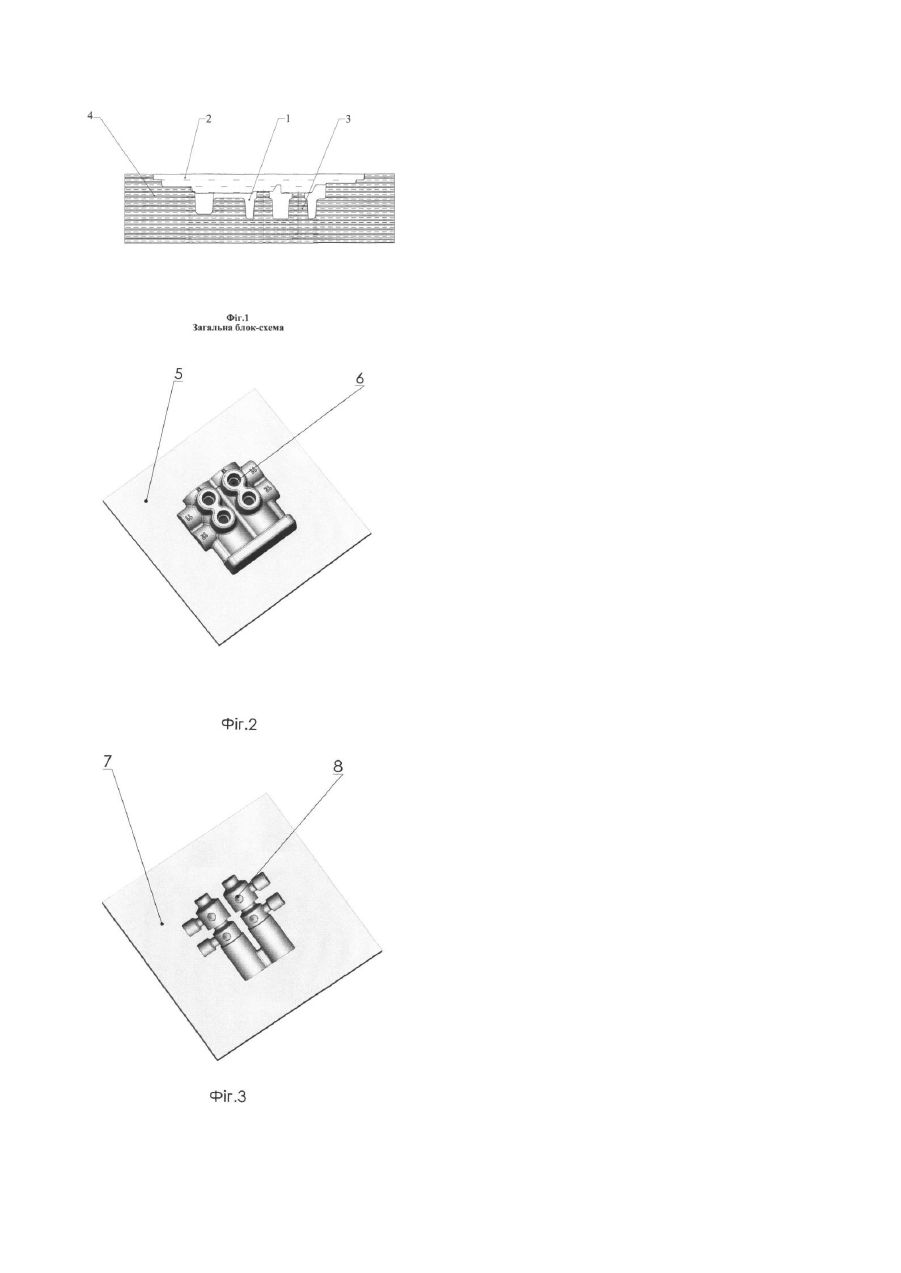
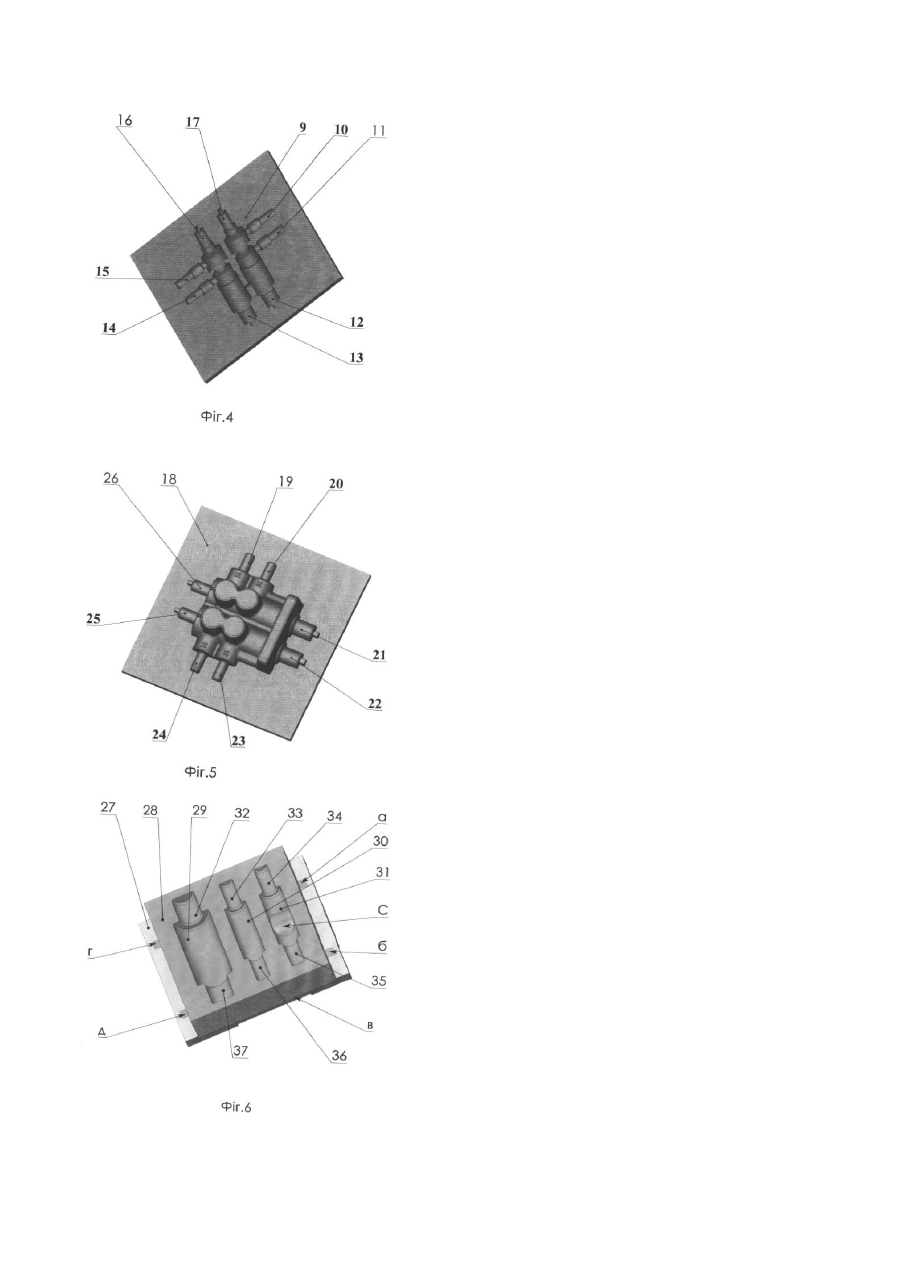
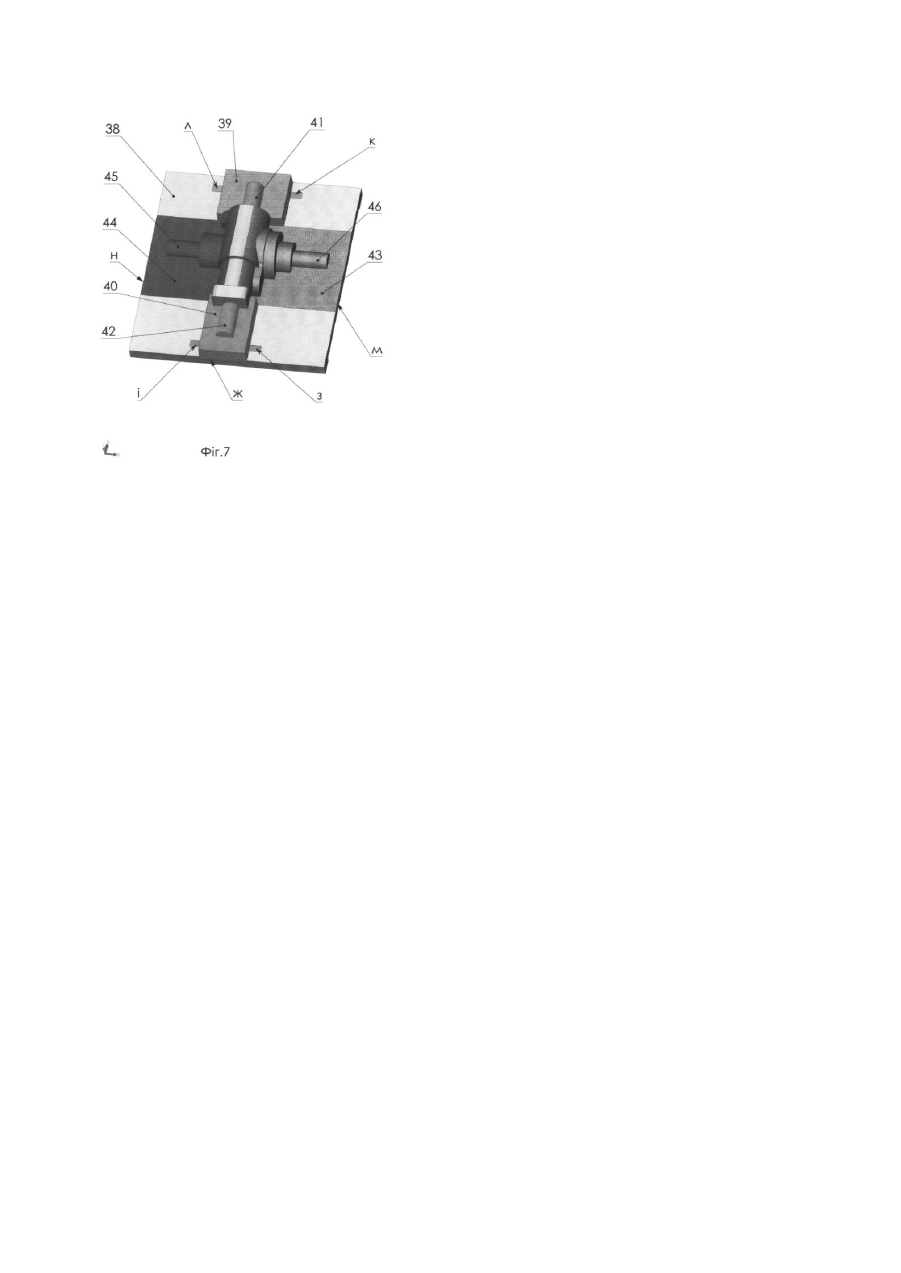
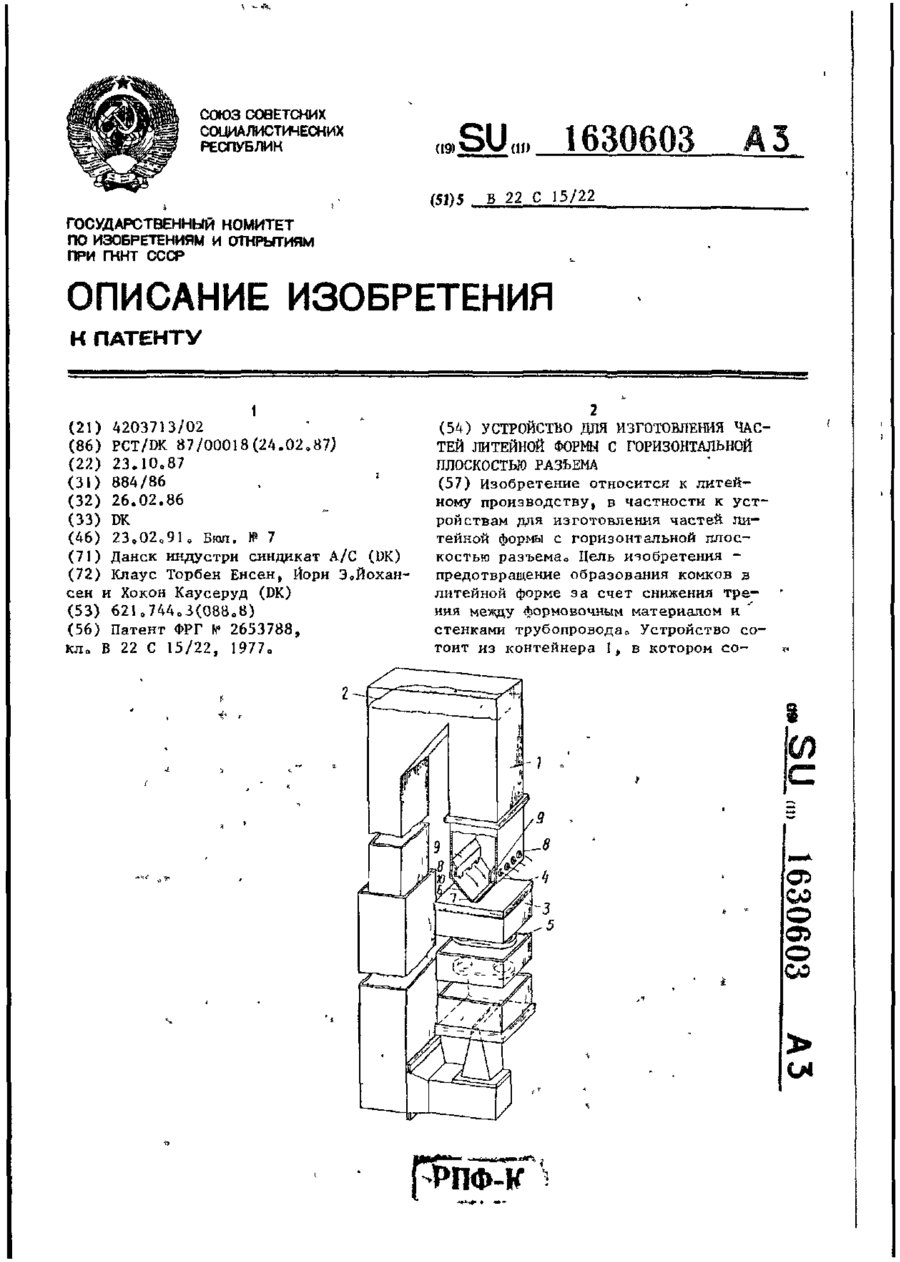
Пристрій оснащення у технології ли ття , надалі іменоване як "Модельний модуль" може застосовуватися у ливарному виробництві для лиття складно-профільних виливків з різними площинами рознімання , з різною кількістю окремих частин. При виготовленні виливків , шляхом лиття "у землю" основними пристосуваннями є ливарні моделі і стрижневі ящика [1]. Ливарні моделі реалізуються у виді технічних виробів (пристроїв), за допомогою яких одержують порожнини (відбитки) у ливарних формах , ви готовлених з формувальних матеріалів. У стрижневих шухлядах виготовляють піщані стрижні з формувальної суміші для утворення внутрішніх отворів і порожнин у литій деталі. Моделі для формування встановлюють на підмодельні плити. Такі плити з моделями прийнято називати формувальними модельними плитами. Існує два види модельних плит: монтовані, коли окремо виготовлена модель змонтована на плиті, і суцільнолиті чи монолітні, коли плита виготовлена (відлита) разом з моделлю. У свою чергу , монтовані і суцільнолиті модельні плити поділяються на однобічні і двосторонні. Якщо модель чи частина моделі розташовується тільки на одній стороні плити , то такі модельні плити є однобічними ; якщо ж модель розташовується по обидва боки (для нижньої і верхньої опок), то такі модельні плити представляються двосторонніми. Відомий аналог, якому можна прийняти як прототип - "Модельний комплект" , застосовуваний у даний час у ливарному виробництві і складається з: ливарної моделі, що формує зовнішній контур виробу ; підмодельної плити , на яку встановлюються ливарна модель , ливниковий кущ , опока, у яку формується формувальна суміш ; ливникового куща, що являє собою заливальну систему , тобто ряд живильників з'єднаних з однієї сторони з ливарною моделлю , а з іншої сторони з'єднані з колектором , по якому тече сплав , що заливається , зверху колектора кріпляться шлако - уловлювачі, далі колектор приєднується до стояка, зверху якого розташована заливальна чаша; стрижневої ящика, у якому формуються стрижні, що виконують внутрішні порожнини виробу [2]. Цей пристрій має ряд недоліків , що не дозволяють одержати якісного виливка, тому що за рахунок окремого виготовлення моделі і стрижневої ящика виникають досить великі відхилення від розмірів як зовнішніх так і внутрішніх поверхонь , що не дозволяють одержати якісне складання оснащення для виготовлення виливка . Щоб уникнути різностінності одержуваного виробу (виливка), що виникає через неспіввісності як стрижнів між собою , так і між стрижнями і моделлю , призначають досить великі припуски на механічну обробку відливки (заготівлі) , від 3 мм на сторону . А це веде до подорожчання продукції через підвищені витрати на матеріал , з якого виготовляється відливка, а також визначає підвищений знос оброблюваного інструменту. Метою винаходу є підвищення якості продукції, що випускається, економія ливарного матеріалу, що витрачається .