Автоматизований виробничий комплекс для формування та зарядки акумуляторних батарей при їхньому потоковому виробництві
Номер патенту: 76010
Опубліковано: 15.06.2006
Автори: Лісничий Віктор Миколайович, Скосар Вячеслав Юрійович, Бурилов Сергій Володимирович, Дзензерський Деніс Вікторович, Дзензерський Віктор Олександрович, Сіренко Максим Вікторович, Буряк Олександр Панасович
Формула / Реферат
Автоматизований виробничий комплекс для формування та зарядки акумуляторних батарей при їхньому потоковому виробництві, що містить машину для заливання в них електроліту, резервуари для охолодження проточною водою з рухомими керованими торцевими стінками, встановлені в ряд між двома транспортними лініями для переміщення акумуляторних батарей, штовхачі для переміщення акумуляторних батарей у резервуари, встановлені напроти вхідних торцевих стінок кожного резервуара, машину корекції рівня електроліту, машину миття, пристрій перевірки ступеня зарядженості, маркувальну машину, пакувальну машину, гідрокомунікаційну систему з теплообмінником, комплект електроперетворювачів для подачі формуючого та зарядного струмів, який відрізняється тим, що комплекс оснащений завантажувальним пристроєм для завантаження акумуляторних батарей на піддони, розвантажувальним пристроєм для розвантаження батарей з піддонів, кожна з двох транспортних ліній для переміщення акумуляторних батарей до резервуарів та від резервуарів виконана у вигляді рейкової колії з пересувним візком для піддонів, причому одна рейкова колія зв'язана із завантажувальним пристроєм, а друга рейкова колія зв'язана з розвантажувальним пристроєм, по всій довжині дна кожного резервуара розміщені напрямні ролики для переміщення піддонів, а конструкція піддона містить рівномірно розподілені по його поверхні прорізи для циркуляції проточної води.
Текст
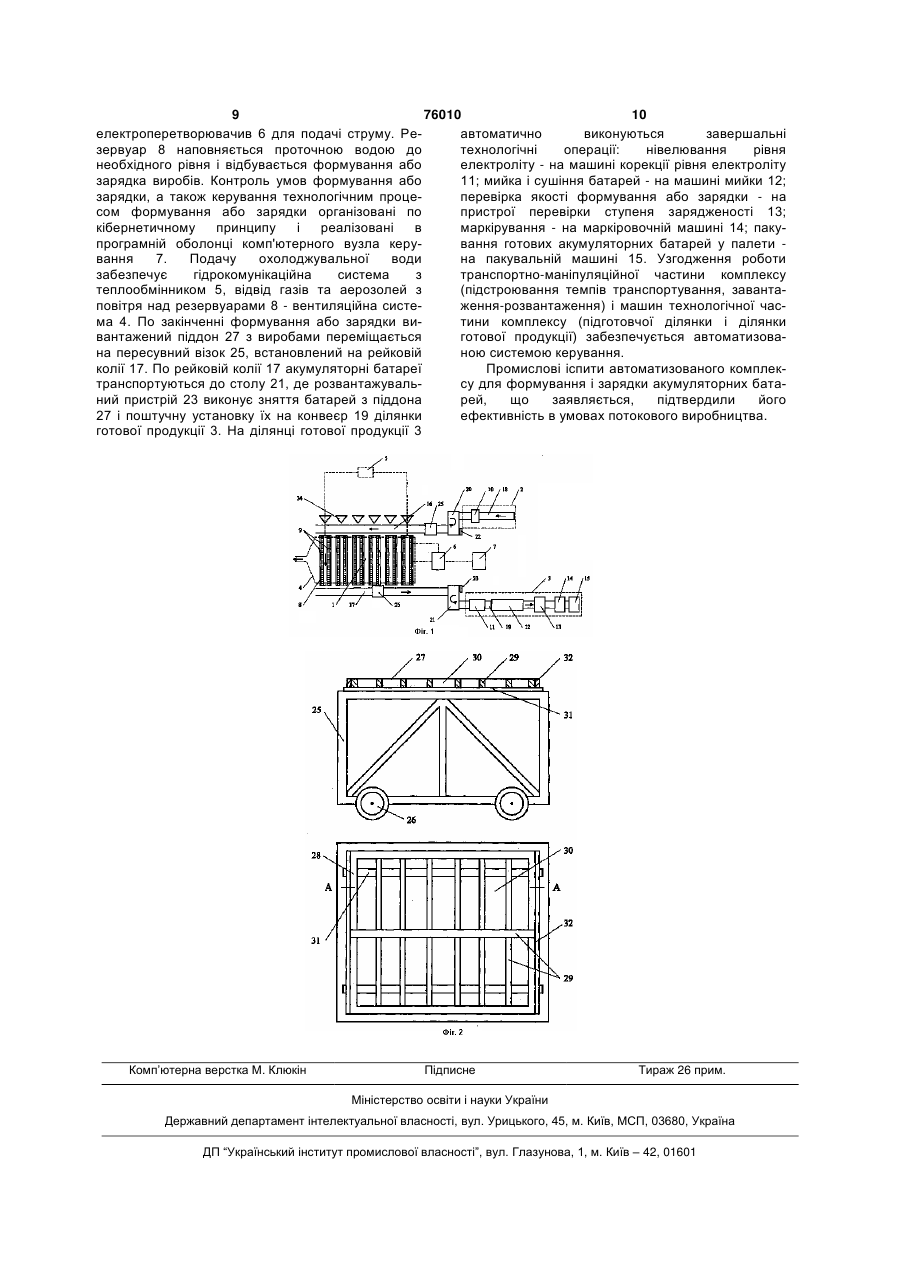
Автоматизований виробничий комплекс для формування та зарядки акумуляторних батарей при їхньому потоковому виробництві, що містить машину для заливання в них електроліту, резервуари для охолодження проточною водою з рухомими керованими торцевими стінками, встановле C2 2 76010 1 3 76010 4 завантаження знижують продуктивність двома транспортними конвеєрними лініями для комплексів. переміщення акумуляторів. Переміщення акумуВідомий виробничий комплекс із водяним охоляторних батарей по транспортних конвеєрних лодженням для формування і заряду акумуляторлініях здійснюється поштучно. Обидві торцеві них батарей потоковим методом [Патент США № стінки кожного резервуара виконані рухливими та 4604564, МПК H02J 7/00, НО ЇМ 10/50]. Цей комкерованими, тобто стулчастими з можливістю плекс містить такі основні вузли: систему двохпозиційної фіксації - робочої (закриті) і заванрезервуарів, що розташовані один над одним, для тажувальне/розвантажувальної (відкриті). По всій охолодження акумуляторів проточною водою; сисдовжині дна кожного резервуара, на одному рівні з тему водообміну з теплообмінником і комплект транспортними конвеєрними лініями розміщені пристроїв для подачі формуючого та зарядного рольганги, а уздовж конвеєра напроти вхідних струмів. Процес обробки проводять в такій торцевых стінок (завантажувальних вікон) кожного послідовності: батареї групують по типах, резервуара встановлені штовхальники для розміщають кожну групу в окремих резервуарах, переміщення (зіштовхування) акумуляторних базаповнених охолоджуючою рідиною, та тарей з конвеєра на рольганг резервуара і попідключають за паралельною схемою до дальшого поштучного просування їх по ньому під відповідних зарядних пристроїв. Потім запускають дією ланцюгового імпульсу [Патент України № водообмінну систему. При цьому вода надходить 5035 8А, МІЖ H02J 7/00, НО ЇМ 10/50, Дзензерсьспочатку до верхнього резервуара, а потім кий В.О. та інш., опубл. 