Автоматична ливарна лінія

Формула / Реферат
Автоматична ливарна лінія, що містить модельно-формувальну поворотну карусель та розташовану вище складально-технологічну поворотну карусель, які оснащені вакуумопроводами та розподільниками вакууму, пристрій засипки піском, причому столи модельно-формувальної каруселі служать для розміщення моделей, а зони складально-технологічної поворотної каруселі виконують функцію носія опок, яка відрізняється тим, що між модельно-формувальною та складально-технологічною поворотними каруселями встановлено формувально-транспортуючий маніпулятор для формовки, складання та транспортування опок, оснащений перегортальним пристроєм, та проміжна технологічна платформа, крім того над модельно-формувальною поворотною каруселлю, яка складається з не менш ніж двох столів, встановлено автоматизований розкрійний стіл з маніпулятором для плівки, який служить для розмотування, розкрою та накладання плівки на столи модельно-формувальної поворотної каруселі та опоки, причому внутрішні порожнини верхньої та нижньої опок формувально-транспортуючої каруселі постійно з'єднані гнучкими вакуумопроводами з розподільником вакууму складально-технологічної каруселі, під якою розміщений вибивний пристрій.
Текст
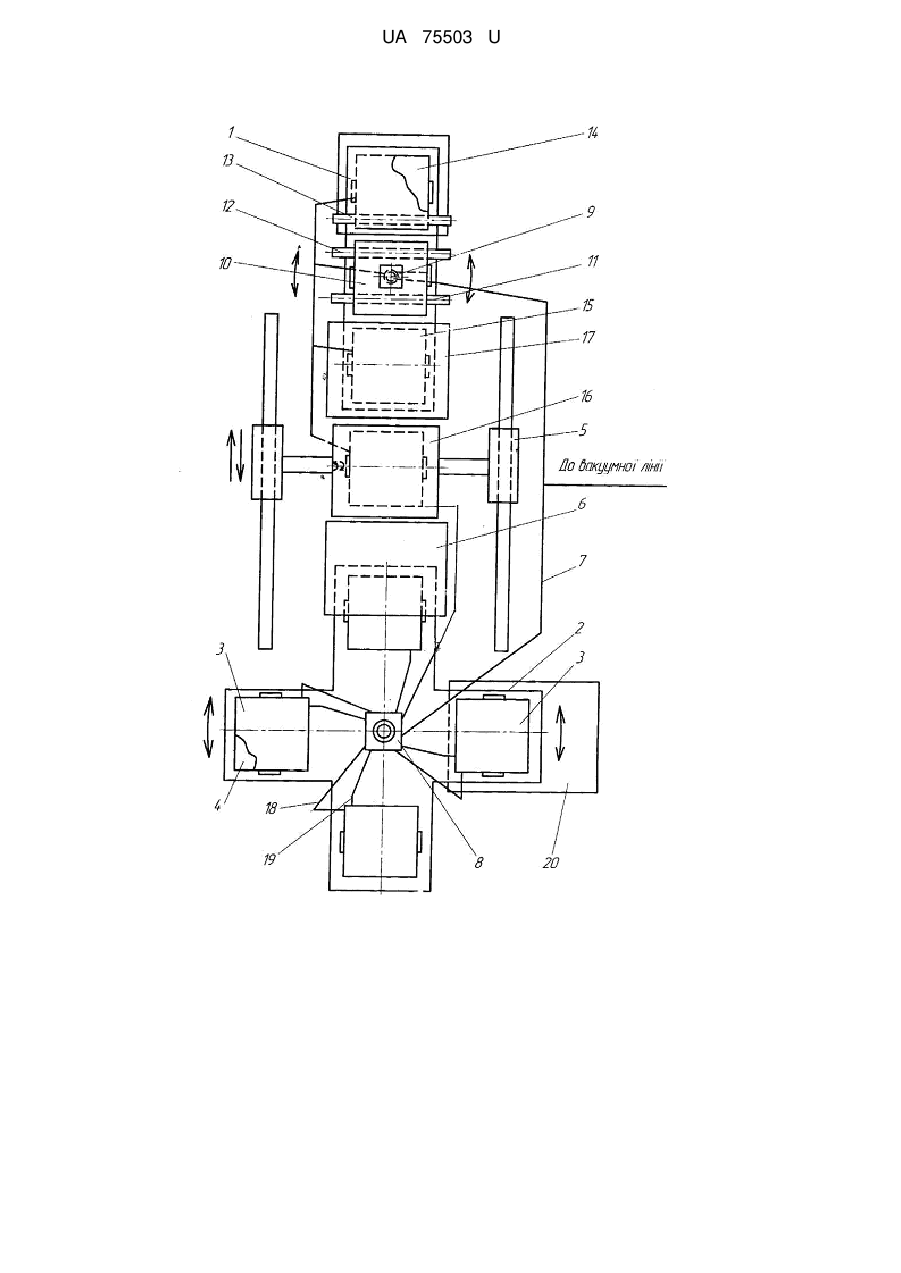
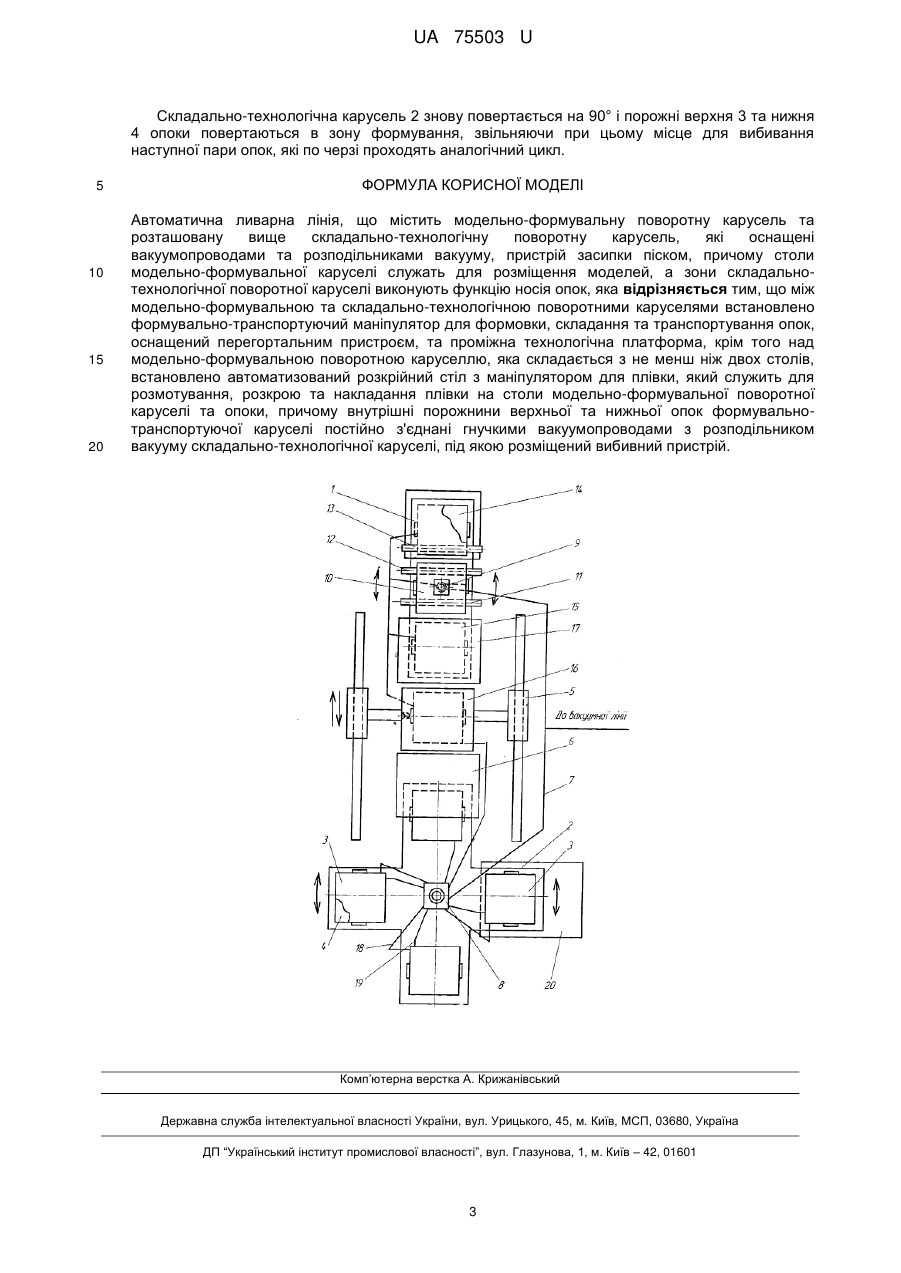
Реферат: UA 75503 U UA 75503 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до ливарного виробництва, а саме до ливарних формувальних ліній для одержання відливок методом вакуумно-плівкової формовки. Відома автоматична ливарна лінія, що містить формувальний стіл, два механізми піднімання формувального стола під засипний пристрій, механізм протяжки опок, засипний пристрій, два механізми нагрівання і накладання плівки, кран-балку для перевертання, транспортування і збирання опок, карусель для збирання і заливки готових форм, а також вибивний пристрій [Проспект VAKUUM-FORMMASCHINEN. V-PROCESS. HEINRICH WAGNER SINTO, Maschinenfabrik GmbH Germany, p. 1-24]. Недоліком цього пристрою є значна трудомісткість, низька продуктивність за рахунок необхідності виконання вручну за допомогою кран-балки перевертання, збирання та вибивання опок. Крім того, зазначена конструкція достатньо складна за рахунок необхідності узгодження взаємодії її складових, яка полягає у наявності двох механізмів