Спосіб отримання оболонкових конструкцій, що працюють під тиском
Номер патенту: 75712
Опубліковано: 15.05.2006
Автори: Костюченко Віталій Іванович, Бойко Володимир Семенович, Остроушко Анатолій Вікторович, Серенко Олександр Микитович, Каргін Борис Сергійович
Формула / Реферат
1. Спосіб отримання оболонкових конструкцій, що працюють під тиском, який включає додання заготовкам заданої форми з подальшим зварюванням і калібруванням, який відрізняється тим, що формоутворення елементів оболонок здійснюють безпосередньо після прокатки заготовок при температурі кінця прокату, а зварювання проводять після операції формоутворення заготовок з їх залишковою температурою.
2. Спосіб за п. 1, який відрізняється тим, що процес зварювання сталевих конструкцій здійснюють при температурі заготовок в межах 450...650°С.
3. Спосіб за п. 2, який відрізняється тим, що проводять згладжування зони переходу зварного шва до основного металу шляхом пластичної деформації нагрітого металу, безпосередньо після зварювання.
Текст
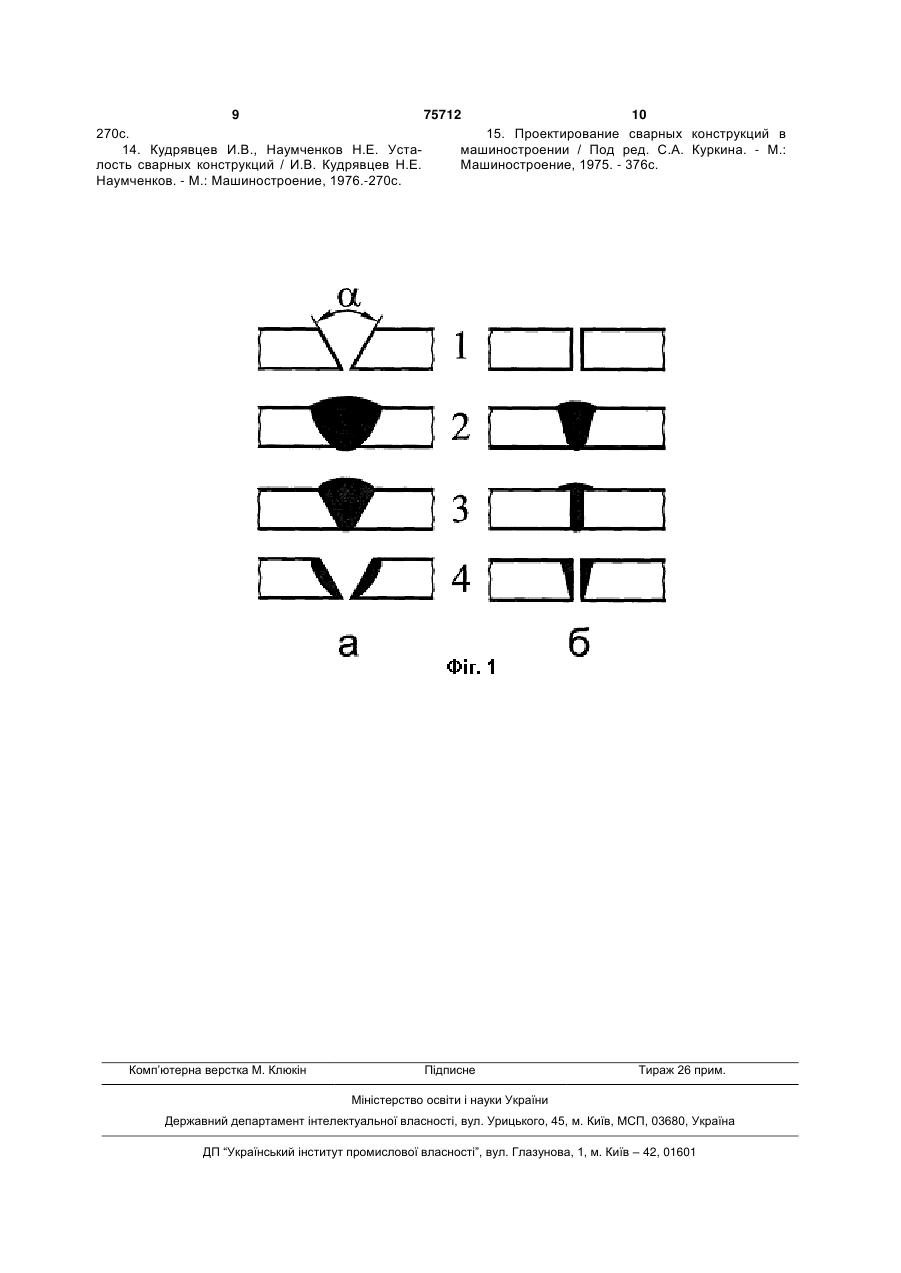
1. Спосіб отримання оболонкових конструкцій, що працюють під тиском, який включає додання 3 75712 4 дозволять за рахунок збереження температури рамках четвертого металургійного переділу; кінця прокатного переділу і граничної пластичності по-друге, зменшенням або повною ліквідацією металу отримати зниження витрат енергоресурсів, негативних дій фізико-механічних процесів, які трудомісткості, матеріаломісткості і енергоємності. супроводжують зварювання на зварюваний метал Для вирішення поставленої задачі в способі і експлуатаційну міцність конструкцій; отримання оболонкових конструкцій посудин прапо-третє, можливістю отримання технікоцюючих під тиском, надання заготовкам заданої економічних переваг запропонованого процесу форми з подальшим зварюванням і калібруванням зварювання оболонкових конструкцій і подальших відповідно до винаходу, формоутворення елементехнологічних операцій у порівнянні з традиційним тів оболонок здійснюють безпосередньо після варіантом зварювання. плющення заготовок при температурі кінця прокаРозглянемо більш детально перераховані фату, а зварювання - після операції формоутворення ктори. заготовок з їх залишковою температурою. 1. При реалізації способу отримання оболонПри цьому процес зварювання металоконсткових конструкцій, що заявляється, в рамках четрукцій здійснюють при температурі заготовок в вертого металургійного переділу, все подальші межах 450-6500С. після прокатки технологічні операції повинні здійсКрім того, здійснюють згладжування зони пенюватися в режимі, властивому процесу прокатки, реходу зварного шва до основного металу метотобто з певним ритмом або циклом. Якщо здійсдом пластичної деформації нагрітого металу безнювати зварювання сформованих заготовок за посередньо після зварювання. загальноприйнятою технологією, то буде потрібно Обґрунтовування істотності способу пояснюдо початку зварювання охолодити їх до звичайної ється кресленнями, де на фігурі 1 (а) і (б) зобратемператури. Це можливо або природним шляхом жено оброблення шва за звичайною і пропонова(розсіяння тепла в оточуюче середовище), або ною технологією. шляхом швидкого примусового охолоджування Пропонований спосіб забезпечує створення заготовок на спеціальних установках. В першому високої наукоємної інтегрованої технології системвипадку ритм випуску продукції буде