Спосіб виробництва арматурного прокату на безперервному дрібносортному стані
Номер патенту: 75494
Опубліковано: 17.04.2006
Автори: Курочкін Олександр Федорович, Кекух Анатолій Володимирович, Жучков Сергій Михайлович, Спіняков Віктор Костянтинович, Тряпічкін Михайло Георгійович, Кулаков Леонід Васильович, Шеремет Володимир Олександрович, Паламар Дмитро Григорович, Сокуренко Анатолій Валентинович, Лохматов Олександр Павлович
Формула / Реферат
Спосіб виробництва арматурного прокату на безперервному стані, який включає нагрів заготовок під прокатку в нагрівальній печі, прокатку арматурного прокату на безперервному стані із заданими деформаційними і швидкісними параметрами і температурою кінця прокатки, який відрізняється тим, що нагрів заготовок під прокатку здійснюють до температури, встановленої, виходячи із залежності:
T0=A+B×Tк+C×Vпр,
причому коефіцієнти А, В, і С встановлюють, виходячи із залежностей:
А=-4,19×10-2×F2+18,291×F-2887,18
В=7,77×10-5×F2-0,0328×F+5,5274
С=-1,5×10-3×F2+0,649×F-90,4,
де Tк - температура кінця прокатки, °С;
Vпр - швидкість прокатки, м/с;
F - площа поперечного перерізу прокатного арматурного профілю, мм2.
Текст
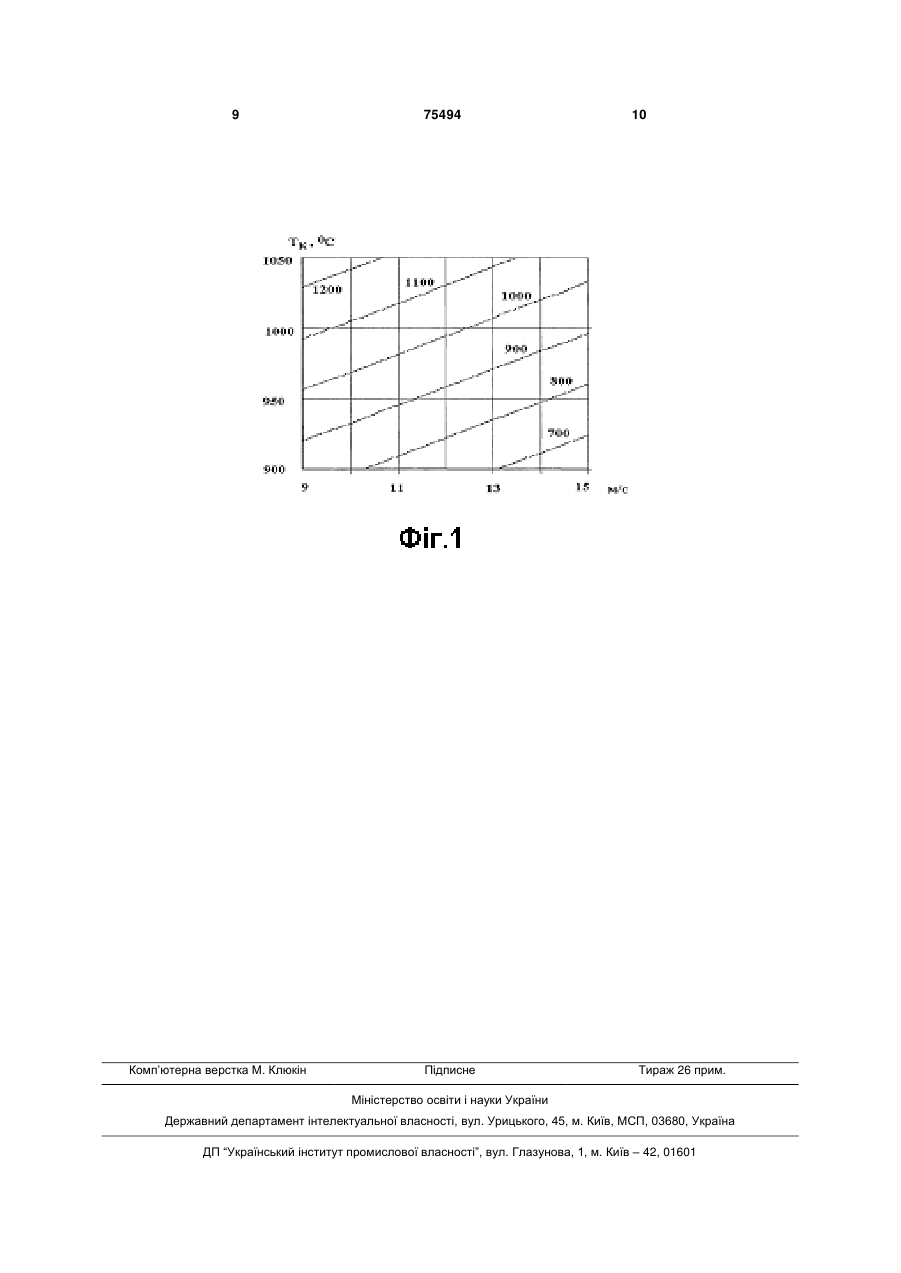
Спосіб виробництва арматурного прокату на безперервному стані, який включає нагрів заготовок під прокатку в нагрівальній печі, прокатку арматурного прокату на безперервному стані із заданими деформаційними і швидкісними параметрами і температурою кінця прокатки, який відрізняється тим, що нагрів заготовок під прокатку здійснюють до температури, встановленої, виходячи із залежності: T0=A+B Tк+C Vпр, причому коефіцієнти А, В, і С встановлюють, виходячи із залежностей: А=-4,19 10-2 F2+18,291 F-2887,18 В=7,77 10-5 F2-0,0328 F+5,5274 С=-1,5 10-3 F2+0,649 F-90,4, де Tк - температура кінця прокатки, °С; Vпр - швидкість прокатки, м/с; F - площа поперечного перерізу прокатного арматурного профілю, мм2. UA (21) 20040605104 (22) 29.06.2004 (24) 17.04.2006 (46) 17.04.2006, Бюл. № 4, 2006 р. (72) Жучков Сергій Михайлович, Кекух Анатолій Володимирович, Кулаков Леонід Васильович, Шеремет Володимир Олександрович, Сокуренко Анатолій Валентинович, Лохматов Олександр Павлович, Курочкін Олександр Федорович, Паламар Дмитро Григорович, Тряпічкін Михайло Георгійович, Спіняков Віктор Костянтинович (73) ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "КРИВОРІЗЬКИЙ ГІРНИЧО-МЕТАЛУРГІЙНИЙ КОМБІНАТ "КРИВОРІЖСТАЛЬ" (56) SU 1537697 A1, 23.01.1990 SU 734297, 15.05.1980 SU 1688088 A1, 30.10.1991 RU 2213150 C2, 27.09.2003 RU 2219005 C2, 20.12.2003 Прокатные станы. Справочник, Т.2, Средне-, мелкосортные и специальные станы, М: "Металлургия", 1992, - C. 226-233 Жучков С.М., Кулаков Л.В., Лохматов А.П. Исследование влияния технологических факторов на температурный режим прокатки на непрерывном C2 2 (19) 1 3 75494 4 го режиму безперервної сортової прокатки, що T0 = A + B.Tк + С.Vпp, дозволяє, з одного боку, забезпечити необхідний причому коефіцієнти А, В, і С встановлюють вихокомплекс механічних властивостей готового продячи з залежностей: кату, а, з іншого боку - знизити непродуктивні витА = -4,19.10-2.F2 + 18,291.F - 2887,18 рати енергії при забезпеченні заданої якості проВ = 7,77 .10-5.F2 - 0,0328.F + 5,5274 . -2. 