Спосіб виробництва арматурного прокату на безперервних дрібносортних станах
Номер патенту: 13169
Опубліковано: 15.03.2006
Автори: Жучков Сергій Михайлович, Корінь Андрій Олександрович, Тряпічкін Михайло Георгійович, Тєряєв Олександр Митрофанович, Білий Микола Павлович, Сокуренко Анатолій Валентинович, Паламар Дмитро Григорович, Спіняков Віктор Костянтинович, Курочкін Олександр Федорович, Шеремет Володимир Олександрович, Лохматов Олександр Павлович, Кулаков Леонід Васильович, Кекух Анатолій Володимирович
Формула / Реферат
Спосіб виробництва арматурного прокату на безперервних дрібносортних станах, який включає нагрівання заготовок під прокатку в нагрівальній печі, дворівчакову прокатку-розділяння арматурного прокату на безперервному стані із заданими деформаційними і швидкісними параметрами та температурою кінця прокатки, який відрізняється тим., що нагрівання заготовок під прокатку здійснюють до температури, встановленої, виходячи із залежності:
T0=A·F2+B·F+C,
причому коефіцієнти А, В і С встановлюють, виходячи із залежностей:
A = - 7,64·10-2 + 1,22·10-4·Тk - 3,76·10-3·Vпр
В = 23,879 - 0,03528·Tk + 0,929·Vпр
С = -2634,57 + 4,541·Tk - 77,207·Vпр,
де Тk - температура кінця прокатки, °С;
Vпр - швидкість дворівчакової прокатки-розділяння, м/с;
F - площа поперечного перерізу прокатаного арматурного профілю, мм2.
Текст
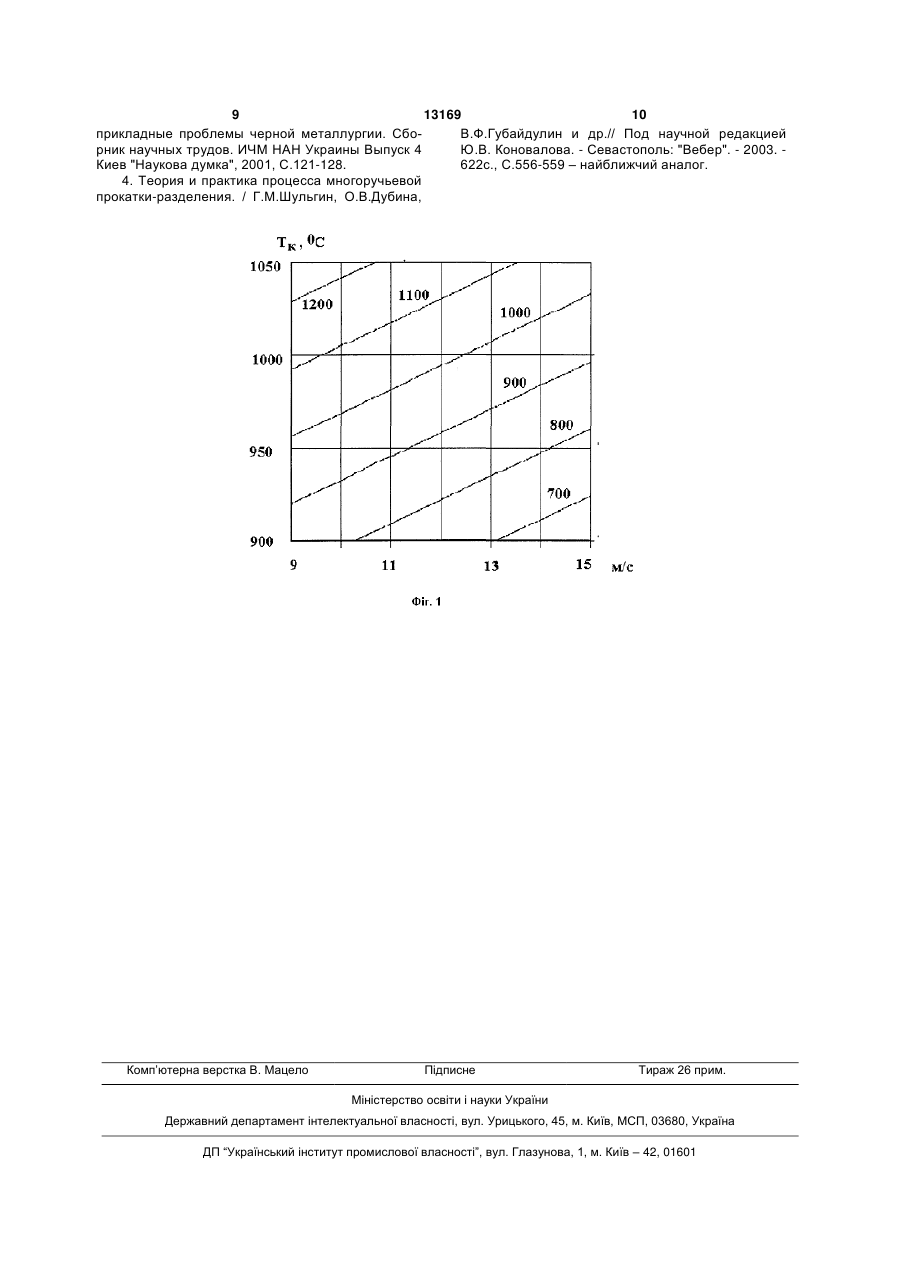
Спосіб виробництва арматурного прокату на безперервних дрібносортних станах, який включає нагрівання заготовок під прокатку в нагрівальній 3 13169 4 ження температури прокатаного металу. При прошвидкісних параметрів прокатки і температури катці в чистових групах робочих клітей температутермомеханічної обробки прокату - температури ра розкату зростає за рахунок деформаційного кінця прокатки. розігріву [3]. Тому, особливу роль здобуває реглаТехнічний результат, одержаний в результаті ментація температурного режиму безперервної рішення поставленої задачі, складається в підвисортової прокатки, що дозволяє, з одного боку, щенні комплексу механічних і технологічних власзабезпечити необхідний комплекс механічних влативостей термічно і термомеханічно зміцненого стивостей готового прокату, а, з іншого боку - зниарматурного прокату, виробленого на типовому зити непродуктивні витрати енергії при забезпебезперервному дрібносортному стані з викорисченні заданої якості прокату. Особливо актуальний танням процесу прокатки-розділяння. регламент температурного режиму прокатки при Рішення поставленої задачі забезпечується виробництві прокату з заданими показниками якотим, що в способі виробництва арматурного прості за рівнем механічних та технологічних властикату на безперервних дрібносортних станах, який востей, наприклад, при виробництві періодичного включає нагрівання заготовок під прокатку в нагріарматурного прокату. вальній печі, дворівчакову прокатку-розділяння Таким чином, відсутність регламентації нагріву арматурного прокату на безперервному стані із заготовок під прокатку з урахуванням температури заданими деформаційними і швидкісними парамекінця прокатки і швидкості прокатки є суттєвим трами та температурою кінця прокатки, нагрівання недоліком відомих способів. заготовок під прокатку здійснюють до температуЗа найближчий аналог прийнятий спосіб вирори, встановленої виходячи із залежності бництва арматурного прокату на