Ящичний калібр чумакова


Формула / Реферат
Ящичний калібр, що включає дно, бокові похилі стінки та елементи їх сполучення, який відрізняється тим, що дно калібра виконано у вигляді багатокутника, при цьому грані його розташовані паралельно осі валків.
Текст
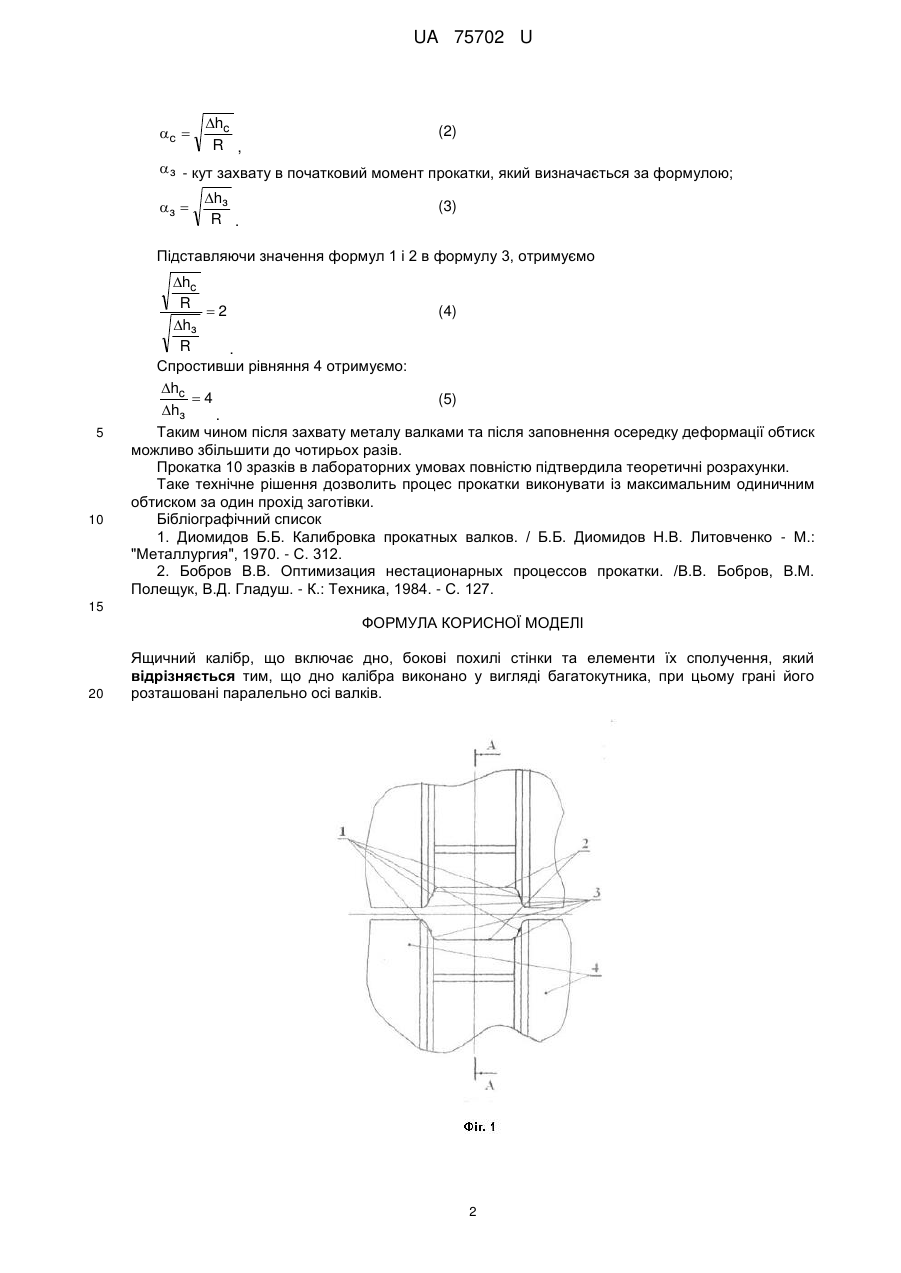
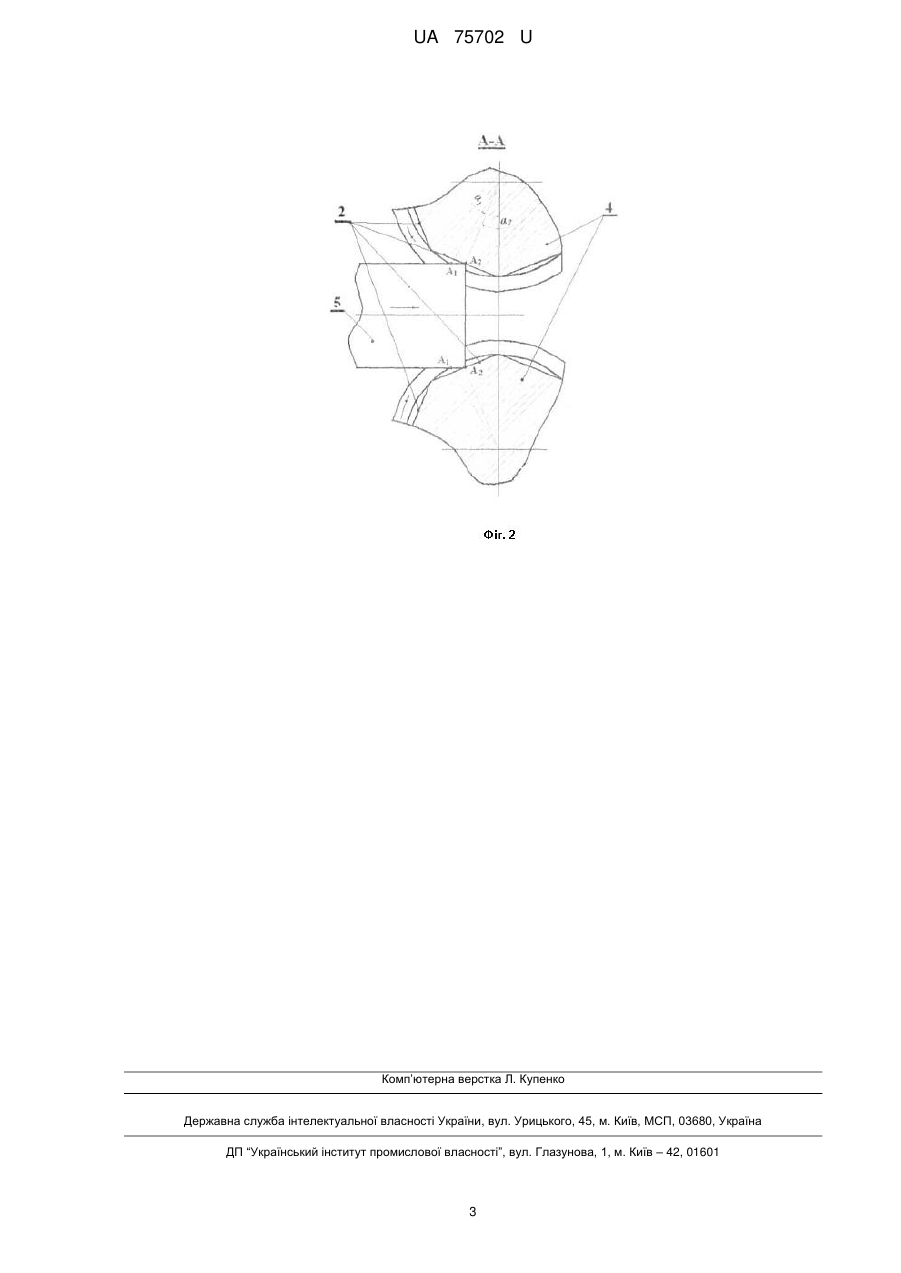
Реферат: UA 75702 U UA 75702 U 5 10 15 20 25 30 35 40 45 50 55 Ящичний калібр Чумакова належить до прокатного виробництва і може бути використаний для виготовлення ящичних калібрів блюмінгів, заготівельних станів і чорнових калібрів сортових станів для прокатки деяких сортових профілів. Відомий калібр, в якому дно калібру виконано у вигляді ребер, розташованих під кутом до осі валків, і який використовують як чистовий при прокатці арматурних профілів [1 - С. 141]. Недоліком такого рішення є неможливість застосувати такий калібр в чорнових групах клітей, так як при подальшій прокатці на поверхні смуги утворюються дефекти у вигляді закатів. Найбільш близьким технічним рішенням є калібр, в якому його дно виконано у вигляді загрублень різної форми і розмірів [2. - С. 70]. Недоліком такого рішення є незначне підвищення кута захвату металу валками, а також недостатня стійкість проти механічного зносу. Після прокатки від 5,0 до 10,0 тис. тонн металу загрублення стираються і захватна здатність валків знижується до фізично-природної. Із зносом загрублень необхідно при прокатці постійно корегувати величину абсолютного обтиску, що приводить до ускладнень в роботі технологічного персоналу, а іноді і до забурень смуги при її не захваті валками. Для відновлення захватної характеристики валків необхідно після кожних 35 годин прокатки металу між валки встановлювати спеціальний пристрій і проводити реставрацію загрублень. Застосування такого виду калібрів приводить до значних втрат робочого часу прокатного стану та необхідності мати складне по конструкції пристосування для відновлення загрублень, яке в свою чергу потребує значних матеріальних затрат на виготовлення роликів із вартісної сталі та технічне обслуговування самого пристрою. Задачею корисної моделі є створення ящичного калібру Чумакова для збільшення захватної здібності валків для прокатки з подвоєним одиничним абсолютним обтиском за один прохід. Поставлена задача вирішується тим, що при подачі заготівки в валки вона може буде захвачена валками, коли діаметр валка буде мінімальним. З подальшим обертанням валків їх діаметр поступово збільшується, при цьому збільшується і величина абсолютного обтиску. При досягненні діаметра