Чистовий універсальний калібр для прокатки круглих профілів
Номер патенту: 85697
Опубліковано: 25.02.2009
Автори: Яковченко Олександр Васильович, Смирнов Євген Миколайович, Шум Валентин Борисович, Борискін Валентин Валентинович
Формула / Реферат
Чистовий універсальний калібр для прокатки круглих профілів, що включає два симетрично розташованих із зазором рівчаки, окреслених радіусом rk, який відрізняється тим, що величина радіуса калібру, що окреслює його контур, дорівнює проміжній величині між величинами радіусів двох суміжних профілів і визначається по формулі ![]() , при цьому ширина калібру становить
, при цьому ширина калібру становить ![]() , при дотриманні співвідношення d1 = (1,012-1,033)d2,
, при дотриманні співвідношення d1 = (1,012-1,033)d2,
де
rk - радіус обрису калібру;
r1 і r2 - радіуси більшого і меншого суміжних круглих профілів;
k - коефіцієнт, що враховує домірність допусків по діаметру профілю, k =(0,97-1,015);
![]() - коефіцієнт лінійної усадки гарячого металу;
- коефіцієнт лінійної усадки гарячого металу;
bk - ширина калібру;
Δа(+) - величина плюсового допуску;
d1 і d2 - діаметри більшого і меншого суміжних профілів.
Текст
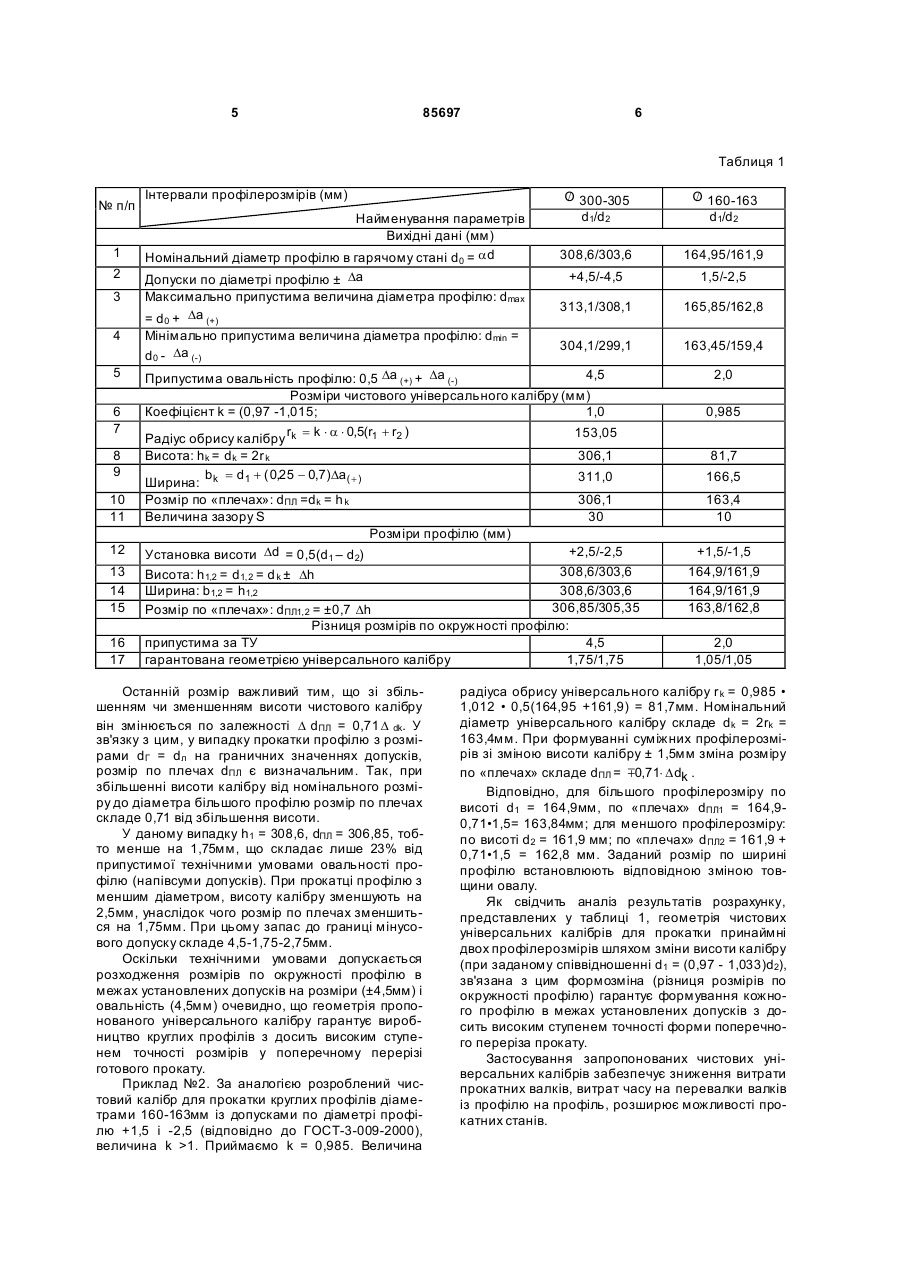
Чистовий універсальний калібр для прокатки круглих профілів, що включає два симетрично 3 85697 Недолік розглянутого калібру полягає в тому, що в ньому не передбачена можливість прокатки двох найближчих по розмірі діаметрів кругів. Прокатати в даному калібрі інший, найближчий по розмірі діаметра круг за рахунок збільшення зазору між валками не є можливим. Це зв'язано з тим, що при установці висоти калібру, рівній величині номінального діаметра, розміри по ширині профілю і по «плечах» (у місцях компенсації зносу поверхні рівчаків) будуть менше мінімально припустимих. Зазначений недолік призводить до того, що велика кількість профілерозмірів вимагає відповідної кількості чистових калібрів, а, отже, великої кількості комплектів прокатних валків, що спричиняє значну витрату валків і багаторазові їхні перевалки на стані з профілю на профіль, зниження продуктивності стану. До загальних ознак прототипу і чистового універсального калібру для прокатки круглих профілів, що заявляється, відносяться два симетрично розташованих рівчаки, обкреслених радіусом, із зазором між ними. В основу винаходу поставлена задача розробки універсального чистового калібру для прокатки круглих профілів, в якому шля хом удосконалення його конструкції (геометрії) забезпечується формування (прокатку), принаймні, двох профілів в одному калібрі за рахунок зміни зазору між валками. Це дозволяє скоротити витрату прокатних валків і витрати часу на їхні перевалки, розширити можливості прокатного стану. Поставлена задача вирішується за рахунок того, що в заявленому універсальному калібрі, що включає два симетрично розташованих рівчаки, обкреслених радіусом, із зазором між ними, згідно винаходу, величину радіуса, що окреслює