зниження зносу оброблюваного інструменту, зменшення витрат і термінів на виготовлення складнопрофільних виробів. Широко використовувані у ливарному виробництві для лиття в "землю" дерев'яні моделі дуже трудомісткі у своєму виготовленні, а термін служби в них не великий через відшаровування шарів поверхонь, які треба постійно підклеювати. Розміри в таких моделях губляться через підвищену вологість або від розсихання. Металеві моделі більш довговічні, але виготовлення їх також трудомістке , як і дерев'яних моделей . Виробництво ливарного оснащення - один з найбільш повільних і дорогих етапів виробничого процесу, що вимагає високої якості виробу. Для одержання якісного виробу оснащення повинне бути точне , міцне , стійке до зовнішніх факторів і мати високу чистоту поверхні, тому її традиційно виготовляють на верстатах із ЧПУ, електроіскровим способом або вручн у висококваліфікованими фахівцями модельниками. В даний час для прискорення підготовки виробництва і виготовлення дрібних і середніх партій виробів широко застосовують технології швидкого прототипування , що дозволяють виготовити моделі по СА - даним . Необхідний прототип виготовляють пошарово знизу нагору до повної побудови у строгій відповідності з так названої математичною моделлю , що забирає час від декількох годин до декількох днів . Завдяки такому методу виготовлення можна робити моделі, що неможливо одержати шляхом фрезерування. Принципи функціювання різних RP - систем мають свої особливості [3 ]. В основі роботи стереолітографічних (SLA) машин-хімічний процес фото - полімеризації. Ультрафіолетовий лазер за допомогою керуючих програм послідовно переводить поперечні перетини моделі, отримані по спеціальному алгоритму, на поверхню ємності із світлочутливою смолою . Рідкий пластик затверджує тільки в тім місці, де пройшов лазерний промінь . Потім новий рідкий шар наноситься на затверділий шар, і новий контур намічається лазером . Стереолітографічні прототипи використовують для лиття по випалюваним моделям, крім цього, виготовляють форми для виробництва виплавлюваних і газифікованих моделей. Завдяки високій чистоті поверхні доробка моделей мінімальна. Пропоноване технічне рішення - "Модельний модуль", виконаний методом лазерної стереолітографіі або яким іншим способом , що забезпечує високу якість виготовлення оснащення , дозволяє у найкоротший термін виготовити якісний виливок будь-якого ступеня складності з різними площинами рознімання , при цьому такий недолік як неспіввісність стрижнів між собою і неспіввісність стрижнів і моделі буде мінімальною , а звідси , і різностінність виробу буде мінімальною , що дозволить призначити мінімальний припуск на механічну обробку . Модельний модуль складається з єдиного основного формотворного елементу , що при одному положенні основного формотворного елементу и у сполученні з одними додатковими елементами виконує функції ливарної моделі з підмодельною плитою , а при іншім положенні цього ж основного формотворного елементу , але у сполученні вже з іншими додатковими елементами виконує функції стрижневого ящика. Зазначені вище додаткові елементи дозволяють формувати досить складні площини рознімання як для моделі, так і для стрижневої ящика, також додатковими елементами можуть формуватися окремі формотворні поверхні. За рахунок єдиного виконання як стрижнів (які традиційно виготовляються стрижневими шухлядами), так і зовнішніх поверхонь (виготовлених традиційно моделями), досягається максимальна точність виготовлення виливків . Мінімально призначені припуски дозволяють зменшити знос інструменту, що ріже , зменшити кількість матеріалу необхідного для виготовлення виробу. За рахунок фіксуючих елементів, розташованих у додаткових елементах, досягається швидке і якісне складання оснащення, що дозволяє досягти мінімальної різностінності виробу не потребуючи висококваліфікованого