накладання плівки, двох механізмів підіймання формувальних столів. Це ускладнює умови обслуговування і зменшує надійність устаткування в цілому. Все це приводить до збільшення енерговитрат і вартості виготовлення виробів. Найбільш близькою до конструкції, що заявляється, є формувальна установка для виробництва відливок, яка складається з двох поворотних каруселей: нижньої, в подальшому модельно-формувальна поворотна карусель, та верхньої, в подальшому складальнотехнологічна поворотна карусель, між якими знаходиться площадка для піску, що з'єднана з бункером для подачі піску, в подальшому пристрій засипки піском і ущільнюючий пристрій. На складально-технологічній поворотній каруселі розташовані опоки. Вакуумопроводи з запірнорозподільчими пристроями встановлені з можливістю почергового відключення або з'єднання з вакуумною установкою, столи модельно-формувальної поворотної каруселі служать для розміщення моделей. Крім того, установка оснащена механізмом для нагрівання та накладання плівки, маніпулятором і устаткуванням для транспортування до заливного майданчика опок [Патент DE 3010652A 12072066(А), В22С13/00, 1981]. Недоліком цього пристрою є складність і небезпечність в роботі за рахунок значного використання ручної праці, значна тривалість технологічного процесу великі витрати електроенергії, а також велика вартість виготовлення та обслуговування. В основу корисної моделі поставлено задачу створення автоматизованої ливарної лінії, в якій за рахунок введення нових елементів та зв'язків досягається можливість поліпшення організації транспортних потоків: моделей, опок, напівформ, форм, виливків, підвищення коефіцієнту використання ливарної лінії, поєднання в часі проведення технологічних і допоміжних операцій, що приводить до скорочення тривалості технологічного процесу, зменшення витрат електроенергії, підвищення продуктивності лінії. Крім того, використання автоматизованої ливарної лінії дозволить підвищити безпечність роботи, зменшити виробничі площі, знизити капітальні витрати, спростити обслуговування. Поставлена задача вирішується тим, що в автоматичній ливарній лінії, що містить модельно-формувальну поворотну карусель та розташовану вище складально-технологічну поворотну карусель, які оснащені вакуумопроводами та розподільниками вакууму, пристрій засипки піском, причому