2 . кату. Особливо актуальний регламент С = -1,5 10 F + 0,649 F - 90,4, температурного режиму прокатки при виробництві де Тк - температура кінця прокатки, °С; прокату з заданими показниками якості за рівнем Vnp - швидкість прокатки, м/с; механічних та технологічних властивостей, наF - площа поперечного перерізу прокатаноприклад, при виробництві періодичного арматурго арматурного профілю, мм2. Отже, спосіб, що ного прокату. заявляється, відповідає критерію "новизна". В якості прототипу прийнятий спосіб виробСпосіб здійснюється таким чином. ництва арматурного прокату на безперервних стаЗаготовку квадратного перерізу, призначену нах, що включає нагрів заготовок під прокатку в для прокатки деякого арматурного профілю з регнагрівальній печі, прокатку арматурного прокату ламентованими (заданими) деформаційнона безперервному стані з заданими швидкісними умовами та заданою температурою деформаційними і швидкісними параметрами і кінця прокатки, нагрівають у нагрівальній печі. температурою кінця прокатки [4]. Нагріту до температури прокатки Т0 заготовку проНедоліками прототипу є відсутність регламенкатують у лінії безперервного дрібносортного стату нагріву заготовок під прокатку в залежності від ну із заданою швидкістю кінця прокатки Vnp і деформаційно-швидкісних параметрів прокатки і деформаційними параметрами прокатки, обумовтемператури термомеханічної обробки прокату леними таблицею калібрування, до одержання (температури кінця прокатки), що не дозволяє заарматурного прокату необхідного профілю. Армабезпечити відповідний комплекс механічних влатурний профіль одержують із заданою температустивостей арматурного прокату, зокрема термічно рою кінця прокатки Тк. Регламентація температури і термомеханічне зміцненого. кінця прокатки Тк необхідна для здійснення Задача, яка розв'язується винаходом, наступної термомеханічної обробки прокату з проскладається в розробці способу виробництва аркатного нагріву, з метою одержання необхідної матурного прокату на безперервному стані, що структури і характеристик механічних властивозабезпечує необхідний комплекс механічних і стей готового прокату. Для одержання арматурнотехнологічних властивостей термічно і го прокату з необхідною структурою і властивотермомеханічне зміцненого арматурного прокату, стями в умовах безперервного дрібносортного за рахунок регламентації нагріву заготовок під стану, де швидкісний режим прокатки в кожній кліті прокатку в залежності від деформаційностану "жорстко" регламентований умовою сталості швидкісних параметрів прокатки і температури секундних об'ємів, регламентують нагрівання заготермомеханічної обробки прокату - температури товки під прокатку з урахуванням швидкості прокінця прокатки. катки та температури кінця прокатки. При цьому Технічний результат, одержаний в результаті нагрівання заготовок під прокатку здійснюють до рішення поставленої задачі, складається в температури, встановленої виходячи з залежності: підвищенні комплексу механічних і технологічних T0 = A + B.Tк + С.Vпp, властивостей термічно і термомеханічне причому коефіцієнти А, В, і С встановлюють вихозміцненого арматурного прокату, виробленого на дячи з залежностей: типовому безперервному дрібносортному стані. А = -4,19.10-2.F2 + 18,291.F - 2887,18 Рішення поставленої задачі забезпечується В = 7,77 .10-5.F2 - 0,0328.F + 5,5274 тим, що в способі виробництва арматурного проС = -1,5 .10-2.F2 + 0,649.F - 90,4, кату на безперервному стані, що включає нагрів де Тк - температура кінця прокатки, С; заготовок під прокатку в нагрівальній печі, прокатVпp - швидкість прокатки, м/с; ку арматурного прокату на безперервному стані з F - площа поперечного перерізу прокатанозаданими деформаційними і швидкісними параго арматурного профілю, мм2. метрами і температурою кінця прокатки, нагрів Залежність, що заявляється, отримана в заготовки під прокатку здійснюють до температурезультаті аналітичних та експериментальних ри, встановленої виходячи із залежності: досліджень, виконаних в Інституті чорної T0 = A + B.Tк + С.Vпp, металургії ім. З. І. Некрасова НАН України і на причому коефіцієнти А, В, і С установлюють вихобезперервному дрібносортному стані 250 ВАТ дячи з залежностей: "Криворіжсталь". А = -4,19.10-2.F2 + 18,291.F - 2887,18 У процесі проведення досліджень по визнаВ = 7,77 .10-5.F2 - 0,0328.F + 5,5274 ченню умов реалізації способу температура С = -1,5 .10-2.F2 + 0,649.F - 90,4, нагріву заготовок під прокатку То варіювалася у де Тк - температура кінця прокатки, °С; межах 950-1250°С, швидкість прокатки Vпp у межах Vnp - швидкість прокатки, м/с; 10-15 м/с і температура кінця прокатки Тк у межах F - площа поперечного перерізу прокатано900-1050°С для арматурних профілів із площею го арматурного профілю, мм 2. Порівняння з пропоперечного перерізу від 80 до 210 мм2. тотипом показує, що спосіб, який заявляється, Деформаційні умови прокатки, відповідали таблиці відрізняється від відомого тим, що нагрів заготовок калібрування. Це дало можливість за допомогою під прокатку здійснюють до температури, статистичної обробки встановити вплив встановленої виходячи з залежності: 5 75494 6 технологічних параметрів, які варіювалися, на де Тк - температура кінця прокатки, С; температуру нагріву під прокатку. Vпp - швидкість прокатки, м/с; На підставі статистичної обробки результатів F - площа поперечного перерізу прокатаноекспериментів одержали залежність температури го арматурного профілю.мм2 В якості прикладу початку прокатки То, як функцію швидкості прокатнаведено розрахунок температури нагріву вихідної ки Vnp, температури кінця прокатки Тк і площі попезаготовки для прокатки арматурного профілю №12 речного перерізу F прокатаного арматурного в умовах вказаного безперервного дрібносортного стану 250. профілю у вигляді Т0 = (Vnp, Тк, F), яка визначає Арматурний профіль №12, згідно з ДСТУ 3760параметри способу прокатки, що заявляється. 98, має номінальну площу поперечного перерізу Емпіричний характер залежності температури Fном = 113,0 мм2; теоретична маса погонного метру нагріву заготовок під прокатку Т0, що заявляється, профілю складає 0,868 кг; допустимі відхилення в проте, не обмежує умови її практичного застосумежах ±5%. вання. Діапазон досліджень охоплює практичні Виконуємо розрахунок теоретичної маси поумови прокатки на типових безперервних гонного метру профілю згідно з допустимими дрібносортних станах. Це дозволяє використовувідхиленнями: вати запропонований спосіб прокатки на різних 5% від маси погонного