персоналу по налагодженню оснащення. Розглянемо алгоритм формування необхідності побудови складного з модельного модуля , який можна представити, наприклад, у виді математичної моделі: Мм = А ± ( å Д эм - å Д эс ) (1) де: Мм - модельний модуль ; А - єдиний основний формотворний елемент ; å Дэм - сума додаткових елементів для моделі, що дозволяють формувати площини рознімання будь-якої å Дэс - сума додаткових елементів для стрижневого ящика, що дозволяють формувати площини рознімання складності, а також інші від'ємні частини, що повинні формуватися саме моделлю; будь-якої складності, а також окремі частини , що повинні виконуватися стрижневим ящиком. Знак (±) указує на особливість математичного модуля , тобто на особливість єдиного основного формотворного елементу , що при робочому положенні однією стороною виконує функції моделі із підмодельною плитою при цьому має місце в математичній формулі верхній знак (+), але цей же основний формотворний елемент повернений у робоче положення іншою стороною вже буде виконувати функції стрижньового ящика і математична формула буде читатися з знаком (-). Модельний модуль , що виконує функції моделі з підмодельною плитою ( див. фіг.2) математично можна представити так : Ммф = А + (å Д эм - å Д эс ) (2) де: Ммф - модельний модуль , що виконує функції моделі з підмодельною плитою; А - єдиний основний формотворний елемент , що служить для формування зовнішнього профілю виливки і складається з : - підмодельної плити, на якій розташована ливникова система, знакові частини з своїми фіксуючими елементами (у випадку якщо відсутні перпендикулярно розташовані стрижні щодо площини рознімання) , якщо ж перпендикулярно розташовані стрижні присутні ,то роль знакових частин беруть на себе фіксуючі елементи , розташовані на цих стрижнях, посадкові місця під додаткові елементи формуючі різного ступеня складності площини рознімання, а також окремі поверхні формовані моделлю; - ливарної моделі, що формує зовнішній профіль виробу, а також перпендикулярно розташовані стрижні з фіксуючими елементами, що дозволяють відмовитися від традиційних знакових частин, тому що їхню роль виконують фіксуючі елементи. Фіксуючі елементи дозволяють зібрати оснащення в короткий термін з мінімальними відхиленнями від співвісності стрижнів з моделлю; å Дэм - сума додаткових елементів, що формують складну площину рознімання із своїми посадковими місцями, а також поверхні формовані окремими частинами розташованими в моделі; Модельний модуль , що виконує функції стрижневого ящика (див. фіг.3) математично можна представити так: Ммс = А + ( å Д эм - å Д эс ) (3) де: Ммс - модельний модуль , що виконує функції стрижневого ящика; А - єдиний основний формотворний елемент, перевернений на протилежну сторону, служить для формування внутрішніх поверхонь виробу в якому розташовані: - одне чи кілька місць формуючих горизонтально розташовані стрижні стосовно площини рознімання з фіксуючими елементами виконуючими роль знакових частин, у випадку присутності перпендикулярно розташованих стрижнів стосовно площини рознімання формованих моделлю; - місця для формування знакових частин, у випадку якщо відсутні перпендикулярно розташовані стрижні на моделі , з їхніми фіксуючими елементами; - посадкові місця під додаткові елементи. å Дэс - сума додаткових елементів , що формують складну площину рознімання , зі своїми посадковими місцями , а також поверхні формовані окремими частинами, що повинні формуватися