валків максимального значення осередок деформації буде заповнений і тоді з'являються умови, при яких абсолютний одиничний обтиск може подвоїтись. На фіг. 1 зображений ящичний калібр Чумакова. На фіг. 2 зображений поперечний переріз А-А калібру Чумакова. Ящичний калібр Чумакова (фіг. 1) складається із похилих стінок 1 (випуски) дна 2, яке виконано у вигляді багатокутника, грані якого розташовані паралельно осі валків, та елементів їх сполучення 3 (радіуси заокруглень біля буртів та біля дна калібру). Ящичний калібр Чумакова (фіг. 2) працює наступним чином. При подачі заготівки 5 в валки 4, які обертаються в напрямку руху заготівки 5, вона може бути захвачена тільки тоді, коли коефіцієнт тертя між валками і заготівкою f буде більший, ніж кут захвату (f>). Така умова забезпечується величиною діаметрів валків, станом поверхні дна калібру та іншими вимогами. При прокатці в валках 4, у яких дно 2 калібру виконано у вигляді циліндра, заготівка 5 вступає в контакт з валками 4 в точці А1, при цьому кут захвату становитиме 1. При цьому умови захвату заготівки не виконуватимуться і процес прокатки не можливий. Для створення умов захвату необхідно зменшити діаметр валка. Дно калібру виконане у вигляді багатокутника 3, грані якого паралельні осі валків 4, дозволяє заготівці контактувати в точках А2. При цьому кут захвату 1 зменшується до 2, таким чином досягається виконання умови захвату. Заготівка поступово втягується в осередок деформації, при цьому поступово збільшуються і діаметри валків. Із збільшенням діаметрів валків при постійній висоті заготівки збільшується і захватна здатність валків, чим досягається збільшення абсолютного обтиску за один прохід. Для перевірки корисної моделі дуо-реверсивної кліті Чумакова в лабораторному прокатному стані з діаметром валків 80 мм Криворізького металургійного факультету Національної металургійної Академії України були виготовлені 10 зразків із свинцю. На валках були нарізані струмки однакового розміру, які утворювали два калібри один з гладкою поверхнею, а другий калібр мав восьмигранну поверхню. При задачі 5 зразків у калібр, який мав гладку поверхню захвату металу не спостерігалось. При незмінному положенні валків 5 зразків задавали у калібр, який мав восьмигранну поверхню. При цьому спостерігався сталий захват металу валками і відбувався сам процес прокатки. При спробі визначення сили тертя методом упору смуги в перешкоду спостерігались зупинки двигуна. Таке явище пояснюється тим, що після заповнення осередку деформації металом кут захвату може збільшуватись вдвічі. Теоретично