15.10.02. Бюл. № 10]. переливається послідовно в усі нижні і далі - у У транспортно-маніпуляційну частину комтеплообмінник. Після цього включають зарядні плексу-прототипу входять вищевказані дві пристрої. Конструктивні особливості комплексу конвеєрні лінії для переміщення акумуляторних такі, що у верхньому резервуарі охолодження йде батарей, штовхальники для зсовування акумулянайбільш ефективно, а в нижніх поступово торних батарей з конвеєра на рольганг резервуапогіршується. Операції перезавантаження виконура. Інші зазначені вище машини і пристрої входять ються за допомогою агрегата ліфтового типу, що у технологічну частину комплексу. переміщає вироби по різних рівнях. Серйозним недоліком комплексу-прототипу є Аналог має кілька недоліків. Насамперед, це значна імовірність механічного ушкодження нераціональне розміщення резервуарів, що прикорпусів виробів при їх зсовуванні до резервуарів зводить до того, що температура охолоджувальної для охолодження проточною водою, а також рідини в них неоднакова, а обслуговування й усередині резервуарів під дією ланцюгового операції завантаження та розвантаження виробів імпульсу з боку штовхальників. Крім того, неминуутруднені і виконуються надто повільно. Наявність ча нерівномірність розміщення акумуляторних бавеликої кількості операцій, виконуваних вручну, тарей у резервуарах призводить до локальних зменшує продуктивність і безпеку праці. неоднорідностей температурних умов при Подальша модернізація комплексів йшла по формуванні і зарядці, що також негативно шляху прискорення операцій завантаженвідбивається на якості виробів. ня/вивантаження виробів шляхом автоматизації В основу винаходу поставлена задача ручних операцій і удосконалювання способів підвищення якості акумуляторних батарей за ратранспортування. Однак, на шляху до повної хунок зменшення механічного ушкодження їхніх автоматизації виникли нові проблеми. Спрощені корпусів, а також вирівнювання температурних кінематичні схеми, у яких не використовувалася умов у резервуарах при формуванні та зарядці. попередня групова комплектація (компонування), а Поставлена задача вирішується тим, що автоакумуляторні батареї послідовно завантажувалися матизований виробничий комплекс для формубезпосередньо в резервуари (ванни формування) вання та зарядки акумуляторних батарей при для охолодження проточною водою, створювали їхньому потоковому виробництві, що містить маумови для механічного ушкодження їхніх корпусів. шину для заливання в них електроліту, резервуаЦьому сприяла хаотична динаміка виробів при їх ри для охолодження проточною водою з рухливипересовуванні в об'єм резервуарів за допомогою ми керованими торцевими стінками, встановлені в штовхальників і спосіб переміщення їх усередині ряд між двома транспортними лініями для резервуарів під дією ланцюгового імпульсу, перепереміщення акумуляторних батарей, штовхальданого через ділянки поверхні самих виробів, що ники для переміщення акумуляторних батарей у випадково торкаються. резервуари, встановлені напроти вхідних торцевих Найбільш близьким технічним рішенням, узястінок кожного резервуара, машину корекції рівня тим як прототип, є автоматизований виробничий електроліту, машину мийки, пристрій перевірки комплекс для формування і зарядки акумуляторступеня зарядженості, маркіровочну машину, паних батарей при їхньому потоковому виробництві, кувальну машину, гідрокомунікаційну систему з що містить машину для заливання в них теплообмінником, комплект електроперетворюваелектроліту, резервуари для охолодження проточчей для подачі формуючого та зарядного струмів, ною водою, гідрокомунікаційну систему з відповідно до винаходу, постачений завантажутеплообмінником, комплект електроперетворювавальним пристроєм для завантаження акумулячей для подачі формуючого і зарядного струмів, торних батарей на піддони, розвантажувальним машину мийки, пристрій перевірки ступеня пристроєм для розвантаження батарей з піддонів, зарядженості, маркіровочну машину (таврування), кожна з двох транспортних ліній для переміщення пакувальну машину. Усі резервуари для охолодакумуляторних батарей до резервуарів та від ження проточною водою встановлені в ряд між резервуарів виконана у виді