порушено но-безперервно-дискретного формозмінення гарячерез тривалий цикл охолоджування заготовок. чекатаної смуги з отриманням елементів оболонКрім того, будуть потрібні великі проміжні складськових конструкцій, що працюють під тиском, кі майданчики і спеціальні транспортні операції по включаючи залізничні вагони-цистерни. Ця техноїх складуванню і подальшої подачі до зварювальлогія дозволить уникнути багатоступінчастості, них агрегатів. В другому випадку необхідні спеціабагатофункціональності, яку застосовують на мальні холодильні агрегати великої місткості і потужшинобудівному заводі при виробництві від заготоності, що зажадає додатково великих фінансових вки до готового виробу. При цьому, за рахунок витрат та енергетичних ресурсів. Таким чином, використовування температури кінця прокату і навіть з урахуванням тільки цих двох обставин граничної пластичності металу, усувається необстає очевидним доцільність виконання зварюванхідність подвійного нагріву гарячекатаного метаня одразу після гарячого формоутворення заготолопрокату і повторного окалиноутворювання за вок. рахунок окислення. Одночасно представляється 2. Відомо, що процес зварювання чинить можливість отримання поверхні, придатної для складне впливання на стан і властивості металу в нанесення термокорозійних покриттів, а також зоні зварних з'єднань конструкції [7, 8]. Зокрема, зменшення числа зварних швів, що використовутермодеформаційні процеси, супроводжуючі зваються при розкрої металопрокату і утворення порювання, приводять до виникнення залишкових лотнищ для подальшого їх гнуття в діаметр. Пронапруг і спотворення форми зварної конструкції, понований спосіб дозволяє також відмовитися від зон з гартівними структурами, пластичних дефорекологічно небезпечної операції дробоструминної мацій металу, особливо значних в зоні концентразачистки поверхонь металоконструкцій, що здійсторів, деформаційному старінню металу і т.ін. [9нена в звичайних умовах. 12]. Виконання зварювання за пропонованим споСтупінь розвитку вказаних явищ залежить від собом безпосередньо після формоутворення дохімічного складу і вихідних властивостей металу, зволяє зменшити залишкові напруги, досягти одспособу і режиму зварювання, умов виконання норідності металу в зварному шві і родовому зварювання і ін. металі, усунути концентрацію напруг в зоні переДуже часто відзначені процеси приводять до ходу шва до основного металу. Тим самим одернегативних наслідків як для зварного з'єднання ще жуємо нову якість оболонкової металоконструкції в на стадії його утворення (проблема технологічної цілому, здатної протистояти утворенню тріщин при міцності), так і для працездатності зварних оболозмінних навантаженнях і корозійному руйнуванню нкових конструкцій в процесі подальшої експлуав процесі тривалої експлуатації. Це дозволить потації. Особливо яскраво це виявляється при виконизити аварійність конструкції і вірогідність розгеристовуванні високоміцних сталей або сталей з рметизації оболонки. особливими властивостями (наприклад, корозійНеобхідність здійснення процесу зварювання ностійких). безпосередньо після формоутворення пояснюєтьНе розглядаючи тут багато явищ, які супровося наступним: джують процес зварювання, зупинимося лише на по-перше, необхідною безперервністю технодвох найбільш сильно впливаючих на технологічну логічного процесу виготовлення оболонкових або експлуатаційну міцність: 