метру профілю склабезперервних станах, причому особливо ефективдають: но його використання при освоєнні нових профілерозмірів сортаменту таких станів, а також 0,868 5 m5% 0,043 кг при реконструкції станів, що передбачає, наприк100 лад, зміну температури нагрівання заготовок під Маса погонного метру профілю з урахуванням прокатку і швидкості прокатки. Зазначені обставимінусового допустимого відхилення (-5%) складає: ни забезпечують заявленому технічному рішенню m№12 0,868 0,043 0,825 кг; відповідність критерію "промислова Маса погонного метру профілю з урахуванням застосовуємість". плюсового допустимого відхилення (+5%) складає: Спосіб, що заявляється, був випробуваний на безперервному дрібносортному стані 250 під час m№12 0,868 0,043 0,911 кг; прокатки термомеханічне зміцненого з прокатного Рівняння для розрахунку площі поперечного нагріву арматурного прокату №12 класу А 400 зі перерізу профілю приймає вигляд: сталі ЗТРпс. В якості вихідної заготовки для виробництва прокату усього розмірного і марочного Fном m ; F сортаменту на стані такого типу використовується m 2 заготовка перерізом 80х80 мм і довжиною 12 м. Площа поперечного перерізу профілю з ураДеформаційні умови прокатки арматурного хуванням мінусового допустимого відхилення (профілю №12 характеризуються сумарною витяж5%) складає: 55,17 кою 113 0,825 Fmin 107,4 мм2 Особливості конструктивно-структурного скла0,868 ду основного технологічного устаткування типовоПлоща поперечного перерізу профілю з ураго безперервного двохнитокового дрібносортного хуванням плюсового допустимого відхилення стану 250: двохниткова чорнова група - сім гори(+5%) складає: зонтальних клітей з діаметром робочих валків 400113 0,911 Fmin 118,6 мм2 360 мм і дві однониткові чистові групи - по вісім 0,868 вертикальних і горизонтальних клітей, що чередуВикористовуючи залежність, що заявляється, ються, із діаметром робочих валків 330-295 мм. виконуємо розрахунок температури нагріву Виробництво арматурних профілів в умовах вихідних заготовок для прокатки арматурного вказаного безперервного дрібносортного стану профілю №12 з номінальною площею поперечного здійснюється без використання поздовжнього перерізу та з урахуванням допустимих відхилень: розділення розкату в потоці стану. to=a+b.t,+c.v„p, Умови реалізації способу, що заявляється, на у який коефіцієнти А, В, і С установлюють витиповому дрібносортному стані 250 описуються ходячи з залежностей: номограмою, представленою на фіг. 1. А = -4,19.10-2.F2 + 18,291.F - 2887,18 Тут показана залежність температури нагріву В = 7,77 .10-5.F2 - 0,0328.F + 5,5274 заготовок під прокатку Т0, що заявляється, яка С = -1,5 .10-2.F2 + 0,649.F - 90,4, визначає умови реалізації способу виробництва як де Тк - температура кінця прокатки, °С; функції швидкості прокатки Vпp і температури кінця Vпp - швидкість прокатки, м/с; прокатки Тк, при виробництві термомеханічне F - площа поперечного перерізу прокатаного зміцненого арматурного прокату №12 на типовому арматурного профілю,мм2 дрібносортному стані 250, побудована згідно з Згідно із статистичними даними швидкість виразом: прокатки арматурного профілю №12 складає 15 T0 = A + B.Tк + С.Vпp, м/с, температура кінця прокатки складає 1060°С. у який коефіцієнти