рейкової колії з пере 5 76010 6 сувним візком для піддонів, причому одна рейкова ланцюгового імпульсу, що штовхає, а саме колія зв'язана із завантажувальним пристроєм, а відбувається перенесення механічних навантадруга рейкова колія зв'язана з розвантажувальним жень з корпусів акумуляторних батарей на бічні пристроєм, по всій довжині дна кожного резервуаповерхні піддонів. При завантаженні виробів у рера розміщені напрямні ролики для переміщення зервуари штовхальники переміщають групи батапіддонів, а конструкція піддона містить рівномірно рей, встановлених на піддонах, і утримуваних на розподілені по його поверхні прорізи для них сильним фрикційним зв'язком (силою тертя) циркуляції проточної води. через велику вагу батарей. Рух виробів на Розкриємо суть винаходу, провівши піддонах по напрямних роликах резервуарів порівняння комплексу-прототипу і комплексу, що відрізняється упорядкованістю (відсутністю заявляється. Недоліком комплексу-прототипу є перекосів, обертальних рухів) зі збереженням однераціональна організація переміщення потоків накових зазорів між сусідніми батареями. Ланцюпродукції, при якій виявляється невідповідність між говий імпульс, що штовхає, усередині потоку поштучним характером транспортування батарей виробів цілком витрачається на поступальне по конвеєрних лініях і груповим типом обробки, що переміщення піддона з батареями уздовж резерпроводиться в резервуарах (ваннах для формувуара, відсутні які-небудь обертаючі моменти або вання) для охолодження проточною водою. І, наж вібрації. Таким чином, практично виключається впаки, перевагою комплексу, що заявляється, є можливість механічного ушкодження виробів. Ці така організація переміщення потоків продукції, переваги обумовлені вищевказаною відповідністю при якій груповий тип транспортування батарей на групового типу транспортування батарей на піддонах по рейкових коліях до резервуарів піддонах по рейкових коліях до резервуарів груповідповідає груповому типу технологічної обробки вому типу технологічної обробки батарей у резербатарей у резервуарах. вуарах. Групова комплектація виробів У комплексі-прототипі автоматичне завантазабезпечується за рахунок роботи завантажувальження батарей у резервуари здійснюється за доного пристрою комплексу, що розміщає батареї на помогою штовхальників, що переміщають масу піддоні; розвантажувальний пристрій знімає незв'язаних виробів під дією ланцюгового батареї з піддона після обробки в резервуарах. імпульсу. Такий характер завантаження Обої пристрої є автоматичними і керованими, привизначається вищевказаною невідповідністю між чому завантажувальний пристрій може бути запропоштучним характером транспортування батарей і грамований на рівномірне розміщення виробів на груповим типом їхньої технологічної обробки, і піддоні (розміщення з однаковими зазорами). неминуче веде до збільшення імовірності Транспортування піддонів з батареями до механічного ушкодження корпусів батарей і неупорезервуарів здійснюється за допомогою пересуврядкованому їх розміщенню усередині ного візка. Таким же чином здійснюється трансрезервуарів. Рух не зв'язаних між собою виробів портування піддонів з обробленими батареями від по рольгангу резервуарів відрізняється резервуарів. Висота пересувного візка відповідає хаотичністю, при якій створюється поле неконрівню напрямних роликів у резервуарах, що трольованих рухів окремих батарей усередині подозволяє без утруднень переміщати піддон з батоку, виникають перекоси, обертальні рухи, випадтареями з пересувного візка в резервуар. Піддони ково змінюються зазори між сусідніми батареями. мають прямокутні обриси, а їхні габарити Ланцюговий імпульс, що штовхає, усередині потопідбираються кратними внутрішнім розмірам ку виробів розбивається на локальні нерівні частирезервуарів для охолодження проточною водою ни, утрачається симетрія механічного наванта(зокрема, ціле число піддонів розміщається по ження, з'являються обертаючі моменти, вібрації. В довжині резервуара, а ширина піддона дорівнює міру