1 - утворення залишконструкцій, що передбачається даною заявкою в кових напруг в зварній оболонці, і 2 - втрата плас 5 75712 6 тичності металу внаслідок гарту при високих швиВідомі способи зниження концентрації напруг дкостях охолоджування. шляхом утворення плавних переходів від основноЗалишкові напруги, що неминуче виникають го металу до зварного шва [13, 14]. Це можна зропри зварюванні в звичайних умовах, приводять до бити за допомогою механічної обробки з'єднання, таких негативних процесів і наслідків: обробкою електродуги, поверхневою пластичною спотворюється форма і розміри конструкції як деформацією ударним навантаженням і ін. Викопісля зварювання, так і при подальшій мехобробці; ристовування будь-якого з методів вимагає значзменшується втомлена міцність конструкції, них енергетичних і фінансових витрат і спеціалізоособливо за наявності концентраторів напруг; ваного устаткування. зменшується корозійна стійкість і інтенсифікуОскільки в пропонованому способі виготовється процес корозійного розтріскування металу в лення оболонкових конструкцій зварювання прозоні зварних з'єднань; водиться при нагрітому металі, то доцільно викозростає небезпека крихкого руйнування консристовувати найекономічніший спосіб формування трукцій, особливо при пониженні температури. плавного переходу від шва до основного металу Втрата пластичності металу, що відбувається шляхом обкатки цієї зони спеціальними роликами в зонах зварного з'єднання внаслідок перекриставідразу після утворення зварного шва. В цьому лізації металу при нагріванні і подальшого швидковипадку метал, що знаходиться в пластичному го охолоджування приводить до утворення струкстані, легко деформується при невеликих зусилтур гартування, що може викликати такі негативні лях. наслідки: Спосіб отримання оболонкових конструкцій утворення холодних тріщин в зварних з'єднанздійснюють таким чином. Закінчену в результаті нях; технологічного процесу прокатки третього металупогіршення механічного оброблювання металу ргійного переділу гарячекатану смугу шириною через високу твердість загартованих ділянок; розкату до 2700 мм і завтовшки 10-12 мм з темпепідвищення небезпеки ініціації крихкого руйнуратурою кінця прокату 850-950°С заздалегідь порівання зварних конструкцій при експлуатації в умозану на мірні довжини подають по теплоізольовавах знижених температур. ному відвідному рольгангу до місця При виготовленні оболонкових конструкцій віформоутворення. Формоутворення може проводидповідно до пропонованої заявки, зварювання тися декількома способами (гнуттям в штампах, на здійснюється при залишковій температурі металу, гідравлічному пресі або в згинальних тривалкових яку він матиме після формоутворення. Попередня вальцях). Після досягнення заготовкою необхідної оцінка показує, що метал матиме залишкову темформи і розмірів здійснюють зварювання оболонки пературу перед зварюванням в діапазоні 750з подальшою подовжньою обкаткою шва роликами 6000С. Тому, після виконання зварювальної операі калібруванням. Вибір конкретного варіанту техції на гарячому металі всі негативні вищезгадані нологічного процесу формоутворення і зварюванявища і процеси, характерні для звичайного званя визначається конструктивними особливостями рювання, не виявляються, тобто не з'являтимуться оболонкової конструкції і економічною доцільністю в зварному з'єднанні гартівні структури, а залишотримання