столи модельно-формувальної каруселі служать для розміщення моделей, а зони складально-технологічної поворотної каруселі виконують функцію носія та складання опок, між модельно-формувальною та складально-технологічною поворотними каруселями встановлено формувально-транспортуючий маніпулятор, який оснащений перегортальним пристроєм і призначений для перегортання, формування та транспортування опок, та проміжна технологічна платформа, крім того, над модельно-формувальною поворотною каруселлю, яка складається з не менш ніж двох столів, встановлено автоматизований розкрійний стіл з маніпулятором для плівки, який служить для розмотування, розкрою та накладання плівки на столи модельно-формувальної поворотної каруселі та опок, причому внутрішні порожнини верхньої та нижньої опок формувально-транспортуючої каруселі постійно з'єднані гнучкими вакуумопроводами з розподільником вакууму складальнотехнологічної каруселі, під якою розміщений вибивний пристрій. На кресленні представлена принципова схема автоматичної ливарної лінії. Автоматична ливарна лінія складається з модельно-формувальної поворотної каруселі 1, яка містить столи 14 та 15,які виконують функцію носія моделей, і розташована нижче складально-технологічної поворотної каруселі 2, технологічна зона якої служить для розташування верхньої 3 та нижньої 4 опок. Між модельно-формувальною поворотною каруселлю 1 та складально-технологічною поворотною каруселлю 2 встановлений формувально-транспортуючий маніпулятор 5 з перегортальним пристроєм 16 та проміжна технологічна платформа 6. Загальний вакуумопровід 7 приєднаний до розподільника вакууму 8 1 UA 75503 U 5 10 15 20 25 30 35 40 45 50 55 60 складально-технологічної поворотної каруселі 2 та до розподільника вакууму 9 модельноформувальної поворотної каруселі 1, над якою встановлено автоматизований розкрійний стіл 10, який служить для розміщення рулонів плівки 11 та 12, і маніпулятор для плівки 13, який призначений для розмотування, розкрою та накладання плівки на модельні столи та опоки. Робочі камери столів 14 та 15 модельно-формувальної каруселі 1 з'єднані з розподільником вакууму 9 і встановлені з можливістю повороту і фіксації в технологічний зонах. Пристрій засипки піском 17 розміщений над модельно-формувальною каруселлю 1 і встановлений з можливістю подачі під нього верхньої 