нарощування маси завантажених у резервуаширині резервуара). Кількість розташовуваних на ры батарей відбувається збільшення імпульсу з піддоні акумуляторних батарей визначається габоку штовхальника. А оскільки в такому неупорядбаритами піддона і типорозміром батарей. При кованому потоці виробів ланцюговий імпульс формуванні або зарядці резервуари заповнені до передається через ділянки поверхні батарей, що необхідного рівня проточною водою, що вільно випадково стикаються, то зростає імовірність протікає в зазори між бічними стінками корпусів механічного ушкодження цих ділянок під дією лоакумуляторних батарей, стикаючись з батареями і кальних перевантажень - тобто часткова втрата охолоджуючи їх. Конструкція піддона містить батареями товарної якості. Наслідком хаотичності рівномірно розміщені по його поверхні прорізи для руху виробів усередині резервуарів є також циркуляції проточної води, за допомогою якої нерівномірне розміщення батарей, що має здійснюється охолодження акумуляторних батанаслідком неоднорідність температурних умов при рей з боку днища їхніх корпусів. Лінійні розміри охолодженні проточною водою під час формуванпрорізів підбираються з дотриманням трьох вимог: ня і зарядки. Крім того, оскільки батареї в резерміцності піддона, стійкості виробів на піддоні і вуарах установлені безпосередньо на рольгангу, можливості вільної циркуляції проточної води. Тото доступ проточної води до днища корпусів батаму мінімальний розмір прорізу не повинний утрудрей сильно утруднений, що також погіршує умови няти циркуляцію води; максимальний розмір теплообміну. А тепер звернемося до автоматичнопрорізу не повинний приводити до втрати стійкості го виробничого комплексу, що заявляється. У орієнтації батареї на піддоні і не повинний знижукомплексі, що заявляється, за рахунок вати міцність піддона. Сумарна площа прорізів попередньої групової комплектації виробів на підбирається так, щоб забезпечувалася рівномірна піддонах докорінно змінюється характер розподілу циркуляція проточної води. Наприклад, сумарна 7 76010 8 площа прорізів повинна бути не меншою ніж 0,25 парами 26 для переміщення по рейковій колії й від габаритної площі верхньої площини піддона. електроприводом (не показаний). Висота пересувРівномірне розміщення прорізів призводить до ного візка 25 така, що її робоча верхня площадка того, що на кожний квадратний метр площі піддона знаходиться на одному рівні з напрямними ролиприходиться приблизно рівна площа прорізів, а у ками 9 резервуарів 8. Піддони 27 виконані у виді випадку, коли всі прорізи однакові - рівна кількість ґратчастих підставок прямокутних габаритів. прорізів. Зазначені вимоги в більшості випадків Верхня площина піддона 27 утворена торцевыми легко здійсненні для безлічі варіантів конструкцій поверхнями опорної рами 28 і системи рівномірно і піддонів. Зокрема, однією з найпростіших і симетрично розташованих перемичок 29, що манайефективніших є ґратчаста конструкція піддона. ють загальний рівень. Сумарна площа однакових Розташування піддонів усередині резервуарів на наскрізних прорізів ЗО - прорізів для циркуляції напрямних роликах створює горизонтальний зазор проточної води - з великим запасом перевищує між дном ванни і нижньою площиною корпусів ба0,25 від габаритної площі верхньої площини тарей, що також веде до поліпшення циркуляції піддона. На нижній площині піддона 27 проточної води. Усе це сприяє вирівнюванню темвстановлені полози 31, що служать для ковзання пературних умов при формуванні і зарядці акумупіддона на столах 20, 21 при завантаженніляторних батарей. розвантаженні і для переміщення по напрямних На фіг. 1 схематично зображений автоматичроликах 9 резервуарів 8. Варіації в конструктивноний виробничий комплекс, що заявляється. На фіг. му розташуванні полозів 31 практично не вплива2,3 зображено пересувний візок з піддоном. ють на рівномірність циркуляції проточної води і У складі комплексу, що заявляється, можна тепловідводу від днища корпусів акумуляторних виділити: головну