заготовки, напівфабрикату або заверкові напруги будуть практично повністю усунені. шеного виробу на четвертому переділі металурПрактика і розрахунки показують, що релаксація гійного заводу. залишкових напруг в сталевих зварних конструкціЗ'єднання обичайок (напівобичайок) в конструях протікає найбільш інтенсивно в температурному кцію казана здійснюють або однопрохідним односінтервалі 650.4500С [11, 12]. Тому для отримання тороннім (фіг. 1, а), або однопрохідним, двостомінімального рівня зварювальних залишкових нароннім автоматичним зварюванням під флюсом на пруг при виготовленні оболонкових конструкцій подушці флюсу з обробленням кромок, що харакзапропонованим способом, їх зварювання необтерне для відомих технологій. хідно здійснювати в діапазоні 450...6500С. По пропонованому варіанту зварювання дося3. Процес зварювання завжди вимагає витрат гнення якісного з'єднання можна отримати без енергії, пов'язаної з необхідністю встановлення оброблення кромок ( фіг. 1, б) оскільки проплавміцних міжатомних зв'язків між поверхнями, що лення заздалегідь нагрітого металу відбувається сполучаються. Частіше всього зварювання здійснабагато ефективно і з меншими енергетичними нюється шляхом розплавлення кромок, що сполувитратами. Зварювання пластин здійснюють на чаються. За інших рівних умов витрати енергії на режимі (для товщини 12 мм): І = 500.550 А, напрурозплавлення заздалегідь нагрітих кромок будуть га на дузі U = 32.34 В, швидкість зварювання 42 менше ніж при зварюванні холодних кромок. Тому м/година, діаметр електроду 4 мм, зазор між кромвиконання зварювання нагрітих заготовок відповіками 2 мм. дно до заявки, дозволить отримати економію енеЗапропонований режим забезпечує отримання ргоресурсів. зварного шва без дефектів, з невеликою площею Зварні з'єднання всіх видів є концентраторами поперечного перетину ( фіг. 1, б). напруг, що впливають на міцнісні властивості Згладжування зони переходу зварного шва до конструкцій. Це особливо виявляється при дії основного металу здійснюють методом пластичної змінних навантажень (втомне руйнування) і при деформації обкаткою роликом. окрихчуванні металу (крихке руйнування) [14, 15]. Порівнюючи витрати електроенергії на дугове Ефективною мірою по підвищенню міцності зварзварювання за даними варіантами, можна зробити них з єднань в згаданих випадках є зниження стувисновок, що при отримання заготовок за пропопеня концентрації напруг в них. нованим способом (зварювання гарячого металу) 7 75712 8 досягається зниження витрат електроенергії на 25гійного циклу, дозволить отримати високий прибу30% у порівнянні із звичайним способом. Це поясток, і у свою чергу, уникнути жорсткого квотування нюється меншими витратами тепла на плавлення поставки традиційної металопродукції на ці ринки. електродного металу (див. поз. 3 фіг. 1) і основноВисокий рівень потреби дозволить переробляти го металу (див. поз. 4 фіг. 1) оскільки площі передо 50% гарячекатаного металопрокату на четвертину шва і кромок, що розплавляються, в пропонотому переділі металургійного циклу виробництва, ваному варіанті будуть менше. при цьому, зменшити непродуктивні технологічні і Істотність пропонованого способу полягає в транспортні витрати в 1,5-2 рази, заощадити енертому, що гарячекатаний металопрокат за прирогетичні і матеріальні ресурси, знизити собівартість дою не поступає для охолодження на адьюстаж виробництва. стану, а