контур калібру, приймають як величину проміжну між розмірами радіусів суміжних профілів і визначають по формулі rk = k × a × 0,5(r1 + r2 ) , а ширину калібру визначають розміром рівним b k = d 1 + ( 0,25 - 0,7 )Da ( + ) при обмеженні розмірів діаметрів суміжних профілів співвідношенням d1 = (1,012-1,033)d2, де rk - радіус обрису універсального калібру; r1 і r2 - радіуси круглих профілів відповідно з великим і меншим діаметром; k - коефіцієнт, що враховує домірність допусків по діаметрі профілю, k=( 0,97 -1,015); a - коефіцієнт лінійної усадки гарячого металу; bk - ширина калібру; Da ( + ) - величина плюсового допуску; d1 і d2 - діаметри суміжних профілів відповідно з великим і меншим діаметром. Для випадків, коли абсолютна величина плюсового допуску перевищує мінусовий, k 1, при рівності допусків - k = 1. 4 На Фіг.1 представлена схема прокатки круглого профілю в чистовому універсальному калібрі, що заявляється. На Фіг.1 прийняті позначення: rk радіус обрису калібру; b k - ширина калібру; h k висота калібру; S - зазор між валками; dГ - розмір профілю по ширині; dk - розмір профілю по висоті; dПЛ - розмір профілю по «плечах». На Фіг.2 показана схема передчистового овального калібру. На Фіг.3 показана схема чистового універсального калібру для прокатки круглих профілів O 300-305мм. При цьому передбачається / кантування овального профілю перед його задачею в чистовий калібр. На Фіг.3 розміри, зазначені в дужках, відповідають настройці калібру на мінімальний (300мм) і максимальний (305мм) розміри профілю, що прокатується. Суть винаходу пояснюється схемами, представленими на Фіг.2 і Фіг.3, де завдяки застосуванню чистового універсального калібру (Фіг.1) забезпечується можливість формування, принаймні, двох профілів за рахунок зміни зазору між валками. Найбільш актуальним є використання пропонованого рішення на одно-двох клітьових прокатних станах із широким сортаментом круглих профілів, де розміщення чистових калібрів обмежено довжиною бочки прокатних валків, наприклад, заготовочних. Розглянемо аналіз реалізації пропонованого рішення на конкретних прикладах в умовах заготовочного стану 950/900. Результати розрахунку чистових універсальних калібрів для прокатки круглих профілів діаметрами 300-305мм і діаметрами 160-163мм представлені в таблиці 1. Усі розміри відповідають гарячому стан у металу. Приклад №1. Оскільки відповідно до технічних умов на прокатку кругів (ГОСТ-3-009-2000) граничні припустимі відхилення по діаметрі круга скла/ дають ±1,5%, що для круга O 300мм складає ±4,5мм, величина k = 1. Отже, номінальний діаметр чистового універсального калібру складе напівсуму діаметрів dk = 306,1мм (Фіг.3). Для забезпечення прокатки кола 0305мм висоту калібру збільшують на 2,5мм, при цьому h1 = d1 -= 308,6мм (Фіг.3). Ширина профілю приймається рівній його висоті b1 = d1 = 308,6мм і забезпечується відповідним збільшенням передчистового овального профілю. При переході на