технологічну ділянку 1 (ряд батарей, оскільки площа торцевої поверхні полозів резервуарів для охолодження проточною водою з 31 достатньо мала у порівнянні з площею рухливими керованими торцевыми стінками), наскрізних прорізів ЗО. Вузькі бічні площини підготовчу ділянку 2, ділянку готової продукції 3. піддона 27 постачені накладками 32, що амортиГоловна технологічна ділянка 1 постачена зують. вентиляційною системою 4, гідрокомунікаційною Комплекс, що заявляється, функціонує в такий системою з теплообмінником 5 (пристрою спосіб. На підготовчій ділянці 2 персонал загружає нагнітання, зливу води, градирні), комплектом акумуляторні батареї на конвеєр 18, по якому вони перетворювачів для подачі формуючого і заряднотранспортуються поштучно. Тут же батареї автого струмів 6, комп'ютерним вузлом керування 7. На матично наповнюються електролітом за допомодні кожного резервуара 8 розташовані напрямні гою машини заливання електроліту 10. Наприкінці ролики 9 для переміщення піддонів з акумулятортранспортування батарей по ділянці 2 вони попаними батареями. До складу підготовчої ділянки 2 дають на стіл 20. Тут завантажувальний пристрій входить машина заливання електроліту 10. До 22 рівномірно встановлює батареї зі столу 20 на складу ділянки готової продукції 3 входять: машипіддон 27, з дотриманням рівних зазорів між корна корекції рівня електроліту 11, машина мийки 12, пусами виробів, а потім пересуває завантажений пристрій перевірки ступеня зарядженості 13, марпіддон 27 на візок 25. Транспортування піддона 27 кировочна машина 14 та пакувальна машина 15. з батареями до головної технологічної ділянки 1 Головна технологічна ділянка 1 обслуговується здійснюється за допомогою пересувного візка 25 двома транспортними лініями, до складу яких вхопо рейковій колії 16. Напроти вхідних торцевых дять: завантажувальна рейкова колія 16 і розванстінок чергового, готового до прийому виробів ретажувальна рейкова колія 17. Підготовча ділянка 2 зервуара 8, візок зупиняється, і однокоординатний обслуговується конвеєром 18, а ділянка готової штовхальник 24, що працює в режимі обмежених продукції 3 - конвеєром 19. Для групової зворотно-поступальних рухів, автоматично зсовує комплектації і зворотної розкомплектації акумуляпіддон 27 з батареями в резервуар 8. Для торних батарей на піддонах служать столи 20, 21. реалізації цієї операції протягом усього процесу Завантажувальний пристрій 22 призначений для завантаження піддонів 27 з батареями в резервурозміщення батарей на піддон на столі 20, а розар 8 вхідні і вихідні рухливі керовані торцеві стінки вантажувальний пристрій 23 - для зняття батарей цього резервуара відкриті. Переміщення піддона з піддона на столі 21 після обробки в резервуарах. 27 усередині резервуара 8 здійснюється шляхом Напроти вхідних рухливих керованих торцевых проштовхування по напрямних роликах 9 за рахустінок кожного резервуара 8 встановлені штовнок ланцюгового імпульсу. При цьому корпуси хальники 24 для переміщення батарей у резеракумуляторних батарей не піддаються механічним вуари 8. Транспортування піддонів з батареями по впливам (натисканням, ударам), як у прототипі, а завантажувальній рейковій колії 16 і все навантаження на себе приймають накладки розвантажувальній рейковій колій 17 здійснюється 32, що амортизують, бічних площин піддонів. Одза допомогою пересувних візків 25. Таким чином, у ночасно з завантаженням неопрацьованих бататранспортно-маніпуляційну частину комплексу, що рей, якщо технологічний цикл не є першим, може заявляється, входять: рейкові колії 16, 17; відбуватися вивантаження з резервуара 8 піддонів конвеєри 18, 19; столи 20, 21; завантажувальний з обробленими (сформованими чи зарядженими) пристрій 22; розвантажувальний пристрій 23; батареями шляхом заміщення (проштовхування штовхальники 24; пересувні візки 25. Інші піддонів). По закінченні завантаженнязазначені вище машини і пристрої належать до вивантаження рухливі керовані торцевые стінки технологічної частини комплексу. автоматично