3 та нижньої 4 опок маніпулятором 5. Внутрішні порожнини верхньої 3 та нижньої 4 опок постійно з'єднані гнучкими вакуумопроводами 18 та 19 з розподільником вакууму 8 складально-технологічної каруселі поворотної 2, під якою розташований вибивний пристрій 20. Пристрій працює наступним чином. На автоматизований розкрійний стіл 10 за допомогою маніпулятора для плівки 13 розмотується спеціальна плівка з рулону 11 і виконується розкроювання плівки. Маніпулятор для плівки 13 піднімає і нагріває плівку з рулону 11 та переміщується по напрямним до стола 15 модельно-формувальної поворотної каруселі 1, після чого накладає плівку на стіл 15 модельноформувальної поворотної каруселі 1, в робочу камеру стола якої по вакуумопроводу 7 від розподільника вакууму 9 подається вакуум. На плівку наноситься спеціальна фарба і висушується. Модельно-формувальна поворотна карусель 1 повертається на 180° і її стіл 15 встановлюється в зону під пристрій для засипки піском 17, а стіл 14 модельно-формувальної поворотної каруселі 1 встановлюється в зону накладання плівки, фарбування та сушіння. Формувально-транспортуючий маніпулятор 5 знімає зі складально-технологічної каруселі 2 верхню опоку 3, транспортує під пристрій для засипки піском, формує і ставить її на проміжну технологічну платформу 6. На модельно-формувальній поворотній каруселі 1 проходять операції по накладанню, фарбуванню та сушінню плівки, після чого модельно-формувальна поворотна карусель 1 повертається на 180°. Формувально-транспортуючий маніпулятор 5 знімає зі складально-технологічної каруселі 2 нижню опоку 4, перевертає і транспортує її до столу 15 модельно-формувальної поворотної каруселі 1 під пристрій для засипки піском 17. Формувально-транспортуючий маніпулятор 5 починає піднімати стіл 15 модельноформувальної каруселі 1, який знімає нижню опоку 4 з перегортального пристрою 16. При подальшому підніманні стіл 15 модельно-формувальної поворотної каруселі 1 притискає нижню опоку 4 до пристрою засипки піском 17. Після засипки піском і його вібраційного ущільнення формувально-транспортуючий маніпулятор 5 опускає на задану відстань стіл 15 модельноформувальної поворотної каруселі 1 з нижньою опокою 4. Маніпулятор плівки 13 розмотує та розкроює плівку з рулону плівки 12 на автоматизованому розкрійному столі 10 і накладає плівку на попередньо