стрижневим ящикам. Приклад 1. На фіг.1 показана загальна блок-схема в зборі, що відтворює принцип роботи "Модельного модуля", де: поз.1 - основний формотворний елемент що має два робочих положення: - одне робоче положення основний формотворний елемент виконуючий функції моделі з підмодельною плитою якими формуються зовнішній контур виливки з перпендикулярно розташованими стрижнями з своїми фіксуючими елементами, якщо такі с, чи посадкові місця під знакові частини зі своїми фіксуючими елементами, а також посадкові місця під додаткові елементи, що будуть формувати складні площини рознімання і, якщо будуть мати місце, окремі поверхні , що повинні формуватися моделлю; - інше робоче положення - основний формотворний елемент виконуючий функції стрижневого ящика, яким виконуються горизонтально розташовані стосовно площини рознімання стрижні з фіксуючими елементами для перпендикулярно розташованих стрижнів виконуваних у моделі, якщо перпендикулярно розташованих стрижнів немає, то поряд з горизонтально розташованими стрижнями виконуються посадкові місця під знакові частини зі своїми місцями фіксації, також в основному формотворному елементі виконуючому функції стрижневої ящика виконуються посадкові місця під додаткові елементи, що формують складну площину рознімання , а також поверхні формовані окремими частинами, поз.2 - горизонтально розташований (і) стрижень (і) виконуваний основним формотворним елементом виконуючим функції стрижневої ящика зі знаковими частинами і їх фіксуючими елементами ,а якщо в моделі виконуються перпендикулярно розташовані стрижні, то фіксуючими елементами для них, що у даному випадку виконують функції знакових частин, поз.3 - перпендикулярно розташовані стрижні з фіксуючими елементами формовані основним формотворним елементом виконуючого функції моделі, поз.4 - нижня опока в яку заформовується модель зовнішній контур виливки, а також формуються перпендикулярно розташовані стрижні з фіксуючими елементами. Робота "Модельного модуля" полягає у наступному. Основний формотворний елемент , що виконує функції моделі із підмодельною плитою (підмодельна плита з ливниковою системою на малюнку фіг.1 не показана), повернений у робоче положення поз.1 містиця в опоку поз.4 і заформовується ручним способом рідкотекучою холоднозатвердіваючою формувальною сумішшю , при цьому виконувані моделлю перпендикулярно розташовані стрижні поз.3 заформовуються тією ж сумішшю, одержуємо відбиток зовнішнього контуру виливки і перпендикулярно розташовані до площини рознімання стрижні зі своїми фіксуючими елементами , що на малюнку фіг.1 не показані. Для одержання стрижня поз.2 з фіксуючими елементами , що на малюнку фіг.1 не показані зі знаковими частинами з їхніми фіксуючими елементами береться той самий основний формотворний елемент, але повернений в інше робоче положення, тобто виконуючий функції стрижневої ящика, у нього заформовується холоднозатвердіваюча рідко текуча стрижнева суміш. Отримані елементи оснащення : готові горизонтальні стрижні поз.2 (половинки стрижнів склеюються спеціальними клеями , застосовуваними в технологічних процесах лиття ) укладаються фіксуючими елементами у відповідні фіксуючі місця розташовані на перпендикулярно розташованих стрижнях, якщо такі маються , виконані моделлю, якщо таких немає, то стрижні горизонтальні укладаються знаковими частинами з їхніми фіксуючими елементами в посадкові місця під знакові частини з відповідними посадковими місцями під