закриваються. Персонал виконує Пересувний візок 25 обладнаний колісними приєднання груп батарей на піддонах до виводів 9 76010 10 електроперетворювачив 6 для подачі струму. Реавтоматично виконуються завершальні зервуар 8 наповняється проточною водою до технологічні операції: нівелювання рівня необхідного рівня і відбувається формування або електроліту - на машині корекції рівня електроліту зарядка виробів. Контроль умов формування або 11; мийка і сушіння батарей - на машині мийки 12; зарядки, а також керування технологічним процеперевірка якості формування або зарядки - на сом формування або зарядки організовані по пристрої перевірки ступеня зарядженості 13; кібернетичному принципу і реалізовані в маркірування - на маркіровочній машині 14; пакупрограмній оболонці комп'ютерного вузла керування готових акумуляторних батарей у палети вання 7. Подачу охолоджувальної води на пакувальній машині 15. Узгодження роботи забезпечує гідрокомунікаційна система з транспортно-маніпуляційної частини комплексу теплообмінником 5, відвід газів та аерозолей з (підстроювання темпів транспортування, завантаповітря над резервуарами 8 - вентиляційна систеження-розвантаження) і машин технологічної часма 4. По закінченні формування або зарядки витини комплексу (підготовчої ділянки і ділянки вантажений піддон 27 з виробами переміщається готової продукції) забезпечується автоматизована пересувний візок 25, встановлений на рейковій ною системою керування. колії 17. По рейковій колії 17 акумуляторні батареї Промислові іспити автоматизованого комплектранспортуються до столу 21, де розвантажувальсу для формування і зарядки акумуляторних батаний пристрій 23 виконує зняття батарей з піддона рей, що заявляється, підтвердили його 27 і поштучну установку їх на конвеєр 19 ділянки ефективність в умовах потокового виробництва. готової продукції 3. На ділянці готової продукції 3 Комп’ютерна верстка М. Клюкін Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюAutomated production complex for forming and charging accumulator batteries in line production process
Автори англійськоюDzenzerskyi Viktor Oleksandrovych, Dzenzerskyi Denis Viktorovych, Burylov Serhii Volodymyrovych, Skosar Viacheslav Yuriiovych
Назва патенту російськоюАвтоматизированный производственный комплекс для формования и зарядки аккумуляторных батарей в условиях поточного производства
Автори російськоюДзензерський Виктор Александрович, Дзензерский Виктор Александрович, Дзензерский Денис Викторович, Бурилов Сергей Владимирович, Скосар Вячеслав Юрьевич
МПК / Мітки
МПК: H01M 2/10, B65G 67/02, H01M 10/50
Мітки: виробництві, потоковому, батарей, зарядки, комплекс, автоматизований, виробничий, акумуляторних, формування, їхньому
Код посилання
<a href="https://ua.patents.su/5-76010-avtomatizovanijj-virobnichijj-kompleks-dlya-formuvannya-ta-zaryadki-akumulyatornikh-batarejj-pri-khnomu-potokovomu-virobnictvi.html" target="_blank" rel="follow" title="База патентів України">Автоматизований виробничий комплекс для формування та зарядки акумуляторних батарей при їхньому потоковому виробництві</a>
Автоматизований виробничий комплекс для формування та зарядки акумуляторних батарей при їх потоковому виробництві
Номер патенту: 50358
Опубліковано: 15.11.2004
Автори: Буряк Олександр Панасович, Сіренко Максим Вікторович, Бурилов Сергій Володимирович, Лісничий Віктор Миколайович, Дзензерський Віктор Олександрович
МПК: H01M 10/50, H02J 7/00
Мітки: батарей, формування, виробничий, акумуляторних, виробництві, потоковому, комплекс, автоматизований, зарядки
Формула / Реферат:
Автоматизований виробничий комплекс для формування та зарядки акумуляторних батарей при їх потоковому виробництві, що містить машину для заливання в них електроліту, резервуари для охолодження проточною водою, гідрокомунікаційну систему з теплообмінником, комплект електроперетворювачів для подачі формуючого та зарядного струму, який відрізняється тим, що всі резервуари встановлені в ряд між двома конвеєрними лініями для переміщення...