може бути направлений в кількості до 50% Сприятлива кон'юнктура на ринках держав в безпосередню переробку на виробничу ділянку, СНГ і світовому ринку, що складається, дозволяє ніж досягається можливість повного використання прогнозувати високу ефективність при упроваграничної температури пластичності металопрокадженні запропонованого винаходу як нової, висоту для формоутворення з подальшим зварюванкої, наукоємкої, інтегрованої технології і інноваційням заготовок, напівфабрикатів і виробів (казанів). но-інвестиційної діяльності, що охоплює по Запропонований технологічний процес виробництсукупності економіки галузей. ва посудин, що працюють під тиском, дозволяє Джерела інформації: досягти зниження матеріалоємності, трудомісткос1. Ершов В.И. Интенсификация формоизметі, енергоємності. няющихся операций листовой штамповки / В.И. Таким чином, якщо застосувати формозміну Ершов. - М.: Высшая школа, 1989. - 87с. (гнуття, штампування) гарячекатаної смуги безпо2. Ковка и объемная штамповка стали: Спрасередньо після прокатки із збереженням темперавочник в 4-х томах / Под редакцией Е.И. Семенотури кінця прокату і граничної пластичності метава. - Т.4. - М.: Машиностроение, 1986. - 567с. лу, а після операції формоутворення здійснити 3. Решение о выдаче патента на изобретение зварювання заготовок, то можна досягти зниження /от 29.11.1968/ СССР, МПК В21Д. Способ гибки трудомісткості виготовлення оболонкових конструпрофилей из листового материала. Б.П. Алякринскцій в 3-4 рази. Значно знижуються транспортні кий, С.Г. Гумиров, А.Н. Ткаченко. витрати (приблизно в 1,5 рази). Усуваються деякі 4. Решение о выдачи патента на изобретение технологічні операції, властиві відомому способу /от 12.09.1966/ СССР МПК 21Д. Способ гибки виготовлення посудин тиску (наприклад, попередпрофилей из листового материала. Г.В. Проскуряній підігрів перед штампуванням, повторне зачиков, Е.А. Вождаев, А. А. Терентьев и Л.П. Куликощення від окалини та ін.). Знижується енергоємва. ність деяких технологічних операцій, що 5. Решение о выдачи патента на изобретение вживаються на машинобудівних підприємствах за /от 13.08.1966/ СССР МПК 21 Д. Способ гибки в типовим процесом (розкрій металопрокату при штампах Л.Г. Войханский. температурі навколишнього середовища, зварю6. Типовой технологический процесс на гибку вання полотнищ, зачищення зварного шва, подача и калибровку обечаек котла железнодорожной його на гнуття і калібрування з подальшим зварювагон-цистерны моделей 1547-03/04, 1443-06, ванням металоконструкцій в казан, обробка пове1566-06, 1610-02. разработчик "Технологический рхонь під фарбування, видалення окалини в дроотдел вагоностроения" ОАО "Азовмаш". боструминих камерах і ін.). Виконання різних 11.09.2002. технологічних операцій безпосередньо після про7. Патон Б.Е. Проблемы сварки на рубеже векату на четвертому переділі металургійного циклу ков / Б.Е. Патон // Сб. тр. Междунар. конф. "Сварка істотно спрощується і здешевлюється порівняно із и родственные технологии в XXI век". - К.: ИЭС им. загальноприйнятою технологією обробки металоЕ.О. Патона, 1998. С.5-12. прокату. Скорочуються безповоротні втрати мета8. Лобанов Л.М. Развитие расчетных и технолу (до 1,5% від маси прокату, що переробляється) логических методов повышения прочности, долгоза рахунок ліквідації утворення окалини при повечности и точности изготовления сварных консвторному нагріві. трукций / Л.