безперервних T0=A·F2+B·F+C, дрібносортних станах, який включає нагрівання причому коефіцієнти А, В, і С встановлюють заготовок під прокатку в нагрівальній печі, дворіввиходячи з залежностей: чакову прокатку-розділяння арматурного прокату A=-7,64·10-2+1,22·10-4·Тk-3,76·10-3·Vпр на безперервному стані із заданими деформаційВ=23,879-0,03528·Tk+0,929·Vпр ними і швидкісними параметрами та температуС=-2634,57+4,541·Tk-77,207·Vпр, рою кінця прокатки [4]. де Тk - температура кінця прокатки, °С; В останні роки для вирішення проблем інтенVпр - швидкість дворівчакової прокаткисифікації виробництва, зниження витрат енергетирозділяння, м/с; чних і матеріальних ресурсів, підвищення якості F - площа поперечного перерізу прокатаного готової продукції у сортопрокатному виробництві арматурного профілю, мм2. широке застосування одержав нетрадиційний проПорівняння з найближчим аналогом показує, цес - багаторівчакова, у тому числі, дворівчакова що спосіб, який заявляється, відрізняється від віпрокатки-розділяння. За допомогою цього процесу домого тим, що нагрівання заготовок під прокатку найбільш ефективно без істотних капітальних виздійснюють до температури, встановленої виходятрат можуть бути знижені питомі витрати енергії; чи з залежності: збільшені продуктивність прокатного стану, зменT0=A·F2+B·F+C, шені питомі витрати валків і витрати по переділу. причому коефіцієнти А, В, і С встановлюють Все це сприяє підвищенню рентабельності виробвиходячи з залежностей: ництва і конкурентоспроможності продукції. A=-7,64·10-2+1,22·10-4·Тk-3,76·10-3·Vпр Разом с цим, відсутність регламенту нагріву В=23,879-0,03528·Tk+0,929·Vпр заготовок під прокатку в залежності від деформаС=-2634,57+4,541·Tk-77,207·Vпр, ційно-швидкісних параметрів дворівчакової прокаде Тk - температура кінця прокатки, °С; тки-розділяння і температури термомеханічної Vпр - швидкість дворівчакової прокаткиобробки прокату (температури кінця прокатки) розділяння, м/с; знижує ефективність використання процесу прокаF - площа поперечного перерізу прокатаного тки-розділяння, тому що не дозволяє забезпечити арматурного профілю, мм2. відповідний комплекс механічних властивостей Отже, спосіб, що заявляється, відповідає криарматурного прокату, зокрема термічно і термометерію "новизна". ханічно зміцненого. Спосіб здійснюється таким чином. Таким чином, відсутність регламентації нагріву Заготовку квадратного перерізу, призначену заготовок під прокатку-розділяння з урахуванням для прокатки деякого арматурного профілю з регтемператури кінця прокатки і швидкості прокаткиламентованими (заданими) деформаційнорозділяння є суттєвим недоліком відомого способу швидкісними умовами та заданою температурою виробництва арматурного прокату на безперервкінця прокатки, нагрівають у нагрівальній печі. Наному дрібносортному стані, який передбачає викогріту до температури прокатки Т0 заготовку прокаристання процесу прокатки-розділяння. тують з використанням процесу прокаткиЗадача, яка розв'язується корисною моделлю, розділяння у лінії безперервного дрібносортного складається в розробці способу виробництва арстану із заданою швидкістю кінця прокатки Vпр і матурного прокату на безперервному стані, з видеформаційними параметрами прокатки, обумовкористанням процесу прокатки-розділяння, що леними таблицею калібрування, до одержання забезпечує необхідний комплекс