фіксуючі елементи , виконаними моделлю. Другий відбиток, тобто верхня опока (на малюнку фіг.1 не показаний) отриманий основним формотворним елементом виконуючий функції моделі з підмодельною плитою встановлюється на заздалегідь установлені штирі в нижній опоці поз.4 (штирі на малюнку фіг.1 не показані) далі опоки, нижня і верхня, із установленими горизонтальними стрижнями затискуються спеціальними затисками - замками і починається процес заливання заданим ливарним сплавом . Приклад 2. На фіг.2 зображений "Модельний модуль", що виконує функції моделі з підмодельною плитою , виконаний моноблоковим варіантом, тобто: основний формотворний елемент поз.5, що виконує функції моделі і підмодельної плити міститься в опоку і заформовується холоднозатвердіваючою рідкотекучою сумішшю утворюється відбиток зовнішнього контуру виливки і відразу одержуємо перпендикулярно розташовані стрижні з їх фіксуючими елементами поз.6. У даному випадку посадкових місць під додаткові елементи формуючих складну площину рознімання немає, тому що площина рознімання проста. Приклад 3. На фіг.3 зображений "Модельний модуль", що виконує функції стрижневої ящика , виконаний моноблоковим варіантом, тобто: основний формотворний елемент поз.7, але вже перевернений іншою стороною, у відмінності від фіг.2 поз.5, формує при формуванні холоднозатвердеваючою рідко текучою сумішшю горизонтально розташовані стрижні з фіксуючими елементами для перпендикулярно розташованих стрижнів поз.8. Приклад 4 (варіант 2). На Фіг. 4 зображений "Модельний модуль", що виконує функції стрижневого ящика, виконаний моно-блоковим варіантом, тобто: основний формотворний елемент поз. 9, що виконує функції стрижневого ящика, у випадку відсутності перпендикулярно розташованих стрижнів, в якому формуються холоднозатвердеваючою рідкотекучою сумішшу або стрижневою сумішшу тільки, бажано, ручним способом, виготовляються стрижні із знаковими частинами поз. 10,11,12,13,14,15,16,17. Приклад 5 (варіант 2). На Фіг. 5 зображений "Модельний модуль", що виконує функції моделі з підмодельною плитою, виконаний моноблоковим варіантом, тобто: основний формотворний елемент поз.18, що виконує функції моделі з підмодельною плитою, у випадку відсутності перпендикулярно розташованих стрижнів, формується холоднозатвердеваючою рідкотекучою сумішшю, в разі чого відтворюється відбиток зовнішнього контуру із місцями під знакові частини поз. 19,20,21,22,23,24,25,26. Приклад 6 (варіант 3). На Фіг. 6 зображений "Модельний модуль", що виконує функції стрижневого ящика у випадку, коли має місце складна площина рознімання. Основний формотворний елемент поз. 27 повернений у робоче положення стрижневого ящика має посадкові місця вказівник а, б, в, г, д під доповнюючий елемент поз. 28 на котрому розташовані місця під стрижні поз. 29, 30, 31 із знаковими частинами поз. 32,33,34,35,36,37 куди заформовується холоднозат-вердеваюча рідкотекуча формуюча суміш, після чого стрижні підлягають сушки, а потім склеюються спеціальним клеєм. Половина стрижня поз. 29 доформовується, склеюється з другою такоюж половиною, якщо вона не розташована на доповнюючому елементі, як в нашому прикладі, далі стрижень поз. 29 кладуть на посадкове місце поз.