М. Лобанов, В.И. Махненко, В.И. Таким чином, упровадження нової високої, наТруфяков. Там же. С.137-151. укоємкої технології переробки гарячекатаної смуги 9. Касаткин Б.С. Напряжения и деформации на четвертому переділі металургійного виробницпри сварке / Б.С. Касаткин, В.М. Прохоренко, И.М. тва при виготовленні посудин працюючих під тисЧертов. - К.: Вища школа, 1987. - 246с. ком, дозволить отримати енергозберігаючий і еко10. Винокуров В.А. Теория сварочных дефорлогічний ефект. маций и напряжений / В.А. Винокуров, А.Г. ГригоПроведені маркетингові дослідження викорисрьянц. - М.: Машиностроение, 1984.- 280с. тання металопрокату численними споживачами 11. Сагалевич В.М. Методы устранения сваромашинобудування, суднобудування, котлобудучных деформаций и напряжений / В.М. Сагалевич, вання, дають підстави затверджувати про високий - М.: Машиностроение, 1974.- 247 с. рівень потреби оболонкових конструкцій різного 12. Винокуров В.А. Отпуск сварных конструкпризначення як усередині держави Україна, так і в ций для снижения напряжений. - М.: Машинострокраїнах ближнього і дальнього зарубіжжя. Розшиение, 1973.-215 с. рення діапазону поставок, як на внутрішній, так і 13. Проскуряков Ю.Г. Упрочняющена зовнішній ринок заготовок і напівфабрикатів, калибрующие методы обработки: справ. Пособие / отриманих в рамках четвертого переділу металурЮ.Г. Проскуряков. - М.: Машиностроение, 1965. 9 75712 10 270с. 15. Проектирование сварных конструкций в 14. Кудрявцев И.В., Наумченков Н.Е. Устамашиностроении / Под ред. С.А. Куркина. - М.: лость сварных конструкций / И.В. Кудрявцев Н.Е. Машиностроение, 1975. - 376с. Наумченков. - М.: Машиностроение, 1976.-270с. Комп’ютерна верстка М. Клюкін Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod provides for obtaining shell structures operating under pressure
Автори англійськоюBoiko Volodymyr Semenovych, Kargin Borys Serhiiovych, Kostiuchenko Vitalii Ivanovych, Ostroushko Anatolii Viktorovych, Serenko Oleksandr Mykytovych
Назва патенту російськоюСпособ получения оболочковых конструкций, работающих под давлением
Автори російськоюБойко Владимир Семенович, Каргин Борис Сергеевич, Костюченко Виталий Иванович, Остроушко Анатолий Викторович, Серенко Александр Никитович
МПК / Мітки
МПК: B21D 22/00
Мітки: працюють, конструкцій, тиском, оболонкових, спосіб, отримання
Код посилання
<a href="https://ua.patents.su/5-75712-sposib-otrimannya-obolonkovikh-konstrukcijj-shho-pracyuyut-pid-tiskom.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання оболонкових конструкцій, що працюють під тиском</a>
Спосіб виготовлення великогабаритних деталей методом зварювання тиском
Номер патенту: 10432
Опубліковано: 15.11.2005
Автори: Кривунь Валентина Степанівна, Жартовський Олександр Володимирович, Семенов Валентин Михайлович
МПК: B23K 20/02
Мітки: великогабаритних, тиском, спосіб, зварювання, методом, виготовлення, деталей
Формула / Реферат:
Спосіб виготовлення великогабаритних деталей методом зварювання тиском, що включає механічну обробку поверхонь, що з'єднуються, з виготовленням крайок під зварювання, зборку і зварювання заготовки під кування, нагрівання під кування, кування, термічну обробку і наступну механічну обробку, який відрізняється тим, що на поверхні, які з'єднуються, перед зборкою під зварювання наносять шар дисперсних хімічних речовин, висушують шар, після чого...