механічних і техарматурного прокату необхідного профілю. Від нологічних властивостей термічно і термомеханічзвичайного процесу прокатки процес дворівчакової но зміцненого арматурного прокату, за рахунок прокатки-розділяння відрізняється наявністю таких регламентації нагріву заготовок під прокаткуоперацій як підготовка розкату до розділяння шлярозділяння в залежності від деформаційнохом формування розкату фігурного перерізу у ви 5 13169 6 гляді двох профілів, з'єднаних перемичкою, і позних станах. Це дозволяє використовувати запродовжнє розділяння розкату в лінії безперервного понований спосіб виробництва арматурного простану. В результаті на виході зі стану одержують кату на різних безперервних станах, причому осоводночас два арматурних профілі. Арматурні пробливо ефективно його використання при освоєнні філі одержують із заданою температурою кінця з використанням процесу дворівчакової прокаткипрокатки Тк. розділяння нових профілерозмірів сортаменту Регламентація температури кінця прокатки Тк таких станів, а також при реконструкції станів, що необхідна для здійснення наступної термомеханіпередбачає, наприклад, зміну температури нагрічної обробки прокату з прокатного нагріву, з метою вання заготовок під прокатку і швидкості прокатки. одержання необхідної структури і характеристик Зазначені обставини забезпечують заявленому механічних властивостей готового прокату. Для технічному рішенню відповідність критерію "проодержання арматурного прокату з необхідною мислова застосовуємість". структурою і властивостями в умовах безперервСпосіб, що заявляється, був випробуваний на ного дрібносортного стану, де швидкісний режим безперервному дрібносортному стані 250. Виробпрокатки в кожній кліті стану "жорстко" регламенництво арматурних профілів в умовах вказаного тований умовою сталості секундних об'ємів, регбезперервного дрібносортного стану здійснюється ламентують нагрівання заготовки під прокатку з з використанням процесу дворівчакової прокаткиурахуванням швидкості прокатки та температури розділяння із поздовжнім розділянням розкату в кінця прокатки. При цьому нагрівання заготовок під потоці стану. При випробуванні способу виробляпрокатку здійснюють до температури, встановлели термомеханічно зміцнений з прокатного нагріву ної виходячи з залежності: арматурний прокат №12 класу А400 зі сталі 3ТРпс. T0=A·F2+B·F+C, В якості вихідної заготовки для виробництва пропричому коефіцієнти А, В, і С встановлюють кату усього розмірного і марочного сортаменту на виходячи з залежностей: стані такого типу використовується заготовка пеA=-7,64·10-2+1,22·10-4·Тk-3,76·10-3·Vпр рерізом 80 80мм2 і довжиною 12м. Деформаційні В=23,879-0,03528·Tk+0,929·Vпр умови дворівчакової прокатки-розділяння арматуС=-2634,57+4,541·Tk-77,207·Vпр, рного профілю №12 характеризуються коефіцієнде Тk - температура кінця прокатки, °С; том сумарної витяжки =27,59. Vпр - швидкість дворівчакової прокаткиОсобливості конструктивно-структурного скларозділяння, м/с; ду основного технологічного устаткування типовоF - площа поперечного перерізу прокатаного го безперервного двохниткового дрібносортного арматурного профілю, мм2. стану 250: двохниткова чорнова група - сім гориЗалежність, що заявляється, отримана в резонтальних клітей з діаметром робочих валків 400зультаті аналітичних та експериментальних дослі360мм і дві однониткові чистові групи - по вісім джень, виконаних в Інституті чорної металургії ім. вертикальних і горизонтальних клітей, що чередуЗ.