прокатку круга діаметром O 300мм із круга O 305мм висоту калібру змен/ / шують на 5мм, що складе h2=d2=303,6мм (Фіг.3). Необхідний розмір профілю по горизонталі забезпечується відповідним зменшенням товщини передчистового овалу (Фіг.2). При прокатці круглих профілів обов'язковому контролю по перерізі круга піддають розміри по головних осях, тобто розміри dk і dГ, а також по «плечах» dПЛ, а саме під кутом 45° до головних осей (Фіг.1). 5 85697 6 Таблиця 1 № п/п 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 Інтервали профілерозмірів (мм) Найменування параметрів Вихідні дані (мм) Номінальний діаметр профілю в гарячому стані d0 = a d Допуски по діаметрі профілю ± Da Максимально припустима величина діаметра профілю: dmax = d0 + Da (+) Мінімально припустима величина діаметра профілю: dmin = d0 - Da (-) O 300-305 / d1/d2 O 160-163 / d1/d2 308,6/303,6 164,95/161,9 +4,5/-4,5 1,5/-2,5 313,1/308,1 165,85/162,8 304,1/299,1 163,45/159,4 4,5 Припустима овальність профілю: 0,5 Da (+) + Da (-) Розміри чистового універсального калібру (мм) Коефіцієнт k = (0,97 -1,015; 1,0 153,05 Радіус обрису калібру rk = k × a × 0,5(r1 + r2 ) Висота: hk = dk = 2r k b = d 1 + ( 0,25 - 0,7 )Da ( + ) Ширина: k Розмір по «плечах»: dПЛ =dk = h k Величина зазору S 0,985 306,1 81,7 311,0 166,5 306,1 30 163,4 10 Розміри профілю (мм) +2,5/-2,5 Установка висоти Dd = 0,5(d 1 – d2) 308,6/303,6 Висота: h1,2 = d1,2 = d k ± Dh Ширина: b1,2 = h1,2 308,6/303,6 306,85/305,35 Розмір по «плечах»: dПЛ1,2 = ±0,7 Dh Різниця розмірів по окружності профілю: припустима за ТУ 4,5 гарантована геометрією універсального калібру 1,75/1,75 Останній розмір важливий тим, що зі збільшенням чи зменшенням висоти чистового калібру він змінюється по залежності D dПЛ = 0,71 D dk. У зв'язку з цим, у випадку прокатки профілю з розмірами dГ = dл на граничних значеннях допусків, розмір по плечах dПЛ є визначальним. Так, при збільшенні висоти калібру від номінального розміру до діаметра більшого профілю розмір по плечах складе 0,71 від збільшення висоти. У даному випадку h1 = 308,6, dПЛ = 306,85, тобто менше на 1,75мм, що складає лише 23% від припустимої технічними умовами овальності профілю (напівсуми допусків). При прокатці профілю з меншим діаметром, висоту калібру зменшують на 2,5мм, унаслідок чого розмір по плечах зменшиться на 1,75мм. При цьому запас до границі мінусового допуску складе 4,5-1,75-2,75мм. Оскільки технічними умовами допускається розходження розмірів по окружності профілю в межах установлених допусків на розміри (±4,5мм) і овальність (4,5мм) очевидно, що геометрія пропонованого універсального калібру гарантує виробництво круглих профілів з досить високим ступенем точності розмірів у поперечному перерізі готового прокату. Приклад №2. За аналогією розроблений чистовий калібр для прокатки круглих профілів діаметрами 160-163мм із допусками по діаметрі профілю +1,5 і -2,5 (відповідно до ГОСТ-3-009-2000), величина k >1. Приймаємо k = 0,985. Величина 2,0 +1,5/-1,5 164,9/161,9 164,9/161,9 163,8/162,8 2,0 1,05/1,05 радіуса обрису універсального калібру r k = 0,985 • 1,012 • 0,5(164,95 +161,9) = 81,7мм. Номінальний діаметр універсального калібру складе dk = 2rk = 163,4мм. При формуванні суміжних профілерозмірів зі зміною висоти калібру ± 1,5мм зміна розміру по «плечах» складе dПЛ = m0,71× D dk . Відповідно, для більшого профілерозміру по висоті d1 = 164,9мм, по «плечах» dПЛ1 = 164,90,71•1,5= 163,84мм; для меншого профілерозміру: по висоті d2 = 161,9 мм; по «плечах» d ПЛ2 = 161,9 + 0,71•1,5 = 162,8 мм. Заданий розмір по ширині профілю встановлюють відповідною зміною товщини овалу. Як свідчить аналіз результатів розрахунку, представлених у таблиці 1, геометрія чистових універсальних калібрів для прокатки принаймні двох профілерозмірів шляхом зміни висоти калібру (при заданому співвідношенні d1 = (0,97 - 1,033)d2), зв'язана з цим формозміна (різниця розмірів по окружності профілю) гарантує формування кожного профілю в межах установлених допусків з досить високим ступенем точності форми поперечного переріза прокату. Застосування запропонованих чистових універсальних калібрів забезпечує зниження витрати прокатних валків, витрат часу на перевалки валків із профілю на профіль, розширює можливості прокатних станів. 7 Комп’ютерна в ерстка В. Клюкін 85697 8 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюFinishing universal gauge for rolling of rounds
Автори англійськоюShum Valentyn Borysovych, Yakovchenko Oleksandr Vasyliovych, Smyrnov Yevhen Mykolaiovych, Boryskyn Valentyn Valentynovych
Назва патенту російськоюЧистовой универсальный калибр для прокатки круглых профилей
Автори російськоюШум Валентин Борисович, Яковченко Александр Васильевич, Смирнов Евгений Николаевич, Борискин Валентин Валентинович
МПК / Мітки
Мітки: круглих, калібр, чистовий, універсальний, профілів, прокатки
Код посилання
<a href="https://ua.patents.su/4-85697-chistovijj-universalnijj-kalibr-dlya-prokatki-kruglikh-profiliv.html" target="_blank" rel="follow" title="База патентів України">Чистовий універсальний калібр для прокатки круглих профілів</a>
Система двовалкових калібрів для прокатки круглих профілів
Номер патенту: 5799
Опубліковано: 15.03.2005
Автори: Дорожко Іван Кирилович, Луценко Віктор Олександрович, Чічкан Артур Олексійович, Луцький Михайло Борисович
МПК: B21B 27/00, B21B 1/08
Мітки: прокатки, круглих, профілів, двовалкових, калібрів, система
Формула / Реферат:
Система двовалкових калібрів для прокатки круглих профілів, утворених струмками з горизонтальною площиною розніму, яка включає підготовчий, передчистовий і чистовий калібри, які складаються із зв'язаних криволінійних і прямолінійних ділянок, яка відрізняється тим, що довжина прямолінійної ділянки дна струмка підготовчого калібру складає 0,70 - 0,74 ширини дна калібру; прямолінійні ділянки зв'язані з бічними стінками калібру криволінійними...