таке явище має наступний доказ. c 2 (1) з , де c - кут захвату при сталому процесі прокатки, який визначається за формулою: 1 UA 75702 U с hc R , (2) з - кут захвату в початковий момент прокатки, який визначається за формулою; з hз R . (3) Підставляючи значення формул 1 i 2 в формулу 3, отримуємо 5 10 hc R 2 (4) hз R . Спростивши рівняння 4 отримуємо: hc 4 (5) hз . Таким чином після захвату металу валками та після заповнення осередку деформації обтиск можливо збільшити до чотирьох разів. Прокатка 10 зразків в лабораторних умовах повністю підтвердила теоретичні розрахунки. Таке технічне рішення дозволить процес прокатки виконувати із максимальним одиничним обтиском за один прохід заготівки. Бібліографічний список 1. Диомидов Б.Б. Калибровка прокатных валков. / Б.Б. Диомидов Н.В. Литовченко - М.: "Металлургия", 1970. - С. 312. 2. Бобров В.В. Оптимизация нестационарных процессов прокатки. /В.В. Бобров, В.М. Полещук, В.Д. Гладуш. - К.: Техника, 1984. - С. 127. 15 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 Ящичний калібр, що включає дно, бокові похилі стінки та елементи їх сполучення, який відрізняється тим, що дно калібра виконано у вигляді багатокутника, при цьому грані його розташовані паралельно осі валків. 2 UA 75702 U Комп’ютерна верстка Л. Купенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюBox pass of chumakov
Автори англійськоюChumakov Volodymyr Petrovych
Назва патенту російськоюЯщичный калибр чумакова
Автори російськоюЧумаков Владимир Петрович
МПК / Мітки
МПК: B21B 1/02
Мітки: чумакова, калібр, ящичний
Код посилання
<a href="https://ua.patents.su/5-75702-yashhichnijj-kalibr-chumakova.html" target="_blank" rel="follow" title="База патентів України">Ящичний калібр чумакова</a>
Калібр для виготовлення стрічки плющенням
Номер патенту: 59136
Опубліковано: 10.05.2011
Автори: Чумаков Володимир Петрович, Капланов Василь Ільіч, Коренко Марина Георгіївна
МПК: B21B 17/14
Мітки: плющенням, стрічки, виготовлення, калібр
Формула / Реферат:
Калібр для виготовлення стрічки плющенням, що містить декілька послідовно розташованих клітей, в яких кожна із пар валків має струмки, зв'язані з формоутворювальною поверхнею за формою гребеня, який відрізняється тим, що радіус кривизни гребенів калібру і радіуси їх сполучення з циліндричною робочою поверхнею узяті рівними радіусу заготівки, а ширина і висота гребенів подальших формоутворювальних поверхонь...
Дуореверсивна кліть чумакова

Номер патенту: 58890
Опубліковано: 26.04.2011
Автор: Чумаков Володимир Петрович
МПК: B21B 1/02