А, В, і С установлюють виходяТемпература нагріву вихідної заготовки для чи з залежностей: прокатки арматурного профілю №12 з А = -4,19.10-2.F2 + 18,291.F - 2887,18 мінімальною площею поперечного перерізу В = 7,77 .10-5.F2 - 0,0328.F + 5,5274 (F = 107,4 мм2) складає: С = -1,5 .10-2.F2 + 0,649.F - 90,4, А= -4,19.10-2.107,42 + 18,291.107,4-2887,18 = 7 75494 8 = - 1406; технологічних властивостей. Крім того, власне В =7,77.10-5.107,42 - 0,0328.107,4 + 5,5274 = властивості цього прокату також не будуть забез=2,9; печені через підвищену температуру термомеханіС = - 1,5.10-3.107,42 + 0,649.107,4-90,4 = - 38; чної обробки прокату - температуру кінця прокатТ0 = - 1406+2,9.1060-38.15 = 1098 °С ки. У випадку зменшення температури нагріву під Температура нагріву вихідної заготовки для прокатку недотримання зазначеного регламенту прокатки арматурного профілю №12 з не забезпечить заданий комплекс властивостей номінальною площею поперечного перерізу арматурного прокату через знижену температуру (F = 113 мм2) складає: термомеханічної обробки прокату - температуру А = -4,19.10-2. 107,42+18,291.113-2887,18 = кінця прокатки. = -1355; Таким чином, реалізація запропонованого споВ = 7,77.10-5.107,42 -0,0328.113+5,5274 = 2,8; собу без яких-небудь капітальних витрат і ускладС = -1,5.10-3.107,42+0,649.113-90,4 = -36,2 ; нення технологічного процесу, тобто з T0 = -1355 + 2,8.1060-36,2.15 = 1083 °С мінімальними технологічними заходами, забезпеТемпература нагріву вихідної заготовки для чить необхідний комплекс властивостей термічно і прокатки арматурного профілю №12 з максимальтермомеханічне зміцненого з прокатного нагріву ною площею поперечного перерізу (F = 118,6 мм2) арматурного прокату, виробленого на типовому складає: безперервному дрібносортному стані, за рахунок А =-4,19.10-2.118,62 + 18,291.118,6 - 2887,18 = регламентації нагріву заготовок під прокатку в =-1307; залежності від деформаційно-швидкісних В = 7,77.10-5.118.62 - 0,0328.118,6 + 5,5274 = параметрів прокатки, температури =2,7; термомеханічної обробки прокату (температури С = -1,5.10-3.118,62 + 0,649.118,6 - 90,4 = -34,5; кінця прокатки) і площі поперечного перерізу Т0 = -1307+2,7.1060-34,5.15=1068 °С профілю, що прокатується. Таким чином температура нагріву під прокатку Джерела інформації, прийняті до уваги при То при виробництві арматурного прокату №12 з складанні заявки: урахуванням допустимих відхилень маси погонно1. Грудев А. П., Машкин Л. Ф., Ханин М. И. го метру в межах ±5% складає 1068-1098°С. Технология прокатного производства. М.: МеталСлід відзначити, що при реалізації процесу лургия .- 1994, 656с, С. 229-236 прокатки-розділення регламент нагріву під прокат2. Жучков С. М., Лохматов А. П., Кулаков Л. В. ку буде іншим. Изменение температуры раската на непрерывном Дотримання зазначеного регламенту нагріву мелкосортном стане / Фундаментальные и привихідних заготовок під прокатку на стані 250 дозкладные проблемы черной металлургии. Сборник волить забезпечити необхідний комплекс научных трудов. ИЧМ НАН Украины Выпуск 4 Киев механічних і технологічних властивостей арматур"Наукова думка", 2001, С. 117-121 ного прокату, термічно і термомеханічне 3. Жучков С. М., Кулаков Л. В., Лохматов А. П. зміцненого з