с, виконане при формуванні на половині стрижня поз.31. Пер-пендикуярно розташовані одне до одного стрижні із своїми знаковими частинами, а також розташовані на різних рівнях площини рознімання готові до зборки. Приклад 7 (варіант 3). На Фіг. 7 зображений "Модельний модуль", що виконує функції моделі з підмодельною плитою, коли має місце складна площина рознімання. Основний формотворний елемент поз. 38 повернений у робоче положення моделі з підмодельною плитою має посадкові місця вказівник ж, з, і, к, л, м, н під додаткові елементи поз. 39, 40, котрі формують різний рівень площини рознімання, а також посадкові місця під знакові частини поз. 41, 42, а також посадкові місця під от'ємні частини поз. 43, 44, котрі формують місця з піднутренням і посадкові місця під знакові частини поз. 45, 46. На підмодельну плиту монтується опока в котру формується холоднозатвердеваюча рідкотекуча формуюча суміш. Після сушки форми спочатку витягуються підмодельна плита з моделлю із додатковими елементами поз. 39, 40, а потім от'ємні частини поз. 43, 44, у висушин у форму монтуються готові стрижні. Змонтована нижня половина форми із стрижнями накривається верхнею формою. Форма готова до лиття. Отримані за прикладом 1, 2, 3, 4, 5, 6, 7 елементи дозволяють одержати в найкоротші терміни зборку з мінімальними погрішностями , високого класу чистоту поверхні і як результат - якісний виливок. Пропонований "Модельний модуль" дозволяє : - при виготовлені моделі і стрижнів у єдиному елементі досягти мінімальних відхилень від співвісності як стрижнів між собою так і стрижнів і моделі при дуже швидкій і якісній зборці оснащення, яка забезпечується фіксуючими елементами розташованими на перпендикулярно розташованих стрижнях, а відповідні фіксуючі елементи розташовані на горизонтальних стрижнях, це дозволяє відмовитися від традиційних знакових частин з їхніми фіксуючими елементами, що виконують роль посадкових місць при зборці оснащення . Це дозволить одержати мінімальну різностінність виробу, що у свою чергу приведе , за рахунок мінімальних призначуваних припусків, до зменшеного зносу оброблюваного інструменту - до 60%, відсутності таких додаткових операцій ,як обрізка знакових частин, а в сполученні такого виду лиття як лиття в "землю" стосовно з перерахованим вище оснащенням , формувальних сумішей - типу холоднозатвердіваючих рідко текучих (суміш має різні добавки в залежності від того яким сплавом будуть заливати виріб): - кольорові сплави (алюміній, бронза, латунь); - сталі ливарні; - чавун. У цьому зв'язку необхідно відзначити, що застосування "Модельного модуля" з таким видом лиття, як лиття під низьким тиском дозволить одержати економію матеріала що заливається понад 90%, за рахунок відсутності ливникової системи, знакових частин у випадку наявності сполучення горизонтальних і вертикальних стрижнів. При цьому за рахунок високого класу шорсткості поверхні, а також завдяки досить високій точності виготовлення моделей установкой (±0,05мм на розмір стола установки, тобто 500х500х500мм) дозволить призначати мінімальні припуски до 0,5мм, що дозволить зменшити знос обробного інструменту. Допуски на посадкові місця знакових частин за рахунок можливості виконання моделі і стрижневого ящика водночас бируться з розрахунку усадки формоутворюючої суміші, а вона в нас холоднозатвердеваюча і як слідство її усадку можна не враховува ти, остається тільки усадка на сплав, що заливатиметься. Тобто така точність виготовлення моделей установкою може відповідати 5-тому класу точності виготовлення оснащення, що для такого виду лиття , як лиття «в землю» являється дуже ефективним. Такий пристрій, тобто "Модельний модуль" рекомендовано для відливків не великих з міркувань забеспечення