І. Некрасова НАН України і на безперервному ються, із діаметром робочих валків 330-295мм. дрібносортному стані 250 ВАТ КГМК "КриворіжсУмови реалізації способу, що заявляється, на таль". типовому дрібносортному стані 250 ілюструються У процесі проведення досліджень по визнаномограмою, представленою на Фіг.1. Тут показаченню умов реалізації способу температура нагріна залежність температури нагріву заготовок під ву заготовок під прокатку Т0 варіювалася у межах прокатку Т0, яка визначає умови реалізації способу 900-1250°С, швидкість прокатки-розділяння Vпр у як функції швидкості прокатки Vпр і температури межах 8-16м/с і температура кінця прокатки Тk у кінця прокатки Тk, при виробництві термомеханічно межах 900-1050°С для арматурних профілів із зміцненого арматурного прокату №12 на типовому площею поперечного перерізу від 51 до 116мм2. дрібносортному стані 250 з використанням процеДеформаційні умови дворівчакової прокаткису дворівчакової прокатки-розділяння. Вказана розділяння, відповідали таблиці калібрування. Це залежність побудована згідно з виразом: дало можливість за допомогою статистичної оброT0=A·F2+B·F+C, бки встановити вплив технологічних параметрів, причому коефіцієнти А, В, і С встановлюють які варіювалися, на температуру нагріву під дворівиходячи з залежностей: вчакову прокатку-розділяння. A=-7,64·10-2+1,22·10-4·Тk-3,76·10-3·Vпр На підставі статистичної обробки результатів В=23,879-0,03528·Tk+0,929·Vпр експериментів одержали залежність температури С=-2634,57+4,541·Tk-77,207·Vпр, початку прокатки Т0, як функцію швидкості дворівде Тk - температура кінця прокатки, °С; чакової прокатки-розділяння Vпр, температури кінVпр - швидкість дворівчакової прокаткиця прокатки Тk і площі поперечного перерізу F пророзділяння, м/с; катаного арматурного профілю у вигляді Т0= (Vпр, F - площа поперечного перерізу прокатаного Тк, F), яка визначає параметри способу виробницарматурного профілю, мм2. тва арматурного прокату на безперервних дрібноВ якості прикладу наведено розрахунок темсортних станах, що заявляється. ператури нагріву вихідної заготовки під дворівчаЕмпіричний характер залежності температури кову прокатку-розділяння арматурного профілю нагріву заготовок під прокатку Т0, що заявляється, №12 в умовах вказаного безперервного дрібносопроте, не обмежує умови її практичного застосуртного стану 250. вання. Діапазон досліджень охоплює практичні Арматурний профіль №12, згідно з ДСТУ 3760умови реалізації дворівчакової прокатки98, має номінальну площу поперечного перерізу розділяння на типових безперервних дрібносортFном=113,0мм2; теоретична маса погонного метру 7 13169 8 профілю складає 0,868кг; допустимі відхилення в ною площею поперечного перерізу (F=113мм2) межах ±5%. складає: Виконуємо розрахунок теоретичної маси поT0=0,014·1132-3,8·113+1339,2=1088°С гонного метру профілю згідно з допустимими відТемпература нагріву вихідної заготовки для хиленнями: прокатки арматурного профілю №12 з максималь2 5% від маси погонного метру профілю скланою площею поперечного перерізу (F=118,6мм ) дають: складає: T0=0,014•118,62-3,8•118,6+1339,2=1085°С 0,868·5 m5% 0,043 ; Таким чином температура нагріву під прокатку 100 T0 при виробництві арматурного прокату №12 з Маса погонного метру профілю з урахуванням використанням процесу дворівчакової прокаткимінусового допустимого відхилення (-5%) складає: розділяння та з урахуванням допустимих відхиm№12 0,868 0,043 0,825 ; лень маси погонного метру в межах ±5% складає 1085-1092°С. Маса погонного метру профілю з урахуванням Дотримання зазначеного регламенту нагріву плюсового допустимого відхилення (+5%) складає: вихідних заготовок під прокатку на стані 250 доm 0,868 0,043 0,911 ; зволить забезпечити необхідний комплекс механі№12 чних і технологічних властивостей арматурного Рівняння для розрахунку площі поперечного прокату, одержаного з використанням процесу перерізу профілю приймає вигляд: дворівчакової прокатки-розділяння, термічне і Fном ·m термомеханічне зміцненого з прокатного нагріву, ; F m за рахунок забезпечення заданої температури термомеханічної обробки прокату - температури Площа поперечного перерізу профілю з уракінця прокатки - з урахуванням деформаційнохуванням мінусового допустимого відхилення (швидкісних параметрів дворівчакової прокатки5%) складає: розділяння. 113·0,825 Fmin 107,4 ; Крім того, власне властивості цього прокату 0,868 також не будуть забезпечені через підвищену темПлоща поперечного перерізу профілю з урапературу термомеханічної обробки прокату - темхуванням плюсового допустимого відхилення пературу кінця прокатки. У випадку зменшення (+5%) складає: температури нагріву під прокатку, що також є не113·0,911 дотриманням зазначеного регламенту, не буде Fmin 118,6 ; 0,868 забезпечено заданий комплекс властивостей арматурного прокату через знижену температуру Використовуючи залежність, що заявляється, термомеханічної обробки прокату - температуру виконуємо розрахунок температури нагріву вихідкінця прокатки. них заготовок для дворівчакової прокаткиТаким чином, реалізація запропонованого спорозділяння арматурного профілю №12 з номінальсобу без яких-небудь капітальних витрат і ускладною площею поперечного перерізу та з урахуваннення технологічного процесу, тобто з мінімальням допустимих відхилень: ними технологічними заходами, забезпечить T0=A·F2+B·F+C, необхідний комплекс властивостей термічно і терпричому коефіцієнти А, В, і С встановлюють момеханічно зміцненого з прокатного нагріву арвиходячи з залежностей: матурного прокату, виробленого на типовому безA=-7,64·10-2+1,22·10-4·Тk-3,76·10-3·Vпр перервному дрібносортному стані із В=23,879-0,03528·Tk+0,929·Vпр застосуванням процесу дворівчакової прокаткиС=-2634,57+4,541·Tk-77,207·Vпр, розділяння за рахунок регламентації нагріву загоде Тk - температура кінця прокатки, °С; товок під прокатку в залежності від деформаційноVпр - швидкість дворівчакової прокаткишвидкісних параметрів прокатки, температури розділяння, м/с; термомеханічної обробки прокату (температури F - площа поперечного перерізу прокатаного кінця прокатки) і площі поперечного перерізу проарматурного профілю, мм2. філю, що прокатується. Згідно із статистичними даними швидкість Джерела інформації, прийняті до уваги при прокатки арматурного профілю №12 складає складанні заявки. 9,7м/с, температура кінця прокатки складає 1. Грудев А.П., Машкин Л.Ф., Ханин М.И. Тех1040°С. нология прокатного производства. М.: МеталлурКоефіцієнти А, В та С за цих умов дорівнювагия. - 1994, 656с, С.229-236. тимуть: 2. Жучков С.М., Лохматов А.П., Кулаков Л.