Мітки: кліть, дуореверсивна, чумакова
Формула / Реферат:
Дуо реверсивна кліть, що містить дві станини, касети, подушки з підшипниками ковзання відкритого типу і робочі валки, яка відрізняється тим, що між поперечинами станин і касетами з подушками нижнього робочого валка встановлені гідравлічні домкрати.
Спосіб чумакова прокатки злитків в дуо реверсивній кліті
Номер патенту: 52990
Опубліковано: 27.09.2010
Автор: Чумаков Володимир Петрович
МПК: B21B 1/00
Мітки: реверсивний, злитків, спосіб, кліті, прокатки, чумакова, дуо
Формула / Реферат:
Спосіб прокатки злитків в дуо реверсивній кліті, який включає встановлення верхнього валка на величину обтиску, прокатку злитка з одночасним переміщенням вниз верхнього валка в кінці прокатки, який відрізняється тим, що прокатку злитка в прямому напрямку, після заповнення металом осередку пластичної деформації, виконують з одночасним поступовим підняттям нижнього валка до величини абсолютного обтиску.
Чистовий універсальний калібр для прокатки круглих профілів
Номер патенту: 85697
Опубліковано: 25.02.2009
Автори: Яковченко Олександр Васильович, Смирнов Євген Миколайович, Борискін Валентин Валентинович, Шум Валентин Борисович
Мітки: профілів, універсальний, калібр, круглих, чистовий, прокатки
Формула / Реферат:
Чистовий універсальний калібр для прокатки круглих профілів, що включає два симетрично розташованих із зазором рівчаки, окреслених радіусом rk, який відрізняється тим, що величина радіуса калібру, що окреслює його контур, дорівнює проміжній величині між величинами радіусів двох суміжних профілів і визначається по формулі , при цьому ширина калібру становить
Ящиковий калібр
Номер патенту: 12553
Опубліковано: 15.02.2006
Автори: Луцький Михайло Борисович, Горецький Юрій Володимирович, Дорожко Іван Кирилович, Левицький Вадим Майєрович, Чічкан Артур Олексійович, Луценко Віктор Олександрович, Павленко Володимир Анатолійович
МПК: B21B 1/02
Формула / Реферат:
Ящиковий калібр сортового стану, що встановлений в клітях з горизонтальним і вертикальним розташуванням валів, струмки якого містять дно, основу і бічні похилі стінки з двома випусками різної величини, причому випуск на ділянці бічних стінок, зв'язаних з дном, перевищує випуск на ділянці бічних стінок, зв'язаній з основою струмка, який відрізняється тим, що висота струмка в чорнових і проміжних клітях з горизонтальним розташуванням валів...
Попередній патент: Ручна сівалка
Наступний патент: Трафарет для декоративного оздоблення будівель
Випадковий патент: Спосіб визначення і контролю запасу газу на ділянці магістрального газопроводу