прокатного нагріву, за рахунок забезИсследование влияния технологических факторов печення заданої температури термомеханічної на температурный режим прокатки на непрерывобробки прокату - температури кінця прокатки - з ном мелкосортном стане / Фундаментальные и урахуванням деформаційно-швидкісних прикладные проблемы черной металлургии. параметрів прокатки. Сборник научных трудов. ИЧМ НАН Украины ВыПри недотриманні зазначеного регламенту, пуск 4 Киев "Наукова думка", 2001, С. 121-128. наприклад, у випадку надмірного збільшення тем4. Прокатные станы. Справочник. В 3-х томах. ператури нагріву під прокатку необґрунтоване збіТ.2 Средне-, мелкосортные и специальные станы / льшуються витрати енергії на нагрів заготовки при В. Г. Антипин, Д. К. Нестеров, Н. Ф. Грицук и др..// виробництві термічно і термомеханічне зміцненого 2-изд. перераб. и доп. - М., Металлургия, 1992, періодичного арматурного прокату з регламентоС.226-233- прототип. ваними показниками якості за рівнем механічних і 9 Комп’ютерна верстка М. Клюкін 75494 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of reinforcing rolled metal on the continuous small-section mill
Автори англійськоюZhuchkov Serhii Mykhailovych, Kekukh Anatolii Volodymyrovych, Kulakov Leonid Vasyliovych, Sheremet Volodymyr Oleksandrovych, Sokurenko Anatolii Valentynovych, Lokhmatov Oleksandr Pavlovych, Kurochkin Oleksandr Fedorovych, Triapichkin Mykhailo Heorhiiovych, Spiniakov Viktor Kostiantynovych
Назва патенту російськоюСпособ производства арматурного проката на непрерывном мелкосортном стане
Автори російськоюЖучков Сергей Михайлович, Кэкух Анатолий Владимирович, Кулаков Леонид Васильевич, Шеремет Владимир Александрович, Сокуренко Анатолий Валентинович, Лохматов Александр Павлович, Курочкин Александр Федорович, Тряпичкин Михаил Георгиевич, Спиняков Виктор Константинович
МПК / Мітки
Мітки: дрібносортному, виробництва, прокату, стані, арматурного, спосіб, безперервному
Код посилання
<a href="https://ua.patents.su/5-75494-sposib-virobnictva-armaturnogo-prokatu-na-bezperervnomu-dribnosortnomu-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва арматурного прокату на безперервному дрібносортному стані</a>
Спосіб виробництва арматурного прокату на безперервних дрібносортних станах
Номер патенту: 13169
Опубліковано: 15.03.2006
Автори: Лохматов Олександр Павлович, Корінь Андрій Олександрович, Тряпічкін Михайло Георгійович, Тєряєв Олександр Митрофанович, Кекух Анатолій Володимирович, Кулаков Леонід Васильович, Жучков Сергій Михайлович, Спіняков Віктор Костянтинович, Шеремет Володимир Олександрович, Курочкін Олександр Федорович, Білий Микола Павлович, Сокуренко Анатолій Валентинович, Паламар Дмитро Григорович
Мітки: виробництва, станах, арматурного, безперервних, прокату, спосіб, дрібносортних
Формула / Реферат:
Спосіб виробництва арматурного прокату на безперервних дрібносортних станах, який включає нагрівання заготовок під прокатку в нагрівальній печі, дворівчакову прокатку-розділяння арматурного прокату на безперервному стані із заданими деформаційними і швидкісними параметрами та температурою кінця прокатки, який відрізняється тим., що нагрівання заготовок під прокатку здійснюють до температури, встановленої, виходячи із...