Спосіб уніфікації зовнішніх режимних параметрів процесу формування та зарядки акумуляторних батарей при їх потоковому виробництві
Номер патенту: 50359
Опубліковано: 15.10.2004
Автори: Сіренко Максим Вікторович, Лісничий Віктор Миколайович, Буряк Олександр Панасович, Дзензерський Віктор Олександрович, Бурилов Сергій Володимирович
МПК: H01M 10/50, H02J 7/00
Мітки: параметрів, уніфікації, спосіб, зарядки, потоковому, виробництві, процесу, формування, зовнішніх, акумуляторних, режимних, батарей
Формула / Реферат:
Трясильна машина, що складається з верхнього гребеневого поля і голчастого транспортера, яка відрізняється тим, що під верхньою гілкою голчастого транспортера встановлений вібровузол, виконаний у вигляді двох закріплених на загальному валу ударних механізмів, кожний з яких складається із двох щік та набору бойків, що мають можливість вільно обертатися на осях, а осі бойків закріплені на щоках у пазах, виконаних по їх радіусу.
Спосіб уніфікації зовнішніх режимних параметрів процесу формування та заряду акумуляторних батарей при їх потоковому виробництві

Номер патенту: 50359
Опубліковано: 15.10.2002
Автори: Буряк Олександр Панасович, Дзензерський Віктор Олександрович, Сіренко Максим Вікторович, Бурилов Сергій Володимирович, Лісничий Віктор Миколайович
МПК: H02J 7/00, H01M 10/50
Мітки: зовнішніх, спосіб, процесу, акумуляторних, заряду, потоковому, батарей, уніфікації, виробництві, параметрів, формування, режимних
Формула / Реферат:
Трясильна машина, що складається з верхнього гребеневого поля і голчастого транспортера, яка відрізняється тим, що під верхньою гілкою голчастого транспортера встановлений вібровузол, виконаний у вигляді двох закріплених на загальному валу ударних механізмів, кожний з яких складається із двох щік та набору бойків, що мають можливість вільно обертатися на осях, а осі бойків закріплені на щоках у пазах, виконаних по їх радіусу.
Пристрій для зарядки акумуляторних батарей
Номер патенту: 58230
Опубліковано: 15.07.2003
Автори: Терещенко Тетяна Олександрівна, Петергеря Юлія Сергіївна, Жуйков Валерій Якович, Волківський Вадим Борисович
МПК: H02J 7/00
Мітки: батарей, акумуляторних, зарядки, пристрій
Формула / Реферат:
Пристрій для зарядки акумуляторних батарей, що містить задану кількість зарядних ланок, підключених до вхідного виводу, кожна з яких, в свою чергу, містить широтно-імпульсний перетворювач з накопичувальним дроселем, вихід якого має виводи для підключення акумуляторної батареї, який відрізняється тим, що до кожної з зарядних ланок введено ключ, підключений до виводу для підключення акумуляторної батареї, причому вихід широтно-імпульсного...