засипану піском нижню опоку 4. У внутрішню порожнину нижньої опоки 4 через гнучкі вакуумопроводи 18 та 19 від розподільника вакууму 8 складально-технологічної поворотної каруселі 2 подається вакуум. Робоча камера стола 15 модельно-формувальної каруселі 1 відключається від розподільника вакууму 9 модельно-формувальної поворотної каруселі 1. Формувально-транспортуючий маніпулятор 5 опускає стіл 15 модельноформувальної каруселі 1 з нижньою опокою 4, яка залишається при цьому на перегортальному пристрої 16 формувально-транспортуючого маніпулятора 5. Після цього відбувається роз'єднання нижньої опоки 4 і стола 15 модельно-формувальної каруселі 1. Формувальнотранспортуючий маніпулятор 5 повертає на 180° нижню опоку 4 і переміщує на складальнотехнологічну поворотну карусель 2, надалі знімає верхню опоку 3 з проміжної технологічної платформи 6 і складає її з нижньою опокою 4 на складально-технологічній поворотній каруселі 2. Після складання верхньої 3 та нижньої 4 опок в єдину ливарну форму вони будуть підготовлені до лиття. Складально-технологічна карусель 2 повертається на 90°. Готова ливарна форма подається в зону заливки і її заливають металом. Після цього нова пара верхньої 3 та нижньої 4 опок потрапляє в зону формування, і повторюється аналогічний цикл. Потім складально-технологічна карусель 2 повертається ще на 90° і залита ливарна форма потрапляє в зону охолодження, звільняючи при цьому місце для заливання нової ливарної форми. Складально-технологічна карусель 2 знову повертається на 90° і ливарна форма з відливком потрапляє в зону вибивання для її подальшого охолодження, звільняючи при цьому місце для охолодження наступної залитої ливарної форми. Після закінчення охолодження перекривається гнучкий вакуумопровід 18 і виливок з піском падає на вибивний пристрій 20, на якому відбувається очищення від піску, який транспортується для подальшого використання. 2 UA 75503 U Складально-технологічна карусель 2 знову повертається на 90° і порожні верхня 3 та нижня 4 опоки повертаються в зону формування, звільняючи при цьому місце для вибивання наступної пари опок, які по черзі проходять аналогічний цикл. 5 10 15 20 ФОРМУЛА КОРИСНОЇ МОДЕЛІ Автоматична ливарна лінія, що містить модельно-формувальну поворотну карусель та розташовану вище складально-технологічну поворотну карусель, які