В. A=-7,64·10-2+1,22·10-4·1040-3,76·10-3·9,7=0,014 Изменение температуры раската на непрерывном В=23,879-0,03528·1040+0,929·9,7=-3,8 мелкосортном стане / Фундаментальные и прикС=-2634,57+4,541·1040-77,207·9,7=1339,2, ладные проблемы черной металлургии. Сборник Температура нагріву вихідної заготовки для научных трудов. ИЧМ ПАН Украины, Выпуск 4, прокатки арматурного профілю №12 з мінімальКиев, "Наукова думка", 2001, С.117-121. ною площею поперечного перерізу (F=107,4мм2) 3. Жучков С.М., Кулаков Л.В., Лохматов А.П. складає Исследование влияния технологических факторов Т0=0,014·107,42-3,8·107,4+1339,2=1092°С на температурный режим прокатки на непрерывТемпература нагріву вихідної заготовки для ном мелкосортном стане / Фундаментальные и прокатки арматурного профілю №12 з номіналь 9 13169 10 прикладные проблемы черной металлургии. СбоВ.Ф.Губайдулин и др.// Под научной редакцией рник научных трудов. ИЧМ НАН Украины Выпуск 4 Ю.В. Коновалова. - Севастополь: "Вебер". - 2003. Киев "Наукова думка", 2001, С.121-128. 622с., С.556-559 – найближчий аналог. 4. Теория и практика процесса многоручьевой прокатки-разделения. / Г.М.Шульгин, О.В.Дубина, Комп’ютерна верстка В. Мацело Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of production of reinforcing rolled metal on continuous small-section mills
Автори англійськоюSokurenko Anatolii Valentynovych, Sheremet Volodymyr Oleksandrovych, Kekukh Anatolii Volodymyrovych, Kurochkin Oleksandr Fedorovych, Triapichkin Mykhailo Heorhiiovych, Zhuchkov Serhii Mykhailovych, Kulakov Leonid Vasyliovych, Spiniakov Viktor Kostiantynovych, Lokhmatov Oleksandr Pavlovych, Korin Andrii Oleksandrovych, Bylyii Mykola Pavlovich
Назва патенту російськоюСпособ производства арматурного проката на непрерывных мелкосортных станах
Автори російськоюСокуренко Анатолий Валентинович, Шеремет Владимир Александрович, Кэкух Анатолий Владимирович, Курочкин Александр Федорович, Тряпичкин Михаил Георгиевич, Жучков Сергей Михайлович, Кулаков Леонид Васильевич, Спиняков Виктор Константинович, Лохматов Александр Павлович, Коринь Андрей Александрович, Билый Николай Павлович
МПК / Мітки
Мітки: станах, дрібносортних, прокату, безперервних, виробництва, спосіб, арматурного
Код посилання
<a href="https://ua.patents.su/5-13169-sposib-virobnictva-armaturnogo-prokatu-na-bezperervnikh-dribnosortnikh-stanakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва арматурного прокату на безперервних дрібносортних станах</a>
Спосіб виробництва прокату на обтискних станах
Номер патенту: 22516
Опубліковано: 17.03.1998
Автори: Альохін Сергій Григорович, Кукуй Давид Пенхусович, Шишко Юрій Борисович, Юнаков Олександр Михайлович, Феофілактов Андрій Вікторович, Маншилін Олександр Гейнійович, Азаров Сергій Іванович, Літвінов Леонід Федорович, Горбаньов Аркадій Олексійович
МПК: B21B 1/16
Мітки: обтискних, станах, виробництва, спосіб, прокату
Формула / Реферат:
1. Способ производства проката на обжимных станах, состоящих из блюминга и непрерывно-заготовочного стана, включающий нагрев слитков различных марок сталей сортамента стана в нагревательных колодцах до различных для каждой марки стали температур, соответствующих регламентируемой величине сопротивления деформации в зависимости от марки стали, прокатку слитков на блюминге и непрерывно-заготовочном стане, отличающийся тем, что нагрев слитков...