Спосіб виробництва товстолистового прокату
Номер патенту: 69842
Опубліковано: 15.09.2004
Автори: Мурашкін Олександр Вікторович, Климанчук Владислав Владиславович, Бочек Анатолій Павлович, Ларіонов Олександр Олексійович, Шебаніц Едуард Миколайович, Пушков Валерій Васильйович, Самохвалов Володимир Михайлович, Бойко Володимир Семенович, Фентісов Ігор Миколайович
МПК: B21B 1/26
Мітки: товстолистового, прокату, спосіб, виробництва
Формула / Реферат:
Спосіб виробництва товстолистового прокату з Gв ≤ 500 МПа зі сталей, які містять Fe, С, Mn, Si, S, P, Al, що включає виплавку напівпродукту в кисневому конверторі, доведення сталі в ковші по хімічному складу, розливання на машинах безупинного лиття заготівок і прокатку на товстолистовому стані, який відрізняється тим, що вміст Mn і температуру кінця прокатки, залежно від товщини готового прокату, встановлють в наступних межах: ...
Спосіб виробництва сталевого прокату
Номер патенту: 3348
Опубліковано: 15.11.2004
Автори: Куцова Валентина Зиновіївна, Великоцький Роман Євгенович
МПК: C21D 8/00
Мітки: прокату, виробництва, сталевого, спосіб
Формула / Реферат:
Спосіб виробництва сталевого прокату, що включає гарячу прокатку зливка, охолодження проміжного розкату до заданої температури з заданою швидкістю, наступне його нагрівання, прокатку та термообробку, який відрізняється тим, що перед установленням режиму термічної обробки роботу удару сталі визначають з урахуванням вмісту основних хімічних елементів у сталі марки Е32 по формулі:KV-40 = 101-125С-71Мn+887Тi+222Сr+1151Аl, де: символ...
Спосіб виробництва сталевого прокату
Номер патенту: 65376
Опубліковано: 15.03.2004
Автор: Великоцький Роман Євгенович
МПК: C21D 8/00
Мітки: прокату, сталевого, спосіб, виробництва
Формула / Реферат:
Спосіб виробництва сталевого прокату, що включає гарячу прокатку зливка, охолодження проміжного розкату до заданої температури з заданою швидкістю, наступний його нагрів, прокатку та термообробку, який відрізняється тим, що перед установленням режиму термічної обробки оптимальну температуру кінця прокатки сталі визначають з урахуванням вмісту всіх хімічних елементів у сталі 10ХСНД, товщини прокату та необхідного значення границі текучості,...
Спосіб виробництва сталевого прокату
Номер патенту: 65379
Опубліковано: 15.03.2004
Автор: Великоцький Роман Євгенович
МПК: C21D 8/00
Мітки: сталевого, прокату, виробництва, спосіб
Формула / Реферат:
Спосіб виробництва сталевого прокату, що включає гарячу прокатку зливка, охолодження проміжного розкату до заданої температури з заданою швидкістю, наступний його нагрів, прокатку та термообробку, який відрізняється тим, що перед установленням режиму термічної обробки оптимальну температуру кінця прокатки сталі визначають з урахуванням вмісту всіх хімічних елементів у сталі 10ХСНД, товщини прокату та необхідного значення тимчасового опору,...
Попередній патент: Спосіб лікування хворих на поширені форми раку шийки матки
Наступний патент: Сухий замінник незбираного молока для відгодівлі худоби
Випадковий патент: Пристрій для виміру деформації надпліччя і плечового пояса