оснащені вакуумопроводами та розподільниками вакууму, пристрій засипки піском, причому столи модельно-формувальної каруселі служать для розміщення моделей, а зони складальнотехнологічної поворотної каруселі виконують функцію носія опок, яка відрізняється тим, що між модельно-формувальною та складально-технологічною поворотними каруселями встановлено формувально-транспортуючий маніпулятор для формовки, складання та транспортування опок, оснащений перегортальним пристроєм, та проміжна технологічна платформа, крім того над модельно-формувальною поворотною каруселлю, яка складається з не менш ніж двох столів, встановлено автоматизований розкрійний стіл з маніпулятором для плівки, який служить для розмотування, розкрою та накладання плівки на столи модельно-формувальної поворотної каруселі та опоки, причому внутрішні порожнини верхньої та нижньої опок формувальнотранспортуючої каруселі постійно з'єднані гнучкими вакуумопроводами з розподільником вакууму складально-технологічної каруселі, під якою розміщений вибивний пристрій. Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюAutomatic casting line
Автори англійськоюVyhovskyi Nykodym Serhiiovych
Назва патенту російськоюАвтоматическая литейная линия
Автори російськоюВиговский Никодим Сергеевич
МПК / Мітки
МПК: B22C 9/02
Мітки: ливарна, автоматична, лінія
Код посилання
<a href="https://ua.patents.su/5-75503-avtomatichna-livarna-liniya.html" target="_blank" rel="follow" title="База патентів України">Автоматична ливарна лінія</a>
Автоматична формувальна лінія для виготовлення ливарних півформ
Номер патенту: 25465
Опубліковано: 30.10.1998
Автори: Ватков Володимир Сергійович, Літвінов Іван Арсентевич, Бірюков Сергій Петрович, Коротун Анатолій Миколаєвич
МПК: B22D 47/00
Мітки: автоматична, півформ, лінія, ливарних, виготовлення, формувальна
Формула / Реферат:
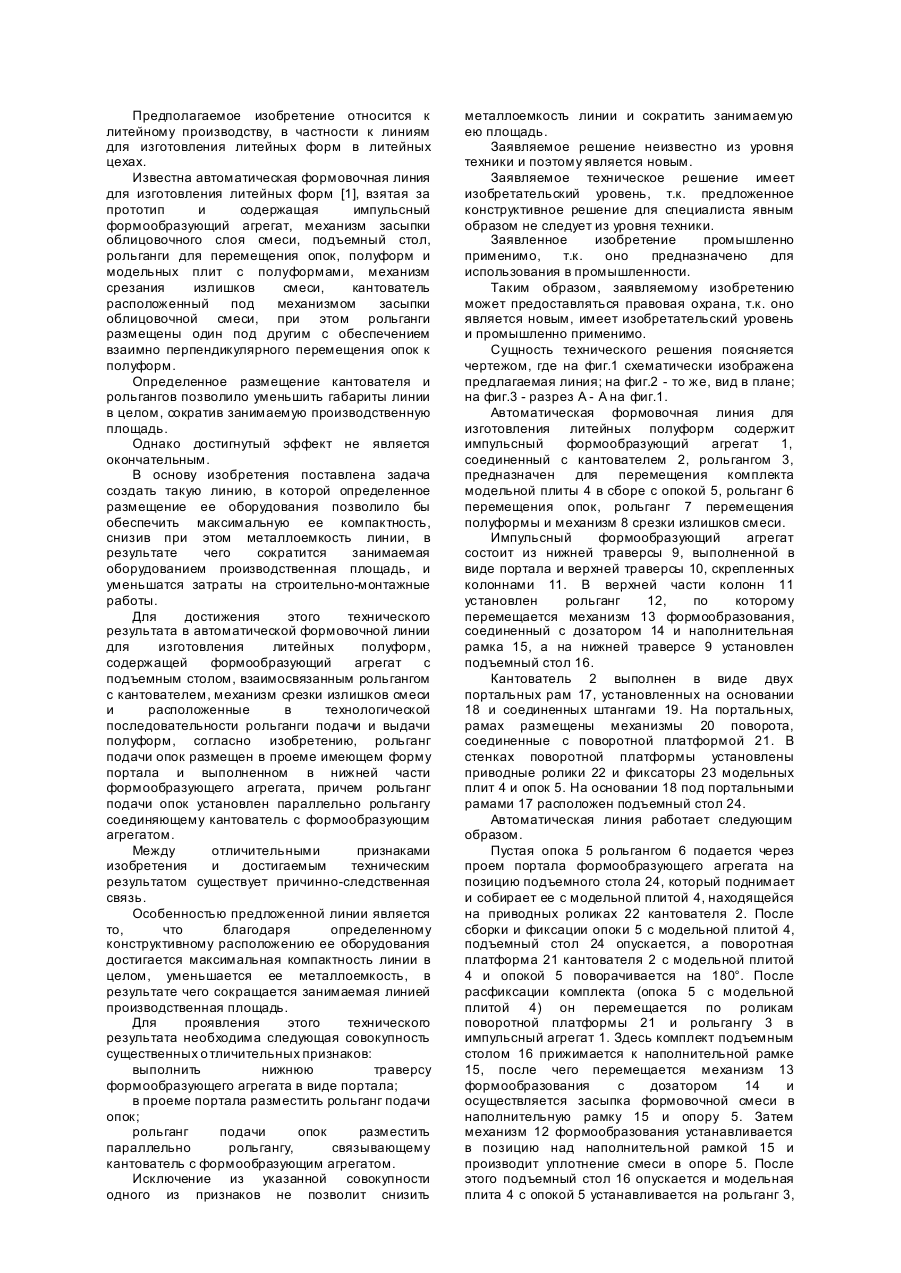
Автоматическая формовочная линия для изготовления литейных полуформ, содержащая формообразующий агрегат с подъемным столом, взаимосвязанным рольгангом с кантователем, механизм срезки излишков смеси и расположенные в технологической последовательности рольганги подачи опок и выдачи полуформ, отличающаяся тем, что рольганг подачи опок размещен в проеме, имеющем форму портала и выполненном в нижней части формообразующего агрегата, причем...