жорсткої конструкції оснащення, з економічних міркувань, тобто на великий відливок буде потрібне велике оснащення котре буде вимагати робити оснащення полим з заповненням якого - небудь наповнювача, щоб оснащення по коштовності, бажано, не було дорожче дерев'яних моделей. Також моделі і стрижні великих виливків для якісного лиття потребують машиної формовки, що не бажано для полої оснастки. Крім того, його застосування дозволить мінімізувати тр удомісткість виготовлення складнопрофільного виробу, тому що при традиційному способі виготовлення моделі йде 70% від усього витраченого часу на виготовлення усього оснащення, час складання такого оснащення також мінімальний, що підвищує те хніко- економічні характеристики пропонованого технічного рішення "Модельного модуля". Розглянутий "Модельний модуль" був успішно застосований для виготовлення "Бачка омивального", з високими показниками технологічного процесу одержання виробу. Розглянутий "Модельний модуль" був успішно застосований для виготовлення "Бачка омивального", з високими показниками технологічного процесу одержання виробу. Використана література: 1. В.А.Є фімов, ГААнісович, В.Н.Бабич і ін. Спеціальні способи лиття. - М.: Машинобудування, 1991.- 734с. 2. Н.Н.Фляків, В.В.Балабін, М.И.Воробйов. Технологія ливарного виробництва.-М.: Ма шинобудування, 1959.556с. 3. А.М.Бакулін , В.А.Ул'янов, А.П.Афанас'єв, В.Н.Гушин. Сучасні технології виготовлення ливарного оснащення . Ливарне виробництво .2001. №2-с.18,19. 4. С.Л.Бураков, А.И.Вейник, Н.П.Дубинін і ін. Лиття в кокіль.-М.: Ма шинобудування, 1980.-415с. 5. Е.Н.Дьомін. Довідник по пресформам. - Ленінград.: Леніздат, 1967.-367с. 6. А.К.Моргун, В.П.Градиль, Р.А.Єгошин. Довідник по єдиній системі конструкторської документації.-Харків. :Прапор, 1980.-249с. 7. Форми металеві (кокілі) ДСТ 16234-70- ДСТ 16262-70.- М.: Видання офіційне, 1970.- 150с.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for accessory in the technology of creation of casting mould /variants/
Автори англійськоюChernyshov Sergii Ivanovych, Chernyshov Serhii Ivanovych, Vitiaziev Yurii Borysovych
Назва патенту російськоюУстройство для оснастки в технологии создания литейной формы (варианты)
Автори російськоюЧернышов Сергей Иванович, Чернышев Сергей Иванович, Витязев Юрий Борисович
МПК / Мітки
МПК: B22C 7/00
Мітки: пристрій, оснащення, форми, варіанти, утворення, технології, ливарної
Код посилання
<a href="https://ua.patents.su/7-74183-pristrijj-dlya-osnashhennya-v-tekhnologi-utvorennya-livarno-formi-varianti.html" target="_blank" rel="follow" title="База патентів України">Пристрій для оснащення в технології утворення ливарної форми (варіанти)</a>
Спосіб терморегулювання ливарної форми і пристрій для його здійснення

Номер патенту: 48087
Опубліковано: 15.08.2002
Автори: Буяджи Дмитро Іванович, Юрченко Юрій Борисович, Мірошниченко Валерій Миколайович, Буяджи Ігор Іванович
МПК: B22D 27/04, B22D 15/00
Мітки: спосіб, терморегулювання, здійснення, форми, ливарної, пристрій
Формула / Реферат:
1. Способ терморегулирования литейной формы, включающий подачу попеременно охлаждающей и/или нагревающей среды в теплообменные полости литейной формы, отличающийся тем, что, с целью повышения качества отливок за счет более равномерного регулирования температуры рабочей поверхности теплообменных полостей, величину рабочей поверхности теплообменных полостей в процессе подготовки формы, кристаллизации и охлаждения отливки изменяют...