Спосіб утворення модульних конструкцій для металевих оболонок із швелерних заготовок
Номер патенту: 71868
Опубліковано: 15.12.2004
Автори: Большаков Володимир Іванович, Подгорний Олексій Леонтійович, Сисойлов Микола Валентинович, Лаврик Геннадій Іванович, Сисойлов Ігор Миколайович
МПК: E04B 1/38
Мітки: спосіб, оболонок, металевих, заготовок, модульних, конструкцій, швелерних, утворення
Формула / Реферат:
1. Спосіб утворення модульних конструкцій для металевих оболонок із швелерних заготовок шляхом згинання окремих елементів, в полицях яких через інтервали, що дорівнюють стороні модульної конструкції, виконані парні вирізи, в місцях розташування яких елементи згинають із площин стінок профілю, а інтервали між осями вирізів у верхній та нижній полицях не рівні між собою, який відрізняється тим, що з'єднують два конструктивних елементи, кожний з...
Спосіб зварки металів тиском
Номер патенту: 29855
Опубліковано: 15.11.2000
Автори: Новіков Леонід Миколайович, Ульянов Віктор Михайлович, Гладченко Олександр Федорович, Коваленко Анатолій Панасович, Хаустов Георгій Йосипович, Полуектов Вадим Володимирович, Прокопенко Григорій Григорович, Білий Олександр Іванович, Ковіка Микола Данилович, Фурманов Валерій Борисович, Степаненко Михайло Андрійович
МПК: B23K 11/04, B23K 11/02, B23K 13/00
Мітки: металів, спосіб, тиском, зварки
Формула / Реферат:
Спосіб зварки металів тиском, що включає нагрів зварюваних поверхонь металів та подальшу осадку їх, відмінний тим, що нагрів зварюваних поверхонь і подальша їх осадка відбувається в рідинному середовищі, наприклад, у воді.
Спосіб отримання аміачної селітри під тиском
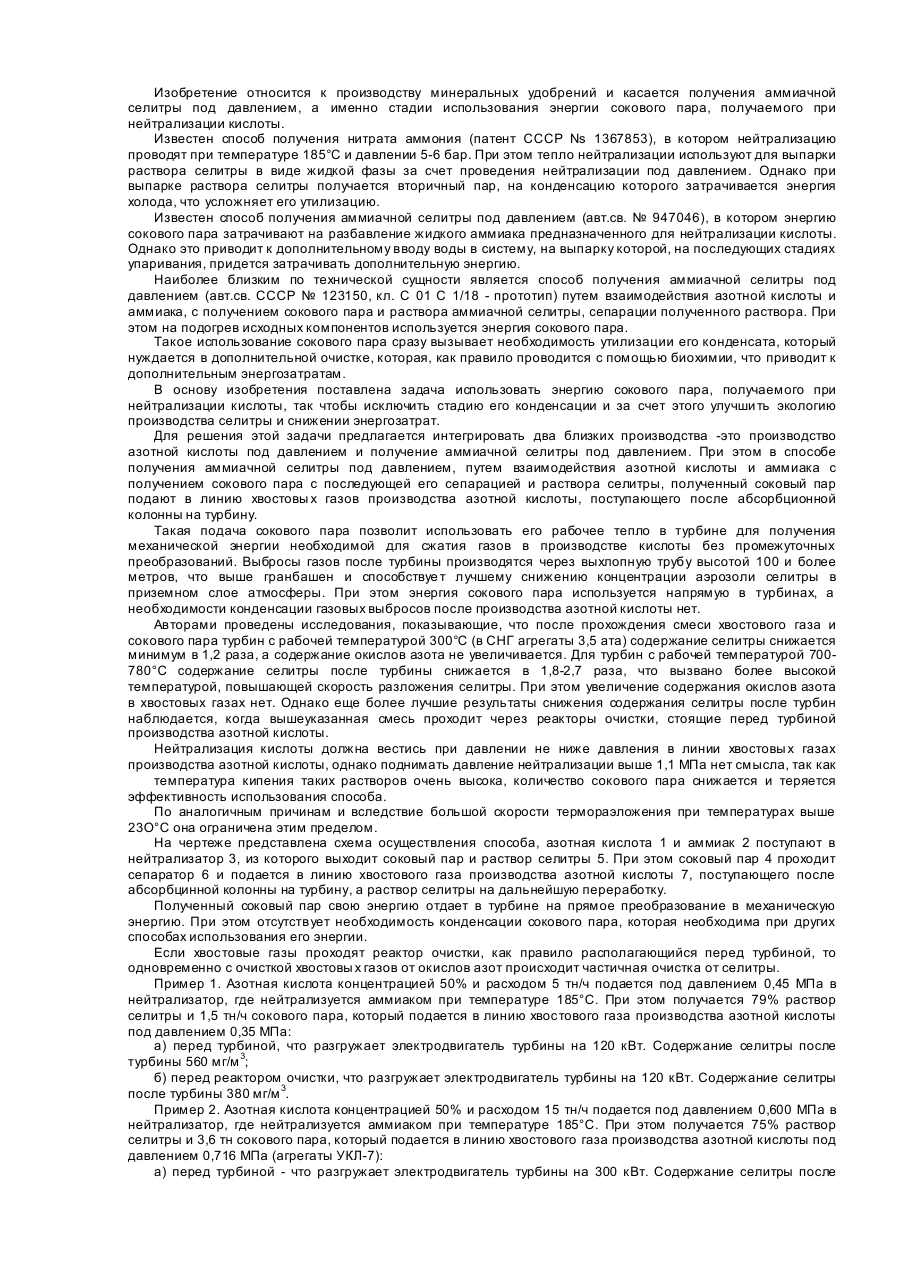
Номер патенту: 14674
Опубліковано: 20.01.1997