Ливарна формувальна лінія
Номер патенту: 15676
Опубліковано: 17.07.2006
Автори: Чепурний Анатолій Данилович, Шумаков Михайло Анатолійович, Барчан Євген Миколайович, Кліпін В'ячеслав Михайлович, Ігнатенко Валерій Вікторович, Андріяш Олександр Сергійович, Ігнатенко Сергій Володимирович, Савчук Олександр Володимирович, Сердюк Юрій Дмитрович, Шкода Віталій Антонович, Карапейчик Ігор Миколайович
МПК: B22D 47/00
Мітки: ливарна, формувальна, лінія
Формула / Реферат:
1. Ливарна формувальна лінія, що виконана у вигляді двох паралельно розташованих ділянок, одна з яких являє собою формувальну лінію, що містить розташовані в технологічній послідовності установки виготовлення напівформ, обробки напівформ і складання напівформ у форми, з'єднані між собою привідним рольгангом, а інша - розливально-охолоджувальну лінію, яка призначена для розміщення на ній візків з формами для заливання рідким металом, і...
Автоматична лінія виготовлення індикаторних трубок
Номер патенту: 59614
Опубліковано: 15.09.2003
Автори: Левченко Андрій Дмитрович, Левченко Дмитро Єлізарович
МПК: B23P 21/00
Мітки: індикаторних, трубок, автоматична, лінія, виготовлення
Формула / Реферат:
1. Автоматична лінія виготовлення індикаторних трубок, яка складається з основи, виконавчих пристроїв для виготовлення (обтічників, індикаторних порошків, тампонів та інших комплектуючих, таких як вторинні обтічники, тампони та інш.) індикаторних трубок, передавального пристрою для переміщення заготовок індикаторних трубок до виконавчих пристроїв, пульта оператора та мікропроцесорного блока керування, яка відрізняється тим, що передавальний...
Автоматична лінія виготовлення деталі “зуб” решітки стола газової плити
Номер патенту: 95735
Опубліковано: 25.08.2011
Автори: Рудяга Володимир Ілліч, Бойчук Андрій Володимирович, Чевичелов Віктор Георгійович, Анненков Віктор Захарович, Понамарьов Володимир Іванович
МПК: B23Q 41/00, B23Q 7/00, B21F 27/00
Мітки: автоматична, зуб, решітки, лінія, плити, стола, газової, виготовлення, деталі
Формула / Реферат:
1. Автоматична лінія виготовлення деталі "Зуб" решітки стола газової плити, яка включає раму з горизонтально встановленим і жорстко закріпленим на ній столом із закріпленим на ньому пристосуванням гнуття заготівки з вузлами для гнуття, яка відрізняється тим, що рама і стіл виконані подовженими в горизонтальному напрямі, на столі ліворуч послідовно розташовані технологічні вузли, що забезпечують виконання операцій по виготовленню...
Автоматична лінія виготовлення корпусів цукерок
Номер патенту: 41509
Опубліковано: 25.05.2009
Автори: Боровик Олег Васильович, Сінкевич Валентин Михайлович, Сінкевич Сергій Валентинович
МПК: A23G 3/12
Мітки: автоматична, лінія, цукерок, виготовлення, корпусів
Формула / Реферат:
Автоматична лінія виготовлення корпусів цукерок, що містить пристрій завантаження-розвантаження, прес, дві заливні машини, дві шахти вистою та охолодження із встановленим між ними ланцюговим транспортером, оснащені індивідуальними приводами, яка відрізняється тим, що додатково оснащена двома парами штовхачів, установлених на замкнених ланцюгах, що приводяться в рух від індивідуального приводу, який керується безконтактним датчиком через...
Попередній патент: Спосіб біоадаптивної технології вирощування цукрових буряків
Наступний патент: Змінна масажно-гігієнічна насадка овес для душу
Випадковий патент: Композиція для стерилізації