Система калібрів та спосіб прокатки в них круглих профілів
Номер патенту: 18721
Опубліковано: 25.12.1997
Автори: Енвальд Анатолій Васильович, Єфремов Віктор Іванович, Гладков Владіслав Сєргєєвіч, Филонов Юрій Всеволодович, Крупник Ісаак Абрамович, Матвєєв Генадій Леонідович, Віногадов Анатолій Вікторович, Гончар Володимир Павлович, Сапригін Хразален Михайлович, Гавриленко Євген Дмитрович
Мітки: них, прокатки, калібрів, система, профілів, спосіб, круглих
Формула / Реферат:
(57) 1. Система калибров для прокатки круглых профилей, содержащая предчистовой овальный и чистовой круглый калибры, отличающаяся тем, что овальный и круглый калибры выполнены асимметричными со смещением разъемов на величину "е", определяемую выражениемгде - величина...
Спосіб прокатки кутових профілів та системa калібрів для його здійснення
Номер патенту: 37425
Опубліковано: 15.05.2001
Автори: Носаньов Олександр Григорович, Балабєй Євген Михайлович, Андрійчук Сергій Андрійович, Олійник Олександр Іванович, Босий Володимир Миколайович
МПК: B21B 1/09
Мітки: прокатки, спосіб, система, калібрів, кутових, здійснення, профілів
Формула / Реферат:
1. Спосіб прокатки кутових профілів, який включає послідовне рівномірне обтиснення елементів кутового профілю у чорнових калібрах та обтиснення за шириною зовнішніх поверхонь полиць кутового профілю у передчистовому та чистовому калібрах, який відрізняється тим, що у передчистовому калібрі переважному обтисненню піддають зони спряження полиць та кінцеві ділянки полиць, формуючи виступи у середній частині зовнішньої поверхні полиць, а у...
Кліть для подовжньої прокатки профілів змінного перерізу
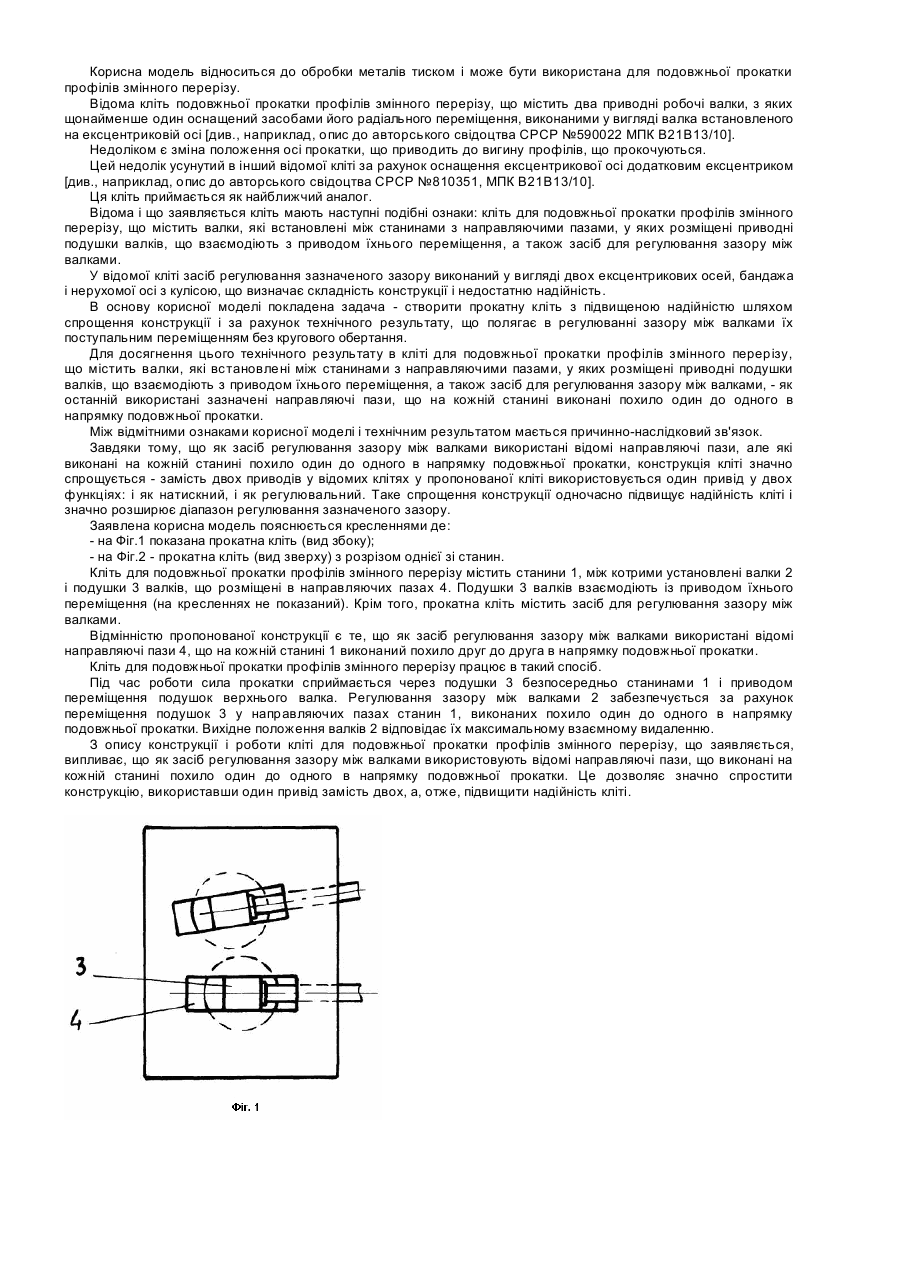
Номер патенту: 23055
Опубліковано: 10.05.2007