Автори: Губа Наталья Борисівна, Перепадья Микола Петрович, Зарубін Володимир Михайлович, Рябчиков Олександр Олексійович
МПК: C01C 1/18
Мітки: тиском, спосіб, отримання, аміачної, селітри
Формула / Реферат:
1. Способ получения аммиачной селитры под давлением путем взаимодействия азотной кислоты и аммиака с получением сокового пара с его последующей сепарацией, и раствора селитры, отличающийся тем, что полученный соковый пар подают в линию хвостового газа производства азотной кислоты, поступающего после абсорбционной колонны на турбину.2. Способ по п. 1, отличающийся тем, что соковый пар подают перед реакторами очистки хвостовых газов...
Спосіб одержання лужно-силікатних формувальних сумішей для ливарних оболонкових форм та стрижнів в нагрітій оснастці
Номер патенту: 58795
Опубліковано: 15.08.2003
Автори: Макаревич Олександр Павлович, Юрченко Олег Васильович
МПК: B22C 1/16
Мітки: одержання, спосіб, оболонкових, ливарних, нагрітій, форм, оснастці, сумішей, лужно-силікатних, формувальних, стрижнів
Формула / Реферат:
1. Спосіб одержання лужно-силікатних формувальних сумішей для ливарних оболонкових форм та стрижнів в нагрітій оснастці, яка включає введення та змішування компонентів формувальної суміші, що містить вогнетривкий наповнювач, водний розчин лугу та аморфний кремнезем, який відрізняється тим, що суміш додатково містить технологічні домішки, а змішування всіх компонентів формувальної суміші проводять одночасно.2. Спосіб по п. 1, який...
Попередній патент: Сцинтиляційна речовина, спосіб вирощування монокристалу сцинтиляційної речовини та її застосування
Наступний патент: Похідні 3-азабіцикло[3.1.0]гексану як антагоністи опіоїдного рецептора та фармацевтична композиція на їх основі
Випадковий патент: Спосіб магнітно-абразивної обробки