Спосіб прокатки заготовок на безперервних сортових станах
Номер патенту: 69791
Опубліковано: 15.09.2004
Автори: Костюченко Михайло Іванович, Куваєв Володимир Миколайович, Шеремет Володимир Олександрович, Карпинський Юрій Пантелеймонович, Сокуренко Анатолій Валентинович, Чигринський Володимир Олександрович
МПК: B21B 1/16
Мітки: сортових, спосіб, безперервних, прокатки, станах, заготовок
Формула / Реферат:
Спосіб прокатки заготовок на безперервних сортових станах з натягом прокату в міжклітьових проміжках, що включає попереднє задання рівнів неузгодженості швидкостей валків клітей з прокатом і без прокату, монотонне зменшення неузгодженості на початковій ділянці прокату від заданого рівня неузгодженості швидкостей валків клітей без прокату до заданого рівня неузгодженості швидкостей валків клітей із прокатом і монотонне збільшення...
Спосіб прокатки заготовок на безперервних сортових станах
Номер патенту: 6982
Опубліковано: 15.06.2005
Автори: Карпинський Юрій Пантелеймонович, Сокуренко Анатолій Валентинович, Куваєв Володимир Миколайович, Політов Ігор Вітальйович, Кокшаров Олександр Миколайович, Криворучко Павло Петрович, Шеремет Володимир Олександрович, Квашин Валерій Миколайович, Бабенко Михайло Антонович, Іванов Дмитро Олексійович, Чигринський Володимир Олександрович, Костюченко Михайло Іванович, Блохін Дмитро Парфірйович
МПК: B21B 1/16
Мітки: сортових, спосіб, заготовок, прокатки, безперервних, станах
Формула / Реферат:
Спосіб прокатки заготовок на безперервних сортових станах з натягом прокату в міжклітьових проміжках, що містить попереднє завдання рівня неузгодженості швидкостей обертання валків суміжних клітей, монотонне зменшення неузгодженості на початковій ділянці прокату до заданого рівня і монотонне збільшення неузгодженості від заданого рівня на кінцевій ділянці прокату, який відрізняється тим, що роздільно задають максимальні рівні неузгодженості...
Спосіб виробництва сталевого прокату
Номер патенту: 3348
Опубліковано: 15.11.2004
Автори: Куцова Валентина Зиновіївна, Великоцький Роман Євгенович
МПК: C21D 8/00
Мітки: прокату, виробництва, спосіб, сталевого
Формула / Реферат:
Спосіб виробництва сталевого прокату, що включає гарячу прокатку зливка, охолодження проміжного розкату до заданої температури з заданою швидкістю, наступне його нагрівання, прокатку та термообробку, який відрізняється тим, що перед установленням режиму термічної обробки роботу удару сталі визначають з урахуванням вмісту основних хімічних елементів у сталі марки Е32 по формулі:KV-40 = 101-125С-71Мn+887Тi+222Сr+1151Аl, де: символ...
Спосіб виробництва сталевого прокату
Номер патенту: 65376
Опубліковано: 15.03.2004
Автор: Великоцький Роман Євгенович
МПК: C21D 8/00
Мітки: виробництва, прокату, спосіб, сталевого
Формула / Реферат:
Спосіб виробництва сталевого прокату, що включає гарячу прокатку зливка, охолодження проміжного розкату до заданої температури з заданою швидкістю, наступний його нагрів, прокатку та термообробку, який відрізняється тим, що перед установленням режиму термічної обробки оптимальну температуру кінця прокатки сталі визначають з урахуванням вмісту всіх хімічних елементів у сталі 10ХСНД, товщини прокату та необхідного значення границі текучості,...
Попередній патент: Спосіб лікування хронічної серцевої недостатності у осіб похилого та старечого віку
Наступний патент: Установка для синтезу моносилану
Випадковий патент: Лікувальний засіб у формі супозиторіїв