Автори: Цівковський Олександр Григорович, Кисельов Олександр Григорович
МПК: B21B 13/00
Мітки: прокатки, кліть, перерізу, подовжньої, змінного, профілів
Формула / Реферат:
Кліть для подовжньої прокатки профілів змінного перерізу, що містить валки, які встановлені між станинами з напрямними пазами, у яких розміщені привідні подушки валків, що взаємодіють з приводом їхнього переміщення, а також засіб для регулювання зазору між валками, яка відрізняється тим, що як останній використані зазначені напрямні пази, що на кожній станині виконані похило один до одного в напрямку подовжньої прокатки.
Спосіб прокатки кутових профілів на безперервному стані
Номер патенту: 12030
Опубліковано: 16.01.2006
Автори: Курочкін Олександр Федорович, Макаренко Олександр Анатолійович, Жучков Сергій Михайлович, Хрустенко Юрій Михайлович, Паламар Дмитро Григорович, Білий Микола Павлович, Токмаков Павло Вадимович
МПК: B21B 1/02
Мітки: безперервному, кутових, спосіб, прокатки, профілів, стані
Формула / Реферат:
Спосіб прокатки кутових профілів на безперервному стані, що включає деформацію вихідної заготовки в системі ящикових калібрів, формування чорнового кутового профілю в системі горизонтальних клітей з нижнім некаліброваним валком і верхнім валком з рівчаком, що утворює вершину кутового профілю, деформацію отриманого розкату в системі кутових проміжних калібрів і остаточне формування кутового профілю, у двох відкритих передчистовому і чистовому...
Попередній патент: Спосіб підвищення нафтовіддачі високотемпературного тріщинувато-пористого пласта
Наступний патент: Хінолінові проміжні сполуки для синтезу інгібіторів рецепторної тирозинкінази та спосіб їх одержання
Випадковий патент: Пристрій для монтажу лічильника рідини