Пристрій для виготовлення частин ливарної форми з горизонтальною площою розняття
Номер патенту: 6328
Опубліковано: 29.12.1994
Автори: Клаус Торбен Єнсен, Йорн Е.Йохансен, Хокон Каусеруд
МПК: B22C 15/00
Мітки: площою, ливарної, розняття, форми, частин, виготовлення, горизонтальною, пристрій
Формула / Реферат:
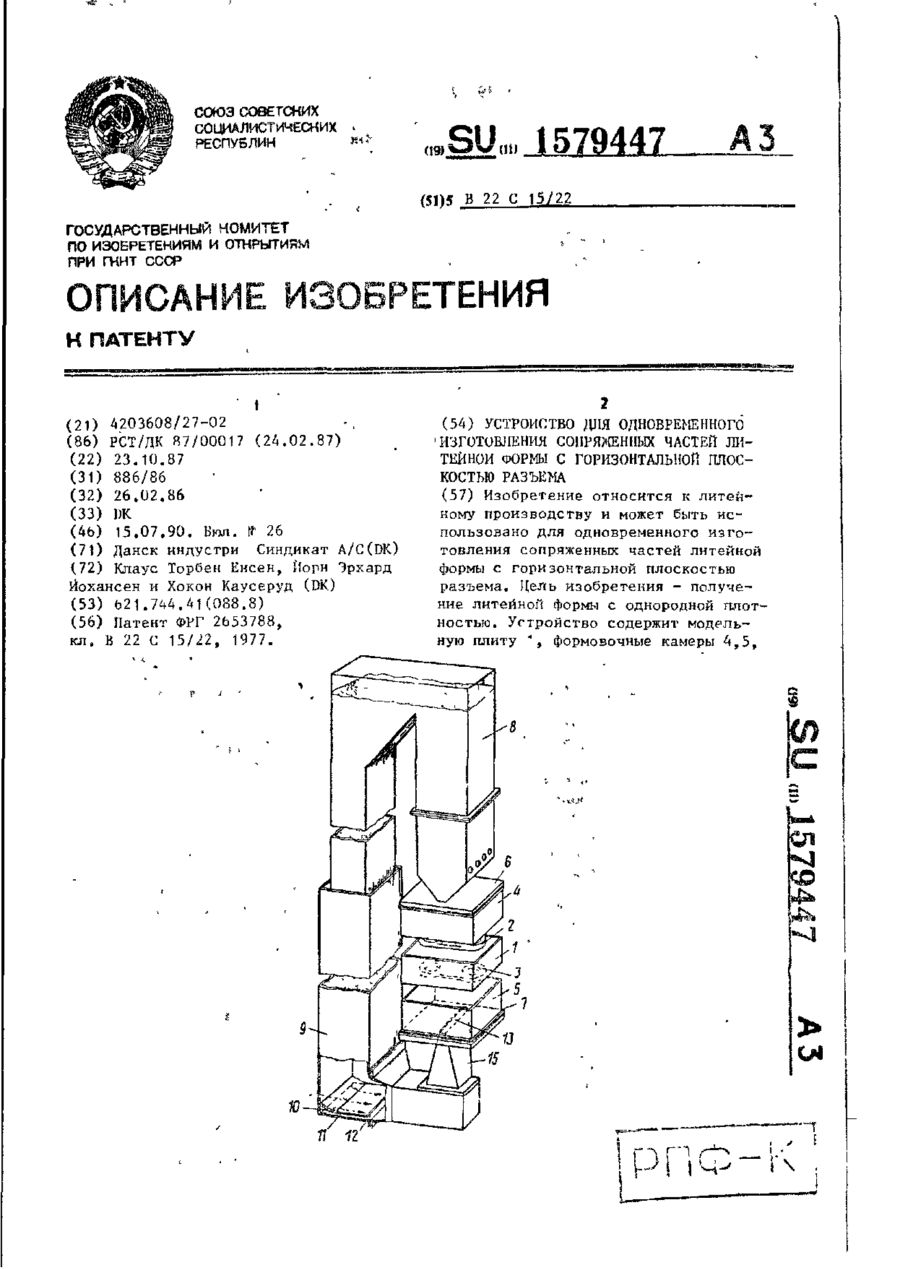
Устройство для изготовления частей литейной формы с горизонтальной плоскостью разъема, содержащее модельную плиту, формовочную камеру, полость которой сообщена с вакуумной системой, трубопровод для подачи смеси, расположенный вертикально над формовочной камерой и имеющий воздухозаборные отверстия с защитными пластинами, отличающееся тем, что, с целью предотвращения образования комков в литейной форме за счет снижения трения между...
Пристрій для одночасного виготовлення сполучених частин ливарної форми з горизонтальною площею розняття
Номер патенту: 6029
Опубліковано: 29.12.1994
Автори: Клаус Торбен Єнсен, Хокон Каусеруд, Йорн Ерхард Йохансен
МПК: B22C 15/00
Мітки: форми, виготовлення, сполучених, частин, розняття, пристрій, ливарної, одночасного, горизонтальною, площею
Формула / Реферат:
Устройство для одновременного изготовления сопряженных частей литейной формы с горизонтальной плоскостью разъема, содержащее двухстороннюю модельную плиту, расположенную между верхней и нижней формовочными камерами, полость которых сообщена с вакуумной системой, трубу L-образной формы для подачи смеси, верхняя часть которой соединена с бункером, расположенным над формовочными камерами, а нижняя соединена с нижней формовочной камерой и...
Установка для виготовлення ливарної форми
Номер патенту: 40450
Опубліковано: 16.07.2001
Автори: Грищенко Микола Миколайович, Смирнов Борис Миколайович, Козак Володимир Володимирович, Стеценко Іван Дмитрович
МПК: B22C 17/00, B22C 15/00, B22C 25/00, B22C 19/00
Мітки: форми, установка, ливарної, виготовлення
Формула / Реферат:
Установка для виготовлення ливарної форми, яка включає підмодельну плиту з моделлю та конічно-циліндричними направляючими стержнями з одного боку і штирями для спарювання з кокілем, наповненим рідкою самотвердіючою сумішшю, та упорами з іншого боку, а також траверси з отворами, в яких розташовані направляючі стержні, яка відрізняється тим, що довжина циліндричної частини направляючого стержня дорівнює відстані між площиною роз’єма кокіля і...
Спосіб виготовлення ливарної форми
Номер патенту: 37896
Опубліковано: 15.05.2001
Автори: Козак Володимир Володимирович, Стеценко Іван Дмитрович, Смирнов Борис Миколайович
МПК: B22C 9/00
Мітки: форми, ливарної, виготовлення, спосіб
Текст:
...винаходом, що пропонується, є вибір оптимального питомого тиску моделі на формовочну суміш, що забезпечує суттєве покращення якості ливарних форм та виливків. Суть запропонованого технічного рішення полягає в тому, що вагу моделі разом з підмодельною плитою встановлюють в строго визначених межах. Верхня межа запобігає створенню надмірних питомих тисків на РСС (вище 0,12 МПа), здатних ліквідувати її рідкотекучість. Нижня межа (0,08 МПа)...
Попередній патент: Корпус захисного контейнера і спосіб його виготовлення
Наступний патент: Спосіб одержання і виділення глікозидів індолокарбазолу
Випадковий патент: Спосіб оцінки термостійкості матеріалів