Пристрій для зарядки акумуляторних батарей
Номер патенту: 19095
Опубліковано: 25.12.1997
Автор: Івашков Сергій Олексійович
МПК: H02J 7/10
Мітки: зарядки, акумуляторних, пристрій, батарей
Формула / Реферат:
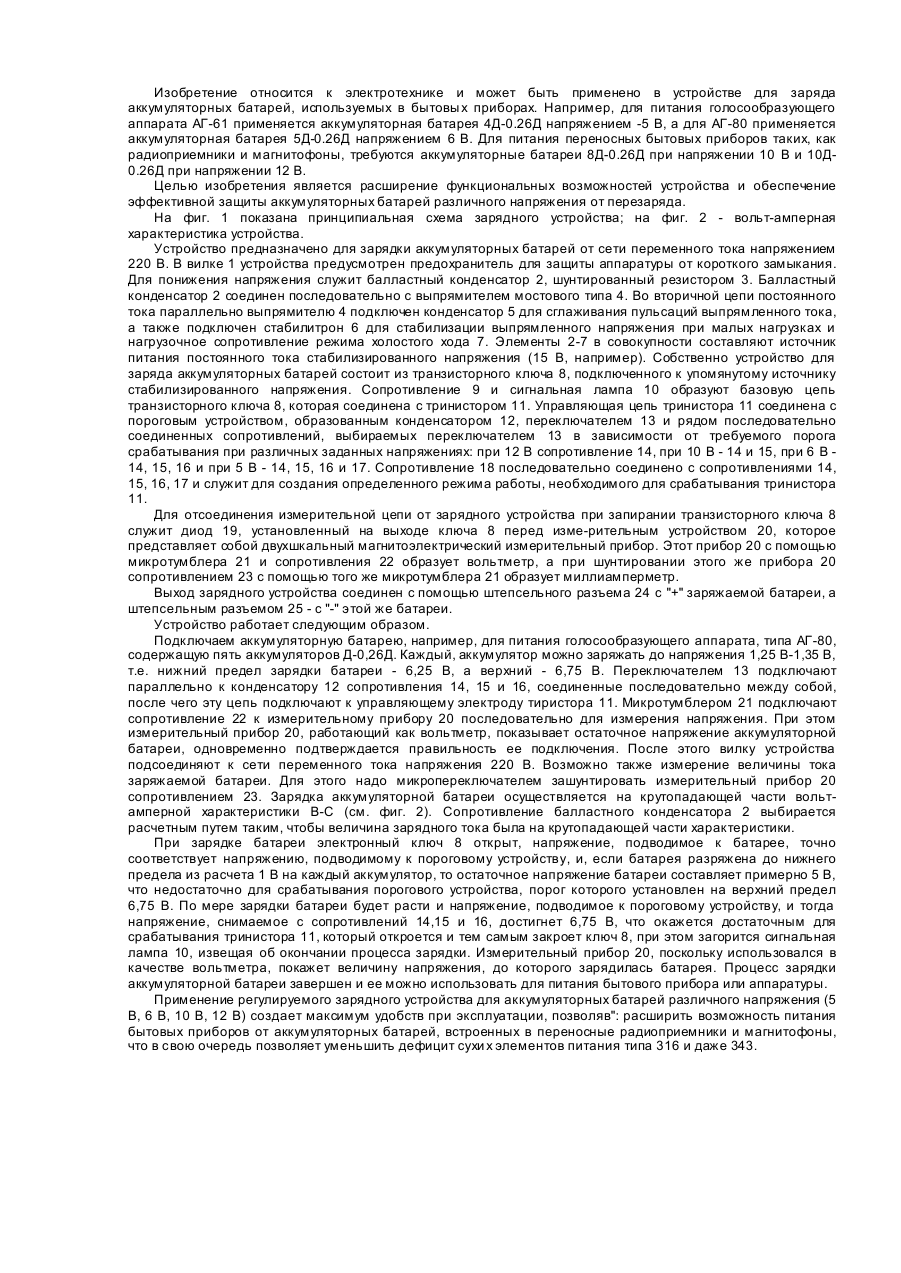
Устройство для заряда аккумуляторных батарей бытовых приборов, содержащее балластный токоограничивающий конденсатор, двухполупериодный выпрямитель, к которому на выходе подключен параметрический стабилизатор, транзисторный ключ в цепи заряда, связанный по цепи управления с пороговым узлом, отличающееся тем, что пороговый узел выполнен ступенчатым из фиксированных сопротивлений, число которых соответствует числу стандартных напряжений батарей...
Попередній патент: Двовісно-орієнтована поліефірна плівка
Наступний патент: Спосіб визначення елементного складу речовини
Випадковий патент: Пристрій формування карамелі